
Abstract
Three-dimensional tracking of changes of asperities is one of the most important ways to illustrate shear mechanism of rock joints during testing. In this paper, the changes of the role of asperities during different stages of shearing are described by using a new methodology for the characterization of the asperities. The basis of the proposed method is the examination of the three-dimensional roughness of joint surfaces scanned before and after shear testing. By defining a concept named ‘tiny window’, the geometric model of the joint surfaces is reconstructed. Tiny windows are expressed as a function of the x and y coordinates, the height (z coordinate), and the angle of a small area of the surface. Constant normal load (CNL) direct shear tests were conducted on replica joints and, by using the proposed method, the distribution and size of contact and damaged areas were identified. Image analysis of the surfaces was used to verify the results of the proposed method. The results indicated that the proposed method is suitable for determining the size and distribution of the contact and damaged areas at any shearing stage. The geometric properties of the tiny windows in the pre-peak, peak, post-peak softening, and residual shearing stages were investigated based on their angle and height. It was found that tiny windows that face the shear direction, especially the steepest ones, have a primary role in shearing. However, due to degradation of asperities at higher normal stresses and shear displacements, some of the tiny windows that do not initially face the shear direction also come in contact. It was also observed that tiny windows with different heights participate in the shearing process, not just the highest ones. Total contact area of the joint surfaces was considered as summation of just-in-contact areas and damaged areas. The results of the proposed method indicated that considering differences between just-in-contact areas and damaged areas provide useful insights into understanding the shear mechanism of rock joints.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Understanding the shear mechanism of rock joints is a key step for designing geotechnical projects that include discontinuities. The shear mechanism of joints is strongly affected by the joint roughness, the loading conditions, and the mechanical properties of the rock (Barton 1973; Kulatilake et al. 1995; Re and Scavia 1999; Gentier et al. 2000; Yang et al. 2001; Lopez et al. 2003). The shear mechanism of rock joints is the basis of constitutive models for predicting the shear strength of rock joints. Some of the early researchers who considered shear mechanism of asperities in the description of shear strength were Patton (1966), Rengers (1970), Ladany and Archambault (1970), and Barton (1973). Patton (1966) studied the shear behavior of “saw-tooth” joints. Patton observed that sliding occurred along the intact asperity when the effective normal stresses were low and the effect of the intact asperities disappeared due to the shearing of the asperity when effective normal stresses were high. He proposed the following bilinear failure criterion:
where τ f is the peak shear strength, \(\sigma_{n}{'}\) the normal stress, \(\phi_{\text{b}}\) the basic friction angle, \(\phi_{\text{r}}\) the residual friction angle, \(c_{x}\) the cohesion when the asperities are sheared, and i the angle of the “saw-tooth” asperities with respect to the shear direction. According to Ladanyi and Archambault (1970), Patton’s criterion has some limitations such as similarity between the geometry of the asperities at failure and at the beginning of shearing, difficulty to define the average inclination angle i of the asperities and the cohesion intercept for natural joints. In an attempt to address the Patton criterion’s shortcomings, Ladanyi and Archambault (1970) proposed a new criterion. They defined \(a_{s}\) to be the area where shearing through the asperities takes place. Over the rest of the surface (1 − a s ), the asperities are assumed to slide over each other without creating damage. They considered the rate of dilation at failure (\(\upsilon^{.}\)) and the shear area ratio (a s ) of the joint surface in their criterion:
where \(\phi_{u}\) is the frictional resistance along the contact surfaces of the asperities, \(\phi_{i}\) the friction angle of the intact rock material, \(\eta\) the degree of interlocking, \(c_{i}\) the cohesion of the intact rock material, and \(\phi_{f}\) the statistical average value of friction angle that is assessed when sliding occurs along the irregularities of different orientations. The main problem with this criterion is the variation of the parameters that causes a complicated determination of the shear strength. According to Seidel and Haberfield (1995), the original analysis from Ladanyi and Archambault (1970) was restricted to joints with rigid asperities. Asperity sliding can only occur on asperities with a slope angle equal to the critical slope and asperities with lower slope angles cannot be in contact in the shearing. Seidel and Haberfield (1995) showed that both the elastic and plastic behavior of the joint asperity must be taken into account. They indicated that in weak rocks where plastic behavior is more significant, the dilation rate is less than the asperity angle. Therefore, the effective asperity angle is less than the angle proposed by Ladanyi and Archambault (1970).
A practical alternative for predicting the shear strength of the rough joints was proposed by Barton (1973). He was the first to take into account the influence of the natural roughness on the joint strength. Barton (1973) and Barton and Choubey (1977) studied the behavior of several joints and proposed an empirical shear failure criterion:
where \(\phi_{b}\) is the basic friction angle, JRC (joint roughness coefficient) a parameter that represents the roughness of the joint and JCS (Joint Compressive Strength) the compressive strength of the rock on the joint surface. Barton and his co-workers did not consider the effect of contact area between the upper and lower joint halves in their shear criterion. Therefore, a modification of Barton’s criterion was suggested by Zhao (1997), who added a joint matching coefficient (JMC) to the Barton criterion:
