
Abstract
For higher areal density, full helium as well as air–helium gas mixtures are currently being investigated as candidates for use in advanced drives. Moreover, the head mechanical spacing and the amount of accumulated lubricant on the bottom surface of the slider should be reduced for higher areal density. To analyze the characteristics of accumulated lubricant under these conditions, gas property equations for binary gas mixtures as functions of helium fraction ratio and temperature were derived. Accumulated lubricant equations were derived by considering the attractive forces, such as the dispersive and polar effects. An increase in the helium fraction ratio reduces the small shear stress on the bottom surface of the slider, which leads to a decrease in lubricant transfer capability. As a result, the amount of total lubricant transfer and accumulation are increased markedly. Also, with a decrease in lubricant thickness, the amount of accumulated lubricant increases greatly with a high helium fraction ratio. In conclusion, the HDI problems induced by lubricant transfer should be considered in full helium-filled or air–helium gas mixture drives.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Because of the explosive increase in information to be stored, the recording density of information storage devices has been increasing exponentially. To achieve high recording density, the head mechanical spacing in hard disk drives has been reduced, currently to 1.5 nm, and servo accuracy, which is generally about 10 % of track width, has been reduced to about 7 nm to increase the areal density over the past decade. In the near future, the spacing and servo accuracy will be below 0.7 and 5 nm, respectively.
To further improve off-track performance with extremely narrow servo accuracy, one promising solution is to use the helium as the inner gas instead of air. This technology has become commercially available in recent years. A company announced that with a helium-filled drive, it had squeezed seven platters into a single 3.5 in. hard disk drive, for a total capacity of 6 TB in 2013 and 8 TB in 2014. Because the molecular weight of helium is one-seventh that of air, flow-induced vibration, which is almost 80 % of track mis-registration (TMR) among all the mechanical disturbances in HDDs, is reduced dramatically and the power consumption is decreased by about 50 % because of the smaller shear force (Coughlin 2015). However, due to its low molecular weight, helium can easily leak from HDD packaging; additionally, the use of pure helium increases production costs, and it may have a negative influence on the head-disk interface (HDI). In balancing performance and cost, binary gas mixtures, such as air–helium, are currently being investigated as candidates for use in advanced drives (Park et al. 2013).
Analyses of HDI performance have hardly been reported although full helium- or air–helium-filled drives have advantages in off-track performance, as mentioned above. Thus, it is important to investigate HDI characteristics in full helium or air–helium gas mixture conditions. Due to the smaller shear stress induced by the low molecular weight of helium, the amount of accumulated lubricant may be increased. The thickness of transferred lubricant on the slider surface is important for a further reduction in head mechanical spacing.
In this study, the amount of accumulated lubricant among many HDI issues, such as touch-down and contact, was investigated for an air–helium gas mixture as a function of helium fraction ratio and temperature. First, the gas property equations of mixed gases were derived using a variable soft sphere (VSS) model, which can reflect real contact phenomena between two molecules and temperature effects. Based on the properties calculated with the equations derived, the bearing pressure under the bottom of the slider and shear stress were calculated by considering both Couette and Poiseuille components. The amounts of lubricant evaporated from the disk/slider and condensed on the slider were calculated and the lubricant transfer induced by shear stress on the slider bottom surface was calculated, considering the volumetric flow rate. Finally, the accumulated lubricant thickness was determined by the net equilibrium between inflow and outflow. Also, the accumulated lubricant thickness was investigated in terms of helium fraction ratio, temperature, and initial lubricant thickness of the disk.
2 Calculation of gas properties for air–helium gas mixtures
The characteristics of the accumulated lubricant in HDD are dominantly dependent on inner gas properties, such as mean free path and viscosity. Consider a gas mixture of VSS molecules consisting of two species. The mean free path for a binary mixture is derived as follows:
where p and q indicate each molecule (air and helium). d ref is the reference diameter of two molecules and it can be determined from Eq. (2), based on the VSS model. Equation (1) includes the molecular portion of each gas and temperature terms. To consider the temperature effect and real gas phenomena, the VSS model, which can reflect real contact phenomena and the diffusion-based effective diameter, was used in this research (Park et al. 2013; Bird 1994):
where m r is the reduced mass, a 12 is the exponent of the cosine of the deflection angle in the gas mixture, and D 12 is the binary diffusion coefficient in the VSS gas. The values of these parameters were taken from (Park et al. 2013; Bird 1994).
