
Abstract
This contribution critically addresses the potential of HT-LSCM experiments for in situ observations of austenite grain growth (AGG). By quantifying AGG for various alloys, the impact of impurity induced solute drag effects (SDE) and second phase precipitation Zener pinning forces (PZ) on AGG can be estimated. Also the grain boundary mobility (GBM) can be determined. The measured arithmetic mean of the time-resolved grain size distributions as a function of temperature and chemical composition is the most important value for quantification. The obtained data is then used to contribute to mathematical models of classical grain growth theory and to allow conclusions on parametrization of SDE and PZ. In this contribution, grain size measurements at the sample surface (in situ and ex situ) are compared with ex situ bulk measurements and experiments on grain growth in the single-phase austenite region (γ-Fe) under isothermal annealing conditions at different temperatures are presented. Grain growth results include high-purity Fe (Fe > 99.98%), binary Fe‑P, Fe‑C, and quaternary Fe-C-Nb‑N systems. For the alloys investigated, it is assumed that grain growth in high-purity Fe occurs without the influence of solute drag or precipitation mechanisms. In Fe‑P, it is shown that grain growth is inhibited by the segregation of impurity atoms at the grain boundaries (GB), which allows conclusions to be drawn about the influence of SDE. In the case of Fe-C-Nb‑N systems, the influence of Nb(C,N) precipitation on grain growth due to Zener pinning forces is presented.
Zusammenfassung
Dieser Beitrag befasst sich mit der kritischen Kompetenzbeurteilung von HT-LSCM Experimenten für die in situ Beobachtung des Austenitkornwachstums (AGG). Durch die Quantifizierung des AGG in verschiedenen Legierungen kann der durch gelöste Begleitelemente verursachte Solute-Drag-Effekts (SDE) sowie der durch Ausscheidungen hervorgerufene Zener-Pinning-Effekts (PZ) auf das AGG abgeschätzt werden. Auch die Korngrenzenmobilität (GBM) kann dadurch bestimmt werden. Bei der Quantifizierung werden die Korngrößenverteilungen als Funktion der Zeit, Temperatur und der chemischen Zusammensetzung ermittelt. Die daraus bestimmten arithmetischen Mittelwerte sind dabei die wichtigsten Parameter für die Datenweiterverwendung in mathematischen Modellen und Simulationen zur klassischen Kornwachstumstheorie. Dadurch werden Rückschlüsse auf die SDE und PZ ermöglicht. In diesem Beitrag werden Ergebnisse aus diversen Kornwachstumsexperimenten im einphasigen Austenitbereich (γ-Fe) unter isothermen Glühbedingungen bei verschiedenen Temperaturen präsentiert. Einerseits zeigt der methodische Teil der Arbeit eine Gegenüberstellung von Messwerten der Probenoberfläche (in situ und ex situ) mit ex situ Messwerten aus dem Querschnitt der Proben. Die Ergebnisse umfassen hochreines Fe (Fe > 99,98 %), binäre Fe-P-, Fe-C- und quaternäre Fe-C-Nb-N-Systeme. Bei den Experimenten von hochreinem Fe wird davon ausgegangen, dass das Kornwachstum ohne den Einfluss von Solute-Drag-Effekten oder Ausscheidungen erfolgt. Bei den Fe‑P Legierungen wird gezeigt, dass das Kornwachstum durch Seigerungen von Phosphor an die Korngrenzen (GB) gehemmt wird, was Rückschlüsse auf den SDE zulässt. Bei den Versuchen mit Fe-C-Nb‑N Legierungen wird der wachstumshemmende Einfluss der Nb(C,N) Ausscheidung auf das Kornwachstum aufgrund von Zener-Pinning-Kräften demonstriert.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Quality assessments, including the mechanical properties for steel and Fe-based alloys, play a significant role in material science and industrial steel production. One of the most important factors for a quantified prognosis is the austenite grain size, which can be calculated and predicted with a wide range of grain growth models [1, 2]. Common applications for these models are, for example, continuous casting processes or heat treatment processes. At high temperatures, steel always tends to coarsen its microstructure due to thermally activated grain growth [3]. Coarser austenite grains have a detrimental effect on the material properties as they lead to an embrittlement of the slab, lower ductility, higher susceptibility to corrosion, intergranular high-temperature oxidation, copper penetrations [4], or crack formation on the slab surface [5, 6]. Regarding the subject of grain growth, there are generally two important mechanisms that are mainly responsible for retarding the ideal grain growth behavior. Both mechanisms strongly depend on the respective chemical composition, phase transformations and temperature control strategies in the process. The first mechanism is caused by the precipitation of second phase particles that inhibit the movement of GBs. The second mechanism originates from the presence of foreign impurity atoms in the regular crystal structure, which tend to segregate to the grain boundary areas to minimize the elastic strain energy in the crystal lattice. This results in a decrease of the grain boundary mobility. This affects both, metallic and non-metallic impurities in the alloy [7]. In terms of quality, both mechanisms influence mechanical properties, the homogeneity in microstructure, the ideal grain geometry, and the grain size distribution.