The parameter JMC ranged from zero to one representing the contact area of the joint surface. The JMC is one when the joint surfaces are perfectly matched and is zero for a maximal unmated joint.
Hutson and Dowding (1990) suggested that asperity degradation is a function of loading conditions, joint roughness, and uniaxial compressive strength of rock. They characterized the asperity behavior as that being under high and low normal stresses. Under high normal stresses, asperity degradation can occur during small shear displacements. Conversely, under low normal stresses, asperity degradation can arise if the shear displacement is large enough. Gentier et al. (2000) developed a method using image processing techniques. They showed that the mechanical behavior of joints is strongly linked to the geometry of asperities. The size, shape, and distribution of damaged areas are related to the shear direction, normal stress, and shear displacement. They found that asperity damage is most likely to occur in areas where the local dip direction is close to the shear direction and on asperities with the steepest slopes. Seidel and Haberfield (2002) developed theoretical models to predict the shear behavior of soft rock joints. Their model is composed of two independent mechanisms: initial sliding along the surface of the asperities and then simultaneous shearing through all of the intact asperities. The consequence of this sliding is joint dilation and stress localization on the steepest asperities in contact. The steepest asperities are sheared when the shear stresses exceeds the asperities’ strength. Then the shear stresses are shed to the next steepest asperities and these asperities control the dilation until they also fail in shearing. Grasselli and Egger (2003) introduced quantitative three-dimensional surface parameters into a shear strength criterion. They stated that degradation is more likely to occur in steeper asperities. Therefore, instead of considering the whole contact area between surfaces, an effective contact area should be considered in the shearing process. They explained that effective contact areas only occur in asperities that face the shear direction. Moreover, they stated that only the steepest asperities are in contact in the shearing process and are deformed, sheared or crushed depending on the applied normal load. Barbosa (2009) described the behavior of joints in the field based on the behavior of small-scale samples and the geometry of large-scale waviness. He categorized the shear mechanism of the pre-peak shear strength into elastic and plastic stages. In the elastic stage there is neither degradation nor dilation, thus, there is no decrement in the asperities angles. After the elastic stage, the joint starts to slide over the asperities (pre-peak plastic stage). At this stage, degradation and dilation are initiated. Based on asperity angles, Park and Song (2013) characterized the joint surfaces by introducing a concept named ‘micro-slope angle’ which is an extension of the ‘apparent dip angle’ suggested by Grasselli and Egger (2003). By back-analyzing the shear and normal displacements obtained from laboratory shear tests and the micro-slope angle concept, Park and Song (2013) introduced a numerical method to determine the contact areas of a rock joint under normal and shear load. They showed that most of the contact areas occur in the regions facing the shear direction, and the asperities with flatter slopes were less likely to come into contact.
Summarizing this previous research, one can state that initial sliding and then simultaneous shearing of asperities are most likely to occur on the steepest asperities that are facing the shear direction. Moreover, size, shape, and distribution of contact areas are related to the geometry of asperities, loading conditions, mechanical parameters of the rock, and shear displacement (Ladanyi and Archambault 1970; Hutson and Dowding 1990; Seidel and Haberfield 1995, 2002; Gentier et al. 2000; Grasselli and Egger 2003; Misra 2002; Karami and Stead 2008; Park and Song 2013). In this paper, a new mathematical method is presented in the form of a software to characterize the joint surfaces. The in-contact asperities in the pre-peak, the post-peak strain-softening, and the residual stages of the shearing process were identified and characterized by considering not only their angle, but also their height, and considering both height and angle simultaneously, to find out which types of asperities among the steepest ones have the greatest effect on the shear mechanism.
2 Specimen Preparation and Experimental Procedure
One advantage of using joint replicas is that they make it possible to study the effect of one specific factor on the shear mechanism of the joints while the other factors do not change. Thus, the rectangular-shaped joint replicas were prepared by pouring non-shrinking cement mortar on a fresh joint surface of an artificially split granite block to reproduce its roughness.
A rectangular wooden mold, with an internal dimension of 140 × 140 mm, was fixed on the granite joint surface and, after spraying a form release agent (to allow easy detachment of the replica), grout was poured into the mold (Fig. 1a). An appropriate mortar recipe (Water and SikaGrout 212 at a ratio of 0.18) was selected to fabricate the mortar specimens. The grain sizes of the mortar were small enough to sufficiently reproduce the details of the granite surface roughness (Fig. 1b). Then, a taller mold was made and the first half of the specimen was fixed within it, while the second half of the specimen was formed by pouring mortar onto the surface of the first half. A total of 38 specimens were prepared using this method. According to the roughness parameters calculated for granite joint and specimen surfaces, the roughness of specimens was acceptably close to the roughness of original granite surface (Table 1). Some cylindrical specimens were also made from the mortar used for fabricating the joint specimens. After 65 days, the uniaxial compressive strength and tensile strength of these specimens were measured as 83 and 4.4 MPa, respectively.

