
Abstract
A relative humidity (RH) sensor based on in-fiber Michelson interferometer (MI) is proposed, which consists of a short piece of graded-index multimode fiber (GIMMF) followed by a 2-core fiber (2CF), whose end face is terminated by a thick aluminum film. The GIMMF excites cladding modes into the pigtail 2CF via the mismatched-core splicing interface. The core-cladding modes are reflected back by the aluminum film and recoupled to the core of lead-in SMF through the GIMMF. A well-defined interference pattern is obtained as the result of core-cladding mode interference. The experimental results show that a configuration with a 10 mm pigtail 2CF at a wavelength of 1552.78 nm has a good linear response to relative humidity with the sensitivity of – 0.044 dB/%RH in the range of 35–95%RH. Meanwhile, the selected monitoring peak provides a better temperature sensitivity of 65 pm/℃ in the range of 35 –85 ℃. In addition, the aluminum film is manufactured by physical vapor deposition (PVD), which greatly enhances the compactness of the film and improves the contrast of the interference fringes; the manufacturing method has high repeatability.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Relative humidity has been attracted widespread attention and measurement application in various fields, especially in the semiconductor and integrated circuit industries. This is because water vapor can cause fatal damage to electronic components and the entire machine. Therefore, most electronic products are required to be operated and stored under dry condition. Therefore, monitoring relative humidity is particularly important [1,2,3].
In recent years, numerous fiber configurations have been proposed and developed, such as fiber Bragg gratings and long-period fiber gratings for measurements of multiple physical parameters [4], high-birefringence fibers for optical fiber comb filtering [5] and optical sensing [6]. Cheng et al. [7] proposed the microfiber Interferometer (MFI) to improve RH sensitivity. The research results show that the MFI can be provided better relative humidity sensitivity of 59.8 pm/%RH in the range of 35–95%RH. Wu et al. [8] proposed a polyvinyl alcohol (PVA)-coated optical fiber open cavity Fabry–Perot interferometer (FPI). The experimental results show that when the relative humidity increases from 30 to 90%RH, the maximum sensitivity is – 1.2 dB/%RH, and the inclined wavelength of spectral fringe shows a linear relative humidity sensitivity of – 23.1 pm/%RH. Although the micro–nano or microstructure optical fiber sensor can improve the relative humidity sensitivity, it is also difficult to manufacture in practical application. To solve this problem, the researchers applied RH sensitive materials on the sensor surface to enhance the sensitivity of bare fiber, such as hydrogel [9], agarose gel [10], polyviny alcohol (PVA) [11], polyimide [12], graphene [13], WS2 [14] and MoS2 [15]. Liu et al. [16] proposed an optical fiber relative humidity (RH) sensor based on silica nanoparticles. The experimental results show that the sensitivity is 1.171 nm/%RH in the high humidity range of 83.8–95.2%RH. Asiah Lokman et al. [17] proposed a conical optical fiber RH sensor with hydrogel coating. The results showed that a linear RH sensitivity of 0.0228 dB/%RH was achieved within the sensing range of 50–80%RH, and the transmitted light power difference was as high as 0.89 dB. Although these RH sensitive materials can greatly improve sensitivity, the coating methods adopted, such as hanging drop [16] and drop coating [18], cannot accurately control the layer thickness and uniformity, which have a great impact on the relative humidity sensitivity.
In this paper, the sensor is composed of a short piece of graded-index multimode fiber (GIMMF) followed by a 2-core fiber (2CF), whose end face is terminated by a thick aluminum film made by the vacuum coating machine (PVD). The GIMMF excites cladding modes into the pigtail 2CF via the mismatched-core splicing interface. The core-cladding modes are reflected back by the aluminum film and recoupled to the core of lead-in SMF through the GIMMF. The mode coupling and interference mainly occur between the core mode and one dominating cladding mode. In addition, the other high-order cladding modes participate in modifying the main interference. Therefore, the configuration is considered as an in-fiber Michelson interferometer (MI). Compared with previous reports, the proposed in-fiber MI is simple and compact, and the fabrication method of aluminum film has high repeatability and uniformity.
2 Sensor fabrication and principle
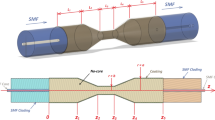
In-fiber Michelson interferometer (MI) is shown in Fig. 1. The GIMMF is sandwiched in a section of lead-in SMF and 2CF, and a layer of pure aluminum film is coated on the end face of 2CF through the vacuum coating machine. GIMMF plays the role of core-cladding modes coupling and re-coupling. The pigtail 2CF is used as sensing arm. Aluminum film is used as high reflection mirror. The sensor is welded by a commercial welding machine (FMS-60S), and the discharge arc state can be selected and controlled quantitatively according to the type of optical fiber. After many wrong debugging and attempts, the optimal parameters of in-fiber MI production are obtained: the first discharge intensity is +100 and the discharge time is 30 ms. In addition, the second discharge intensity is +120, and the discharge time is 80 ms.

