
Abstract
This paper presents a vacuum encapsulation technique and stability characterization for MEMS resonator. Sn-rich Au–Sn solder bonding is used to achieve reliable hermetic packaging with high shear strength. Simple planar feedthrough structure is utilized to achieve electrical interconnection and low cost of packaging. The stabilities of the encapsulated resonator are systematically studied, including frequency stability, temperature stability, long-term hermeticity, and mechanical reliability. The short-term and medium-term frequency stability are ± 0.4 and ± 3 ppm, respectively. The temperature cycle test is introduced between − 20 and 80 °C, and the resonant-frequency drift of the packaged resonator is within ± 4 ppm between 40 temperature cycles. Furthermore, the packaged resonator is temperature compensated by micro-oven, which obtained a frequency stability range of ± 13 ppm between 20 and 100 °C. The packaged resonator shows favorable long-term stability of the Q-factor over 200 days and average shear strength of 43.93 MPa among 12 samples.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Silicon based micro-electro-mechanical systems (MEMS) resonators are considered as potential substitutes for quartz crystal and ceramic resonators in wireless communication systems due to their small size, low cost, high performance, and “on-chip” integrated circuit compatible fabrication process (Luo et al. 2016). MEMS movable structures are fragile and sensitive to particle contamination, which makes the packaging of these devices as one of the key success factors for the commercialization of MEMS. The performances of MEMS resonators, such as frequency stability, quality factor (Q-factor), are significantly affected by environmental change. Therefore, encapsulation solutions that are robust and reliable must be developed for MEMS resonators.
There are two primary methods for encapsulating MEMS devices. One is the thin-film encapsulation technology that encapsulation layer is directly deposited on the device. The main steps are as follows: (1) deposit sacrificial layer on top of the device, such as SiO2, (2) deposit the encapsulation layer, such as silicon, SiC, (3) release the sacrificial layer via access holes in the encapsulation layer, (4) deposit seal layer on the access holes. Recently, epitaxial highly doped silicon thin-film encapsulation technique has been developed to achieve highly reliable packaging for MEMS devices (Candler et al. 2006, 2007; Chen et al. 2011). Although the thin-film encapsulation method reduces effectively the device size, the sacrificial layer removing and vacuum sealing process is very complicated. Wafer-bonding technology is another approach to provide vacuum sealing for MEMS devices (Hsu 2006, 2008; Hsu and Pai 2007), including anodic bonding (Tanaka 2014), glass frit bonding (Wu et al. 2012), eutectic bonding such as Cu–Sn bonding and Au–Sn bonding (Marauska et al. 2013; Mavoori et al. 2002). Among the vacuum packaging technologies, Au–Sn bonding has high yield strength, corrosion and creep resistance, and good electrical conductivity. Au–Sn bonding with Au80Sn20 solder is widely used in Au-rich Au–Sn bonding methods, however, Au80Sn20 is a hard solder which is susceptible to the structure stresses (Kim et al. 2005). Furthermore, Au80Sn20 solder bonding consumes a large amount of Au, which leads to high process cost. Our previous work has developed a Sn-rich Au–Sn bonding method with Au46Sn54 solder, which has the advantages including: hermetic sealing, low cost, high shear strength, high tolerance of roughness for the bond interface and good electrical conductivity (Fang et al. 2013).
This work presents a reliable encapsulation method for MEMS resonators based on Sn-rich Au–Sn bonding method with Au46Sn54 solder. Sn-rich Au–Sn solder bonding provides a reliable and low-cost encapsulation, and allows simple planar feedthrough structures to be utilized. Furthermore, this work systematic studies the reliability performance of the packaged MEMS resonators, including short and medium term frequency stability, temperature cycle test, temperature stability, long-term hermeticity, and shear strength test.
2 Fabrication
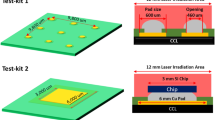
The fabrication process flow of the cap wafer is shown in Fig. 1a–f. Pyrex 7740 glass wafer is used as a cap wafer. Firstly, Cr/Au films are used as a mask to etch a cavity by buffered HF solution for the disk resonator (Fig. 1a). Secondly, a shallow cavity around the electrical pads is etched using a reactive ion etch (RIE) process to accommodate the grounding structures of the resonator (Fig. 1b). Thirdly, notches are made by RIE process to ensure planar bond surface (Fig. 1c). Au feedthroughs are formed by lift-off process (Fig. 1d). Then, SiO2 film is deposited with PECVD and patterned in 5% HF solution to provide electrical isolation between feedthroughs and bond ring (Fig. 1e). Finally, Cr/Au/Sn/Au stacked layers with thicknesses of 50 nm/150 nm/2.1 μm/50 nm are patterned by lift-off process on the Pyrex 7740 cap wafer (Fig. 1f). The bonding layers contain Cr/Au layers and Cr/Au/Sn/Au stacked layers on the device wafer and cap wafer, respectively, which serve as sealing ring and electrical contacts. The Au–Sn weight ratio of the designed bonding layers is close to the theoretical weight ratio for AuSn2 phase with high Vickers-hardness (Fang et al. 2013).