a Manufacturing of the mortar replicas, b diagram of the SIKA grading test
A profilometer laser scanner (Kreon Zephyr© 25) was used to acquire 3D coordinates of the joint surfaces. Rousseau et al. (2012) discuss the advantages and limitations of this scanner. The maximum resolution of the laser profilometer was 72 μm for the x and y axes, and 16 μm for the z axis. Scans were performed before and after each shear test. The laser profilometer scans joint surfaces at a high data density and makes them available as a cloud of points (about 25,000,000 points for each specimen in this study). The number of this dense cloud of points needs to be reduced by gridding to calculate the roughness parameters and reconstruct the joint surface. The sampling interval effect depicted in Fig. 2 has to be considered in gridding the cloud of points. As it can be seen in Fig. 2, at larger sampling intervals (4a), some high-frequency components may be lost and the reconstructed surface may be smoother. As a result, the sampling interval is a factor that has to be carefully taken into account for reconstructing the joint surface by numerical methods.

The effect of three sampling intervals on the roughness parameters and profile reconstruction
In the current study, roughness parameters such as Z 2, R P, and R S (Fig. 3) were calculated at different intervals to reduce the sampling interval effect. Z 2 represents the root mean square of the first height derivative in the 2D profile. For a 2D profile, Z 2 is defined as (Myers 1962):
where Dx is the equal interval between sampling points, M is the number of intervals, and \((x_{i} ,z_{i} )\) and \((x_{i + 1} ,z_{i + 1} )\) are coordinates of the (i)th and (i + 1)th sampling points, respectively.

Roughness parameters defined in 2D (Z 2 and R p ) and 3D (R S )
R P is defined as the ratio of the true profile length to its projected length in the joint plane L. R s is the 3D analog of R P, defined as the ratio of true surface area, A t , to its projected surface area, A n (El Soudani 1978):
The roughness parameters that were calculated considering various sampling intervals are presented in Table 1. The values of 2D roughness parameters in Table 1 are averages of the roughness parameters calculated for 140 isometric profiles. The profiles were parallel to the shear direction with 1 mm interval. For each profile, the 2D roughness parameters were calculated with sampling intervals from 0.1 to 1 mm. For 3D roughness parameter (R s ), the true surface area of joint specimens was calculated according to the number and angles of tiny windows with dimensions from 0.1 mm × 0.1 mm to 1 mm × 1 mm.
The 2D roughness parameters were also calculated at different directions with sampling interval of 0.5 mm. Figure 4 presents the values of Z 2 and R P calculated for different directions. The zero direction is parallel to the shear direction.

Values of Z 2 (left) and R p (right) calculated for different directions (Specimen A127) with 0.5 mm intervals. The zero direction is parallel to the shear direction
The shear tests were conducted using a material testing system (MTS) press, at the Laboratory of Rock Mechanics, Université de Sherbrooke. This apparatus was developed by Mouchaorab and Benmokrane (1994). The MTS press is servo-controlled and has a capacity of 2670 kN (Fig. 5). The normal and shear loads were measured directly by the respective load cells. Normal and shear displacements were measured using four LVDTs and one extensometer (run of 25 ± 0.05 mm) with high-precision repeatability.

a MTS press system, b diagram of vertical section of the shear apparatus
3 Description of the New Method for Joint Surface Characterization
In the method proposed here, the joint surface was divided into a large number of tiny windows (Fig. 6). Each tiny window was expressed as a function of x and y coordinates, as well as the height and angle of a small area of the joint surface. Several tiny windows may characterize one joint asperity; therefore, a careful consideration must be taken into account with the two concepts of asperity and tiny window. The height of the central point of the tiny window was considered to be the height of the whole tiny window. The height of tiny windows was calculated from a horizontal plane that passes through the central point of the lowest tiny window. In other words, the height of the lowest tiny window was considered as zero and the heights of the others were measured based on that. The slope of the intersection line of the tiny window plane and a vertical plane passing through the central point of the tiny window and containing the shear direction vector was considered to be the angle of the tiny window (Fig. 6).

Joint surface divided into a large number of tiny windows. The tiny windows size will vary depending on the accuracy required
Custom software was developed based on the proposed method (tiny windows). With this software, detecting contact areas and damaged areas, and characterizing in-contact tiny windows was possible during different stages of shearing. These objectives were achieved based on the following steps:
-
Before test
-
The upper and lower surfaces of the replica joint were scanned with high precision. In the current study, joints were scanned and gridded at 0.1, 0.2, 0.4, 0.5, 0.6, 0.8 and 1 mm intervals.
-
Given that more details are detected with smaller intervals (Fig. 2), when the sampling interval decreased from 1 to 0.2 mm, the roughness parameters slightly increased (Table 1). This roughness increment was followed by an irregular increase from 0.2 into 0.1 mm interval. Therefore, to avoid this irregularity, a sampling interval of 0.2 mm was considered as the minimum sampling interval for reconstructing the joint surfaces.
-
Considering the sampling interval of 0.2 mm, the joint surface was divided into 490,000 tiny windows (0.2 × 0.2 mm). The angle and height of each tiny window were calculated and linked to the related x and y coordinates.
-
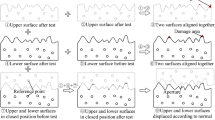
To detect contact and damaged areas, the coordinates of both surfaces were defined in the same system (Fig. 7). For this purpose, a series of reference targets were attached around the shear box and scanned with the joint surface. These reference targets were considered as benchmarks for defining the coordinates of the surfaces in the same system (Fig. 8). Considering the sample preparation method, it was assumed that the upper and lower replica surfaces are completely matched at the initial stage of shearing.
Fig. 7 
a The upper surface and lower surface were defined in the same coordinate system. b The upper surface was meshed with the same interval as the lower surface
Fig. 8 
Some targets were attached around the shear box and were scanned with the joint surface
-
After test
-
After each shear displacement increment, the new coordinates of the upper surface were recalculated using measured shear and normal displacements (Fig. 7).
$$X_{\text{iup}} = x_{\text{iup}} + {\text{d}}x ,$$$$Y_{\text{iup}} = y_{\text{iup}} ,$$$$Z_{\text{iup}} = z_{\text{iup}} + {\text{d}}z,$$where dx is the shear displacement, dz is the normal displacement and, \(x_{\text{iup}} ,y_{\text{iup}} ,z_{\text{iup}}\), and \(X_{\text{iup}} , Y_{\text{iup}} ,Z_{\text{iup}}\) are the initial and the new coordinates of the ith point on the upper surface, respectively.
-
The new upper surface was meshed with the same interval as the lower surface. The grid coordinates of the lower and upper meshes should be face to face (Fig. 7).
-
The lower and upper face to face tiny windows (one from the lower surface and another from the upper) were compared considering their height (z coordinate) to determine whether the two tiny windows were still in contact after each shear displacement (Fig. 9).
Fig. 9 
Assessment criteria for contact condition: a zero = tiny windows are just in contact, b positive = tiny windows are not in contact, c negative = these windows are in contact and damaged and degradation has occurred. Total contact area is the sum of just-in-contact areas and in-contact damaged areas
-
\({\text{If}} Z_{{w_{i} {\text{up}}}} - Z_{{w_{i} {\text{lw}}}} < 0,\) tiny windows are in contact and asperities have been damaged.
-
\({\text{If}} Z_{{w_{i} {\text{up}}}} - Z_{{w_{i} {\text{lw}}}} = 0,\) tiny windows are just in contact, and no damage occurs.
-
\({\text{If}} Z_{{w_{i} {\text{up}}}} - Z_{{w_{i} {\text{lw}}}} > 0,\) tiny windows are not in contact, where \(Z_{{w_{i} {\text{up}}}}\) and \(Z_{{w_{i} {\text{lw}}}}\) are the height of the ith tiny window of the upper and lower surfaces.