Schematic diagram of the proposed in-fiber MI
The basic principle of MI based on core-cladding mode interference is proposed. When the external relative humidity and temperature are not changed, the interference pattern mainly formed by the core and cladding mode interference, the interference intensity of the in-fiber MI can be expressed as [19]
where \(I\),\(I_{core}\) and \(I_{cladding}^{m}\) are the intensity of interference spectrum, the light intensity of the fundamental mode energy, and the excitation mode energy, respectively; \(\Phi^{m}\) is the phase difference between the two interference modes. The phase difference depends on the length of the pigtail 2CF and the effective refractive index difference between the core mode and the cladding modes, which can be defined as [20]
where \(\lambda_{m}\) is the wavelength,\(L\) is the length of the sensing fiber, and \(\Delta n_{eff}^{m} = n_{eff}^{core} - n_{eff}^{cladding,m}\) is the effective refractive index difference between the core mode \(n_{eff}^{core}\) and the cladding excitation modes \(n_{eff}^{cladding,m}\).
According to the interference theory, the maximum attenuation of wavelength is satisfied as [3]
where m is an integer. It is shown from Eq. (3) that the change of external environment and the change of pigtail 2CF length can induce the shift of interference pattern. According to Eq. (3), the interval between two interference valleys (\(\Delta \lambda_{m}\)) can be approximated as [3]
It can be seen from Eq. (4) that the free spectral range(FSR) decreases with the increase of the length of the pigtail 2CF.
Due to the effective refractive index \(n_{eff}^{cladding,m}\) of the cladding excitation mode LP1m is very sensitive to the external environment, so as to further understand the spectral response of the sensor to the external RH environment, taking into account the inter mode dispersion and increasing the RH of the external environment without changing the temperature, the derivative of Eq. (1) and considering that the phase difference remains unchanged, the sensitivity of the sensor to the external RH can be obtained [21]:
As can be seen from Eq. (5) that RH sensitivity will be calculated. With the gradual increase of relative humidity in the environment, the refractive index of air will be increased, resulting in the increase of effective refractive index of cladding. According to the principle of evanescent wave, the energy radiated from the cladding increases, which leads to the decrease of cladding mode intensity, while the core mode intensity is unchanged. The external relative humidity can be determined by monitoring the change of interference spectrum.
The change of external temperature will also affect the interference spectrum. Therefore, the response of the MI to temperature should also be considered. When the temperature is changed, the response sensitivity to the temperature is calculated as [3]
where \(T\) represents temperature. Due to the temperature increase, the relative humidity of the surrounding environment can be decreased. Therefore, when studying the impact of temperature on the sensor, the RH of the surrounding environment should be maintained and stabilized. As can be seen from Eq. (6), because the thermo-optical coefficients and thermal-expansion effect are different between the core mode and the cladding mode, the spectrum can be shifted with temperature change.
The 2CF has two same diameter core and is shown in Fig. 2. The core diameters are 32.8 um, and the cladding diameter is 125 um, and the refractive index difference between the core and the cladding is 0.015. A 6 mm GIMMF is sandwiched between the SMF and 10 mm the pigtail 2CF, whose end face is terminated by a thick aluminum film made by the electron beam physical vapor deposition (FuLin, SCS-4000, EB-PVD). By utilizing EB-PVD technology, the thickness and morphology of the coating can be controlled by optimizing process parameters. The coating machine is highly intelligent and controlled by a central computer. The cavity is pumped into ultra-high vacuum through a mechanical pump and a cold pump (the coating vacuum in the experiment was set to 9.0E–7 Torr). The rate of the film thickness gauge is measured in angstroms (Å), which can be monitored in real-time to ensure that the film thickness deviation is within an acceptable range and shown in Fig. 2b. The thin film prepared by EB-PVD has the characteristics of friction resistance, close adhesion to the contact layer, and no edge collapse and cracks.

