
Abstract
Microalgae are considered to be a promising source of biomass compared with first and second generation feedstocks. However, the high energy requirement for harvesting and drying of the algal biomass poses challenge to commercialization due to implications on both carbon footprint (CF) and cost. In this work, we propose a systematic methodology for the multi-criteria evaluation of alternatives for the harvesting and drying processes. A fuzzy analytic hierarchy process (FAHP) approach is used, where the pairwise comparison of the multiple criteria and alternatives were done to prioritize the best harvesting and drying method within the fuzzy bounds of the value judgment that satisfies the consistency index. FAHP also allows the degree of confidence of the expert to be quantified. A case study of four alternatives each for the harvesting and drying process is used to demonstrate the process. Technology capability, cost and environmental impacts (comprised CF, land footprint and water footprint) are identified as the selection criteria for harvesting and drying process, respectively. Results show that flotation is the best alternative for harvesting process, while sun drying is the best among the drying alternatives. Sensitivity analysis is used to give insights on the robustness of the decision model and enables the understanding of critical criteria that would significantly influence the ranking of the alternatives. The proposed FAHP approach therefore can effectively deal with the uncertainty of judgment in the decision-making process in the evaluation of microalgae harvesting and drying processes.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Microalgae are organisms ranging in size from 1 to 50 μm that grow in salt water or fresh water environments (Demirbas 2010). Different species of microalgae have been used extensively for various commercial applications, such as food supplements for human consumption and as animal feed. More recently, interest has grown in their triglyceride content, which can be converted into biodiesel (Harun et al. 2010). Growth of microalgae depends on the availability of sunlight, carbon dioxide, and nutrients (Vasumathi et al. 2012). Microalgae are effective at converting solar energy into biomass via photosynthesis. Much of the interest in their use as a biofuel feedstock is the result of their high photosynthetic efficiency compared to terrestrial plants (Demirbas and Demirbas 2011). Larkum et al. (2012) also note that microalgae have significant potential for biofuel production due to their high content of oil and fatty acids. It is estimated that microalgae can produce 20–760 times more oil than other conventional oil crops for a given unit of cultivation area (Chisti 2007). For example, potential oil yield per hectare is two orders of magnitude higher than that of oil palm, and three orders of magnitude higher than that of corn.
Microalgae are capable of rapid growth, with life cycles as short as a few days, thus enabling rapid start-up for biomass production (Sheehan et al. 1998). As with terrestrial crops, microalgae cultivation not only produces the biomass, but also reduces greenhouse gases through CO2 fixation during the cultivation (Singh et al. 2011). Marine microalgae such as Nannochloropsis sp. contain high levels of lipids, ranging from 31 to 68 % dry weight (Chisti 2007). Apart from the triglycerides, Nannochloropsis sp. has other valuable products such as proteins, which comprise approximately 30 % of dry cell weight, and various types of metabolites, such as carbohydrates (Radakovits et al. 2012). Furthermore, the relative proportions of such products can be influenced by controlling growth conditions.
Because of the previously mentioned advantages, microalgae have become the subject of research interest as potential feedstock for producing biofuels and other biochemical products (Guldhe et al. 2014). The demand for biomass for both food and energy use is expected to increase by more than 50 % in the next two decades, as a result of world population growth coupled with increasing of living standards (Foley et al. 2011). At the same time, research effort has been placed on shifting to a biomass-based global economy, in which biomass is the principal source of energy and feedstock for the chemical industry (Haveren et al. 2008). The technology for the production of first-generation biofuel from commercial food crops (e.g., sugarcane, corn and palm oil) is already mature, and is subject only to economic constraints; one major issue is the conflict between food and fuel use. The global demand for liquid biofuel had tripled between 2004 and 2014; this trend has arguably affected the prices of food products (Rosegrant et al. 2008). Second generation biofuel from waste biomass (e.g., agricultural and forest residues) and from non-food crop feedstock can potentially reduce this “food-versus-fuel” competition. However, production technologies for second generation biofuel are still relatively immature. The technological immaturity suggests potential gains in efficiency and cost-effectiveness in the long run (IEA Bioenergy 2008). On the other hand, microalgae are considered to be a promising new “third generation” source of biomass. This perception is due to the fact that microalgae production does not compete with conventional agriculture, and has high biofuel yield per unit of terrestrial area due to high photosynthetic efficiency (Chisti 2008). Nevertheless, converting this promising feedstock into biodiesel is energy intensive, which in turn contributes to the system carbon footprint (CF) (Connell et al. 2013).