2 Materials and Methods
2.1 Sample Preparation and Thermodynamic Calculations of Phase Stabilities
High purity iron samples were cut from an electrolytic rod. More information can be found in [8]. Fe‑C, Fe‑P, Fe-Nb-C‑N alloys and two heat-treated CrMoV steel grades were produced in high-frequency remelting (HFR) furnaces from LINN High Therm GmbH, which are a proven method for the preparation of laboratory samples. A detailed description of the sample production can be found in references [9,10,11]. To produce Fe-Nb-C‑N containing samples, a new melting technique enables the exact adjustment of the N concentrations by specific Ar/N2 partial pressure mixtures. The partial pressure mixtures and the N2 (99.999%) content in the gas were calculated according to the Sieverts’ square root law, whereby the influence of the alloying elements on the nitrogen activity were calculated using the interaction parameters given in [12]. After the melt was homogenized for 3 min by inductive stirring to reduce temperature and chemical gradients to dissolve the alloying elements and to achieve an equilibrium between the melt and the Ar/N2 atmosphere, the finished melt was spin-cast into a copper mold.
Chemical analysis was determined by an optical emission spectrometer (OES) of type OBLF QSG 750. Then, samples of dimensions 5 mm × 5 mm × 1.5 mm were cut, ground, and polished (finest mesh size 1 µm) for HT-LSCM experiments. Further information on the sampling procedure can be found in recently published studies by the authors [10, 13, 14].
2.2 Experimental Setup
HT-LSCM is an established method in research that is applied for in situ observations of solid-state phase transformations [13, 14], solidification, peritectic transformations [10, 13], steel-slag interactions [15], and grain growth [8, 16] up to temperatures of 1600 °C with a maximum heating rate of 3000 °C min−1 and cooling down with a maximum of—400 °C min−1. The furnace atmosphere contained high-purity Argon 5.0 and an additional upstream furnace pipe at 800 °C with titanium chips to prevent surface oxidation. The equipment contained a VL2000DX-SVF17SP microscope system from Lasertec (Yokohama, Japan) in combination with a high-temperature furnace SVF17-SP from Yonekura (Yokohama, Japan) [17]. The samples were heated at 600 °C min−1 to the defined isothermal holding temperature. The time for isothermal annealing was set to 2400 s with subsequent rapid cooling by—400 °C min−1 to room temperature, resulting in a total trial time of 2700 s. The recorded video images (1024 × 1024) were captured at selected time steps for quantification with experiment dependent magnification (x2, x5, x10). The respective arithmetic austenite grain size was determined with the linear intercept method (LIM) according to ASTM E112 standards [18], featured by the automated image analysis software Clemex Vision 7.0 PE (Clemex Technologies Inc., Canada). Further information on the methodology, experimental setup and temperature control can be found in references [10, 13, 17, 19].