Structure diagram: a scanning electron microscope image of 2-core fiber and b schematic diagram of EB-PVD
In the sensor, the aluminum film is used as mirror to reflect the core mode and the cladding excitation modes, which directly affects and determines the energy of the reflection spectrum. Therefore, to explore the interference spectrum influence of different thicknesses of aluminum film, we used EB-PVD to deposit 1 um and 2 um thick aluminum film at the same rate. To ensure the cleanliness of the plating source, clean the crucible and use new materials before coating. In addition, before opening the shield, the power is designed to gradually increase and each segment remains stable for 30 s to further clean the oxide on the plating source surface and ensure evaporation into pure aluminum film. Meanwhile, the samples should be stored in a drying cabinet (with a relative humidity of 45% and a temperature of 25 ℃) for at least 7 days to achieve good stability. The purity of the aluminum used in the experiment is 99.999% (Advanced Material). The interference spectra with different aluminum film thicknesses are shown in Fig. 3.

a Scanning electron microscope images of aluminum mirror thickness are 1.02 um (upper) and 2.01 um (below) and b interference spectra with and without aluminum film on the end face and c aluminum material
Compared with the interference spectrum with and without aluminum film from Fig. 3b, the sensor with aluminum film has good interference fringe, better periodicity and large extinction ratio, and the extinction ratio reaches more than 8 dB, which meets the actual measurement requirements. In addition, for without aluminum film on the end face of pigtail 2CF, due to the low reflection coefficient of Fresnel reflection, the total contribution rate of high-order reflection is less than 0.1% [23]. Therefore, aluminum film can enhance the reflection of multiple modes, this conclusion is similar to that in the references [3]. Meanwhile, comparing the spectra of aluminum film with different thicknesses, it can be seen that the FSR and interference fringe spacing of the sensor reflection spectrum change little with the increase of aluminum film thickness. For further theoretical analysis, the interference spectra were taken Fourier transformation to get the spatial frequency spectra of the MI and the results are shown in Fig. 4. The spatial spectrum is given as [22]
where \(\lambda_{0}\) is the central wavelength,\(\Delta m_{eff} = \Delta n_{eff} - \lambda_{0} \frac{\partial }{\partial \lambda }\Delta n_{eff}\) is the refractive index difference and \(L\) is the sensor length. It can be seen from Eq. (7) that the spatial frequency is directly proportional to the length of the interferometer and the effective refractive index difference. It can be seen from Fig. 4 that there is only one obvious main peak in FFT of aluminum film with different thicknesses, and the spatial frequency corresponding to the main peak is also the same, which means that the intermodulation interference of MI mainly occurs between the core modes, and as the film thickness increases, the core modes between interference remains unchanged, while the appearance of weak peaks implies that other high-order modes also contribute to the main interference pattern.