It has been noted in the literature that algal biomass is still subject to some drawbacks. For instance, large-scale cultivation still requires use of synthetic fertilizers due to the limits of natural nitrogen fixation (Razon 2015), although recent work suggests potential to produce ammonium sulphate (Razon 2012) and ammonia (Razon 2014) from some species of microalgae. Research has shown that the energy consumption for algal biomass production, which includes cultivation, harvesting, and drying processes, is the limiting factor for algal biofuel commercialization; these processes thus warrant further detailed analysis (Lardon et al. 2009). Xu et al. (2011) reported that the drying process via dry extraction consumed significantly larger amount of energy as compared to wet extraction. The main challenge in the upstream processing of microalgae is in separating the microalgae from the liquid growth medium. This step takes place in the harvesting and drying steps. Dry biomass concentration usually ranges from 0.5 g/L in open pond reactors to 5 g/L in photobioreactor. Thus, a large volume of the water has to be removed in order to harvest the biomass. Methods such as centrifugation are too expensive and energy intensive for commercial scale processing, while filtration methods require significant maintenance, such as filter cleaning and replacement. Razon and Tan (2011) have calculated that these steps contribute significantly to energy use and CF of algal biomass production systems. Development of cost-effective harvesting and drying processes for microalgae is considered to be the most significant challenge in commercializing microalgae biofuel production (Greenwell et al. 2010). Beach et al. (2012) also stated that to ensure the economic and environmental sustainability of algae-based fuels and materials, it is critical that harvesting methods be efficient in terms of material and energy demands.
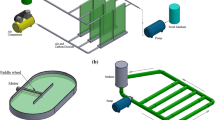
Figure 1 shows the schematic diagram for the microalgae production and processing. The process chain begins with cultivation, where open pond cultivation system is often chosen as the best method, as it has the lowest environment impacts (Tan et al. 2014a). Ubando et al. (2016) developed a decision model via Monte Carlo simulation to show which cultivation system is preferred for conservative (risk-averse) and optimistic (risk-inclined) scenarios. After the cultivation step, it is then followed by harvesting process. Shelef et al. (1984) reported that the preferable harvesting method depends on algae species, growth medium, algae production rate, end product quality and production cost. Microalgae harvesting refers to the separation and concentration of diluted microalgae from its medium, until a solids content of 5–25 % is reached (Shelef et al. 1984). Harvested microalgae needs to be further dried to remove the remaining water content. Removal of water is necessary for downstream processes as well as for long-term storage (Chen et al. 2011). During the drying process, microalgae slurry must be dehydrated to a moisture content level of 12–15 %.

Schematic diagram for microalgae production and processing (Uduman et al. 2010)
Studies show that 20–30 % of the costs of microalgae biomass production arise from harvesting process (Mata et al. 2010). In addition, estimated of 90 % of the equipment cost for microalgae biomass production in open systems is due to the harvesting and dewatering process. Razon and Tan (2011) showed that removal of moisture is the single most energy-intensive step in the process chain. Microalgae can be harvested by employing different technologies, e.g., filtration, centrifugation, flocculation, sedimentation and flotation. (Milledge and Heaven 2012). Drum drying, spray drying (SPD), sun drying (SD) and freeze drying are some of the technologies that can be used in drying process (Chen et al. 2011). Each process method has its own advantages and disadvantages.
In addition to such issues, systematic assessment of environmental impacts is also needed to ensure sustainable large-scale production of algal biomass. The typical approach of using various environmental footprints is necessary to aid in general decision-making (De Benedetto and Klemeš 2009) and assessment of process options (De Benedetto and Klemeš 2010). A comprehensive review of various footprints is given in Čuček et al. (2012), while more updates are given in a recent book chapter (Čuček et al. 2015a). The large number of potentially conflicting environmental metrics may be problematic for decision-making, but in the case of biomass systems, it has been shown that representative footprints can be used as proxy for a larger set of footprints due to correlations (Čuček et al. 2013); for example, in some cases, CF can be used as a proxy for energy footprint due to strong correlation between these two metrics. Such reduced sets of footprints can then be combined with conventional profitability measures for comprehensive decision-making (Čuček et al. 2014). Čuček et al. (2015b) discussed the need to assess other footprints that are important for ecosystem health in regard to water, health, food and species security (i.e., nitrogen, phosphorus, biodiversity) and land footprints. These previous works have used such strategies in the context of multi-objective optimization models; nevertheless, a similar approach can be applied to multi-criteria decision-making (MCDM) problems with predefined sets of discrete alternatives.
In this paper, a systematic MCDM using fuzzy analytic hierarchy process (FAHP) for evaluating the alternatives in the microalgae harvesting and drying process is developed. This technique is a variant of the well-known analytic hierarchy process (AHP) which was originally introduced by Saaty (1979) and has been widely applied in various industries (Vaidya and Kumar 2006). It is especially advantageous for decisions that require integration of quantitative data with less tangible, qualitative consideration such as value and preferences, especially in situations where there are important qualitative aspects that require consideration in conjunction with varying measureable quantitative factors (Noh and Lee 2003). The objective of FAHP is to incorporate in the decision modelling the “fuzziness” or the uncertainties arising from vagueness involved during the value judgment elicitation. It is often unrealistic and difficult to give precise numerical values in pairwise comparisons, due to complexity and uncertainty involved in the prioritization process (Promentilla et al. 2008). Thus, fuzzy set theory is used to deal with the uncertainty and vagueness, based on its capability to represent the uncertainty in the data (Zadeh 1965). Application of fuzzy sets in the context of optimization of processing pathways has been reported extensively in the literature (e.g., Liew et al. 2013). In this work, FAHP through the pairwise comparison of the multiple criteria and alternatives is done to prioritize the best harvesting and drying method within the fuzzy bounds of the value judgment that satisfies the consistency index. This paper is organized as follows. A brief description of the background of methodology is presented. Then, an illustrative case study on the harvesting and drying processes is discussed using the FAHP technique. Sensitivity analysis is also performed to study how robust the ranking of the alternatives on the weighting of the criteria. Finally, concluding remarks and future work are given in final section.