2.3 Statistical Evaluation and Quantification of Experimental Grain Growth
To improve the validation of HT-LSCM AGG experiments, the issue of the representativeness of the sample surface microstructure for the bulk of the specimen as well as the conformity of the in situ—ex situ microstructure had to be critically examined. For all ex situ studies, the former HT-LSCM samples were used and analyzed by a VHX-7000 digital microscope (DM) from Keyence International. The statistical evaluation was carried out for the two CrMoV steel grades given in Table 1 by three isothermal annealing tests, at 950 °C for 30 min, 960 °C for 5 min, and at 1060 °C for 5 min. All comparisons with in situ HT-LSCM results required different specimen conditions, which are listed below:
-
i.
No further sample preparation was required for the comparison of the in situ HT-LSCM results with the ex situ free surface microstructure as prior austenite GBs were visible due to thermal etching effect.
-
ii.
For the comparison of in situ HT-LSCM results with ex situ free surface measurements obtained by chemical etching, the sample preparations had to be performed according to metallographic standards including grinding, polishing and etching with 3% Nital acid.
-
iii.
Lastly, for the comparison of in situ HT-LSCM results with ex situ bulk measurements, the previous HT-LSCM samples had to be cut in half and subsequently the new cross sections had to be prepared with metallographic standards as mentioned above.
According to the literature [1], normal grain growth (NGG) results in a logarithmic normal grain size distribution. To improve the significance, a 95% confidence interval was added to each measured mean value \(\underline{x}\) [20], highlighted as error bars in Fig. 1a and 2. The minimum number of the data points required per HT-LSCM image for a valid \(\underline{x}\) value was set to jHT–LSCM ≥ 100 and, for all ex situ digital microscopy images,to jDM ≥ 140. The analyzed data from HT-LSCM measurements give the grain size distribution and the arithmetic mean \(\underline{x}\), which are crucial for parametrization of grain growth models [1, 2, 8].

Final grain size distribution: (a-I) based on HT-LSCM in situ micrograph, (b-I) based on DM ex situ micrograph with prior austenitic microstructure; and c summary of all annealing trials with a comparison of \(\underline{x}\) by HT-LSCM and DM

Comparison of arithmetic mean \(\underline{x}\) measured by HT-LSCM with a chemical etched cross section and b chemical etched free surface
Figure 1 presents the comparison according to case (i). Figure 1 (a‑I and b‑I) show the final austenite logarithmic normal grain size distribution determined by DM and HT-LSCM combined with Fig. 1 (a-II and b‑II), which show the micrographs for S1 at 960 °C. The results are in excellent agreement. Figure 1c shows a summary of all performed annealing trials where the DM results (colored dots) are compared with HT-LSCM results (black dots) with 95% confidence intervals added. The results align well for all experiments, except S2 at 1060 °C. Nevertheless, in this case the confidence intervals are still overlapping and are therefore valid.
Figure 2a, b shows the results of the final austenite grain size determined from HT-LSCM (black dots) with both ex situ determined microstructures revealed by chemical etching method (colored dots) (see item (ii) and (iii)). Typically, chemical etching leads to overestimation of the final grain size, as the visibility of smaller grains is sometimes more difficult [21]. In Fig. 2a the results for item (ii) match very well, especially for S1 and even the less correlating results from S2 at 950 °C and 1060 °C are still within the confidence intervals. In Fig. 2b, case (iii) presents the results for the measurement of the bulk. The results are also in good agreement here, although the confidence intervals are partly large, since the former austenite grain boundaries are difficult to detect in the cross-section, resulting in a smaller number of measurement points. In general, no clear trend towards under- or overestimation of \(\underline{x}\) can be identified for the alternative methods.
3 Indirect Method for Evaluating Solute Drag Effect and Zener Pinning Forces Occurring During AGG
HT-LSCM is an effective method to gain numerous quantitative information on grain growth kinetics from a single experiment. Alloys with a different chemical composition produced under identical conditions differ in terms of grain growth, i.e. grain size. Hence, mechanisms such as the solute drag effect and pinning forces can be quantified through the differences in grain size. The present case studies give only two selected examples out of an extensive experimental matrix that is part of ongoing research, demonstrating impurity-induced solute drag effects by P and Zener pinning forces due to precipitation of Nb(C,N). The following systems were specifically selected: (i) high-purity Fe [8] for the parametrization of intrinsic austenite GB mobility, (ii) Fe‑P alloys with 0.026 wt.% P, 0.044 wt.% P and 0.102 wt.% P for solute-drag effect, and (iii) Fe-C-Nb‑N alloys with 0.08 wt.% Nb and 80 ppm N (A1) as well as 0.08 wt.% Nb and 120 ppm N (A2) to study the effect of Nb(C,N) precipitation on AGG.