Spatial frequency spectrum of the different aluminum film thicknesses
According to the previous literature, the film quality has an important impact [3]. Therefore, we selected the aluminum film thickness of 1 um to explore the influence of different rates on the interference spectrum. Figure 5 shows the process curve of 1um thickness aluminum film with different rates, and the process parameters are investigated by film thickness gauge and crystal oscillator with using electron beam Physical Vapor Deposition (EB-PVD) and tabulated Table 1. For sensor S-1 and sensor S-2, except that the rate is different, others are the same, including GIMMF and 2CF length, aluminum film thickness, etc. The rate of sensor S-1 is 15 Å/s and that of sensor S-2 is 10 Å/s. Figure 6 shows the sensor interference spectrum of aluminum film with different rates. As can be seen from Fig. 6, comparing the interference spectra of 15 Å/s and 10 Å/s, the interference spectrum has better periodicity and larger extinction ratio, which can be met the requirements of practical measurement. However, compared with Fig. 6b, the interference spectrum in Fig. 6a has more interference periods and smaller free spectral range (FSR). To further explore the reasons, 15 Å/s and 10 Å/s aluminum film were photographed and shown. As can be seen from Fig. 6, 15 Å/s aluminum film is denser and smoother than 10 Å/s aluminum film. This is because according to film deposition kinetics [23, 24], during the whole deposition process, when the mobility of atoms or clusters adsorbed on the substrate surface increases, the film density increases. When the evaporation rate is low, the adsorbed atoms can completely migrate on the surface within their average residence time, so the membrane structure is loose. On the contrary, when the deposition rate increases, the structure of the film becomes more compact. Corresponding to the interference spectrum, the denser the film, the higher the reflection coefficient of Fresnel reflection, the more energy involved in optical coupling, the better the interference spectrum, and the periodic increase of interference fringes.

Process curve of 1 um thickness aluminum film with different rates

Interference patterns and the scanning electron microscopy photos of the side view of the MI sensor: a S-1 and b S-2
3 Experimental and result analysis
The schematic diagram of RH measurement system is shown in Fig. 7. It is composed of the broadband light source (BBS), constant temperature and humidity box (RH measuring system) and optical spectrum analyzer (OSA). The OSA had a 0.02 nm spectral resolution and 0.01 dB intensity resolution. In the experiment, the sensor is placed in the RH room, one end of the sensor head is connected to the optical coupler connected to BBS and OSA through single-mode optical fiber, respectively. With the measurement system, the RH can be measured accurately. The maximum available ranges of the RH chamber are 20–98%RH and – 20 to 150 ℃, respectively. In the experiment, to ensure that the interference spectrum has good contrast, the aluminum film was selected with a rate of 15 Å/s and a thickness of 1 um.

Schematic diagram of the relative humidity (RH) measuring system
In the process of RH measurement, the temperature is controlled at 35 ℃, the RH increases from 35 to 95%RH, and the data is recorded every 10% RH to obtain the interference spectrum and shown in Fig. 8. The peak at the wavelength of 1552.78 nm is selected as the monitoring point. When the relative humidity of each RH point reaches a stable value, the interference spectrum is recorded. Figure 8 shows the measured spectral response with increasing relative humidity, and it should be noted that when RH changes in a large dynamic range, the changes in the interference spectrum will occur in the whole cycle of the interference fringe. As the relative humidity increases, the peak energy of the interference spectrum significantly decreases, and the maximum intensity change can be reached 2.53 dB. Meanwhile, it is observed from Fig. 8 that the wavelength has a slight red shift, and the maximum wavelength shift reaches 0.11 nm. Compared with the wavelength of the monitoring point, the energy changes more obviously with the relative humidity. This is mainly because with the gradual increase of the relative humidity in the environment, according to the evanescent wave principle, the outward radiation energy of the cladding increases, resulting in the decrease of the cladding mode strength, while the core mode strength remains unchanged, the interference spectrum intensity of the sensor is reduced.