Schematic cross-sectional views for the main fabrication process of encapsulation. a–f Fabrication process flow of cap wafer. g The bonding between device and cap wafers using Sn-rich Au–Sn solder
The resonator used in this work is a two-port disk resonator, which consists of a 18-μm-radius polysilicon disk with the thickness of 2.5 μm, and two electrodes are located around the disk with a gap of 70 nm. When the resonator is electrostatically excited in its two-port configuration, it operates at the radial-contour mode. The resonant frequency of the resonator can be obtained via the following expression (Wang et al. 2004):
where α is a mode-dependent scaling factor (α = 1 for fundamental mode); κ is a parameter dependent upon Poission’s ratio (κ = 0.342 MHz/μm for polysilicon); Rdisk is the radius of the disk; E and ρ are the Young’s modulus and the density, respectively.
According to the expression (1), the resonator has a resonant frequency of 150 MHz for 18-μm-radius disk. Limited by the precision of micro-fabrication process, the radius of the stem is designed as 1.5 μm to minimize the anchor loss, which is beneficial to achieving high Q. Besides, the polysilicon heating resistor used as a micro-oven and a resistance thermometer is designed around the resonator. The designed resonator is fabricated with the process reported in (Xie et al. 2011), as shown in Fig. 2.

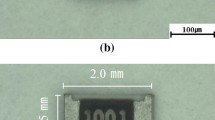
The upper left shown is the SEM photograph of the resonator as well as the schematic of the designed micro-oven. The upper right shown is the photograph of the packaged resonator using Sn-rich Au–Sn bonding. The lower shown is the mode shape and the dimensions for the resonator
The bonding of cap and device wafers is carried out with SUSS SB6e vacuum bonder. The bonding is performed at 310 °C lasting for 60 min with a force of 7 MPa, and the pressure of the bonder chamber is around 3 × 10−4 mbar. In the bonding process, Au–Sn peritectic reaction takes place, and AuSn2 phase becomes the predominated phase in the joint (Fang et al. 2013). After the encapsulation process, the packaged resonator is shown in Fig. 2.
3 Frequency response
The frequency response of the resonator is characterized by two-port measurement scheme. The frequency spectrum of the packaged resonator is measured by applying a DC-bias voltage of 8 V, and the results are compared with the measured result of the resonator before packaging, as shown in Fig. 3. After packaging, the transmission curve of the resonator is not distorted by parasitic capacitance and resistance of encapsulation structure, which indicates the encapsulation method providing superior electrical interconnection and less parasitic effect.

