
Abstract
Luossavaara-Kiirunavaara AB (LKAB) operates an iron ore mine, three concentration plants and three pelletising plants in Kiruna, Sweden. The current methods of separation at the beneficiation plants are low intensity magnetic separation (LIMS) and reverse flotation (i. e., apatite is floated and magnetite depressed), where the wet LIMS stage is regarded as the crucial part of the separation of silica from the ore. It is increasingly important to understand the Kiirunavaara high-grade iron ore deposit from a mineral processing perspective as well as from a mineralogical and geochemical perspective as the production in the mine is advancing towards deeper levels with higher concentrations of SiO2 in the ore. The mineral processing parameters such as the natural breaking characteristics, specific energy consumption and degree of liberation of magnetite and silicate minerals are equally important. The intergrowth of magnetite with actinolite is of particular importance for understanding the processes in the processing plants in Kiruna and the flotation behaviour of silicate minerals. The iron ore deposit at Kiirunavaara consists mainly of magnetite and apatite, with an average grade of 63.8% Fe and 0.4% P (estimated from the 3D resource model, LKAB) and with varying, but mostly small, amounts of gangue minerals, mostly silicates and carbonates. Based on mineralogical investigations, actinolite and phlogopite and in many cases also chlorite, titanite, quartz and albite are the most significant SiO2-bearing minerals in the ore. Currently, the high-grade iron ore deposit of Kiirunavaara has in situ a low grade of silica of approximately 3% SiO2. However, the SiO2 grade is expected to increase in the deeper parts of the deposit. It can be assumed that the silicate mineralogy and the SiO2 grade in the crude ore undoubtedly impact the SiO2 content of the final products, i. e. the iron ore pellets and/or iron ore fines.
This results in new challenges and requirements for the production at LKAB. Within the framework of the completed “Silica in the Mine” project, which was an important research and development area for LKAB for several years, the entire production chain from “the mine to the mill” and from “the mill to the final product” was evaluated in several subprojects. Important information was gained from the results of these subprojects in order to better understand the problem of the increasing and fluctuating SiO2 grades in the crude ore and magnetite concentrate. To study the reduction of the SiO2 content additionally in the magnetite concentrate obtained by WLIMS, a reverse cationic flotation laboratory test programme was initiated in the early spring of 2016. This flotation test work was based on the investigation carried out at the mineral processing laboratory at the Geological Survey of Finland (GTK). To obtain additional information about the problem of SiO2 and the behaviour of individual silicates during mineral processing, an extensive large-scale sampling programme will be carried out at the different stages of the process at the beneficiation plants (KA1, KA2, KA3) at the Kiirunavaara site.
Zusammenfassung
Luossavaara-Kiirunavaara AB (LKAB) betreibt einen untertägigen Eisenerzbergbau mit drei Aufbereitungs- und drei Pelletieranlagen in Kiruna, Schweden. Die derzeit zur Erzeugung hochwertiger Eisenerzkonzentrate zum Einsatz gebrachten Sortierprozesse sind eine nassbetriebene Schwachfeld-Magnetscheidung (WLIMS) und eine Umkehrflotation, wobei die Magnetscheidung als der entscheidende Teil zur Abtrennung der Silikatminerale aus dem Erz angesehen wird. Das Verständnis der Eisenerzlagerstätte von Kiirunavaara sowohl aus der aufbereitungstechnischen wie auch aus der mineralogischen und geochemischen Sicht wird zunehmend wichtiger, wenn der Abbau in tiefere Teile der Lagerstätte mit höheren SiO2-Gehalten fortschreitet. Genaue Kenntnis über die aufbereitungstechnischen Kenngrößen wie die natürliche Bruchcharakteristik, den spezifischen