Spectral responses of the sensor with increasing RH in range of 35%–95%RH
In practical measurement, owing to the external environment is always changeable, a good or general sensor not only has the advantages of high sensitivity and wide measurement range, but also has the requirements of repeatability and stability, therefore, the proposed sensor to measure repeatability. The sensor response was observed during the relative humidity cycle from 35 to 55%RH and shown in Fig. 9. Meanwhile, the ambient temperature is always controlled at 35 ℃. Here, 1552.78 nm is selected as the monitoring point. At each relative humidity value, the sensor response is observed for a long time, and the cycle is repeated many times. As shown in Fig. 9, the intensity accurately returns to the initial value in each cycle, indicating that the sensor has good reversibility. During the gradual increase and decrease of relative humidity, interference spectrum energy changes slightly, because it takes some time for the RH chamber to reach the constant RH point. During this period, it brings energy oscillation in the RH value.

RH cycling (35%–55%RH) response to show the repeatability of the sensor
To further theoretically analyze the relationship between wavelength and relative humidity at 1552.78 nm, the intensity change is shown in Fig. 10 respectively. These points are measurements. Different lines are linear fitting. It is obvious from Fig. 10 that the sensor has high reversibility during the increase and decrease of RH. In the range of 35–95%RH, there is a good linear relationship between intensity and relative humidity. With the increase and decrease of relative humidity, the sensitivity of the sensor is – 0.044 dB/%RH and – 0.043 dB/%RH, respectively, and the linear correlation coefficients are 0.985 and 0.988 respectively, which also implies that the sensor has high reversibility.

Relationship between intensity and surrounding RH
For the purpose of practical application, the proposed sensor is selected to investigate the time response. In this experiment, the initial relative humidity of the closed chamber was 35%RH. Figure 11 shows the temporal profile of intensity as the change of the RH condition from 35 to 55%RH by automatically adjusting the dry air and wet air ratio of RH chamber. As can be seen from Fig. 11, when the relative humidity increases from 35 to 55%RH corresponding to a 20%RH change, the sensor response time takes about 56 s, and the interference spectrum intensity reaches the transient dip of 1.09 dB. Meanwhile, when the relative humidity decreased from 55 to 35%RH, it takes about 23 s to reach a stable state. It can be noted that when the relative humidity increases from 35 to 55%RH, the change rate of the sensor time response curve shows a gradually decreasing trend. This is because it takes time for the wet air to fill the RH chamber and stays a stationary state because of the flow equilibrium process. Therefore, we believe that the actual response time of the sensor should be less than the experimental results.

Time response of the proposed sensor
The comparison of RH sensors is shown in Table 2. At present, optical fiber RH sensors can be divided into several types: Mach–Zehnder interferometer (MZI), Michelson interferometer (MI), and microfiber interferometer (MFI). The comparison in Table 2 indicates that the MI proposed in this paper has higher RH resolution than most of the sensors proposed in Table 2. Reference [7] has the highest resolution, because the multi-core fiber(MCF) is gradually tapered down to the micrometer scale in diameter, which is very fragile in practical applications. Compared with other structures, MI-based RH sensors have the advantages of small size, easy manufacturing, and high resolution.
Temperature changes can also cause interference spectrum shift. When the relative humidity is constant, the content of water molecules in the air will gradually decrease with the increase of temperature. Therefore, temperature should also be considered in the process of relative humidity measurement. Temperature test is performed on the proposed sensor. The ambient relative humidity is fixed at 35%RH. The temperature gradually increases from 35 to 85 ℃, and the step is 10 ℃. When the interference spectrum is reached a stable value at each temperature point and recorded the interference spectrum. In Fig. 12, as the temperature increases, the interference spectrum wavelength red shifts. Figure 13 plots the wavelength change at an inclination of 1552.78 nm. It can be seen that the sensor has good reversibility, and the temperature response sensitivity is 65 pm/ ℃, and the intensity of the interference spectrum is not changed at the monitoring point.

Temperature response of the proposed sensor

Relationship between wavelength and temperature
The actual measurement environment is often bad, so the stability of the sensor is very important to the accuracy of the measurement results. Place the sensor in RH room with relative humidity of 55%RH, 75%RH and 95%RH for long-term measurement, respectively. The temperature is controlled at 35 ℃. The intensity of the selected interference peak is selected to record its change and plotted every 10 min in Fig. 14. In the test time of 130 min, the maximum intensity fluctuation does not exceed ± 0.02 dB, so the standard deviation of relative humidity reaches about ± 0.46%RH. Intensity deviation may be caused by machine vibration or circulating air flow.