Methodology
Tan et al. (2014b) applied FAHP on selection problem in process systems engineering that incorporates the fuzziness of the judgment and the degree of confidence of the experts. They also allow the inconsistencies in judgment to be reconciled within the bound of fuzzy numbers to generate the solution ratios that will yield the priority weights. Promentilla et al. (2014) extended the fuzzy preference programming technique to derive the group priorities or weights from fuzzy pairwise comparative judgment matrices in the fuzzy analytic network process. In this paper, the FAHP technique is developed and applied to multi-criteria selection of microalgae harvesting and drying processes. The step-by-step procedure is as follows:
-
Step 1 Construct the AHP decision structure (Saaty 1979). Four alternatives for each harvesting and drying process options were identified. Cost (COST), environmental impacts (ENV) and technology capability (TECH) were defined as the main criteria in the selection of the most preferred option for harvesting and drying process, respectively (Figs. 2, 3). There are three sub-criteria under the environmental impact, i.e., CF, land footprint (LF) and water footprint (WF). The definition for each of the criteria and sub-criteria is defined in Table 1.
Fig. 2 
AHP decision structure for harvesting process
Fig. 3 
AHP decision structure for drying process
Table 1 AHP criteria definitions -
Step 2 Pairwise comparisons based on the expert’s judgment are done to derive the relative importance of criteria, sub-criteria, and the relative preference of alternatives. Questionnaire was constructed based on this pairwise comparison technique. In this case study, an expert has been consulted based on his technical know-how and vast experience on the research area related to microalgae harvesting and drying processes. For example, such respondent with high confidence perceived that the CF is very strongly more important than land footprint with respect to the environmental impact criterion for the selection of microalgae harvesting and drying technologies. This value judgment is then represented in fuzzy scale. The FAHP method requires the pairwise comparison matrix, A (see Eq. 1) of size n to be populated with fuzzy judgments which approximate the solution ratios \(\left(\frac{{w_{i} }}{{w_{j} }}\right)\), i.e., the intensity of importance or preference of one element over the other element within the same level with respect to a common element in the upper level. The ratio \(\frac{{w_{i} }}{{w_{j} }}\) indicates the relative importance of criteria in the ith row over the criteria in the jth with respect to the goal. These weights (w i ) are typically computed with eigenvector method using the Saaty’s fundamental 9-point scale (Saaty 1979). Note that the weighing of criteria/subcriteria will depend on the value judgment of experts whose trade-off among these criteria/subcriteria is made explicit in the prioritization of alternatives (Tables 2, 3).
Table 2 Advantages and disadvantages of different harvesting alternatives Table 3 Advantages and disadvantages of different drying alternatives $${\mathbf{A}} = \left[ {\begin{array}{*{20}c} {\frac{{w_{1} }}{{w_{1} }}} & {\frac{{w_{1} }}{{w_{2} }}} & \cdots & {\frac{{w_{1} }}{{w_{n} }}} \\ \vdots & \vdots & \vdots & \vdots \\ {\frac{{w_{i} }}{{w_{1} }}} & {\frac{{w_{i} }}{{w_{2} }}} & \cdots & {\frac{{w_{i} }}{{w_{n} }}} \\ \vdots & \vdots & \vdots & \vdots \\ {\frac{{w_{n} }}{{w_{1} }}} & {\frac{{w_{n} }}{{w_{2} }}} & \cdots & {\frac{{w_{n} }}{{w_{n} }}} \\ \end{array} } \right]$$(1)However, instead of using a single crisp value to approximate the solution ratio \(\frac{{w_{i} }}{{w_{j} }},\) a fuzzy scale is used to represent the value judgments \(\hat{\varvec{a}}_{ij}\) as triangular fuzzy numbers (TFNs) \(\langle \hat{L}_{ij} ,\hat{M}_{ij} ,\hat{U}_{ij}\rangle\) that will populate the pairwise comparison matrix as shown in Eq. (2):
$${{\hat{\mathbf{A}}}} = \left[ {\begin{array}{*{20}c} {(1,1,1)} & {\hat{a}_{{12}} } & \cdots & {\hat{a}_{{1n}} } \\ {\hat{a}_{{21}} } & {(1,1,1)} & \cdots & {\hat{a}_{{2n}} } \\ \vdots & \vdots & \ddots & \vdots \\ {\hat{a}_{{n1}} } & {\hat{a}_{{n2}} } & \cdots & {(1,1,1)} \\ \end{array} } \right] \quad \text{where}\;\hat{\varvec{a}}_{ji} = \frac{1}{{\hat{a}_{ij} }} = \left \langle\frac{1}{{\hat{U}_{ij} }},\frac{1}{{\hat{M}_{ij} }},\frac{1}{{\hat{L}_{ij} }}\right \rangle$$(2)For example, if \(\hat{\varvec{a}}_{ij}\) is perceived to be more or less equal, it is represented by the TFN \(\left\langle \frac{1}{1 + \delta }, \;1,\; 1 + \delta \right \rangle\) whereas if one element is perceived to be more important or preferred over the other, \(\hat{\varvec{a}}_{ij}\) is represented in the following fuzzy scale as summarized in Table 4.
