
Abstract
Roll-to-roll printed electronics is a fabrication technology for electrical devices using functional ink and flexible material films. When the printing pressure is not uniform between the two rolls in the roll-to-roll process, the printing quality degrades, which makes commercialization of printed electronics difficult. In this study, we constructed a system in which both ends of the impression roll are driven individually, unlike the conventional printing pressure control system, for accurate printing pressure measurement. However, in the actual process, since the printing pressure cannot be measured in real time in the nip, which is the contact surface between one roll and the other roll, a load cell is installed at both ends of the impression roll to measure the printing pressure. This measurement limit causes a measurement delay. To compensate for the measurement delay, we measure the printing pressure and perform a frequency analysis of the measured printing pressure to calculate the correct measurement delay value. Then we calculate the measurement delay using the frequency response function and use a time delay predictor to compensate for the calculated measurement delay. However, even if the measurement delay is compensated for, there is a printing pressure error due to repeatable run-out (RRO). To eliminate the residual error after compensating for the measurement delay, we perform a frequency analysis of the printing pressure after compensating for the measurement delay. We then apply adaptive feedforward control to uniformize the printing pressure additionally.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
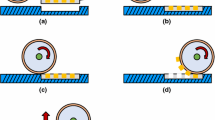
Printed electronics is a technology for the fabrication of electronic devices using functional ink and flexible films. Among various technologies, the roll-to-roll printed electronics process is a next-generation process that enables mass production at low cost and can be applied to various electronic devices, such as RFID tags, display panels, and solar cells (Khan et al. 2014). However, for commercialization, there is a need to develop a technology to enhance the printing quality, namely, to mitigate the low precision and reliability compared to silicon-based devices. Methods to improve the printing quality include web tension control, position control, and printing pressure control. Among these methods, printing pressure control affects the linewidth and conductive layer thickness: when the printing pressure between the two rolls is not uniform, the linewidth and conductive layer thickness are affected as shown in Fig. 1, which degrades the printing quality (Choi et al. 2015). Factors that induce printing pressure nonuniformity include roll machining accuracy, differences in roll relative speed, and roll runout (RRO) due to roll eccentricity. Among these, RRO due to roll eccentricity is affected by the roll inter-axial distance. Figure 2 shows the change in inter-axial distance of an impression roll and plate roll (\( L_{1} , L_{2} \)) and the resulting change in the printing pressure. As the Fig. 2 reveals, there is a close relationship between the printing pressure and the roll inter-axial distance. A previous study predicted the change in the inter-axial distance of rolls caused by RRO and minimized the printing pressure change by determining the initial conditions that minimized the change in the roll inter-axial distance (Kim et al. 2018). In addition, the conventional printing pressure control system has a structure in which the ends of the impression roll are dependent on each other, and movement of one side affects the movement of the other side and applies the printing pressure.

Printing quality according to printing pressure

Change in inter-axial distance of rolls caused by roll run-out and change in printing pressure
In this study, we constructed a system in which the two ends of the impression roll are driven individually, unlike the conventional printing pressure control system, for accurate printing pressure measurement. However, in the actual process, since the printing pressure cannot be measured in real time in the nip, which is the contact surface between one roll and the other roll, a load cell is installed at both ends of the impression roll to measure the printing pressure. This measurement limit causes a measurement delay. To compensate for the measurement delay, we measure the printing pressure and perform a frequency analysis of the measured printing pressure to calculate the correct measurement delay value. To determine the relationship between the force generated in the nip and the load cell signal, an impact test is performed to obtain the frequency response function. Then we calculate the measurement delay using the frequency response function and use a time delay predictor to compensate for the calculated measurement delay. However, even if the measurement delay is compensated for, there is a printing pressure error due to RRO. To eliminate the residual error after compensating for the measurement delay, we measure the RRO of the roll under the initial conditions, which minimizes the change of the inter-axis distance of the roll performed in our previous study. We also perform a frequency analysis of the printing pressure after compensating for the measurement delay. When there are periodic errors such as RRO, adaptive feedforward control is more effective than feedback control, so adaptive feedforward control is applied to make the printing pressure uniform (Oh et al. 2007).
2 Roll-to-roll printing pressure control system
Printed electronics can be classified into contact type and non-contact type. Contact printing includes gravure printing, flexo printing, screen printing, and offset printing. The printing method we use is gravure printing. Roll-to-roll gravure printing is a technique that uses impression rolls to conduct ink from a plate roll to a flexible material for printing. In conventional printing pressure systems, the movement of one side of the roll affects the movement of the other side. To avoid this condition, we designed a printing pressure control system with individual movement of the two ends of the impression roll. Unlike the conventional gravure printing system, our system operates individually as shown in Fig. 3. Figure 4 shows that two servo motors and a construction operate individually due to the bearing between the impression roll and the linear motion guide (Oh et al. 2016).

