
Abstract
Porous metals with a cellular structure have attracted attention because of their excellent characteristics. These include a higher stiffness to weight ratio and improved impact energy absorption. Porous metals are formed in the vapor phase, liquid phase, or solid phase. However, conventional processing methods pose some difficulties, such as large pore growth and process complexity. A novel fabrication method for closed-cell porous metals is presented herein. In the new method, a bubble generation mechanism creates small bubbles in molten metal with a cylindrical hollow ultrasonic step horn. The fabrication system consists of a gas supply system, a temperature regulator, and a microbubble generator, which can break down supplied gas into microbubbles by using ultrasound waves. This fabrication method can be used to readily produce closed-cell porous metals and to create lightweight alternatives for many industrial materials. Microbubbles have low buoyancy and oxide films are formed in molten metal. With the new method, the generated microbubbles remain within the molten metal until it solidifies by cooling, resulting in a closed-cell porous metal. The porosity of the fabricated porous metal is greater than 70%.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
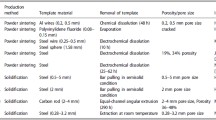
Current efforts focused on reducing the weight of mechanical components and automobile parts are expected to bring a beneficial environmental impact. For the same purpose, lightweight materials metals such as aluminum alloy and magnesium alloy are widely-used in various machines. Porous metals, in particular, have attracted attention as they have excellent characteristics, such as a relatively high stiffness to weight ratio compared to that of conventional light metals, controllable electrical and thermal conductive properties when their inner structure is changed (Feng et al. 2015), and great impact energy absorption capacity (Ashby et al. 2000). Because of these features, porous metals can be used as structural materials and high-efficiency heat exchangers (Boomsma et al. 2003). There are currently some conventional fabrication methods for obtaining porous metals in the vapor, liquid, or solid phase. Vapor phase deposition or electrodeposition of metal is performed on a polymer foam precursor that is burnt out, leaving cell surfaces with hollow cores. In the solid-state method, hollow cores are generated by heating powder metal with a foaming agent such as TiH2. In the method using a liquid state, molten metal with a foaming agent powder is used, or molten metal is foamed with bubbles. Some methods are in commercial production. Conventional fabrication methods, however, pose some difficulties, such as large pore size, process complexity, and a high risk of dust explosion.
Makuta et al. (2012) reported that small bubbles could be generated in molten metal from through a cylindrical hollow ultrasonic step horn oscillating with an amplitude of 40 μm at 20 kHz. With this bubble generation mechanism, we developed a novel fabrication method for porous metals by blowing ultrasonically generated microbubbles into the molten metal. The fabricated metal has high porosity and contains mostly pores smaller than 100 μm in diameter. This fabrication method can be easily adapted to generate porous metals and to create lightweight alternatives for many industrial materials.
2 Materials and methods
The base material used in fabricating closed-cell porous metal was a low-melting-point alloy (lead-free solder alloy, SOLDER COAT Co., Ltd., Japan). It is made of tin, bismuth, and indium. The bubble generator consists of an ultrasonic atomizer (UH-50, SMT Co., Ltd., Japan) with a cylindrical hollow step horn (with an outgassing orifice of 2.6 mm internal diameter and 6 mm external diameter). The flow path interior and the gas supply source are shown in Fig. 1. In this generator, when the horn oscillates in the molten metal at high frequency, the gas–liquid interface at the horn orifice breaks down into multiple microbubbles of less than 100 μm size.