Table 4 Summary of fuzzy scale An \(\hat{a}_{ij}\) representing a judgment of “moderately more important” could be represented by a fuzzy number 〈1, 3, 6〉 if δ is set to 3. Note that δ is the degree of confidence of the decision maker wherein the higher value suggests lower degree of confidence. Zhu et al. (1999) stated that as δ increases, the degree of fuzziness increases and the degree of confidence decreases.
Figure 4 illustrates the graphical representation of the fuzzy scale as TFN used in this case study. These are based on the variation of widths to reflect the ambiguity of judgment and confidence level as reported in the literature. For example, Geldermann et al. (2000) used 0 and 1 as weak and strict preference in measuring the fuzzy outranking relation; meanwhile Tan et al. (2014b) suggested FAHP with a linguistic scale for low, moderate, and high degrees of confidence to reflect the spread of the distributions of fuzzy numbers. The fuzzy numbers used in Fig. 4 are modified from the scale of Tan et al. (2014b), using a value of one, two and three for δ to represent the high, moderate and low degree of confidence in the value judgment, respectively.
Fig. 4 
Fuzzy AHP linguistic scale for a low (fuzzy scale at δ = 3), b moderate (fuzzy scale at δ = 2) and c high (fuzzy scale δ at = 1) degrees of confidence
-
Step 3 The weights that approximate the solution ratio in the pairwise comparison matrix are computed using the following nonlinear programming (NLP) formulation (Promentilla et al. 2014) as shown in Eq. (3):
$${ \hbox{max} }\;{{\lambda }}$$(3a)$$\begin{aligned} &{\text{subject to:}} \hfill \\ &\lambda \left( {M_{ij} - L_{ij} } \right)\left( {w_{j} } \right) - w_{i} + w_{j} L_{ij} \le 0; \hfill \\ \end{aligned}$$(3b)$$\lambda \left( {M_{ji} - L_{ji} } \right)\left( {w_{i} } \right) - w_{j} + w_{i} L_{ji} \le 0 ;$$(3c)$$\lambda \left( {U_{ij} - M_{ij} } \right)\left( {w_{j} } \right) + w_{i} - w_{j} U_{ij} \le 0 ;$$(3d)$$\lambda \left( {U_{ji} - M_{ji} } \right)\left( {w_{i} } \right) + w_{j} - w_{i} U_{ji} \le 0 ;$$(3e)$$\mathop \sum \limits_{k = 1}^{n} w_{k} = 1; \quad w_{k} > 0$$(3f)



This NLP model computes the optimal priority vector (w) by maximizing lambda (λ), i.e., a consistency index which measures the degree of satisfaction of all computed pairwise comparison ratios that satisfy within the bounds of the initial fuzzy judgments. Lambda (λ) ranges from 0 to 1. A value of 0 denotes that the fuzzy judgments are satisfied at their boundaries and a value of 1 denotes perfect consistency (Tan et al. 2014b). The sum of the weights of all considered criteria, w k , must be equal to 1.
Case study
This case study illustrates the use of FAHP for the selection of harvesting and drying processes. Firstly, FAHP is used here for selecting the best method for the microalgae harvesting process (Fig. 2). A sample of the numerical calculations is shown to demonstrate the proposed technique in computing priority vectors from fuzzy pairwise comparative judgment matrices. The alternatives for harvesting process are: (1) centrifugation (CG) (2) filtration (FL), (3) flotation (FT) and (4) flocculation–sedimentation (FS). These four alternatives were identified based on recommendations of Uduman et al. (2010). The performance of each alternative can be evaluated based on the rate of water removal (Grima et al. 2003), the solids content of the recovered slurry, and the efficiency of the alternative (Uduman et al. 2010). Furthermore, a suitable harvesting alternative should be scalable to handle large volumes of microalgae in commercial processes (Grima et al. 2003). Inappropriate selection of a harvesting alternative may cause substantial problems, affecting the downstream processing in terms of cost and equipment efficiency.