Energieverbrauch, den Aufschlussgrad von Magnetit und Silikatmineralen, vor allem aber die Verwachsungsverhältnisse von Magnetit mit Aktinolith sind für das Verständnis der Prozesse in den Aufbereitungsanlagen in Kiruna und das Flotationsverhalten der Silkatminerale von entscheidender Bedeutung. Die Eisenerzlagerstätte am Kiirunavaara besteht hauptsächlich aus Magnetit und Apatit mit durchschnittlichen Gehalten von 63,5 % Fe und 0,4 % P (berechnet aus dem 3D-Ressourcenmodell, LKAB) und mit unterschiedlichen, aber geringen Mengen an anderen Mineralphasen, meist Silikat- und Karbonatmineralen. Basierend auf den mineralogischen Untersuchungen sind Aktinolith und Phlogopit, aber auch Chlorit, Titanit, Quarz und Albit die vorherrschenden Silikatminerale im Erz. Die Lagerstätte zeigt derzeit einen niedrigen SiO2-Gehalt von durchschnittlich 3 % SiO2. Allerdings zeigen Untersuchungen, dass der SiO2-Gehalt in den tieferen Teilen der Lagerstätte ansteigen wird. Es ist davon auszugehen, dass die Mineralogie der Silikate und die SiO2-Gehalte im Roherz maßgeblichen Einfluss auf die SiO2-Gehalte der Endprodukte, d. h. die Eisenerzpellets und/oder das Feinerz haben werden. Daraus ergeben sich neue Herausforderungen und Anforderungen an die Produktion bei LKAB. Im Rahmen des abgeschlossenen Projekts „Silica in the Mine“, das seit mehreren Jahren bei LKAB ein wichtiges Forschungs- und Entwicklungsgebiet ist, wurde die gesamte Produktionskette vom Bergbau über die Aufbereitung bis hin zum Endprodukt in mehreren Teilprojekten evaluiert. Aus den Ergebnissen dieser Teilprojekte wurden wichtige Erkenntnisse gewonnen, um das Problem mit den steigenden und schwankenden SiO2-Gehalten im Roherz und im Magnetitkonzentrat besser zu verstehen. Zur Verringerung des SiO2-Gehaltes im Konzentrat der Schwachfeld-Magnetscheidung wurde im Frühjahr 2016 eine Versuchsreihe bezüglich der flotativen Abtrennung von Silikaten eingeleitet. Die Flotation mit kationenaktiven Sammlern zielte darauf ab, den SiO2-Gehalt im Magnetitkonzentrat zusätzlich zu senken. Das bei LKAB durchgeführte Flotationsprogramm baute dabei auf Voruntersuchungen das Geologischen Dienstes von Finnland (GTK) auf. Um das Verhalten der verschiedenen Silikatminerale im Aufbereitungsprozess zu verstehen, läuft zur Zeit (2017) eine umfangreiche Probenahmekampagne in den verschiedenen Stufen des Prozesses in den drei Aufbereitungsanlagen (KA1, KA2, KA3) in Kiruna.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
LKAB (Luossavaara-Kiirunavaara AB) operates an underground iron ore mine, three concentration plants (KA1, KA2 and KA3) and three pelletising plants (KK2, KK3 and KK4) in Kiruna, Northern Sweden. The current methods of mineral processing at LKAB are made up of a sequence of two-stage comminution, wet low intensity magnetic separation (WLIMS) and reverse flotation, where the WLIMS stage is regarded as the crucial part of silicate mineral separation from the ore. The aim of the beneficiation process is to liberate magnetite and free the ore of phosphorus (apatite) and silica (silicate minerals) as far as possible [1, 2].
Currently, the high-grade iron ore deposit of Kiirunavaara has in situ a rather low grade of silica of approximately 3% SiO2 (estimated from the geological block model, LKAB). However, the SiO2 grade is expected to increase in the future based on information from the 3D resource model generated from exploration and grade control drilling. Conversely, the phosphorous level is expected to decrease. It can be assumed that the silicate mineralogy and the SiO2 grade in the crude ore undoubtedly affect the SiO2 grade in the final products; i. e. the iron ore pellets and/or iron ore fines. The increasing SiO2 grade can be problematic in the case of the production of DR pellets, which requires low SiO2 content (LKAB DR Oxide Pellets) and is one of the main products of LKAB in Kiruna. Currently the DR pellets show an average silica grade below 0.75% SiO2 (Fe grade 67.9% and P grade 0.025% [3]).