These three conditions are shown in a 2D view in Fig. 9. Considering the height difference (z coordinate) of the face to face tiny windows, the contact area was modeled. Using this method, all tiny windows were identified at different shear displacements, based on their condition: just in contact, in-contact damaged, or not in contact. This allowed us to plot the in-contact tiny windows as well as in-contact damaged areas over the whole scanned surface and then to characterize their properties (angle and height).
The proposed method was employed and the joint surface was characterized with respect to the shear direction (parallel to the direction of 0° in Fig. 4). Figure 10 shows the distribution of the asperity angles for the upper half of Specimen A127. The angle range of tiny windows is from −70° to 70°. The tiny windows with negative (−70° to 0°), small positive (0°–15°) and large positive (15° to 70°) angles are shown with white, cool and warm colors, respectively. Tiny windows with negative angles (white) cover more joint surface than tiny windows with positive angles (colored). Also, the number of tiny windows with specific height and angle were extracted from the result of the proposed method. Figure 11 displays the frequency plot of height and angle of tiny windows for the upper half of Specimen A127. As can be observed, height and positive angles of the tiny windows varied up to 9.31 mm and 70°, respectively. The majority of tiny windows have angles ranging from −20° to 20° and heights ranging from 3 to 6 mm. It should be noted that all of these results were obtained before shear testing.

Distribution and amount of tiny window angles with respect to the shear direction before shear test (the total number of tiny windows—0.2 × 0.2 mm—is 490,000). The tiny windows with negative (−70° to 0°), small positive (0°–15°), and large positive (15°–70°) angles are shown with white, cool, and warm colors, respectively

Frequency plot of the height and angle of the tiny windows
The direct shear test was performed on the replica under 0.8 MPa normal stress. The shear displacement rate was 0.1 mm/min and the test ended when the shear displacement attained 10 mm. The specimen reached its peak shear strength after a displacement of 0.2 mm. The values of the shear load and the shear and normal displacements were recorded during the test. It was found that a small contraction starts at the initial stage of shearing. The dilation angle increased when shearing starts overriding the asperities. The asperities begin to be sheared with increasing shear displacement and the dilation angle becomes smaller (Fig. 12).

Shear stress and dilation versus shear displacement for Specimen A127 under 0.8 MPa normal stress. 0.2, 1, and 10 mm shear displacements were chosen as displacements at the peak, during post-peak softening and at the end of the residual stages of the shear process
Using the proposed method and measuring the dilation (dz) and the shear displacement (dx) during shearing, just-in-contact tiny windows and in-contact damaged tiny windows were identified after each 0.2 mm shear displacement increments. 0.2, 1, and 10 mm shear displacements were chosen as displacements at the peak, during post-peak softening and at the end of residual stages of the shear process, respectively (Fig. 12). Figure 13a1, a2 and a3 show the size and location of the total contact area at 0.2, 1 and 10 mm shear displacements. Total contact area is defined as the summation of just-in-contact areas and in-contact damaged areas. Figure 13b1, b2, and b3 show the cumulative damaged areas up to 0.2, 1, and 10 mm shear displacements. Cumulative damaged areas were chosen to be able to compare them with the images in the next section.