The viscosity equation with temperature for a real binary gas mixture is derived from Reichenberg’s equation for non-polar binary gas mixture and a power-law formula (Park et al. 2013; Poling et al. 2001). The modified viscosity of a binary gas mixture is as follows:
In Eq. (3), the viscosity of pure i depending on temperature can be described by \(\mu_{i} = \mu_{0i} \cdot (T/T_{ref})^{n}\), and can be applied to the terms K i and H ij (Park et al. 2013).
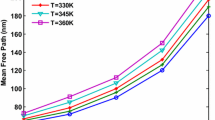
The gas properties of an air–helium gas mixture are affected mainly by the combination of temperature and the helium fraction ratio, as shown in Figs. 1, 2. In the figures, fraction ratios of 0 and 1 mean full-air and full-helium conditions, respectively. As the helium fraction ratio is increased from 0 to 1, the mean free path is increased exponentially because of the larger mean free path of helium. In the full-helium condition, it is about three times larger than that in full-air. With increased temperature, it increases linearly (Fig. 1). As the helium fraction ratio is increased, the viscosity is increased gradually up to fraction of 0.75 (Fig. 2). However, beyond a helium fraction of 0.75, it tends to decrease slightly. For the temperature, the tendency is similar to that of the mean free path.

Mean free path of air–helium gas mixture (Park et al. 2013)

Viscosity of air–helium gas mixture (Park et al. 2013)
3 Derivation of accumulated lubricant equations
The dominant factor affecting lubricant transfer is the attractive force, the Van der Waals force, between the surface and lubricant with the ultra-low spacing. The most widely used perfluoropolyethers (PFPEs) are those having a Z-type backbone chain (Rudnick 2013). The typical lubricant molecules used on thin-film disks are Zdol (-CF2CH2OH) and Ztetraol, which are functionalized on both ends with hydroxyl groups (OH−) (Bruno et al. 2012; Li et al. 2011). This polar force cannot be ignored with ultra-thin lubricant thicknesses. Thus, the dispersive force, as well as the polar attractive force, is considered in this research. The expression for the dispersive part (Π d ) and the polar component (Π p ) of the disjoining pressure is as follows (Bruno et al. 2003; Ma and Liu 2008; Rohit et al. 2008; Li et al. 2011; Wong et al. 2011):
where A 1 and A 2 are the Hamaker constants for the lubricant/disk interaction and lubricant/slider interaction. Also, t d is the lubricant thickness and FH is the head mechanical spacing. In the limit of thin lubricant thickness, polar disjoining pressure can be approximated by a sinusoidal function, given its oscillatory nature. Because it is approximated by a sinusoidal function, Π p has a periodic characteristic about lubricant thickness. In Eq. 5, γ 0 is the amplitude of the oscillatory component of the polar energy. h 0 is the dewetting thickness. In the case of Zdol, h 0 is determined using \(h_{0} \approx 7. 7\cdot {\text{M}}_{\text{n}} \left( {\text{kDa}} \right)\) (Waltman et al. 2002; Bruno et al. 2003).