Experimental apparatus for production of closed-cell porous metal using a hollow ultrasonic horn
The closed-cell porous metal production involves the following steps:
-
1.
A Teflon beaker (diameter 48 mm and height 20 mm) containing approximately 200 g of molten base material placed in a laboratory dish (diameter 90 mm and height 60 mm).
-
2.
A 2 wt % surfactant (anionic polyvinyl alcohol, Nippon Gohsei Co., Ltd., Japan) aqueous solution is prepared for use in reducing the temperature gradient between the top and bottom of the molten metal.
-
3.
The two containers are heated up to 95 °C on a hot stirrer (RSH-1DN, AS ONE Co., Ltd., Japan).
-
4.
The tip of the hollow ultrasonic horn is inserted in the molten metal and 35 mL/min of air is blown through the delivery orifice using the peristaltic pump (Masterflex 7554-90, Cole-Parmer Instrument Co., Ltd., USA). The insertion depth of the hollow ultrasonic horn from the metal interface to the tip of the horn is 8 mm.
-
5.
Vibrate the ultrasonic horn end with an amplitude of 40 μm at 20 kHz for 6 min. During blowing, molten base metal is gradually foamed, as shown in the consecutive frames of Fig. 2.
Fig. 2 
Timed picture frames recorded during production process of porous metal
-
6.
The Teflon beaker containing the bubbled molten metal is removed out of the hot aqueous solution and cooled in chilled water (10–15 °C).

In conventional methods using liquid state materials, a viscosity-modifying agent is necessary in order to keep the bubbles inside the melt. In contrast, molten metal can be foamed without a foaming agent by simply using the new method.
3 Results and discussion
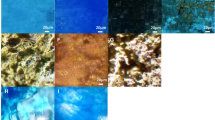
Timed images before and after blowing microbubbles are shown in Fig. 2. Molten metal is blown by microbubbles ultrasonically; it solidifies after cooling. During solidification, it is difficult for microbubbles to escape from the molten metal. Cross-sectional images of the fabricated porous metal are shown in Fig. 3. Figure 3 proves successful fabrication of a porous metal with a closed-cell structure. It has numerous independent pores, a necessary attribute for the success of this method. Almost all pores inside the porous metal are spherical and maintain their shape due to the high surface tension of microbubbles. When the molten metal solidifies, microbubbles maintain their spherical shape. There are also some non-spherical pores in the porous metal. A reasonable assumption is that the shape is formed by the coalescence of a plurality of pores. The mean diameter of pores measured in the cross-sectional images was 66.8 μm, which is smaller than those obtained by conventional methods in which the average pore diameter is several millimeters. Pores assume this size because of the miniaturized size of microbubbles produced by the ultrasonic oscillation and the self-induced pressurization effect in each microbubble. Moreover, the porosity of the fabricated metal measured by Archimedes’ method was 74.5% (one-fourth of the base metal remains). The porosity value achieved is less than that of a conventional porous metal, which usually exceeds 80% on average, but it is adequate for most porous metal applications.

Cross-sectional images of the fabricated porous metal
Two reasons can explain why microbubbles do not generally escape from molten metal: the first reason is oxide film formation at the surface between a bubble and the molten metal. In order to confirm oxidation at cell walls, an element obtained from a cross-sectional interface was analyzed. The outcome of elemental analysis is shown in Fig. 4a on the pore surface and in Fig. 4b at the parent metal. Figure 4 shows that the CPS value at the pore surface is clearly higher than that at the parent metal. The detectable amount of elemental oxygen was 4.41 wt % at the pore surface and 0.66 wt % in the parent metal. The pore has approximately 6.7 times higher concentration than the parent metal. This outcome presents evidence that oxide forms at the pore interface. It is a reaction between entrapped air and molten parent metal. Oxide layers act as a viscosity-modifying agent because they are dispersed solids in the melt. They tend to improve the stability of bubbles inside the molten metal. The second reason is that microbubbles have low buoyancy because of their extremely small size. The steady-state buoyancy speed of microbubbles in the molten base metal is estimated at 0.049 m/s. It can be calculated from the viscosity of the main constituent metal, which is bismuth. The viscosity of bismuth is 0.5035 mPa s at 270 °C (Hirai 1993). Because of these two reasons, microbubbles remain suspended in the molten metal for longer a time.