Printing pressure control system: a conventional printing pressure control system, b individual printing pressure control system

Performance property of individual printing pressure control system
3 Measurement delay compensation through feedback torque control
3.1 Measurement delay compensation
In the actual process, the printing pressure on the nip, which is the contact surface between the two rolls, cannot be measured in real time, so we installed load cells on each end of the impression roll to measure the printing pressure. This type of measurement results in the measurement delay. Figure 5b shows the frequency analysis results for the load cell signal of Fig. 5a, which was used to calculate the precise measurement delay value. The roll rotation frequency was in the low frequency range of 0–0.8 Hz, which is a relatively large frequency range of interest. Impact testing was also carried out to determine the difference between the force on the nip and the load cell signal. The impulse duration at the impact point of the impression roll was made short and 10 impacts were conducted (Ahn and Jeong 2002). Figure 6 shows the obtained phase graph of the frequency response function. The delay in the time domain was the same as the phase with a linear slope in the frequency domain, as shown in Eq. (1), due to the nature of the Fourier transform. Thus, the time delay value could be calculated using the phase component of the frequency, as shown in Eq. (2). Calculating the slope \( m \) for the linear range of 0–0.5 Hz in the phase graph of Fig. 6 resulted in a slope of 0.497 and there was a time delay of 0.07911.
where

Load cell signal: a measured printing pressure, b frequency analysis of load cell signal

Frequency response function between load cell and nip of impression roll
3.2 Experiment and experiment results
Figure 7 shows the printing pressure control system to compensate measurement delay. The time delay predictor proposed by Smith was used to compensate for the calculated measurement delay. Figure 8 shows the printing pressure compensation result using the time delay predictor. For the experiment, the roll rotation speed and load cell pressure were maintained at 10.47 rad/min and 20 kgf, respectively. The maximum and minimum printing pressures before compensating for the measurement delay were 20.8048 kgf and 18.1028 kgf, respectively. The difference of 2.702 kgf decreased to a difference of 1.5388 kgf after the delay compensation, with the maximum and minimum of 20.5871 kgf and 19.0483 kgf, respectively. The standard deviation of the printing pressure error also decreased by approximately 26% from 0.3670 to 0.2705 kgf. As shown in Fig. 8, the delay compensation was more effective in reducing large errors such as notches.

Printing pressure control to compensate measurement delay

Printing pressure comparison between before and after delay compensation
4 Rro compensation through adaptive feedforward control
4.1 Measurement of repeatable run-out
Even if the measurement delay caused by the measurement limit is compensated for, there is still a printing pressure error due to RRO. To eliminate the residual error, the RRO of the roll should be precisely measured. Since the plate roll material was steel, a gap sensor was used to measure the RRO and a laser sensor was used to measure the RRO for the impression roll made of silicon. The specifications of the displacement sensors are shown in Table 1. For the experiment, the roll rotation speed and load cell pressure were maintained at 10.47 rad/min and 20 kgf, respectively, and 10 rotations were conducted to calculate the total average. Figure 9 shows the results obtained with a maximum plate roll RRO of around 0.015 mm and a maximum impression roll RRO of around 0.002 mm. The measurement delay was compensated for and the remaining residual error was confirmed by RRO. Figure 10 shows the residual error remaining by the RRO. We selected 1×, 2×, 5×, 10×, 13×, 14×, 15× and 16× with an amplitude of 0.06 or more as frequency components to be removed.

Repeatable run-out of roll: a RRO measurement of plate roll, b RRO measurement of impression roll

Residual repeatable error
4.2 Adaptive feedforward control
Figure 11 shows the adaptive feedforward control system to reduce residual repeatable error. If a periodic disturbance \( d_{RRO} \left( t \right) \), a repeatable runout, can be defined in trigonometric form as,