Resonant spectrums of the resonator before and after packaging
Moreover, the Q-factor of the resonator increases from 5600 to 10,500 after package. This is due to a reduced pressure in the packaged cavity which minimizes the effect of air-damping loss. The frequency spectrum of the unpackaged resonator is separately measured as a function of operation pressure, in order to observe the effect of air damping on the Q-factor of the resonator. Figure 4 presents a plot of Q versus pressure for the resonator before packaging over a range of 0.01 mbar to atmospheric pressure (~ 1000 mbar). In the measurement, the unpackaged resonator is placed inside a custom-built vacuum chamber. The DC-bias voltage is maintained at 8 V, and the ac power is 0 dBm. As shown in Fig. 4, the Q-factor of the resonator is more than 104 with pressure lower than 1 mbar and increases slowly with the pressure down to 100 mbar. The experimental results indicate that vacuum level lower than 1 mbar can be achieved in the packaged cavity. With lower air damping effect, the transmission gain at harmonic peak increases from − 67.58 to − 62.24 dB after encapsulation.

Measured Q-factors as a function of operating pressure in the range of 0.01–1 bar before packaging
4 Frequency stability
The frequency stability of MEMS resonator over time is essential for using as a frequency reference, which highly depends on the packaging quality. The frequency stability of MEMS resonator can be evaluated by measuring the resonant frequency over a period of time and with temperature cycles. The measurement setup diagram is shown in Fig. 5. The MEMS resonator is embedded in the printed circuit board with two-stage amplifier feedback circuits to output frequency signal. To minimize temperature-related frequency variations, the resonator is placed in a temperature-controlled chamber with temperature accuracy of ± 0.3 °C. Then Agilent 53220A frequency counter is used to record the output frequency of the resonator.

Schematic of test setup for the resonators in temperature chamber for frequency stability test
The monitored frequency stability of MEMS resonators at room temperature (25 °C) is represented in Fig. 6, including short-term frequency stability (STFS) and middle-term frequency stability (MTFS) measurements. STFS is noise-random frequency changes at the time periods of few minutes, and MTFS is mainly dominated by temperature variation, which is characterized by the frequency stability against temperature. For the sealed resonator, the measured STFS and MTFS are ± 0.4 and ± 3 ppm, respectively. The small drifts are mainly sourced from the resonant frequency variation and the chamber-induced temperature variation. The measured results indicate that the sealed resonator achieves superior frequency stability, because the encapsulation technique provides high vacuum environment for the resonator to achieve high Q-factor as well as against outside contaminations.

The sealed resonator in short term frequency stability for 15 min (a) and middle term frequency stability for 72 h (b)
Besides, temperature cycle test is done in order to quantify the packaging quality. If there is residual stress on the resonator due to encapsulation, it will cause frequency deviation of MEMS resonators (Candler et al. 2007). The measurement setup diagram is shown in Fig. 5, and the temperature of the chamber ramped up to 80 °C and down back to 25 °C. After this cycle, temperature is held for 20 min to be stabilized, and then the resonant frequency of the packaged resonator is measured. Similarly, the temperature is then ramped down to − 20 °C, back to 25 °C, and the resonant frequency is measured again (Fig. 7a). After 40 temperature cycles, the resonant-frequency drift of the packaged resonator is within ± 4 ppm (Fig. 7b), which stays within the measurement error due to the temperature accuracy of ± 0.3 °C in the chamber. The results indicates that there is no significant residual stress caused by encapsulation, because Sn-rich Au–Sn solder is soft, and the bonding temperature is controlled to release the structure stresses (Fang et al. 2013).