Centrifugation process is capable of separating microalgae from liquid media without any difficulties (Mohn 1988); however, it is also costly, time-consuming and energy intensive when processing large quantities of microalgae (Uduman et al. 2010). Filtration process uses a permeable medium that retains solid particles as the liquid component of the slurry is penetrates via as a result of a pressure gradient across the filter medium (Shelef et al. 1984). There are many variations of commercial filtration equipment (e.g., pressure filters, vacuum filters, micro-strainers, and deep-bed filters). Filter media in microalgae processing may tend to clog and hence require high maintenance and replacement cost. Flocculation involves inducing the formation of larger aggregates from small particles; these flocs can then be separated from the liquid medium by gravity (Vandamme et al. 2010). Coagulants and flocculants such as ferric chloride (FeCl3), aluminium sulphate (Al2(SO4)3), and ferric sulphate (Fe2(SO4)3) are added to facilitate flocculation (Becker 1994). However, these chemicals must be selected such that product quality and downstream processing are not adversely affected by their use (Grima et al. 2003). Gravity sedimentation is a separation process that relies solely on gravity to generate clarified liquid and thickened slurry from a given feed (Svarovsky 1979). On the other hand, flotation is a separation process which is based on the attachment of solid particles to air bubbles that carry them to the liquid surface for subsequent mechanical separation (Garg et al. 2012). The flotation processes are categorized by the method of bubble production, such as electrolytic flotation, dissolve air flotation and dispersed air flotation (Chen et al. 2011). A comparison of the advantages and disadvantages of the different harvesting alternatives is shown in Table 2.
The expert performed a pairwise comparison to indicate his preferences. The fuzzy evaluation of the relative importance of sub-criteria with respect to each main-criterion, and the relative preference of alternatives with respect to each sub-criterion are shown in Tables 5, 6, 7, 8, 9, 10, 11, respectively. Using LINGO 14.0 to solve the NLP, the preference weight of the alternatives for harvesting process with respect to the sub-criteria of environment impact (ENV) and main criteria (TECH, COST and ENV) were computed (see Tables 12 and 13). Note that the λ value is greater than zero suggesting the consistency of the judgment in the pairwise comparison matrix.
Table 14 summarizes the overall priorities and ranking of the alternatives using the proposed method as described in Tables 12 and 13. Results show that the most preferred harvesting method is FT (with an overall score of 0.259) followed closely by centrifugation (CG) (with an overall score of 0.254). On the other hand, FL is ranked third followed by FS. This is mainly due to the cost effectiveness of the dominant alternatives in terms of their lower energy requirement. The ranking of the alternatives is based on the equal importance weighting of technology capability and cost (0.429) provided by the domain expert, whereas environmental impact was rated at a relatively lower weight (0.143).
Likewise, these steps are applied for the selection of the drying process alternatives. The alternatives for selecting the best drying process are: (1) drum drying (DD), (2) freeze drying (FD), (3) spray drying (SPD) and (4) SD. Due to the energy consumption incurred in removing water content, drying process causes major economic issues, and accounts for up to 30 % of the total production cost (Chen et al. 2011). The requirements for the drying method depend on the scale of operation. In addition, it also depends on the uses of the dried product. Different end products will result in the limitation of choices for the drying alternative. There are some common methods for drying microalgae after secondary dewatering: DD, SPD, SD and FD.
Sun drying is potentially the most economical, but is suited only to places with good weather conditions (Zhang et al. 2014). In SD, the concentrated algae slurry is spread on plastics-lined trays and exposed to the sun under the dust-protected condition. The lining ensures easy removal of dry algae flakes. On the other hand, SPD is also suitable for drying of algae mass for use as human food (Soeder 1980). Spray drying causes deterioration of the microalgae pigment due to high temperatures (Brennan and Owende 2010). Freeze drying is widely used in the pharmaceutical and food industries, but is too expensive in the large-scale production process low-value products (Grima et al. 2003). Freeze drying tends to cause less damage to organic materials and is suitable for ensuring high-quality products (Shelef et al. 1984). Finally, in DD, the microalgae slurry is spread on the surface of a heated, rotating drum and dries into solid flakes to be scraped off using a stationary blade; the drum is typically heated with steam from the inside. Table 3 summarizes the advantages and disadvantages of different drying methods.
Tables 15, 16, 17, 18 and 19 show the fuzzy evaluation of the relative importance of sub-criteria with respect to each main-criterion, and the relative preference of alternatives with respect to each sub-criterion. Tables 20 and 21 indicate the results of the prioritization method for drying process alternatives. It shows both the aggregate scores and the resulting ranks of the available options. The most preferred method for microalgae drying is SD, followed in descending order by DD, FD and SPD when ones evaluate from the multiple criteria perspective.
Sensitivity analysis
Sensitivity analysis was conducted to examine how variations in criteria weights influence the selection of harvesting or drying alternatives. Figures 5 and 6 demonstrate the sensitivity analysis by changing the respective criteria weights in harvesting and drying alternatives. This is done by parametrically adjusting the weight of one criterion, while keeping constant the relative proportions of all the other criteria. For example, Fig. 5a shows how the ranking of alternatives changes when the CF’s weight varies from 0 to 1. It can be seen that when the CF is not taken into consideration as one of the sub-criteria of environmental impact, FT and centrifugation (CG) are still the dominant alternatives but rank reversal occurs between FL and FS. In contrast, if CF is considered as the sole criterion for environmental impact, filtration is the most preferred followed by centrifugation, flotation and FS. Note that centrifugation (CG) alternative was still ranked second regardless of the changes of weights for each environmental impact criterion. Indications also suggest that the ranking of harvesting alternatives compared to that of drying alternatives is more sensitive to environmental impact (ENV) criteria such as CF, land footprint and water footprint. As shown in Fig. 6a–c, no significant changes in the ranking for drying alternatives were observed as the weights of the environmental footprint change. In this case, SD and DD remained to be the dominant alternatives.