Elemental analysis results: a at the pore surface and b at the parent metal
In addition to the demonstrated method, approximately the same mechanism can be used to produce minute metal particles (Makuta et al. 2012). It is possible to fabricate metal nanoparticles with the same experimental apparatus as in this study by slightly changing the insertion depth from the metal interface to the tip of the cylindrical hollow horn. Fabricated metal particles are shown in a transmission electron microscopy image in Fig. 5. Although molten metal is foamed when the horn is inserted 8 mm below the water-metal interface, the depth can be reduced to 2 mm when metal nanoparticles are desired. It is theorized that the penetration position is a processing parameter for fabricating microbubbles that affects the behavior of both the foaming molten metal and the isolated metal particles. A simple mechanism of operation for this alternative fabrication method is shown in Fig. 6. When a sufficient depth is maintained, as in the foaming study, microbubbles can be generated inside the molten metal. Oxide films with a similar shape to bubble cavities effectively increase the viscosity, improving the foaming of the molten metal. In contrast, in the case of shallower immersion, microbubbles float to the aqueous solution phase because the aqueous solution permeates deeply enough to reach the blowing face of the horn. Water permeation is promoted by convection induced by acoustic streaming and microbubble agitation. A micro-jet emerges when a bubble collapses near a solid–liquid interface because the pressure change is extremely high (Doihara and Takahashi 2001). In the experimental apparatus, the interface between the aqueous solution phase and the molten metal phase acts as a rigid wall and ultrasound irradiation around microbubbles acts as the pressure change. Thus, micro-jets emerge from the aqueous side to the interface of the molten metal and create the necessary conditions for detonation and for metal particle separation. Consequently, cooling droplets released from the molten metal by micro-jets produce metal nanoparticles. Therefore, the same fabrication mechanism can be used under alternative processing conditions for the fabrication of both porous metals and metal nanoparticles.

Transmission electron microscopy image of metal particles fabricated by the ultrasonic microbubble method

Mechanism of alternative fabrication for porous metal and metal particles with alternative penetration depth to molten metal. a Less than 2 mm depth, and b more than 2 mm depth
4 Conclusions
Effective fabrication of closed-cell porous metal with multiple voids was achieved by blowing air through a cylindrical hollow ultrasonic horn, which can generate microbubbles in low-temperature molten metal. In this method, preserving bubbles inside the molten metal under steady state buoyancy facilitates production of porous metal by exploiting two phenomena: the disproportionably low buoyancy exhibited by ultrasonic small-sized microbubbles and the reinforcement of bubbles by the oxidation films formed between molten metal and air. Closed-cell porous metal fabricated with this method contains pores of a diameter smaller than 100 μm. The greater number of smaller pores in the metal promotes a higher impact energy absorption capacity. Application to higher-melting-point alloys is the next goal. It can help make the method more practical for future applications.
References
Ashby MF, Evans AG, Fleck NA, Gibson LJ, Hutchinson JW, Wadley HNG (2000) Metal foams: a design guide. Butterworth-Heinemann, Boston
Boomsma K, Poulikakos D, Zwick F (2003) Metal foams as compact high performance heat exchangers. Mech Mater 35:1161–1176
Doihara R, Takahashi K (2001) Numerical calculation of laser-produced bubble near a solid boundary until the second collapse. JSME Int J Ser B Fluids Therm Eng 44:238–246
Feng J, Zhang Z, Ci L, Zhai W, Ai Q, Xiong X (2015) Chemical dealloying synthesis of porous silicon anchored by in situ generated graphene sheets as anode material for lithium-ion batteries. J Power Sources 287:177–183
Hirai M (1993) Estimation of viscosities of liquid alloys. ISIJ Int 33:251–258
Makuta T, Sakaguchi M, Kusama H (2012) Fabrication of metal nanoparticle by microbubble oscillation in molten metal. Mater Lett 77:110–112
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Katayose, A., Yokose, R., Obata, K. et al. New fabrication method and properties of porous metals produced by ultrasonic control of microbubble size. Microsyst Technol 24, 709–713 (2018). https://doi.org/10.1007/s00542-017-3390-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-017-3390-0