
Abstract
A natural adhesive composed of only citric acid and sucrose was recently proposed, and its detailed bonding performance has been researched in some wood-based materials. In this study, the effects of board density and press temperature on the physical properties of particleboard were investigated. As physical properties, the bending properties, internal bond strength and thickness swelling of the boards were evaluated. When the density was changed from 0.4 to 1.0 g/cm3 under a press temperature of 200 °C and a press time of 10 min, the board with a density of 0.8 g/cm3 had the best physical properties. When the board was manufactured at press temperatures ranging from 140 to 240 °C for a press time of 10 min and a target density of 0.8 g/cm3, the board manufactured at 200 °C had the best physical properties. The physical properties of the board with a density of 0.8 g/cm3 manufactured at 200 °C met the type 18 requirements of the Japanese industrial standard for particleboard (JIS A 5908). The results obtained from Fourier transform infrared spectra suggested that the ester linkages resulting from the reaction between citric acid and wood and/or sucrose were the main adhesion mechanism and resulted in particleboard with excellent physical properties.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Introduction
Synthetic resins such as formaldehyde-based resins, isocyanate-based resins and vinyl acetate resins have been used as wood adhesives and have excellent adhesion performance, good working properties and are economically satisfactory. However, most materials used in wood adhesives are derived from fossil resources, and it is believed that the use of the current wood adhesives will be unavoidably restricted in the future due to decreases in the reserves of fossil resources. In addition, many synthetic resin adhesives contain harmful chemical substances that cause environmental problems and health disorders. To resolve these serious problems, many studies of natural adhesives made up of safe bio-resources have been performed [1]. However, chemical substances derived from fossil resources and harmful chemical substances must often be used in the development of natural adhesives. Considering the global effort to establish a sustainable society, it is very important to develop a novel natural adhesive without using those chemical substances.
We recently found that citric acid has good adhesive properties when applied to wood [2–5]. In a previous paper, we attempted to manufacture particleboard using citric acid and sucrose as an adhesive [5]. The ratio of citric acid to sucrose and the resin content that produced suitable physical properties in particleboard were 25:75 and 30 wt%, respectively. In the present study, the effects of board density and press temperature on the physical properties of particleboard manufactured using the citric acid/sucrose adhesive were investigated.
Materials and methods
Materials
Recycled wood particles consisting mainly of softwood obtained from waste wood were given by a particleboard company in Japan. The wood particles were screened by a sieving machine, and the particles remaining between aperture sizes of 5.9 and 0.9 mm were used as materials. The particles were dried in an oven at 80 °C for 12 h. Citric acid (anhydrous) and sucrose were purchased from Nacalai Tesque, Inc. (Kyoto, Japan), and used without further purification.
Manufacture of particleboards
Citric acid and sucrose were dissolved in water at a 25:75 ratio, and the concentration of the solution was adjusted to 59 wt%. The viscosity at 20 °C and the pH of the solution were 93.1 mPa·s and 1.03, respectively. The solution was used as an adhesive and sprayed onto the particles in a blender at a 30 wt% resin content based on the weight of the oven-dried particles. The sprayed particles were dried at room temperature for 12 h to reduce the moisture content. The moisture content of the particles was 12 ~ 19 %. The particles were mat-formed using a 300 × 300 mm forming box. The mat was hot-pressed at 140–200 °C for 10 min and the target density was ranged from 0.4 to 1.0 g/cm3. Nine millimeter distance bar was used to control the board thickness during hot-pressing. To prevent blisters, the press pressure was reduced temporarily at 3 min after the start of the press. The size of the manufactured board was 300 × 300 × 9 mm and one board was manufactured for each experiment condition.
Evaluation of board properties
After being conditioned for 1 week under a temperature of 20 °C and a relative humidity of about 60 %, the boards were evaluated according to the Japanese industrial standard for particleboard (JIS A 5908, 2003) [6]. The static three-point bending test was conducted under dry conditions on a 200 × 30 × 9 mm specimen from each board. The effective span and loading speed were 150 mm and 10 mm/min, respectively. The modulus of rupture (MOR) and the modulus of elasticity (MOE) were calculated. The internal bond (IB) strength test was performed on a 50 × 50 × 9 mm specimen from each board, and thickness swelling (TS) and water absorption after water immersion for 24 h at 20 °C were measured in specimens of the same size from each board. Following the TS test, thickness changes were measured under a cyclic-accelerated aging treatment (drying at 105 °C for 10 h, warm water immersion at 70 °C for 24 h, drying at 105 °C for 10 h, boiling water immersion for 4 h, and drying at 105 °C for 10 h). Each experiment was performed in quintuplicate, and the average value and standard deviation were calculated. The MOR, MOE and IB of the boards shown in the figures are values corrected for each target density based on each regression line between actual values and specimen densities of the mechanical properties.
Fourier transform infrared spectroscopy (FT-IR)
The material was powdered using a mill machine and the powder obtained was dried with a vacuum dryer at 60 °C for 12 h. All infrared spectra were obtained with an FT-IR spectrophotometer (FT/IR-4200; JASCO corporation) using the KBr disk method and were recorded with an average of 16 scans at a resolution of 4 cm−1.
Results and discussion
Effects of board density
The relationship between board density and board physical properties was observed under a press temperature at 200 °C. Figure 1 shows the bending properties of particleboards with different densities. The MOR and MOE increased linearly at densities in the range of 0.4–0.8 g/cm3 and then maintained an almost constant value. However, the board with density of 1.0 g/cm3 came to have a large standard deviation. The reason seemed to be that steam occurring from the relatively high moisture content of particle prevented from forming a good adhesion. The average MOR and MOE at a density of 0.8 g/cm3 were 20.6 MPa and 4.6 GPa, respectively. According to the type 18 standard of JIS A 5908 [6], which applied to particleboard manufactured for construction use, an MOR of 18.0 MPa or more is required. Therefore, the board with density of 0.8 g/cm3 was comparable to the standard. Figure 2 shows the IB strengths of particleboards with different densities. At a density of 0.4 g/cm3, the board had very low strength. The strength increased as the density increased, and a value of 1.6 MPa was recorded at a density of 0.8 g/cm3. This IB strength was much higher than that required (>0.3 MPa) by the type 18 standard of JIS A 5908 [6]. Further density increase brought a decrease in the strength and a large standard deviation by the above-mentioned reason. The results shown in Figs. 1 and 2 clarified that the mechanical properties of the boards bonded using citric acid and sucrose were greatly affected by the density, and the density that produced the optimum mechanical properties was 0.8 g/cm3.