Sensitivity analysis of the priority weights of alternatives for harvesting process at each different criteria’s weight interval (0, 1): a carbon footprint, b land footprint, c water footprint, d technology, e cost; and f environmental impact

Sensitivity analysis for the priority weights of alternatives for drying process at each different criteria’s weight interval (0, 1): a carbon footprint, b land footprint, c water footprint, d technology, e cost; and f environmental impact
As for the sensitivity of the ranking of harvesting alternatives on the technology criterion, major rank reversal occurred when the relative importance of technology was changed to above 0.43 (see Fig. 5d). Below this value, FL was the most preferred alternative whereas FS was the least preferred one. However, FT and FS became the most preferred harvesting process and FT was least preferred one if the technology criterion is given more weight, i.e., above 0.43. This rank reversal also occurred for the first and second most preferred alternatives for the drying process when the weights of technology criterion were changed to below 0.34 (see Fig. 6d). Above this value, SD is the most preferred drying process but became second to DD when the weight of technology is below 0.34.
As for the sensitivity of the ranking of harvesting alternatives on the cost criterion, major rank reversal occurred when the importance weight of cost was changed to above 0.43 (see Fig. 5e). Below this value, flotation was ranked first but above this value, centrifugation became the most preferred harvesting process. Likewise, Fig. 6e shows the sensitivity of the ranking of drying alternatives when the cost’s weight varies between 0 and 1. Major rank reversal occurred for the first and second most preferred alternatives when the relative importance of cost was changed to above 0.53. Above this value, DD was the most preferred alternative, followed by SD, FD and SPD. Below this value, SD was the most preferred drying process whereas DD became the second preferred alternative. Sun drying (SD) remained to be ranked first when the importance weight of cost criterion is less than 0.53. In addition, DD was ranked third whereas SPD became second if the importance weight of the cost is very small.
Conclusion
In this paper, a FAHP model was developed and applied to evaluate and prioritize for the harvesting and drying processes in the microalgae industry. The model used fuzzy numbers to reflect the ambiguity-type uncertainty and degree of confidence of expert judgment. In this case, flotation and SD are the most preferred alternative for harvesting and drying process, respectively. Sensitivity analysis is performed to gain insights on the robustness of the decision model and to understand critical criteria that would significantly influence the ranking of the alternatives. Filtration is preferred alternative when CF and land footprint are the dominating environmental criteria. However, a rank reversal may occur wherein the combination of flocculation and sedimentation becomes the most preferred alternative when decision maker tends to give more weight on the water footprint and technology capability criteria. In the scenario when environmental criteria are given more weight, filtration and FD are the most preferred alternatives for harvesting and drying process of microalgae, respectively.
Future work can extend this approach to consider more alternatives or consider the problem in more detail using more sub-criteria elements in the decision structure. It may also be applied for evaluating different areas of microalgae production and solving a large-scale decision-making problem. Group decision-making model to integrate inputs of multiple experts with uncertainty analysis is also another possible extension.
References
Barros AL, Gonçalves AL, Simões M, Pires JC (2015) Harvesting techniques applied to microalgae: a review. Renew Sustain Energy Rev 41:1489–1500
Beach ES, Eckelman MJ, Zheng CZ, Brentner L, Zimmerman JB (2012) Preferential technological and life cycle environmental performance of chitosan flocculation for harvesting of the green algae Neochloris oleoabundans. Bioresour Technol 121:445–449
Becker EW (1994) Microalgae: biotechnology and microbiology, vol 10. Cambridge University Press, Cambridge
Brennan L, Owende P (2010) Biofuels from microalgae—a review of technologies for production, processing, and extractions of biofuels and co-products. Renew Sustain Energy Rev 14(2):557–577
Chen P, Min M, Chen Y, Wang L, Li Y, Chen Q, Wang C, Wan Y, Wang X, Cheng Y, Deng S, Hennessy K, Lin X, Liu Y, Wang Y, Martinez B, Ruan R (2010) Review of biological and engineering aspects of algae to fuels approach. Int J Agric Biol Eng 2(4):1–30
Chen CY, Yeh KL, Aisyah R, Lee DJ, Chang JS (2011) Cultivation, photobioreactor design and harvesting of microalgae for biodiesel production: a critical review. Bioresour Technol 102(1):71–81