In spring 2007, variations were observed in the SiO2 grades of the crude ore coming into the sorting plant. To overcome the problem of fluctuations of the SiO2 grade in the crude ore, a project called “Silica in the Mine” was started in autumn 2007. It can be regarded as a pilot project in process mineralogy to create and test a simplified methodology for similar projects related to the exploitation of iron ore deposits by LKAB in the future. In the past, several internal projects examined the impact of the mineralogical and chemical characteristic of the crude ore, and, in particular, the effect of mineral composition on the mineralogy and chemistry of the magnetite concentrate. These investigations focused, above all, on phosphorus and total alkalis, but there were also carried out some investigations focusing on silica, e. g. [1, 4, 5]. However, the “Silica in the Mine” project, in which systematic sampling from drill cores covered the entire deposit with a significant number of samples, was the first project with its main focus on silica [6,7,8, 14].
2 Objectives
It is increasingly important to understand the Kiirunavaara high-grade iron ore deposit from both a mineralogical and a geochemical perspective and, not least, from a mineral processing perspective as the production in the mine is advancing towards deeper levels with concentrations of SiO2-rich ore (ore type B2). This will result in new challenges and requirements for the production at LKAB. Having reliable and sufficiently detailed information about the mineralogy, modal mineralogy (i. e. the grade of the minerals), geological context and texture of the ore across the entire deposit is a fundamental key to understanding its potential amenability to the beneficiation process. The mineral processing parameters such as particle size distribution, composition of particles, liberation analysis (liberation, middlings, locked), and flotation behaviour of particles are equally important for understanding the processes at the concentration plants in Kiruna.
In order to evaluate the process mineralogical characteristics of the high-SiO2 ore type (B2), detailed mineral processing test work was carried out at the laboratory of the Chair of Mineral Processing, Montanuniversität Leoben. A laboratory-scale methodology was developed for the systematic characterisation of iron ore for mineral processing in the future. This methodology combines geological (ore type), mineralogical (mineralogy of silicates, modal mineralogy), geochemical (mineral chemistry, distribution of elements) and process mineralogical (energy consumption, liberation of magnetite, intergrowths of magnetite and gangue minerals, especially of silicates) characteristics [7, 8]. The crucial part of the characterisation of the high-SiO2 ore (B2) was the investigation on the liberation of magnetite, the intergrowths and liberation of magnetite and intergrowths of magnetite and silicates using the Davis magnetic tube (DT) and automated SEM-based mineralogical analysis (QEMSCAN®), which were carried out at LKAB’s metallurgical laboratory in Luleå. Besides the liberation analysis, the investigation of the modal mineralogy, the distribution of silicates in the different particle size classes, and the deportment of silicon (Si) between various silicates were of importance [7, 8].
3 Geology and Mineralogy of the Kiirunavaara Deposit
3.1 Geology and Mineralogy
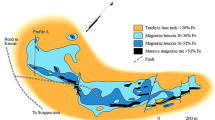
Kiruna is the type area for iron ore deposits with iron oxide (magnetite and hematite) and apatite as the main minerals. This style of mineralisation is known as “Kiruna type”, described by Geijer [9, 10]. The Kiirunavaara is the largest and best-known example of this type of deposit. It is a high-grade iron ore deposit consisting mainly of magnetite and apatite with varying, but mostly small, amounts of other gangue minerals. The Kiirunavaara deposit is a sheet-like body, north to south striking and approximately 4–4.5 km long and 50–100 m thick, with a maximum thickness of over 200 m in the northern part. The ore body is well described to a depth of −1365 m below the surface and extends at least to a depth of −1800 m below the surface in the northern part of the deposit [13].