Effect of board density on bending properties of particleboards manufactured at 200 °C. Error bars indicate standard deviations

Effect of board density on internal bond strength of particleboards manufactured at 200 °C. Error bars indicate standard deviations
Figure 3 shows the results for the TS and water absorption of the board. The TS value of the board at a density of 0.4 g/cm3 was 6.9 %, and the TS remained at about 11.5 % irrespective of density in the range from 0.6 to 1.0 g/cm3. Therefore, all boards were comparable to the requirement (<12 %) of the type 18 standard of JIS A 5908 [6]. Ordinarily, it is known that TS tends to increase with increasing board density because of the swelling of the wood itself and the release of the compression stress from the pressing operation [7]. Considering the high resin content of 30 wt% and the low molecular weights of citric acid and sucrose, the reason the TS remained constant irrespective of the density may be that the swelling of the particles was restrained by the impregnation and curing of the citric acid and sucrose. The water absorption decreased with increasing density, indicating that the penetration of water into the board was prevented by higher density. Subsequently, the thickness changes of the particleboards in a cyclic-accelerated aging treatment were investigated. The results were shown in Fig. 4. The data on immersion at 20 °C for 24 h is the same as that shown in Fig. 3. As a whole, a stepwise increase of thickness was observed. In particular, marked changes were recognized in the boiling treatment of the boards with densities of 0.4 and 0.6 g/cm3, which showed thickness changes of over 120 %. Some specimens of the board with a density of 0.4 g/cm3 became decomposed during the boiling treatment, and the value of the thickness change in the boiling treatment was calculated using the remaining specimens. This means that the adhesiveness in low-density boards was relatively weak. The thickness changes of the boards with densities of 0.8 and 1.0 g/cm3 were 40.7 and 36.7 %, respectively, which are relatively small values. Based on the results shown in Figs. 3 and 4, the adhesive had good water resistance and a board density of 0.8 g/cm3 or above was needed to obtain an excellent water resistance.

Effect of board density on water resistance of particleboards manufactured at 200 °C. Error bars indicate standard deviations

Thickness change in a cyclic-accelerated aging treatment of particleboards manufactured at 200 °C. Error bars indicate standard deviations. In the density of 0.4 g/cm3, the values after the boiling treatment were calculated using the remaining specimens
Effects of press temperature
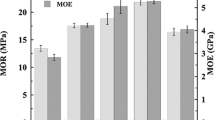
The effects of press temperature on the physical properties of the particleboard were investigated under a board density of 0.8 g/cm3. Figure 5 shows the bending properties of the particleboards manufactured at different press temperatures. The bending properties of the boards manufactured at 140 and 160 °C were extremely low, and the MOR values were less than 10 MPa. When board was manufactured at 180 °C, the board properties increased significantly. The average MOR and MOE values of the board manufactured at 180 °C were 19.6 MPa and 4.6 GPa, respectively. Those values were about two times higher than those at 160 °C. This means that a press temperature of 180 °C is likely to be a critical temperature for bending properties. The excellent bending properties observed at 180 °C were similar to those of the wood-based molding bonded with citric acid in the previous study [4]. The bending properties of the boards manufactured at over 180 °C showed similar bending properties irrespective of the press temperature. Figure 6 shows the IB strength of the boards. The strengths of the boards manufactured at 140 and 160 °C were very low, just as the bending properties were poor at those temperatures. The strength increased significantly up to the press temperature of 200 °C, and then the strength decreased greatly at higher press temperature. In this way, the IB strength differed from the bending properties. Generally, it is known that IB strength is influenced by the adhesiveness of the inner layer of the board, and the bending properties are affected by the adhesiveness of the surface layer of the board. Therefore, IB strength would indicate maximum value by enough heating in the inner layer at 200 °C. In addition, the reason for the decrease in IB strength at higher press temperatures seems to be that the volatile components generated at high press temperatures interfere with the adhesiveness of the inner layer. Figure 7 shows the TS and water absorption of the boards. The values of both decreased significantly up to 200 °C and then decreased slightly. The TS of the boards manufactured at 200 °C and more met the requirement (<12 %) of the type 18 standard of JIS A 5908 [6]. Therefore, a press temperature of 200 °C or higher was needed to obtain good dimensional stability of the board. Judging from the results shown in Figs. 5, 6, and 7, it was clarified that the optimum press temperature of this adhesion system was 200 °C.