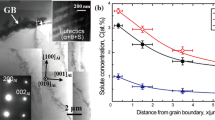
Figure 3a shows the results for the solute drag effect of P and confirms that grain growth is strongly inhibited in Fe‑P alloys. P segregation at the GBs leads to reduced GB mobility, resulting in lower grain growth and smaller final grain size [22]. Figure 3b illustrates how the quantification of the measured values can be used for grain growth modeling; for more details, the authors refer to the full publication [22]. The influence of precipitated Nb(C,N) particles on the AGG is shown in Fig. 4. Due to the different grain sizes, this provides a valuable comparison for estimating the pinning forces. Figure 4 clearly shows that at 1050 °C all alloys with Nb(C,N) exhibit pinning forces that strongly reduce the grain growth, i.e. the final grain size. For A1, it appears that the lower N content leads to a partial dissolution of Nb(C,N) and thus to lower pinning forces, while A2 displays a lower grain growth rate due to higher PZ, which can be attributed to the higher N content. However, the binary reference Fe‑C alloy grows consistently according to parabolic grain growth law.

a Comparison of austenite grain growth for high purity Fe and the influence of solute drag effect by P in Fe‑P during isothermal annealing processes at 1250 °C [22] b calculated effective grain boundary mobility as a function of P

Influence of Nb(C,N) precipitation on austenite grain growth for isothermal annealing processes
In conclusion, HT-LSCM enables fast and effective in situ experiments, and thus typical grain growth inhibitory mechanisms can be determined indirectly by quantifying AGG even for large sample matrices.
References
Andersen, I., Grong, O.: Analytical modelling of grain growth in metals and alloys in the prescence of growing and disolving precipitates‑I normal grain growth. Acta Metall Et Materialia 43(7), 2673–2688 (1995)
Militzer, M., Hawbolt, E.B., Ray Meadowcroft, T., Giumelli, A.: Austenite grain growth kinetics in Al-killed plain carbon steels. Metall Mater Trans A 27, 3399–3409 (1996)
Arth, G., Bernhard, C., Ilie, S., Schaden, T.: Experimental und numerical investigations on hot tearing during continuous casting of steel, 8th ECCC European Continuous Casting Conference. Graz, Austria (2014)
Webler, B.A., Nick, E.-M., O’Malley, R., Sridhar, S.: Influence of cooling and reheating on the evolution of copper rich liquid in high residual low carbon steels, Ironmaking & Steelmaking: Processes. Prod Appl 35(6), 473–480 (2008)
Schwerdtfeger, K.: Rissanfälligkeit von Stählen beim Stranggiessen und Warmumformen (in German). Verlag Stahleisen GmbH, Düsseldorf, Germany (1994)
Maehara, Y., Yasumoto, K., Tomono, H., Nagamichi, T., Ohmori, Y.: Surface cracking mechanism of continuously cast low carbon low alloy steel slabs. Mater Sci Technol 6, 793–806 (1990)
Lejcek, P.: Grain boundary segregation in metals. Springer Berlin Heidelberg, Berlin, Heidelberg, Germany (2010)
Kern, M., Bernhard, M., Bernhard, C., Kang, Y.-B.: Grain boundary mobility of γ‑Fe in high-purity iron during isothermal annealing. Scr Mater 230, 115431 (2023)
Presoly, P., Pierer, R., Bernhard, C.: Identification of defect prone peritectic steel grades by analyzing high-temperature phase transformations. Metall. Mater. Trans. A 44(12), 5377–5388 (2013)
Bernhard, M., Presoly, P., Fuchs, N., Bernhard, C., Kang, Y.-B.: Experimental study of high temperature phase equilibria in the iron-rich part of the Fe‑P and Fe-C‑P systems. Metall Mater Trans A 51, 5351–5364 (2020)