Chisti Y (2007) Biodiesel from microalgae. Biotechnol Adv 25:294–306
Chisti Y (2008) Biodiesel from microalgae beats bioethanol. Trends Biotechnol 26:126–131
Connell DO, Savelski M, Slater CS (2013) Life cycle assessment of dewatering routes for algae derived biodiesel processes. Clean Technol Environ Policy 15:567–577
Čuček L, Klemeš JJ, Kravanja Z (2012) A review of footprint analysis tools for monitoring impacts on sustainability. J Clean Prod 34:9–20
Čuček L, Klemeš JJ, Varbanov PS, Kravanja Z (2013) Dealing with high-dimensionality of criteria in multi-objective optimization of biomass energy supply network. Ind Eng Chem Res 52:7223–7239
Čuček L, Klemeš JJ, Kravanja Z (2014) Objective dimensionality reduction method within multi-objective optimisation considering total footprints. J Clean Prod 71:75–86
Čuček L, Klemeš JJ, Kravanja Z (2015a) Overview of environmental footprints. In: Klemeš JJ (ed) Assessing and measuring environmental impact and sustainability. Butterworth-Heinemann, Oxford
Čuček L, Klemeš JJ, Varbanov PS, Kravanja Z (2015b) Significance of environmental footprints for evaluating sustainability and security of development. Clean Technol Environ Policy 17(8):2125–2141
De Benedetto L, Klemeš JJ (2009) The environmental performance strategy map: an integrated LCA approach to support decision-making process. J Clean Prod 17:900–906
De Benedetto L, Klemeš JJ (2010) The environmental bill of material and technology routing: an integrated LCA approach. Clean Technol Environ Policy 12:191–196
Demirbas A (2010) Use of algae as biofuel sources. Energy Convers Manag 51:2738–2749
Demirbas A, Demirbas MF (2011) Importance of algae oil as a source of biodiesel. Energy Convers Manag 52:163–170
Foley JA, Ramankutty N, Brauman KA, Cassidy ES, Gerber JS, Johnston M, Zaks DPM (2011) Solutions for a cultivated planet. Nature 478:337–342
Garg S, Li Y, Wang L, Schenk PM (2012) Flotation of marine microalgae: effect of algal hydrophobicity. Bioresour Technol 121:471–474
Geldermann J, Spengler T, Rentz O (2000) Fuzzy outranking for environmental assessment. Case study: iron and steel making industry. Fuzzy Sets Syst 115(1):45–65
Greenwell HC, Laurens LML, Shields RJ, Lovitt RW, Flynn KJ (2010) Placing microalgae on the biofuels priority list: a review of the technological challenges. J R Soc Interface 7(46):703–726
Grima EM, Fernandez FGA, Medina RA, Chisti Y (2003) Recovery of microalgal biomass and metabolites: process options and economics. Biotechnol Adv 20(7):491–515
Grima EM, Fernandez FGA, Medina RA (2004) Downstream processing of cell-mass and products. In: Richmond A (ed) Handbook of microalgal culture: biotechnology and applied phycology. Blackwell, Bodmin, pp 215–252
Guldhe A, Singh B, Rawat I, Ramluckan K, Bux F (2014) Efficacy of drying and cell disruption techniques on lipid recovery from microalgae for biodiesel production. Fuel 128:46–52
Harun R, Singh M, Forde GM, Danquah MK (2010) Bioprocess engineering of microalgae to produce a variety of consumer products. Renew Sustain Energy Rev 14:1037–1047
Haveren JV, Scott LE, Sanders J (2008) Bulk chemicals from biomass. Biofuels Bioprod Biorefin 2(1):41–57
IEA Bioenergy (2008) From 1st to 2nd generation biofuel technologies: an overview of current industry and RD & D activities. IEA/OECD, Paris
Lardon L, Helias A, Sialve B, Steyer JP, Bernard O (2009) Life-cycle assessment of biodiesel production from microalgae. Environ Sci Technol 43(17):6475–6481
Larkum AWD, Ross IL, Kruse O, Hankamer B (2012) Selection, breeding and engineering of microalgae for bioenergy and biofuel production. Trends Biotechnol 3(4):198–205
Liew WH, Hassim MH, Ng DKS (2013) Screening of sustainable biodiesel production pathways during process research and development (R&D) stage using fuzzy optimization. Chem Eng Trans 35:1075–1080
Mata TM, Martins AA, Caetano NS (2010) Microalgae for biodiesel production and other applications: a review. Renew Sustain Energy Rev 14(1):217–232
Milledge JJ, Heaven S (2012) A review of the harvesting of micro-algae for biofuel production. Rev Environ Sci Biotechnol 12(2):165–178
Mohn HF (1988) Harvesting of microalgal biomass. In: Borowitzka LJ, Borowitzka MA (eds) Microalgal biotechnology. Cambridge University Press, Cambridge
Nindo CI, Tang J (2007) Refractance window dehydration technology: a novel contact drying method. Drying Technol 25(1):37–48
Noh J, Lee KM (2003) Application of multiattribute decision-making methods for the determination of relative significance factor of impact categories. Environ Manag 31(5):633–641
Promentilla MAB, Furuichi T, Ishii K, Tanikawa N (2008) A fuzzy analytic network process for multi-criteria evaluation of contaminated site remedial countermeasures. J Environ Manag 88(3):479–495