Anticipated results using the proposed method. a Total contact areas (TCA), black spots, and b cumulative damaged areas (colored spots) occurring during shear tests after 1 0.2, 2 1, and 3 10 mm shear displacements (SD)
To verify the results of the proposed method for identifying contact areas and damaged areas at different shearing stages, another method should be employed as a reference. Other researchers have developed several methods that can be used for this purpose:
-
Methods based on inserting or injecting some materials such as pressure-sensitive film (Nemoto et al. 2009), special metal (Pyrak-Nolte et al. 1987), or epoxy resin (Hakami and Larsson 1996) into the joint interface. The main problem in using pressure-sensitive film methods is the thickness of the material. This problem is exacerbated when the amplitude of the asperities is less than the thickness of the inserted material. Identifying the contact area is only possible after applying normal load using the special metal method or the epoxy resin method. The lack of ability to continuously measure the contact area during the test is another problem in using these methods.
-
Methods such as the X-ray computer tomography (Re and Scavia 1999) and acoustic emission (AE) (Moradian et al. 2010, 2012) that measure the contact area indirectly. The main drawback of these methods is that they require special equipment and present only qualitative results.
-
Methods based on numerical calculations (Park and Song 2013). Park and Song (2013) simulated a direct shear test on a rock joint using a bonded particle model in a discrete element code. Their computer code was not available for this work.
-
Methods based on visual investigation such as image analysis (Gentier et al. 2000; Riss et al. 1997). In these methods, the shear test has to be stopped and the joint surfaces opened for examination and photographing of the joint surfaces. This makes it impossible to continuously measure the contact area during the test. Nevertheless, these methods are the best to directly identify the damaged areas. However, the measurement of the contact area (particularly at the beginning of the test) is somewhat erroneous; in fact, if degradation does not happen, nothing is visible on the images of the joint surfaces and therefore the contact area is not measurable.
To verify the performance of the proposed method, shear tests were conducted under 0.8 MPa normal stress and up to a pre-determined shear displacements and then the tests were stopped while photographs of the joint surfaces were taken for image analysis. The joint surfaces of these replicas were painted to have a clear picture of the damaged areas. Only a thin layer of paint was applied on the replicas’ surfaces to avoid undesired effects on the shear tests results.
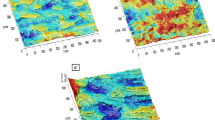
The results of the proposed method for predicting the distribution and size of the damaged areas at three pre-determined shear displacements were compared with image analysis results. The pre-determined shear displacements were chosen at the peak (0.2 mm), during post-peak softening (1 mm) and at the end of the residual stage (10 mm) of the shear stress vs shear displacement graphs (Fig. 14). Photos of the joint surfaces were taken before and after the tests. A wooden frame was employed as the base for the camera and the specimens were always placed in the same position for photography. Therefore, all photos were taken under identical conditions, which allowed one to directly compare photos. Photos were digitized using 2550 horizontal pixels, 2550 vertical pixels, and 256 gray levels. Figure 15 shows the image analysis results based on the digitized photos that were taken before and after each test. The black spots are representative of the damaged areas.

Shear stress and dilation vs shear displacement at 0.2, 1, and 10 mm shear displacements

Distribution of the damaged areas (black spots) occurring during the shear test after a 0.2, b 1, and c 10 mm shear displacements with image analysis
It can be stated that the locations of estimated damaged areas using the proposed method (Fig. 13b) matched well with those identified by image analysis (black spots) in Fig. 15. These results indicate that the proposed method is suitable for determining the size and distribution of the damaged areas at any shearing stage. Verifying the predicted just-in-contact areas (Fig. 13a) by the image analysis method was not possible, because just-in-contact areas do not show any significant color change in the photos. Nevertheless, detecting these areas by the proposed method is possible, though the authors believe that further and more detailed studies are necessary.
4 Geometric Characterization of Tiny Windows
This part of the study focused on the characterization of the in-contact tiny windows in the shearing process (just-in-contact and in-contact damaged tiny windows—modes a and c in Fig. 9) under different levels of normal stress. Shear tests were conducted under 0.1, 0.2, 0.3, 0.4, 0.5, 0.6, and 0.7 MPa normal stress (Fig. 16). Joints were scanned before and after the shear tests and gridded at 0.2 mm intervals. The joint surfaces were characterized by considering the height and angle of the tiny windows, as well as the shear direction.

Shear stress and dilation versus shear displacement for shear tests under different levels of normal stress
4.1 Characterization of Tiny Windows Based on Their Angle
Using the proposed method, in-contact tiny windows were identified under different normal stresses and at different shear displacements. In-contact tiny windows were classified into 36 classes of angles from −90° to 90° with 5° class intervals. The true contact area of each in-contact tiny window is also calculated by considering the dimension (I) and angle \((\alpha_{\text{twi}} )\) of that tiny window (Fig. 17). Therefore, the total contact area for each class of angles \((A_{{\beta {\text{to}}\,\beta + 5}} )\) is calculated by considering the angles \((\alpha_{twi} )\) and the number \((N_{\text{tw}} )\) of tiny windows of that class:

The contact area was calculated by considering the angle of each tiny window and the number of tiny windows for each increment
The histograms of the in-contact tiny windows’ angles were observed at the initial stage of shearing and after 0.2, 0.4, 1, 6, and 10 mm shear displacements. The histograms for Specimen A135, which was tested under 0.1 MPa normal stress, are shown in Fig. 18. Figure 18a–f shows the contact area histograms of the tiny windows’ angles after 0, 0.2, 0.4, 1, 6, and 10 mm shear displacement. At the initial stage of shearing, two surfaces of the specimen are just in contact (Fig. 18a). After 0.2 mm shear displacement, the contact area decreased to 29.8 % and degradation started on few tiny windows (Fig. 18b). The tiny windows that remained in contact were tiny windows with angles greater than 6.3°. The angle of 6.3° as the limit between not-in-contact tiny windows with in-contact tiny windows is defined as an “in-contact threshold angle”. Tiny windows with steeper angles than the in-contact threshold angle are always in contact and degradation may occur on some of them depending on the normal stress and mechanical properties of the rock material. In this study, another threshold angle (damaged threshold angle) was defined as the limit between in-contact tiny windows and damaged tiny windows. For the test under 0.1 MPa normal stress, this threshold angle was 38.5°.