Wavelength fluctuation of dip with different RHs
4 Conclusion
A relative humidity sensor based on in-fiber Michelson interferometer (MI) is proposed. The sensor is composed of a short piece of GIMMF followed by a segment of 2-core fiber (2CF), whose end face is terminated by a thick aluminum film. The GIMMF excites cladding modes into the pigtail 2CF via the mismatched-core splicing interface. The core-cladding modes are reflected back by the aluminum film and recoupled to the core of lead-in SMF through the GIMMF. A well-defined interference pattern is obtained as the result of core-cladding mode interference. The experimental results show that the sensor has a relative humidity sensitivity of – 0.044 dB/%RH and a linearity of 0.985 within the range of 35%–95%RH. Meanwhile, the temperature response of the sensor is studied, and the temperature sensitivity is 65 pm/ ℃ in the range of 35–85 ℃. In addition, the aluminum film is prepared by Physical Vapor Deposition (PVD), which greatly improves the compactness of the film and the contrast of interference fringes.
Data availability
The data used to support the findings of this study are available from the corresponding author upon reasonable request.
References
Liang, L., Li, M.L., Liu, N., Sun, H., Rong, Q.Z., Hu, M.L.: A high-sensitivity optical fiber relative humidity sensor based on microsphere WGM resonator. J. Opt. Fiber Technol. 45, 415–418 (2018)
Batumalay, M., Harun, S.W., Irawati, N., et al.: A study of relative humidity fiber-optic sensors. IEEE Sens. J. 15(3), 1945–1950 (2015)
Mizunami, T., Djambova, T.V., Niiho, T., et al.: Bragg gratings in multimode and few-mode optical fibers. J. Lightwave Technol. 18, 230–235 (2000)
Jiang, M., Zhang, A.P., Wang, Y.C., et al.: Fabrication of a compact reflective long-period grating sensor with a cladding-mode-selective fiber end-face mirror. Opt. Express 17(20), 17976–17982 (2009)
Jing, W., Kai, Z., Jian, P., et al.: Theory and experiment of a fiber loop mirror filter of two-stage polarization-maintaining fibers and polarization controllers for multiwavelength fiber ring laser. Opt. Express 17, 10573–10583 (2009)
Sun, G., Moon, D.S., Chung, Y.: Simultaneous temperature and strain measurement using two types of high-birefringence fibers in sagnac loop mirror. IEEE Photonics Technol. Lett. 19(24), 2027–2029 (2007)
Cheng, J.: In-fiber Mach-Zehnder interferometer based on multi-core microfiber for humidity and temperature sensing. Appl. Opt. 59(3), 756–763 (2020)
Wu, S., Yan, G., Lian, Z., et al.: An open-cavity Fabry-Perot interferometer with PVA coating for simultaneous measurement of relative humidity and temperature. Sens Actuators B Chem 225, 50–56 (2016)
Xi, L., Li, L.C., Li, W., Kou, T., Liu, D.M., et al.: Novel optical fiber humidity sensor based on a no-core fiber structure. J. Sens. Actuators A: Phys. 190, 1–5 (2013)
Mallik, A.K., Liu, D., Kavungal, V., Wu, Q., Farrell, G., Semenova, Y.: Agarose coated spherical micro resonator for humidity measurements. J. Opt. Express 24, 21216–21227 (2016)
Venugopalan, T., Yeo, T.L., Sun, T., Grattan, K.T.V.: LPG-based PVA coated sensor for relative humidity measurement. J. IEEE Sens. J. 8, 1093–1098 (2008)