Adaptive feedforward control to reduce residual repeatable error
When the disturbance is determined, the input \( u_{r} \) of the feedforward control can be expressed as Eq. (4).
where p is frequencies component to be rejected. If the RRO, is known as given Eq. (3), the repeatable error can be minimized with a proper selection of \( w_{c} \left( {n,k} \right) \) and \( w_{s} \left( {n,k} \right) \) at the frequency of \( \omega_{0} \left( k \right) \). Having the error defined in terms of frequency component, an update rule that can minimize the error should be laid out. Establishment of the Fourier coefficients update rule is straight forward and can be done with Eqs. (5) and (6) (Oh et al. 2009).
where \( \eta \) is an update constant, \( e \) is a residual repeatable error, and \( A_{Q} \left( k \right) \) and \( \phi_{Q} \left( k \right) \) are the magnitude and phase of sensitivity \( Q \) at \( \omega_{0} \left( k \right) \), respectively. \( Q \) means \( \frac{P}{1 + PC} \) and can be obtained experimentally.
4.3 Experiment and experimental results
Figure 12 shows the experimental results of left part of roll using adaptive feedforward control. For the experiment, the roll rotation speed and load cell pressure were maintained at 10.47 rad/min and 20 kgf, respectively.

Printing pressure comparison between before and after repeatable run-out compensation of left part of roll
The maximum and minimum printing pressures were 20.5871 kgf and 19.0483 kgf when the torque control and delay compensation were performed, and the maximum and minimum printing pressures were 20.2434 kgf and 19.7443 kgf when the torque control, delay compensation and RRO compensation were performed. The peak-to-peak of printing pressure was 1.5388 kgf when the torque control and delay compensation were performed and 0.4991 kgf when torque control, delay compensation and RRO compensation were performed. In addition, the standard deviation of the printing pressure error was 0.2705 kgf when the torque control and the delay compensation were performed, and 0.0757 kgf when the torque control, delay compensation and RRO compensation were performed. With a comparison of the results for performing only the torque control and the results for performing the torque control, the delay compensation, and the RRO compensation, we confirmed that the standard deviation of the printing pressure error was reduced by about 72%.
And residual errors are found even when adaptive feedforward control is applied. While the printing pressure control system was individually designed, residual errors are presumed to have resulted from mechanical interference. As a follow-up study, the printing pressure control system will be improved to consider mechanical interference.
Figure 13 shows the printing pressure of the right part of the roll. Experimental results in Fig. 13 are similar to the results in Fig. 12. And we can observe that the printing pressure errors are greatly reduced in Figs. 12 and 13.

Printing pressure comparison between before and after repeatable run-out compensation of right part of roll
5 Conclusion
We have proposed a combined compensation method for the measurement delay of the roll-to-roll printing pressure system by time delay predictor and the residual error by adaptive feedforward control after compensating for the measurement delay.
First of all, the measurement delay between the load cell signal and the force generated in the nip was identified by the frequency response function excited by the impulse on the impression roll near the nip. The printing pressure error of the conventional torque control was reduced by 43 percent in standard deviation, by comparison with the error of the torque control with the measurement delay compensation. And we additionally applied an adaptive feedforward controller for selected frequency components, to eliminate the residual error after compensating for the measurement delay.
Therefore, to verify the proposed combined compensation method, we observed that the printing pressure error of the conventional torque control was reduced by 72% in standard deviation from 0.2705 to 0.0757 kgf, by comparison with the error of the torque control with the measurement delay compensation and the adaptive feedforward controller.
References
Ahn S, Jeong W (2002) The errors and reducing method in 1-dof frequency response function from impact hammer testing. J KSNVE 12(9):702–708
Choi Y, Lee E, Lee T, Kim K (2015) Optimization of a reverse-offset printing process and its application to a metal mesh touch screen sensor. Microelectron Eng 134:1–6
Khan S, Lorenzelli L, Dahiya R (2014) Technologies for printing sensors and electronics over large flexible substrates: a review. J IEEE Sensors 15(6):3164–3185
Kim Y, Kim M, Kim T, Kim J, Oh D (2018) Printing pressure uniformization of a roll-to-roll system using roll runout. Microsyst Technol 24(11):4561–4568
Oh D, Koo J, Suh S (2007) A robust adaptive feedforward method for the compensation of harmonic disturbances. Microsyst Technol 13(8–10):1261–1269
Oh D, Moon H, Choi H, Koo J (2009) A disturbance compensator with enhanced frequency tolerance for the micro-position control of magnetic heads. Microsyst Technol 15(10–11):1557–1561
Oh D, Jung M, Kim H (2016) Pressure keeping device for roll-to-roll system. Korea Patent, 1016476240000
Acknowledgements
This research was supported by the mid-career researchers program through the National Research Foundation of Korea (NRF) funded by the Ministry of Science and ICT (No. NRF-2018R1A2B6003891).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kim, J., Kim, Y., Kim, T. et al. Printing pressure uniformization through adaptive feedforward control in roll-to-roll printing process. Microsyst Technol 26, 265–273 (2020). https://doi.org/10.1007/s00542-019-04640-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-019-04640-8