Frequency of in-contact tiny windows area versus their angle, under 0.1 MPa normal stress after a 0, b 0.2, c 0.4, d 1, e 6, and f 10 mm shear displacements
Figure 19a–f shows the contact area histograms of the tiny windows’ angles after 0, 0.2, 0.4, 1, 6, and 10 mm shear displacements when normal stress was 0.7 MPa. Figure 19b shows tiny windows with angles greater than 2.9° (in-contact threshold angle) remain in contact at 0.2 mm shear displacement. Also, degradation started on those tiny windows that had angles greater than 25° (damaged threshold angle). Figure 19c–f also indicates that although at the beginning of the shearing process, only tiny windows that face the shear direction (positive angle) participate in the shearing process, after increasing shear displacement, some of the tiny windows that do not initially face the shear direction (negative angles) participate as well. Due to degradation, the top parts of asperities are sheared and therefore the angle of their faces may change from negative to positive (Fig. 20). This causes them to participate in the remaining stages of the shearing process.

Frequency of in-contact tiny windows area versus their angle, under 0.7 MPa normal stress after a 0, b 0.2, c 0.4, d 1, e 6, and f 10 mm shear displacements

The top of some asperities sheared and tiny windows that did not initially face the shear direction (negative angles) changed into tiny windows that faced the shear direction (positive angles)
The contact area of the tested specimens under 0.1, 0.2, 0.3, 0.4, 0.5, 0.6, and 0.7 MPa normal stresses and after 0, 0.2, 0.4, 1, 6, and 10 mm shear displacements are presented in Table 2. At the initial stage of shearing and under 0.1 MPa normal stress, the main contact areas includes tiny windows that are just in contact (Fig. 9 mode a). Therefore, it can be stated that the main shear mechanism in these situations was the sliding of the tiny windows over each other. Although tiny windows that face the shear direction remained in contact at 0.2 mm shear displacement, the steepest tiny windows started to be deformed and sheared (Fig. 18b). At higher normal stresses where threshold angles decreased, both damaged areas and just-in-contact areas increased.
As shearing starts, the percentage of the just-in-contact areas (JCA) decreases due to (1) non-participation of many of the tiny windows with negative angles in the shear process and (2) dilation. The percentage of the in-contact damaged areas (DA) increases as a result of degradation of the secondary and primary asperities. Then, because of dilation, most damaged areas lose their contact except some specific ones that are still under degradation. That is why the percentage of the in-contact damaged areas decreases after the post-peak period (0.4 or 1 mm shear displacement, depending on applied normal load).
Figure 21 shows how in-contact damaged area and just-in-contact area change by shear displacement.

In-contact damaged area and just-in-contact area versus shear displacement under 0.1 and 0.7 MPa normal stresses
The effect of normal stress and shear displacement on the total contact area including just-in-contact area and in-contact damaged area are shown in Fig. 22. This figure shows that the contact area decreases quickly during the pre-peak and post-peak softening stages of shearing. Also, under higher normal stress, larger contact areas were observed due to greater degradation. The tiny windows with a wide range of angles (from negative to positive) remained in contact after the peak, more specifically in the residual section. Therefore, the angle of the tiny windows cannot be considered as a sole criterion for identifying the active tiny windows after the peak shear strength of joints.

Total contact area versus shear displacement under different normal stresses from 0.1 to 0.7 MPa
4.2 Characterization of In-contact Tiny Windows Based on Their Height
In this section, the height of the tiny windows is considered as another criterion for characterizing the role of the asperities in the shearing process. Tiny windows were sorted into ten height classes from 0 to 10 mm. Figure 23a–f shows the contact area histograms of the tiny windows’ heights under 0.1 MPa normal stress at the initial stage of shearing and after five different shear displacements (0.2, 0.4, 1, 6 and 10 mm).

Frequency of in-contact tiny windows versus their heights under 0.1 MPa normal stress and after different shear displacements
About 30 % of the tiny windows in each height classes remain in contact after 0.2 mm shear displacement. This value is about 9, 5, 4.6, and 3.5 % after 0.4, 1, 6, and 10 mm shear displacement. Figure 24a–f shows the contact area histograms of the tiny windows’ heights under 0.7 MPa normal stress at different shear displacements. These results as well as the results obtained from the shear test under 0.1 MPa normal stress confirm that tiny windows with different heights, not just the highest ones, are in contact in the shear process of the matched specimens. The results also indicated that the percentage of the in-contact tiny windows increased by about 50 % before the peak and 250 % in the residual stage of shearing in each height class when the normal stress increased from 0.1 to 0.7 MPa. Most of the in-contact tiny windows had heights close to the average heights of tiny windows (3.5–4 mm) when shear displacement was less than 1 mm. After 1 mm shear displacement, the heights of in-contact tiny windows were close to the mid-range of the tiny windows’ heights (5 mm). The results from characterization of in-contact tiny windows based on their heights illustrated that there was no link between the height and the role of tiny windows in the shearing process.

Frequency of in-contact tiny windows versus their heights under 0.7 MPa normal stress and after different shear displacements
4.3 Characterization of In-contact Tiny Windows Based on Both Their Angles and Heights
The variation of tiny windows at different shear displacements was studied by considering their angles and heights simultaneously. For this purpose, frequency histograms of tiny windows with the same height and angle were drawn (Fig. 25). As can be seen in Fig. 25, most of the tiny windows exhibited heights between 3 and 6 mm and angles between −25° and 25°.