The lubricant transfer and accumulation mechanism can be explained in three steps (Fig. 3). The first is the evaporation of lubricant molecules from the disk surface to form lubricant vapor and the condensation of the vapor lubricant molecules on the slider surface. Due to the attractive forces between the disk and lubricant, the lubricant bonded on the disk is evaporated from the disk and the same amount is condensed on the bottom surface of the slider. The second step is the evaporation from the slider surface. The condensed lubricant on the bottom surface of the slider is again evaporated by the attractive forces between the lubricant and slider surface. The molecule density of vapor lubricant evaporated from the disk and the slider surface at the equilibrium is given by (Ma and Liu 2007, 2008):

Mechanism of lubricant pick-up, transfer and accumulation
where P vapor is the saturated vapor pressure of liquid lubricant and the vapor pressure for molecular weight can be calculated using an exponential fit of the experimental data (Bruno et al. 2003). k, ρ, and R are Boltzmann’s constant, the lubricant density, and the molar gas constant, respectively. α d and α s are the lubricant bonding ratios for disk and for slider, respectively, D is the area density of the lubricant molecules and the subscripts mean disk, slider and liquid. \(D_{d} = \left( {\rho N_{0} /M_{n} } \right)^{2/3}\), \(D_{l} = \left( {\rho N_{0} /M_{n} } \right)t_{d}\), and \(D_{s} = \left( {\rho N_{0} /M_{n} } \right)t_{s}\).
The volume flux of lubricant condensation on the slider surface and evaporation from the slider surface is determined as follows (Ma and Liu 2007, 2008):
where N 0 is the Avogadro constant, \(S_{s} = \left( {\rho N_{0} /M_{n} } \right)t_{0s}\) is the area density of adsorption sites on the slider surface and \(S_{s1} = D_{s}\) are the sites that have been occupied by lubricant molecules.
The final step is that the shear force washes out the transferred lubricant from the bottom surface of the slider. The flow is caused by Poiseuille flow, related to there being a pressure gradient, and Couette flow, related to disjoining pressure gradients. Assuming a tangential slip-velocity boundary condition, the shear stress can be described as follows (Ma and Liu 2007, 2008):
In Eq. 10, the first term is the gradient of inner gas pressure for the x direction on the bottom of the slider. η gas and λ gas are the viscosity and mean free path of inner gas molecules, respectively. U is the velocity of inner HDDs.
The flow flux of lubricant in x-direction on the slider surface caused by the stress τ x can be calculated with
where \(\eta_{lube}^{eff}\) is the lubricant effective surface viscosity. Zdol viscosity for molecular weight can be calculated based on a parabolic fit to the experimental data (Bruno et al. 2003) and Eq. 12 (Rudnick 2013). Also, t s is the accumulated lubricant thickness at equilibrium. In Eq. 12, h p is Planck’s constant, V l is the molar volume, ΔE vis is the flow-activation energy (ΔE vis = 34.7 kJ/mol), and ΔS vis is the flow-activation entropy \((\varDelta S_{vis} = 9. 8 7 \;{\text{J}}/{\text{mol}} \cdot {\text{K}})\) (Rudnick 2013). The stress τ y and the flow flux of lubricant in the y direction, V y , can be calculated in the same way.
At steady state, the following equilibrium exists for the small area dx × dy (grid size) on the slider surface. By solving Eq. 12, the accumulated lubricant thickness is determined.
4 Simulation results and discussion
The shear stress on the air-bearing surface (ABS) design as a function of the helium fraction ratio can be calculated with a generalized Reynolds equation for some cases of helium fraction ratios (Hiroyuki and Bogy 2007; Bruno et al. 2009). In the simulation, a 2.5 in. ABS model (pemto slider) was used (Park et al. 2013). The head mechanical spacing was 1.5 nm and pitch and roll angle were 100 μrad and zero, respectively.
Figure 4a–c shows the distribution of shear stress on the bottom surface of the slider for the cases of some helium fraction ratios at 300 K. A section along the center of the slider is also reproduced in Fig. 5. As shown in Fig. 5, the shear stress at the center of the trailing edge changes with the helium fraction ratio. Shear stress on the ABS generally increases from the leading to the trailing edge (Bruno et al. 2009). The local shear stress peaks occur at the end edge of the pads, which is the region generating positive bearing pressure. The maximum is located at the center of the trailing end. In the case of full-air conditions, it was about 1.5 kPa. However, it was about 0.6 kPa for the full-helium condition. As shown in Fig. 5, the shear stress decreased with increased helium fraction ratio. That is because a high helium fraction ratio leads to a low pressure gradient and gas viscosity. The decrease in shear stress may result in a weaker transfer capability of lubricant accumulated by condensation. It also makes the accumulated lubricant thicker on the bottom surface of the slider.