Magnetite (Fe3O4) is the only ore mineral of economic value in the deposit. Besides apatite, minerals of the amphibole group are the most common gangue minerals. The most significant SiO2-bearing minerals, especially in ore type B2, are actinolite, phlogopite, chlorite, titanite and in some cases also quartz, along with variable amounts of talc and feldspars, mostly albite and minor K‑feldspar. Besides silicates, ilmenite, rutile and Ca-sulphates (mostly anhydrite and occasionally gypsum) occur, but commonly in lesser quantities, as well as carbonates (calcite, Fe-dolomite and ankerite) and sulfide minerals (mostly pyrite and chalcopyrite) [7, 11, 12].
3.2 Ore Types
The apatite-magnetite ore in the Kiirunavaara deposit is divided into two main ore types: low-phosphorous ore (B) and high-phosphorous ore (D) [10]. Low-phosphorous ore type B is further divided into two subtypes: ore type B1 (low-P, low-SiO2) and ore type B2 (low-P, high-SiO2) while high-phosphorous ore (D) is divided into three subtypes based on the phosphorus grade (Table 1). Also displayed in Table 1, the mean values for SiO2 grades in the different ore types are estimated from the assays on drill cores stored in the LKAB database. SiO2 grade is not yet taken into account in the classification.
The typical appearance of ore type B1 is massive, dark greyish and very homogeneous, most often containing ca. 95 vol.-% of magnetite. The grain size of the magnetite is significantly less than 1 mm. Gangue minerals usually exhibit a grain size larger than the fine-grained magnetite (Fig. 1a). Mica (phlogopite/biotite) is the most common gangue mineral of ore type B1, which is closely associated with magnetite.

a Ore type B1: massive, quite homogenous magnetite-rich ore (drill core ø ca. 29 mm). b Ore type B2: green actinolite finely disseminated in the magnetite ore. c Subtype D5: high amount of apatite (light mineral) associated with magnetite (Photo: K. Aupers)
Ore type B2 is characterised by green-coloured amphibole minerals, mostly actinolite associated with magnetite (Fig. 1b). The problem of high SiO2 grades in the crude ore appears to be linked to ore type B2, based on its mineralogy and the abundance of the silicates in this ore type. High-P ore type D (Fig. 1c) is divided into three subtypes, D1, D3 and D5, based on their phosphorus grade (Table 1). Apatite is a characteristic gangue in this ore type with varying amounts dependent on the subtype and with a grain size most often similar to magnetite [7, 11, 12].
Until 2009, these different ore types were mined separately in the Kiirunavaara mine using a mining method called large-scale sublevel caving [15,16,17]. However, because of the increasing production of the crude ore, from 22.3 M tons (in 2000) to 26.9 M tons (in 2016), different ore types are now mixed together during mining and only one type of crude ore is hauled. This approach to mining and the increasing SiO2 grade in the deeper parts of the deposit are key reasons why process mineralogical information and characterisation of the high-SiO2 ore type are required in addition to standard geological and resource block models based on ore types and grades.
4 Silicates in the Kiirunavaara Deposit
4.1 Significant Silicate Minerals
In recent years, the focus of mineralogical investigations has been on the silicates in the Kiirunavaara iron ore deposit [7, 11, 12]. Based on these mineralogical investigations, together with earlier studies, actinolite, phlogopite and chlorite as alteration product of phlogopite were found to be the clearly predominating SiO2-bearing minerals in the deposit [7, 11]. In some cases, even quartz and albite are of importance. The minerals of the amphibole group which can occur in a wide range of mineral associations are by far the most abundant and characteristic silicates (especially for the low-P, high-SiO2 ore type B2) in the Kiirunavaara deposit [7, 11, 12, 18]. However, the minerals of the amphibole group seem to be less abundant in the most iron-rich parts of the deposit [12].
Actinolite, which is characteristic of ore type B2, can occur at least in two different textural forms. The first type is probably a pseudomorph of pyroxene (clinopyroxene) resulting from metamorphism and alteration of the ore (Fig. 2a). In this type, magnetite occurs in the form of fine inclusions. This is expected to be an important texture when considering the liberation of magnetite and the magnetic separation with WLIMS in the concentration plants in Kiruna. Some of the actinolite occurs in the form of large coarse-grained crystals which are partly euhedral, partly subhedral. They are often arranged in flow-like patterns in brecciated magnetite ore, but it can also occur in the form of large needle-like crystals in the magnetite matrix (Fig. 2b).