Effect of press temperature on board properties. Error bars indicate standard deviations

Effect of press temperature on internal bond strength. Error bars indicate standard deviations

Effect of press temperature on water resistance. Error bars indicate standard deviations
Bonding mechanism
To investigate the bonding mechanism of the board, FT-IR spectra were measured. Figure 8 shows the FT-IR spectra of wood particle of the raw material (a) and wood particle collected from the particleboard with a density of 0.8 g/cm3 manufactured at 200 °C (b). The particleboard specimen was previously immersed in boiling water for 4 h to remove excess and unreacted adhesive. The peak of sample (b) at around 1723 cm−1 was clearly higher than that of sample (a). The peak is generally attributed to C=O stretching derived from the carboxyl group and/or the C=O ester group [8, 9]. Taking our previous researches into consideration [3, 4], citric acid seems to react with wood components having hydroxyl group. In addition, it may react with sucrose and its heat derivatives having hydroxyl group. As a result, the formation of ester linkages would develop adhesiveness and would contribute to the good physical properties of the board. The reaction mechanism between citric acid and sucrose will be discussed in a future report.

Infrared spectra of the wood particles of: a raw material; b particleboard after a 4 h boiling water treatment
Conclusions
The effects of board density and press temperature on the physical properties of particleboard bonded using citric acid and sucrose were investigated. The physical properties improved with increasing board density up to 0.8 g/cm3 but did not increase further under higher densities. When boards were manufactured at press temperatures ranging from 140 to 240 °C, the boards manufactured at 200 °C showed excellent physical properties. The physical properties of the board with a density of 0.8 g/cm3 manufactured at 200 °C met the requirements of the type 18 standard of JIS A 5908 [6]. Consequently, it was clarified that the optimum board density and press temperature were 0.8 g/cm3 and 200 °C, respectively. Judging from the result of FT-IR, ester linkages appeared to be the main adhesion mechanism through which the excellent physical properties are developed.
References
Pizzi A (2006) Recent developments in eco-efficient bio-based adhesives for wood bonding: opportunities and issues. J Adhes Sci Technol 20:829–846
Umemura K, Ueda T, Sasa SM, Kawai S (2012) Application of citric acid as natural adhesive for wood. J Appl Polym Sci 123:1991–1996
Umemura K, Ueda T, Kawai S (2011) Characterization of wood-based molding with citric acid. J Wood Sci 58:38–45
Umemura K, Ueda T, Kawai S (2012) Effects of molding temperature on the physical properties of wood-based molding bonded with citric acid. Forest Prod J 62:63–68
Umemura K, Sugihara O, Kawai S (2013) Investigation of a new natural adhesive composed of citric acid and sucrose for particleboard. J Wood Sci 59:203–208
JIS A5908-2003 (2007) Particleboard (in Japanese). Japanese Standards Association, Tokyo, Japan, pp 741
Halligan AF (1970) A review of thickness swelling in particleboard. Wood Sci Technol 4:301–312
Yang CQ, Xu Y, Wang D (1996) FT-IR spectroscopy study of the polycarboxylic acids used for paper wet strength improvement. Ind Eng Chem Res 35:4037–4042
Žagar E, Grdadolnik J (2003) An infrared spectroscopic study of H-bond network in hyperbranched polyester polyol. J Mol Struct 658:143–152
Acknowledgments
This work was partially supported by a Grant-in-Aid for Scientific Research (C) (No. 21580206) from the Ministry of Education, Culture, Sports, Science and Technology, Japan.
Author information
Authors and Affiliations
Corresponding author
About this article

Cite this article
Umemura, K., Sugihara, O. & Kawai, S. Investigation of a new natural adhesive composed of citric acid and sucrose for particleboard II: effects of board density and pressing temperature. J Wood Sci 61, 40–44 (2015). https://doi.org/10.1007/s10086-014-1437-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10086-014-1437-8