Distribution of shear stress on the air bearing surface for various helium fraction ratios

Shear stresss along the center line of the slider
To analyze the exact amount of the accumulated lubricant, a simulation was conducted using the equations above. Based on the calculated shear stress at the center trailing pad and the derived lubricant accumulation equations, the net accumulation rate and equivalent lubricant thickness at the center trailing edge were calculated using Eq. 12 for the Zdol lubricant with a thickness of 0.8–1.2 nm and a molecular weight of 2.1 kDa. The parameters used in the simulation are summarized in Table 1.
Figure 6 shows the calculated flow rate of accumulated lubricant transfer as a function of helium fraction ratio. With an increase in helium fraction ratio from 0 to 0.75, it decreases by up to 4 % because the viscosity of the air–helium gas mixture is increased in this region. However, the viscosity decreases slightly from a helium fraction ratio of 0.75–1 (Fig. 2). It causes a smaller shear stress on the slider surface. Then, the accumulation rate of lubricant increases slightly. As a result, the accumulated lubricant becomes thicker in this region from a helium fraction ratio of 0.75–1.

Flow rate of accumulated lubricant (T = 300 K)
Figure 7 shows the amount of accumulated lubricant transfer as functions of helium fraction ratio and temperature, calculated with Eq. 12. With an increase in the helium fraction ratio from 0 to 0.75, the transferred lubricant amount also increased gradually because the shear stress decreased, and because the mean free path and viscosity increased gradually (Figs. 1, 2). However, beyond a fraction ratio of 0.75, it increased markedly because the mean free path increased exponentially but the viscosity decreased slightly in this region. Due to this combined effect, the smallest lubricant removal capability occurs at the full-helium condition (helium fraction ratio = 1). Compared with the full air-filled condition, the amount of accumulated lubricant is increased by about 50 % in a helium-filled drive at 300 K. As a result, the HDI problems induced by the accumulated lubricant transfer might be increased in such a case. As the temperature is increased, the molecule density of the lubricant vapor, evaporated from the disk surface and condensed on the slider surface, is gradually increased, up to about double at 360 K, as compared to that at 300 K. Although the amount of the evaporated lubricant vapor from the slider surface is increased, the amount is increased only by about 10 % when calculated based on Eqs. (6)–(9). As a result, the amount of accumulated lubricant increases not exponentially but linearly with increased temperature.

The amount of accumulated lube pick-up as functions of helium fraction ratio and temperature
Figure 8 shows the amount of accumulated lubricant transfer as a function of initial lubricant thickness on the disk. Generally, thick lubricant has weak disjoining pressure because the distance between each lubricant molecule is increased and the bonding force, the Van der Walls force, becomes small. As a result, the bonded lubricant evaporates readily. With an increase in lubricant thickness from 0.8 to 1.2 nm, the amount of accumulated lubricant increases markedly. Additionally, the difference in accumulated lubricant between a lubricant thickness of 0.8 and 1.2 nm is about 0.26 nm in the case of the full helium condition, and it is about 0.18 nm in the full-air condition. This indicates that the sensitivity of transferred lubricant thickness in the full-helium condition has more influence. In a full-helium drive, the lubricant design is more important than in a full-air drive. In conclusion, use of the full helium-filled condition has a negative influence on achieving ultra low mechanical spacing for high areal density.

The amount of accumulated lube pick-up as a function of initial lubricant thicknees on the disk
5 Conclusions
For the gas properties for air–helium gas mixtures with temperature, a modified mean free path equation with diffusion, based on effective diameter (VSS model), was derived. The modified viscosity with temperature equation was derived based on Reichenberg’s and Wassiljewa’s equations and a power-law formula. As the helium fraction ratio increased, gas mixture properties, such as mean free path and viscosity, also increased. However, the viscosity decreased slightly from a ratio of 0.75–1.