a Large needle-like subeuhedral/euhedral actinolite crystals with fine-grained magnetite inclusions (transmitted light; Photo: K. Aupers). b Coarse-grained, subeuhedral, almost colourless actinolite in brecciated magnetite ore (transmitted light)
The minerals of the biotite group (mica) are the second most abundant silicates in the Kiirunavaara deposit and can be classified as phlogopite. This can be present in a variety of textures within all parts of the deposit. The crystals are most commonly subhedral to euhedral or appear as aggregates. Titanite (sphene) seems to be a common mineral in small quantities, although being fine-grained, it is seldom reported macroscopically during core logging. Mineralogical studies indicate that two different generations of titanite occur in the ore [7, 11, 12]. Besides the source of SiO2, titanite and also phlogopite are important sources of TiO2 in ore type B2.
Quartz seems to be a relatively uncommon mineral in the ore. According to the modal mineralogy, the quartz grade falls between 0 and 0.29 wt% in samples representing ore type B2 [7]. It usually occurs in the form of anhedral grains along with carbonates in narrow veins and veinlets and is typically fresh and unaltered. Alkali feldspar occurs in two phases in the Kiirunavaara deposit: K‑feldspar (orthoclase) and Na-feldspar (albite) [7, 11, 12, 19]. Albite seems to occur more frequently among subtypes of ore type B2 according to the QEMSCAN analysis. Alkali feldspar is commonly found in the brecciated ore at the contacts of the orebody and can end up in the beneficiation process. Furthermore, talc may also have an impact on the SiO2 grade in the magnetite concentrate at the beneficiation plants. However, talc is not as common as actinolite, phlogopite or even titanite.
The mineralogical investigations have been fundamental for understanding the role of silicates in mineral processing. The modal mineralogy and types of silicates in the crude ore might directly be connected to the amount of silicates in the magnetite concentrate particularly because the amount of the high-SiO2 ore type B2 (and SiO2-grade) increases in the deeper part of the deposit [1, 2, 8].
4.2 Subtypes of the High-SiO2 Ore Type B2
To obtain more information about the process mineralogical characteristics of this critical ore type B2, detailed mineral processing test work was carried out at the laboratory of the Chair of Mineral Processing, Montanuniversität Leoben. These tests combined geological (ore type), mineralogical (mineralogy of silicates, modal mineralogy), geochemical (mineral chemistry, distribution of elements) and process mineralogical characteristics (energy consumption, liberation and intergrowths of magnetite and silicates) [7]. The essential part of the mineralogical investigations was conducted using automated mineralogy (QEMSCAN®) to study the modal mineralogy, the distribution of silicates in the different particle size classes after comminution, the deportment of silicon (Si) between various silicates and the degree of liberation and intergrowths of magnetite and silicates.
The important result of these enlarged investigations was the discovery of two separate subtypes within ore type B2 based on the mineralogy. The first subtype B2-a is characterised by actinolite ± phlogopite. In Fig. 3a, samples 6252, 6363, and 6387 represent subtype B2-a, in which actinolite is the dominating silicate und thus also the main source of SiO2. Subtype B2-b is characterised by phlogopite ± quartz, but also in some cases by albite. The mineralogy is more complicated in samples 6351, 6367, and 6370 representing the subtype B2-b, in which phlogopite, quartz, chlorite and in some cases also albite are significant silicates (Fig. 3b). It should be noted that in the charts in Fig. 3a the focus is on the silicates and no attention is paid to the oxides (including magnetite), carbonates and phosphates [7]. The recognition of subtype B2-a was important because it turned out to be related to the problem of high SiO2 grades generated in the magnetite concentrate in the concentration plants.