a The temperature change between one temperature cycle. b The resonant-frequency drift of the sealed resonator between 40 cycles from 25 to 80 and − 20 °C
5 Temperature compensation
The temperature frequency stability of a MEMS resonator is essential for practical applications. The temperature variation of the resonant frequency can be approximated as a linear relation expression:
where TCf is the temperature coefficient of the resonant frequency. The temperature coefficient TCf is decided by the thermal expansion coefficient of material and the temperature coefficient of its Young’s Modulus, and is given by (3) (Wang et al. 2004):
where apoly is the thermal expansion coefficient of polysilicon (2.6 ppm/°C) and TCE is the temperature coefficient of its Young’s Modulus (− 40 ppm/°C). According to the expression (3), the predicted temperature coefficient of the polysilicon disk resonator is about − 22.6 ppm/°C.
Figure 8 shows the frequency spectrums of the resonator measured from 20 to 100 °C with 10 °C intervals. The uncompensated temperature coefficient of frequency (TCf) for the resonator is − 16.19 ppm/°C, mainly resulting from the thermal expansion of material and Young’s Modulus variation with temperature. The measured TCf is consistent with the prediction of − 22.6 ppm/°C, and the small deviation between them is mainly caused by the fabrication deviations of dopant concentration and electrode-to-resonator gap.

The frequency responses of the uncompensated resonator measured from 20 to 100 for 10 °C intervals; inset shows the temperature dependence of the relative frequency change Δf/f0
Temperature compensation is one of the major concerns for the commercialization of MEMS resonators. The commercial products by SiTime Inc. have achieved some impressive performance with materials-based temperature compensation, combined with digital compensation, which are substitutes for traditional quartz or SAW resonant devices (Datasheet from SiTime Corporation web-site 2013, 2017). There are some compensation schemes to improve the temperature stability of MEMS resonators, such as compensation materials (Melamud et al. 2007), modifying the structural stresses (Hsu and Nguyen 1998), employing electrostatic forces (Ho et al. 2006), utilizing micro-oven (Nguyen and Howe 1993), and so on. Among these compensation methods, the use of micro-oven is simple, and also can achieve good temperature frequency stability. As shown in Fig. 2, the polysilicon heating resistors used as micro-oven are designed around the resonator and fabricated with the resonators in the same process step. Inputting dc current between the A and B pads of the heater in Fig. 2, the resonator is heated via Joule heating and its temperature is controlled while the frequency is monitored. Figure 9 shows the frequency drift dependence on the applied current to the built-in heater, a 70 mA current leads to a frequency change of approximately 1400 ppm. Therefore, the built-in micro-oven can achieve a large range of frequency compensation. The resistance of the embedded micro-oven is ~ 120 Ω. The overall Joule heating power consumption is estimated to be ~ 0.147 °C/mW, which is comparable with that of the reported MEMS devices with micro-oven (Chen et al. 2016; Shin et al. 2017).

The heating current dependence of the relative frequency change Δf/f0 between 0 and 70 mA
With the thermal sensitivity of the polysilicon resistor, the polysilicon resistor is also used as a resistance thermometer in this work. As the temperature increases from 0 to 100 °C, the measured resistance of the thermometer decreases from 122.7 to 116.4 Ω. The temperature of the resonator can be monitored through the resistance thermometer, and then the heating current is regulated to maintain the temperature. With this compensation method, a precise frequency tuning can be achieved over a wide temperature range. Figure 10 shows the temperature dependence of the relative frequency change Δf/f0 for the compensated resonator. The compensated resonator presented in this paper obtained the frequency stability of ± 13 ppm between 20 and 100 °C. The temperature stability of the compensated resonator can meet the demand of some commercial applications. In the future work, the temperature stability can be future enhanced by using high precision temperature sensor Pt instead of polysilion.

The temperature dependence of the relative frequency change Δf/f0 compensated by micro-oven
6 Hermeticity and shear strength test
Hermeticity of encapsulated MEMS resonator is essential for reliable and repeatable performance over a long period of time to against potential contaminants such as dust particles, moisture, and gas molecules. In this paper, the hermeticity test is implemented by monitoring the Q-factor, which is commonly used in the MEMS industry. In the hermeticity test, the packaged resonator is served as a pressure sensor to monitor the pressure in the packaged cavity. As shown in Fig. 11, the small drop of the Q-factor is caused by outgassing in the first 20 days, and the Q-factor remains stable in the next 180 days. The favorable long-term stability of the Q-factor indicates that the packaged resonator has good hermeticity.