Frequency histogram of in-contact tiny windows by considering their heights and angles simultaneously
To follow the height and angle properties of the in-contact tiny windows at different stages of shearing, the tiny windows that remained in contact after 0, 0.2, 0.4, 1, 6, and 10 mm shear displacements were recorded. Frequency plots (2D view) of tiny windows were drawn instead of frequency histograms (3D view) to provide a better illustration of the in-contact tiny windows. In the frequency plots, colors represent the number of tiny windows. Figures 26 and 27 show the frequency plots of in-contact tiny windows at 0, 0.2, 0.4, 1, 6, and 10 mm shear displacements when normal stress was 0.1 and 0.7 MPa, respectively. At the beginning, the angles of the in-contact tiny windows varied from −70° to 70° and their heights varied from 0 to 9.31 mm (Figs. 26a, 27a). After 0.2 mm shear displacement, all tiny windows with angles greater than 6.3° when normal stress was 0.1 MPa (Fig. 26b) and greater than 2.9° when normal stress was 0.7 MPa (Fig. 27b) remained in contact. In the post-peak softening stage of shearing when normal stress was 0.1 MPa (Fig. 26d), the main shear mechanism was sliding of asperities over each other, while due to degradation when normal stress was 0.7 MPa (Fig. 27d), tiny windows with negative angles start to participate in the shearing process. As shown in Figs. 26 and 27, in-contact tiny windows had a wide range of angles during the shearing of matched replicas. However, the heights of in-contact tiny windows at the initial stages of shearing varied from 0 to 9.31 mm; mostly tiny windows with a specific range of heights (4.5–5.5 mm) remained in contact in the residual stage of shearing. Although it was expected that the tallest tiny windows would remain in contact of increasing shear displacement, only 11.5 % of in-contact tiny windows had heights between 8 and 9.31 mm. More than 82.3 % of the heights of the in-contact tiny windows in the residual stage of shearing were between 4 and 8 mm. This value was about 6.15 % for those in-contact tiny windows with heights between 2.5 and 4 mm.

Frequency of the in-contact tiny windows after a 0, b 0.2, c 0.4, d 1, e 6, and f 10 mm shear displacements and under 0.1 MPa normal stress by considering their heights and angles