Modal mineralogy of SiO2-bearing minerals in samples 6252, 6351, 6363, 6367, 6370, and 6387 of ore type B2 (total samples). (a) Mass (wt% in the sample); (b) Samples normalised to 100% [7]
The second target of these mineral processing tests was to estimate the mass specific energy consumption by means of laboratory rod mills and ball mills. The energy consumption for subtype B2-a, defined as the amount of energy needed to obtain a P80 = 45 µm from a feed, was lower than that for subtype B2-b. Although not as significant, the same characteristics were noted for the simulated energy consumption (P80 = 45 µm) based on the comminution tests related to the “Silica in the Mine” project. There is experimental evidence that there exists a link between grindability (i. e. breakage characteristics), energy consumption and mineralogy for these two subtypes [7].
5 Liberation Analysis
5.1 Liberation of Magnetite
Mineral liberation analysis can be regarded as a crucial part of the characterisation of an ore for mineral processing (e. g. [20,21,22]). In process mineralogy, the degree of liberation of a mineral is generally calculated from examining 2D sections (grain mounts) of a statistically representative set of particles (often a large amount of particles) containing the mineral of interest. The degree of liberation is typically based on the area-% of the mineral grains of interest, which can further be estimated to wt% or vol%. A series of analytical methods can be used to study liberation and the intergrowths of valuable minerals and gangue in process mineralogy and mineral processing.
Two methods of liberation analysis for magnetite and silicates were used in this study: separation with the Davis magnetic tube and automated mineralogy by QEMSCAN®. It can be noted that without modern automated mineralogy based on SEM-EDS techniques, liberation analysis and the comparison of mineral associations for non-liberated particles can be challenging, especially in the case of ternary particles.
The specific mineralogical investigation comprised the elaboration of the modal mineralogy, the mineral association in particle size class as well as a liberation analysis. Especially liberation affects magnetic separation and the potential degree of SiO2 in the magnetite concentrate at the beneficiation plants in Kiruna. In particular, this applies to the SiO2-rich ore type B2 [7].
As a conclusion based on the results of the liberation analysis (Table 2), the degree of liberation of magnetite seems to be high for most of the samples, and the magnetite can be regarded as fully liberated according to the current classification used by LKAB (>90% liberated) in most cases based on information evaluated with QEMSCAN® analysis and the Henry-Reinhardt charts.
It should be kept in mind that there might happen some overestimation of the degree of liberation because of a stereological error, which can depend on various factors such as particle composition, texture or the type of measurement when using automated mineralogy. Furthermore, the “Others” group is significant, especially in the finest particle size class (<40 µm), which is an indication of a high degree of liberation of silicates as well as other gangue minerals such as phosphates, carbonates and sulfides.
5.2 Intergrowths of Magnetite and Silicate Minerals
Some conclusions can be drawn from the degree of liberation of magnetite and silicates as well as from the binary intergrowths. As noted above, the degree of liberation of magnetite is high or even very high (in most cases over 90%) in these samples and so is even the degree of liberation of gangue minerals. Only binary intergrowths of magnetite and silicates seem to be of importance, as the intergrowths of magnetite and two or more silicate (ternary) appear to be uncommon, based on the data from the QEMSCAN analysis.
The binary intergrowths of magnetite and actinolite (Fig. 4a, b), but also the intergrowth of magnetite and phlogopite in some cases, can be regarded as the most important and presumably also the most common type of intergrowth in the case of magnetic separation. In some cases, the amount of binary intergrowths of magnetite and chlorite, magnetite and titanite and even magnetite and quartz may be relevant in terms of the SiO2 grade of the magnetic concentrate. Furthermore, there seems to be a clear difference between the two subtypes B2-a and B2-b in terms of binary intergrowths of magnetite and silicates. In subtype B2-a, intergrowths of magnetite and actinolite are most common, but an intergrowth of magnetite and phlogopite can also occur. In contrast, subtype B2-b, intergrowths of magnetite and phlogopite, but also of magnetite and chlorite, are common because chlorite is an alteration product of phlogopite.