Bian, C., Hu, M.L., Wang, R.H., Gang, T.T., Tong, R.X., Zhang, L.S., Guo, T., Liu, X.B., Qiao, X.G.: Optical fiber humidity sensor based on the direct response of the polyimide film. J. Appl. Opt. 57, 356–361 (2018)
Li, C., Yu, X.Y., Zhou, W., Cui, Y.B., Liu, J., Fan, S.C.: Ultrafast miniature fiber-tip Fabry-Perot humidity sensor with thin graphene oxide diaphragms. J. Opt. Lett. 43, 4719–4721 (2018)
Luo, Y.H., Chen, C.Y., Xia, K., Peng, S.H., Guan, H.Y., Tang, J.Y., Lu, H., Yu, J.H., Zhang, J., Xiao, Y., Chen, Z.: Tungsten disulfide (WS2) based all-fiber-optic humidity sensor. J. Opt. Express 24, 8956–8966 (2016)
Du, B.B., Yang, D.X., She, X.Y., Yuan, Y., Mao, D., Jiang, Y.J., Lu, F.F.: MoS2 -based all-fiber humidity sensor for monitoring human breath with fast response and recovery. J. Sens. Actuators B: Chem. 251, 180–184 (2017)
Liu, H., Miao, Y., Liu, B., et al.: Relative humidity sensor based on S-Taper fiber coated with SiO2 nanoparticles. IEEE Sens. J. 15(6), 3424–3428 (2015)
Lokman, A., Nodehi, S., Batumalay, M., et al.: Optical fiber humidity sensor based on a tapered fiber with hydroxyethylcellulose/polyvinylidenefluoride composite. Microw. Opt. Technol. Lett. 56(2), 380–382 (2014)
Zhou, Y., Xue, Z., Xue-gang, L., et al.: Review on the graphene based optical fiber chemical and biological sensors. Sens. Actuators, B Chem. 231, 324–340 (2016)
Yi, L., Harris, E., Chen, L., et al.: Application of spectrum differential integration method in an in-line fiber Mach-Zehnder refractive index sensor. Opt. Express 18(8), 8135–8143 (2010)
Jun-Ni, C.: Mach-Zehnder interferometer based on fiber taper and fiber core mismatch for humidity sensing. Acta Phys. Sin. 67(2), 179–185 (2018)
Ran, Z.L., Rao, Y.J., Liu, W.J., et al.: Laser-micromachined Fabry-Perot optical fiber tip sensor for high resolution temperature independent measurement of refractive index[J]. Opt. Express 16(3), 2252–2263 (2008)
Cheng, J.N.: A stepped Mach-Zehnder interferometric humidity sensor based on lateral offset fusion splicing. Optik 154, 717–725 (2018)
Levlin, M., Laakso, A., Hautojarvi, P., et al.: Evaporation of gold thin film on micaeffect of evaporation parameters. Appl. Surf. Sci. 115, 31–38 (1997)
Zhi, H.L., Brown, N.M., McKinley, A.: Evaluation of the growth behaviour of gold film surfaces evaporation-deposited on micro under different conditions. Condens Matter 9(1), 59–71 (1997)
Liu, N., et al.: “A fiber-optic refractometer for humidity measurements using an in-fiber Mach-Zehnder interferometer.” Opt Commun 367, 1–5 (2016)
Shao, M., et al.: “A Mach-Zehnder interferometric humidity sensor based on waist-enlarged tapers.” Optics and Lasers Eng 52(1), 86–90 (2014)
Khijwania, S.K., Srinivasan, K.L., Singh, J.P.: An evanescent-wave optical fiber relative humidity sensor with enhanced sensitivity. Sens. Actuators B Chem. 104(2), 217–222 (2015)
Acknowledgements
This work is supported by the Research Foundation of Science and Technology Board of Yu lin (JG2214) and the Science and Technology Commission of Yu lin, Shaanxi(2022HX260).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Cheng, Jn., Jiang, Xy. A relative humidity sensor based on 2-core fiber Michelson interferometer with end-face aluminium mirror. Opt Rev 30, 549–558 (2023). https://doi.org/10.1007/s10043-023-00834-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10043-023-00834-8