The Q drift with the operation time of 200 days for the encapsulated resonator
The bonding strength has to be strong enough to withstand the following process, such as dicing, injection molding of plastic. The shear strengths of 12 samples are measured using a Royce 650 bond tester, and the measurement results are shown in Fig. 12. The maximum, minimum and average shear strengths are 49.6, 37.4 and 43.93 MPa, respectively, which shows that the shear strengths of the packaged resonators are much higher than the shear strength criterion benchmarked by MIL-STD-883F (the minimum shear strength which a die can withstand is 6.1 MPa). The high shear strength is due to the full reaction of the Au–Sn solder to form more AuSn2 phase during the encapsulation process.

Measured results of shear strengths for 12 packaged samples
7 Conclusion
The MEMS resonator is encapsulated based on Sn-rich Au–Sn solder bonding technique as well as simple planar feedthrough structures. Taking advantage of the vacuum encapsulation, the packaged resonator has achieved the Q-factor increasing from 5600 to 10,400 and the transmission gain at harmonic peak increasing from − 67.58 to − 62.24 dB with low noise.
The frequency stability of the packaged resonator is systematically studied. The STFS and MTFS are ± 0.4 and ± 3 ppm, respectively. The resonant-frequency drift of the packaged resonator is within ± 4 ppm between 40 temperature cycles. With the temperature compensation of micro-oven, the packaged resonator obtained the frequency stability of ± 13 ppm between 20 and 100 °C.
The hermeticity of the packaged resonator is verified by monitoring the Q-factor over 200 days, and the favorable long-term stability of the Q-factor indicates that the packaged resonator has good hermeticity. Besides, the shear strengths of 12 packaged samples are tested, and the measured results show the shear strengths of all samples are much higher than MIL-STD-883F. The encapsulated resonator has favorable stabilities, including frequency stability, temperature stability, long-term hermeticity, mechanical stability, which demonstrates that it has potential application in high-end timing systems.
References
Candler RN, Hopcroft MA, Kim B, Park WT, Melamud R, Agarwal M, Yama G, Partridge A, Lutz M, Kenny TW (2006) Long-term and accelerated life testing of a novel single-wafer vacuum encapsulation for MEMS resonators. J Microelectromech Syst 15(6):1446–1456
Candler RN, Kim B, Hopcroft MA, Agarwal M, Park WT, Kenny TW (2007) Sens Actuators A 136:125–131
Chen KL, Wang SS, Salvia JC, Melamud R, Howe RT, Kenny TW (2011) Wafer-level epitaxial silicon packaging for out-of-plane RF MEMS resonators with integrated actuation electrodes. IEEE Trans Compon Packag Manuf Technol 1:310–317
Chen YH, Ng JE, Shin DD, Ahn CH, Yang YS, Flader IB, Hong VA, Kenny TW (2016) Ovenized dual-mode clock (ODMC) based on highly doped single crystal silicon resonators. In: Proceedings of IEEE international conference on micro electro mechanical systems, Shanghai, China, 24–28 Jan 2016, pp 91–94
Datasheet from SiTime Corporation web-site (2013) http://www.sitime.com/products/datasheets/sit9120/SiT9120-datasheet.pdf
Datasheet from SiTime Corporation web-site (2017) http://www.sitime.com/products/datasheets/sit9366/SiT9366-datasheet.pdf
Fang ZQ, Mao X, Yang JL, Yang FH (2013) A wafer-level Sn-rich Au–Sn intermediate bonding technique with high strength. J Micromech Microeng 23(9):095008
Ho GK, Sundaresan K, Pourkamali S, Ayazi F (2006) Temperature compensated IBAR reference oscillators. In: Proceedings of IEEE international conference on micro electro mechanical systems, Istanbul, Turkey, 22–26 Jan 2006, pp 910–913