Frequency of the in-contact tiny windows after a 0, b 0.2, c 0.4, d 1, e 6, and f 10 mm shear displacements and under 0.7 MPa normal stress by considering their heights and angles
5 Conclusions
In this paper, a new methodology for the geometric characterization of in-contact asperities during the direct shearing test of rock joints was proposed. In the proposed method, the joint surface is divided into a large number of tiny windows. Based on the tiny windows concept, the joint surfaces were reconstructed using a numerical method and contact conditions of tiny windows at different shear displacements were examined. To verify the method, the anticipated damaged areas were compared visually with image analysis results at three different shear displacements. The comparison showed that the location of the estimated damaged areas matched well with those observed by image analysis. This confirmation shows that the proposed method is suitable for detecting damaged areas. Verifying anticipated just-in-contact areas using image analysis method was not possible; however, it was presumed that the proposed method provides a way to identify just-in-contact tiny windows, though the authors believe that further and more detailed studies are necessary.
The proposed method was applied to the experimental results to track geometric properties of in-contact tiny windows in the shearing process. Results showed that the steepest tiny windows that face the shear direction (positive angles) play a primary role in the shear mechanism. These in-contact tiny windows were divided into two groups: just-in-contact tiny windows and in-contact damaged tiny windows. Before peak, the total contact area includes tiny windows that are just in contact. In this stage, the main shear mechanism is sliding of the tiny windows over each other. The steepest tiny windows start to be deformed and sheared just before the peak. In the post-peak stage of shearing, the participation of just-in-contact tiny windows in the shear process declined sharply. In this stage, the shear mechanism switched from just sliding to sliding and shearing. Due to degradation of asperities, the negative angle of some tiny windows changes to positive and these tiny windows then come in contact in the shearing process. Therefore, the tiny windows that remained in contact after the peak have a wide range of angles (from negative to positive). The only tiny windows that remained in contact in the residual stage of sharing were damaged windows. The shear mechanism in this stage is crushing of in-contact tiny windows that are strongly affected by the normal stress and shear displacement. It was observed that tiny windows with different heights participate in the shearing process; however in the residual stage, tiny windows with a specific range of heights remained in contact.
Previous researchers considered contact areas, but did not differentiate between just-in-contact areas and damaged areas. The results of the proposed method indicate that differentiating between these areas will provide greater accuracy in understanding the shear mechanism of the rock joints.
It should be emphasized that these results were obtained from perfectly matched and similar specimens. It is recommended that the proposed method be evaluated by more experiments on natural rock joints which are not perfectly matched.
References
Barbosa RE (2009) Constitutive model for small rock joint samples in the lab and large rock joint surfaces in the field. In: Diederichs M, Grasselli G (ed) Proceedings of the 3rd CANUS Rock Mechanics Symposium, Toronto
Barton N (1973) Review of a new shear strength criterion for rock joints. Eng Geol 7:287–332
Barton N, Bandis S (1990) Review of predictive capabilities of JRC-JCS model in engineering practice. In: Proceeding of International Symposium on Rock Joints. Loen Norway, AA Balkema Rotterdam, pp 603–610
Barton N, Choubey V (1977) The shear strength of rock joints in theory and practice. Rock Mech Rock Eng 10(1):1–54
El Soudani SM (1978) Profilometric analysis of fractures. Metallography 11:247–336
Gentier S, Riss J, Archambault G, Flamand R, Hopkins DL (2000) Influence of fracture geometry on shear behavior. Int J Rock Mech Min Sci 37:161–174
Grasselli G, Egger P (2003) Constitutive law for the shear strength of rock joints based on three-dimensional surface parameters. Int J Rock Mech Min Sci 40(1):25–40
Hakami E, Larsson E (1996) Aperture measurements and flow experiments on a single natural fracture. Int J Rock Mech Min Sci 33(4):395–404
Huang TH, Chang CS, Chao CY (2002) Experimental and mathematical modeling for fracture of rock joint with regular asperities. Eng Fract Mech 69:1977–1996
Hutson RW, Dowding CH (1990) Joint asperity degradation during cyclic shear. Int J Rock Mech Min Sci Geomech Abstr 27(2):109–119
Karami A, Stead D (2008) Asperity degradation and damage in direct shear test: a hybrid FEM/DEM approach. Rock Mech Rock Engng. 41(2):229–266
Kulatilake PHSW, Shou G, Huang TH, Morgan RM (1995) New peak shear strength criterion for anisotropic rock joints. Int J Rock Mech Min Sci Geomech Abstr 32(7):673–697
Ladanyi B, Archambault G (1970) Simulation of shear behaviour of a jointed rock mass. In: Proceeding of 11th US Syrup Rock Mech, pp 105–125
Lopez P, Riss J, Archambault G (2003) An experimental design linking morphology to the mechanical behavior of shear fracture surfaces. Int J Rock Mech Min Sci 40(6):947–954
Misra A (2002) Effect of asperity damage on shear behaviour of single fracture. Eng Fract Mech 69:1997–2014
Moradian ZA, Ballivy G, Rivard P, Gravel C, Rousseau B (2010) Evaluating damage during shear tests of rock joints using acoustic emission. Int J Rock Mech Min Sci 47(4):590–598
Moradian ZA, Ballivy G, Rivard P (2012) Correlation between acoustic emission source locations and damage zones of rock joints under direct shear test. Can Geotech J 49(6):710–718
Mouchaorab K, Benmokrane B (1994) A new combined servo-controlled testing machine—direct shear apparatus for the study of concrete joint behaviour under different boundary and loading conditions. ASTM J Geotech Test 17(2):233–242
Myers NO (1962) Characterization of surface roughness. Wear 5:182–189
Nemoto K, Watanabe N, Hirano N, Tsuchiya N (2009) Direct measurement of contact area and stress dependence of anisotropic flow through rock fracture with heterogeneous aperture distribution. Earth Planet Sci Lett 281:81–87
Park JW, Song JJ (2013) Numerical method for the determination of contact areas of a rock joint under normal and shear loads. Int J Rock Mech Min Sci 58:8–22
Patton FD (1966) Multiple modes of shear failure in rock. In: Proceeding 1st Cong Int Soc Rock Mech 1:509–513
Pyrak-Nolte LJ, Myer LR, Cook NGW, Witherspoon PA (1987) Hydraulic and mechanical properties of natural fractures in low permeability rock. In: Proceedings of the 6th congress international society for rock mechanics. Montreal 1:225–231
Re F, Scavia C (1999) Determination of contact areas in rock joints by X-ray computer tomography. Int J Rock Mech Min Sci 36(7):883–890
Rengers N (1970) Influence of surface roughness on the friction properties of rock planes. Congress of the International Society of Rock Mechanics:229–234
Riss J, Gentier S, Sirieix C, Archambault G, Flamand R (1997) Sheared rock joints: dependence of damage zones on morphological anisotropy. Int J Rock Mech Min Sci 34(4):258
Rousseau B, Rivard P, Marache A, Ballivy G, Riss J (2012) Limitations of laser profilometer limitations in measuring surface topography for polycrystalline rocks. Int J Rock Mech Min Sci 52:56–60
Seidel JP, Haberfield CM (1995) The application of energy principles to the determination of the sliding resistance of rock joints. Int J Rock Mech Rock Eng 28(4):211–226
Seidel JP, Haberfield CM (2002) A theoretical model for rock joints subjected to constant normal stiffness direct shear. J Rock Mech Min Sci 39(5):539–554
Tatone BSA, Grasselli G (2010) A new 2D discontinuity roughness parameter and its correlation with JRC. Int J Rock Mech Min Sci 47:1391–1400
Tse R, Cruden DM (1979) Estimating joint roughness coefficients. Int J Rock Mech Min Sci Geomech Abstr 16:303–307
Yang ZY, Di CC, Yen KC (2001) The effect of asperity order on the roughness of rock joints. Int J Rock Mech Min Sci 38:745–752
Zhao J (1997) Joint surface matching and shear strength—part A: joint matching coefficient (JMC). Int J Rock Mech Min Sci 34(2):173–178
Acknowledgments
This research program was made possible by a FONCER-INFRA Grant in partnership with Hydro-Québec. The authors would like to thank Clermont Gravel, Danick Charbonneau, and Ghislaine Luc for their cooperation.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Fathi, A., Moradian, Z., Rivard, P. et al. Geometric Effect of Asperities on Shear Mechanism of Rock Joints. Rock Mech Rock Eng 49, 801–820 (2016). https://doi.org/10.1007/s00603-015-0799-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00603-015-0799-6