Presoly, P., Gerstl, B., Bernhard, C., Marsoner, S., Angerer, P., Friessnegger, B., Hahn, S.: Primary carbide formation in tool steels: potential of selected laboratory methods and potential of partial premelting for the generation of thermodynamic data. Steel Res Int 94(4), 2200503 (2022)
Satir-Kolorz, A.H., Feichtinger, H.K.: On the solubility of nitrogen in liquid iron and steel alloys using elevated pressure / Über die Löslichkeit von Stickstoff in Eisen- und Stahllegierungen unter erhöhtem Druck. IJMR 82(9), 689–697 (1991)
Bernhard, M., Fuchs, N., Presoly, P., Angerer, P., Friessnegger, B., Bernhard, C.: Characterization of the γ‑loop in the Fe‑P system by coupling DSC and HT-LSCM with complementary in-situ experimental techniques. Mater Charact 174, (2021)
Liu, M., Bernhard, M., Kawuloková, M., Walek, J., Kern, M., Zlá, S., Presoly, P., Smetana, B., Tkadlečková, M., Xu, G., Kang, Y.-B., Bernhard, C.: Decomposition of γ‑Fe in 0.4 C‑1.8Si‑2.8Mn‑0.5Al steel during a continuous cooling process: a comparative study using in-situ HT-LSCM, DSC and dilatometry. J Mater Res Technol 24, 3534–3547 (2023)
Michelic, S.K., Goriupp, J., Feichtinger, S., Kang, Y.-B., Bernhard, C., Schenk, J.: Study on oxide inclusion dissolution in secondary steelmaking slags using high temperature confocal scanning laser microscopy. Steel Res Int 87(1), 57–67 (2016)
Bernhard, C., Kern, M., Bernhard, M.: Some considerations on austenite grain growth kinetics from high-temperature laser scanning confocal microscopy observations, STEEL RES INT (2023)
Fuchs, N., Bernhard, C.: Potential and limitations of direct austenite grain growth measurement by means of HT-LSCM. Mater Today Commun 28, (2021)
E04 Committee: Test methods for determining average grain size, American Society for testing and materials international (2021). West Conshohocken,, Pennsylvania, USA. https://doi.org/10.1520/E0112-13R21
Fuchs, N., Krajewski, P., Bernhard, C.: In-situ observation of austenite grain growth in plain carbon steels by means of high-temperature laser scanning confocal microscopy. Berg- Hüttenmännische Monatshefte 160, 214–220 (2015)
Olsson, U.: Journal of statistics education 13: confidence intervals for the mean of a log-normal distribution. http://jse.amstat.org/v13n1/olsson.html, Accessed 13 Sept 2022
Reiter, J., Bernhard, C., Presslinger, H.: Determination and prediction of Austenite grain size in relation to product quality of the continuous casting process. Proceedings of Materials Science and Technology MS&T06, Cincinnati, USA, pp. 805–816 (2006)
Kern, M., Bernhard, M., Kang, Y.-B., Bernhard, C.: In situ study and assessment of the phosphorus-induced solute drag effect on the grain boundary mobility of austenite, under review
Acknowledgements
The authors gratefully acknowledge the financial support under the scope of the COMET program within the K2 Center “Integrated Computational Material, Process and Product Engineering (IC-MPPE)” (Project No 859480). This program is supported by the Austrian Federal Ministries for Climate Action, Environment, Energy, Mobility, Innovation and Technology (BMK) and for Digital and Economic Affairs (BMDW), represented by the Austrian research funding association (FFG), and the federal states of Styria, Upper Austria and Tyrol.
Funding
Open access funding provided by Montanuniversität Leoben.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kern, M., Bernhard, M., Presoly, P. et al. Critical Examination of the Representativeness of Austenite Grain Growth Studies Performed In Situ Using HT-LSCM and Application to Determine Growth-inhibiting Mechanisms. Berg Huettenmaenn Monatsh 169, 161–166 (2024). https://doi.org/10.1007/s00501-024-01438-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00501-024-01438-8