Hsu WT (2006) Reliability of silicon resonator oscillators. In: Proceedings of IEEE international frequency control symposium and exposition, Miami, USA, 4–7 June 2006, pp 389–392
Hsu WT (2008) Resonator miniaturization for oscillators. In: Proceedings of IEEE international frequency control symposium, Honolulu, USA, 19–21 May 2008, pp 392–395
Hsu WT, Nguyen CTC (1998) Geometric stress compensation for enhanced thermal stability in micromechanical resonators. In: Proceedings of IEEE ultrasonics symposium, Sendai, Japan, 5–8 Oct 1998, pp 945–948
Hsu WT, Pai MF (2007) The new heart beat of electronics - silicon MEMS oscillators. In: Proceedings of electronic components and technology conference, Reno, USA, 29 May–1 June 2007, pp 1895–1899
Kim DW, Kim JS, Wang GL, Lee CC (2005) Nucleation and growth of intermetallics and gold clusters on thick tin layers in electroplating process. Mater Sci Eng A 393:315–319
Luo W, Zhao JC, Yuan Q, Peng BH, Yang JL, Yang FH (2016) Nonlinear effect of disk resonator. Microsyst Technol 22(12):2971–2976
Marauska S, Claus M, Lisec T, Wagner B (2013) Low temperature transient liquid phase bonding of Au/Sn and Cu/Sn electroplated material systems for MEMS wafer-level packaging. Microsyst Technol 19(8):1119–1130
Mavoori H, Ramirez AG, Jin SH (2002) Lead-free universal solders for optical and electronic devices. J Electron Mater 31:1160–1165
Melamud R, Kim B, Chandorkar S, Hopcroft MA, Agarwal M, Jha CM, Kenny TW (2007) Temperature-compensated high-stability silicon resonators. Appl Phys Lett 90(24):244107–244109
Nguyen CTC, Howe RT (1993) Microresonator frequency control and stabilization using an integrated micro oven. In: Proceedings of international solid-state sensors, actuators and microsystems conference, Yokohama, Japan, 7–10 Jun 1993, pp 1040–1043
Shin DD, Chen YH, Flader IB, Kenny TW (2017) Epitaxially encapsulated resonant accelerometer with an on-chip micro-oven. In: Proceedings of international solid-state sensors, actuators and microsystems conference, Kaohsiung, Taiwan, 18–22 June 2017, pp 595–598
Tanaka SJ (2014) Wafer-level hermetic MEMS packaging by anodic bonding and its reliability issues. Microelectron Reliab 54(5):875–881
Wang J, Ren Z, Nguyen CTC (2004) 1.156-GHz self-aligned vibrating micromechanical disk resonator. IEEE Trans Ultrason Ferroelectr Freq Control 51(12):1607–1628
Wu GQ, Xu DH, Xiong B, Wang YC, Wang YL, Ma YL (2012) Wafer-level vacuum packaging for MEMS resonators using glass frit bonding. J Microelectromech Syst 21(6):1484–1491
Xie J, Liu YF, Zhao H, Yang JL, Yang FH (2011) Reliable low-cost fabrication and characterization methods for micromechanical disk resonators. In: Proceedings of international solid-state sensors, actuators and microsystems conference, Beijing, China, 5–9 June 2011, pp 2462–2465
Acknowledgements
This work was supported by the National Natural Science Foundation of China (61734007), the Key Research Program of Frontier Science of CAS (QYZDY-SSW-JSC004), the National Key Research and Development Program of China (2017YFB0405400), the Key Research & Development Program of Jiangsu Province, China (BE2016007-2), and the Major Project of Natural Science Research of the Higher Education Institutions of Jiangsu Province, China (16KJA510006).
Author information
Authors and Affiliations
Corresponding authors
Rights and permissions
About this article

Cite this article
Zhao, J., Yuan, Q., Sun, H. et al. Stability characterization of vacuum encapsulated MEMS resonators with Au–Sn solder bonding. Microsyst Technol 24, 3885–3892 (2018). https://doi.org/10.1007/s00542-018-3888-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-018-3888-0