Promentilla MAB, Aviso KB, Tan RR (2014) A group fuzzy analytic network process to prioritize low carbon energy systems in the Philippines. Energy Procedia 61:808–811
Radakovits R, Jinkerson RE, Fuerstenberg SI, Tae H, Settlage RE, Boore JL, Posewitz MC (2012) Draft genome sequence and genetic transformation of the oleaginous alga Nannochloropsis gaditana. Nat Commun 21(3):686–697
Razon LF (2012) Life cycle energy and greenhouse gas profile of a process for the production of ammonium sulfate from nitrogen-fixing photosynthetic cyanobacteria. Bioresour Technol 107:339–346
Razon LF (2014) Life cycle analysis of an alternative to the Haber-Bosch process: non-renewable energy usage and global warming potential of liquid ammonia from cyanobacteria. Environ Prog Sustain Energy 33:618–624
Razon LF (2015) Is nitrogen fixation (once again) “vital to the progress of civilized humanity?”. Clean Technol Environ Policy 17:301–307
Razon LF, Tan RR (2011) Net energy analysis of the production of biodiesel and biogas from the microalgae: Haematococcus pluvialis and Nannochloropsis. Appl Energy 88:3507–3514
Rosegrant MW, Zhu T, Msangi S, Sulser T (2008) Global scenarios for biofuels: impacts and implications. Appl Econ Perspect Policy 30(3):495–505
Saaty TL (1979) Applications of analytical hierarchies. Math Comput Simul 21(1):1–20
Sharma KK, Garg S, Li Y, Malekizadeh A, Schenk PM (2013) Critical analysis of current microalgae dewatering techniques. Biofuels 4(4):397–407
Sheehan J, Dunahay T, Benemann J, Roessler P (1998) A look back at the U.S. Department of Energy’s aquatic species program: biodiesel from algae: close-out report National Renewable Energy Laboratory. Golden
Shelef G, Sukenik A, Green M (1984) Microalgae harvesting and processing: a literature review. No. SERI/STR-231-2396. Technion Research and Development Foundation Ltd., Haifa
Singh A, Nigam PS, Murphy JD (2011) Mechanism and challenges in commercialization of algal biofuels. Bioresour Technol 102:26–34
Soeder CJ (1980) Massive cultivation of microalgae: results and prospects. Hydrobiologia 72:197–209
Svarovsky L (1979) Advanced in solid–liquid separation II sedimentation, centrifugation and flotation. Chem Eng 16:43–105
Tan J, Sulaiman NN, Tan RR, Aviso KB, Promentilla MAB (2014a) A hybrid life cycle optimization model for different microalgae cultivation systems. Energy Procedia 61:299–302
Tan RR, Aviso KB, Huelgas AP, Promentilla MAB (2014b) Fuzzy AHP approach to selection problems in process engineering involving quantitative and qualitative aspects. Process Saf Environ Prot 92:467–475
Tang J, Feng H, Shen GQ (2003) Drum drying. In: Heldman DR (ed) Encyclopedia of agricultural, food, and biological engineering. Marcel Dekker, New York, pp 211–214
Ubando AT, Cuello JL, El-Halwagi MM, Culaba AB, Promentilla MAB, Tan RR (2016) Application of stochastic analytic hierarchy process for evaluating algal cultivation systems for sustainable biofuel production. Clean Technol Environ Policy. doi:10.1007/s10098-015-1073-z
Uduman N, Qi Y, Danquah MK, Forde GM, Hoadley A (2010) Dewatering of microalgal cultures: a major bottleneck to algae-based fuels. J Renew Sustain Energy 2(1):012701
Vaidya O, Kumar S (2006) Analytic hierarchy process: an overview of applications. Eur J Oper Res 169(1):1–29
Vandamme D, Foubert I, Meesschaert B, Muylaert K (2010) Flocculation of microalgae using cationic starch. J Appl Phycol 22(4):525–530
Vasumathi KK, Premalatha M, Subramanian P (2012) Parameters influencing the design of photobioreactor for the growth of microalgae. Renew Sustain Energy Rev 16:5443–5450
Wiley PE, Brenneman KJ, Jacobson AE (2009) Improved algal harvesting using suspended air flotation. Water Environ Res 81(7):702–708
Xu L, Brilman DWF, Withag JAM, Brem G, Kersten S (2011) Assessment of a dry and a wet route for the production of biofuels from microalgae: energy balance analysis. Bioresour Technol 102(8):5113–5122
Zadeh LA (1965) Fuzzy sets. Inf Control 8:338–353
Zhang X, Rong J, Chen H, He C, Wang Q (2014) Current status and outlook in the application of microalgae in biodiesel production and environmental protection. Front Energy Res 2:1–15
Zhu KJ, Jing Y, Chang DY (1999) A discussion on extent analysis method and applications of fuzzy AHP. Eur J Oper Res 116:450–456
Acknowledgments
This research was financially supported by the UCSI University under project funding Proj-In-FETBE-015. The authors would like to thank Dr. Chin Siew Kian for providing domain expert inputs in the AHP survey.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Tan, J., Low, K.Y., Sulaiman, N.M.N. et al. Fuzzy analytic hierarchy process (FAHP) for multi-criteria selection of microalgae harvesting and drying processes. Clean Techn Environ Policy 18, 2049–2063 (2016). https://doi.org/10.1007/s10098-016-1163-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10098-016-1163-6