To determine amounts of accumulated lubricant, equations for lubricants with hydroxyl groups were derived by considering both the dispersive force (Van der Waals force) and polar force. A high helium fraction ratio, above 75 %, leads to a smaller shear stress on the bottom of the slider because the viscosity is increased, but the mean free path is increased much more. Due to the smaller shear stress in the high-helium-fraction-ratio condition, the amount of accumulated lubricant increases. Thus, because HDI problems induced by thick accumulated lubricant can occur, these phenomena should be considered carefully in an air–helium gas mixture or a full helium-filled drive. With decreased lubricant thickness from 0.8 to 1.2 nm, the amount of accumulated lubricant decreases markedly. Additionally, the difference in accumulated lubricant in the full-helium condition is about 70 % higher than in the full-air condition between lubricant thicknesses of 0.8 and 1.2 nm.
The use of helium-filled drives has many advantages, such as low flow-induced vibration (so, higher servo accuracy) and lower power consumption, due to lower shear stress. However, lubricant transfer and HDI problems due to the low molecular density and shear stress have negative influences for HDDs with ultra-low head spacing.
References
Bird GA (1994) Molecular gas dynamics and the direct simulation of gas flow. Oxford University Press, New York
Bruno M, Tom K, Qing D, Remmelt P (2003) A Model for lubricant flow from disk to slider. IEEE Trans Magn 39:2447–2449
Bruno M, Guo XC, Moser A, Spool A, Kroeker R, Crimi F (2009) Lubricant dynamics on a slider: “The waterfall effect”. J Appl Phys 105:074313
Bruno M, Gao XC, Canchi S, Wang RH, Supper N, Burns J, Deoras S, Zhang J, Yang A, Bach N, Saito Y (2012) Air entrapment in nanometer-thick lubricant films and its effect on slider flying height in a hard disk drive. Tribol Lett 47:349–355
Coughlin T (2015) New digital storage solutions enable growing consumer applications. IEEE Consum Electron Mag 4:107–109
Hiroyuki K, Bogy DB (2007) Lubricant migration simulations on the flying head slider air-bearing surface in a hard disk drive. IEEE Trans Magn 43:3710–3715
Li N, Meng Y, Bogy DB (2011) Effects of PFPE lubricant properties on the critical clearance and rate of the lubricant transfer from disk surface to slider. Tribol Lett 43:275–286
Ma Y, Liu B (2007) Lubricant transfer from disk to slider in hard disk drives. Appl Phys Lett 90:143516
Ma Y, Liu B (2008) Dominant factors in lubricant transfer and accumulation in slider-disk interface. Tribol Lett 29:119–127
Park K-S, Choi J, Park NC, Park YP (2013) Effect of temperature and helium ratio for performance of thermal flying control in air–helium gas mixture. Microsyst Technol 19:1679–1684
Poling BE, Prausnitz JM, O’Connell J (2001) The properties of gases and liquids, 5th edn. McGraw-Hill, New York
Rohit P, Ambekar Bogy DB, Qing D, Bruno M (2008) Critical clearance and lubricant instability at the head-disk interface of a disk drive. Appl Phys Lett 92:033104
Rudnick Leslie R (2013) Synthetics, mineral oils, and bio-based lubricants: chemistry and technology. CRC Press Taylor & Francis Group, Boca Raton
Waltman RJ, Khurshudov A, Tyndall GW (2002) Autophobic dewetting of perfluoropolyether films on amorphous-nitrogenated carbon surfaces. Tribol Lett 12:163–169
Wong CH, Li B, Yu SK, Hua W, Zhou WD (2011) Molecular dynamics simulation of lubricant redistribution and transfer at near-contact head-disk interface. Tribol Lett 43:89–99
Acknowledgments
This research was supported by the Gachon University research fund of 2014 (GCU-2014-0106) and this research was supported by Basic Science Research Program through the National Research Foundation of Korea (NRF) funded by the Ministry of Science, ICT & Future Planning (2015037574).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Park, KS. Analysis of accumulated lubricant for air–helium gas mixture in HDDs. Microsyst Technol 22, 1205–1211 (2016). https://doi.org/10.1007/s00542-015-2702-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-015-2702-5