Actinolite particles with fine-grained magnetite inclusions (white arrows) after comminution. Both samples (a) and (b) represent subtype B2-a (Sample 6387) (Liberated magnetite particles = black)
6 Separation of Magnetite and Silicates
6.1 Magnetic Separation
To obtain more information about the problem of silica, enlarged bench-scale mineral processing test work was carried out in LKAB’s mineral processing laboratories in Malmberget and Kiruna in 2016, particularly to study the possibility of reducing the silicate content in the magnetite concentrate with the focus on the high-SiO2 ore type B2 with its subtypes B2-a and B2-b. The test work consisted of comminution, magnetic separation and cationic reverse flotation (i. e. silicates are floated and magnetite depressed), completed with screen analysis, chemical assays and mineralogical investigations [23]. To obtain the right particle size, the grinding times in the secondary stage (ball mill) were estimated from the results of the test work programme in connection with the “Silica in the Mine” project [6,7,8, 14].
The fine-grained intergrowth of magnetite and actinolite (Fig. 4a, b) is presumably most important with regard to magnetic separation and furthermore the SiO2 grade in the magnetite concentrate in the beneficiation plants. It was shown at laboratory scale by the Davis magnetic tube tests for the samples belonging to subtype B2-a compared to subtype B2-b that there is a poor separation of the intergrown particles within each ore subtype, which causes an elevated SiO2 grade in the Davis tube concentrate (Fig. 5a). It should be noted that in some samples, representing subtype B2-b, some actinolite particles with magnetite inclusions were also identified in the magnetic fraction (concentrate) after separation by the Davis magnetic tube. This indicates that a small amount of actinolite with magnetite inclusions (pseudomorph after pyroxene) can occur in the concentrate even though the major part of the actinolite is the coarse-grained type typical of subtype B2-b [7].

Actinolite particles (white arrows) with fine-grained magnetite inclusions. (a) Magnetic fraction after separation with Davis magnetic tube (sample 6252, subtype B2-a). (b) Magnetite concentrate from the beneficiation plant (sample 256, +45/−63 µm)
Based on the samples from the concentration plant KA2, the problem with the high SiO2 grade is closely related to fine-grained intergrowths of magnetite and actinolite in the magnetite concentrate at the beneficiation plants at the Kiirunavaara site. Actinolite particles with magnetic inclusions seem to end up in the magnetite concentrate (Fig. 5b).
Even fully liberated quartz particles can in some cases occur in the magnetite concentrate after separation by the Davis magnetic tube, which increases the SiO2 grade significantly. These have also been observed in the magnetite concentrate in the beneficiation plant. It can be concluded that there is a need to carry out further study to discover the reason or mechanism contributing to the occurrence of fully liberated quartz particles in the concentrate.
6.2 Silicate Flotation
To reduce the SiO2 content in the magnetite concentrate at the beneficiation plants at the Kiirunavaara site, a reverse flotation laboratory test programme was initiated as a part of the enlarged mineral processing tests in early spring 2016. The study was based on the investigation carried out at the mineral processing laboratory at the Geological Survey of Finland (GTK), where a reverse cationic flotation (i. e. silicates are floated and magnetite depressed) was applied to reduce the SiO2 content in magnetite concentrate obtained by WLIMS [23].
The SiO2 grade in the magnetite concentrate for DR pellets is normally limited to a maximum level of 0.55% (red line in Fig. 6) in order to achieve the required chemical composition in the pelletising process. Based on the results of the chemical assays on the magnetite concentrate obtained with the magnetic separation (WLIMS) and reverse flotation, two observations are obvious (Fig. 6). Firstly, the samples representing ore type B2-a show a higher SiO2 grade in the magnetite concentrate obtained with the magnetic separation, compared to samples representing ore type B2-b. It can also be noted that the samples representing ore type B1 and B2-b already show SiO2 grades below the reference value of 0.55% SiO2 after magnetic separation. Secondly, the SiO2 grade in the magnetite concentrate representing ore type B2-a can be reduced to a level below the reference value (0.55% SiO2) using reverse flotation [23].

SiO2 grades in WLIMS concentrate and flotation concentrate (red line = reference value 0.55% SiO2)
7 Conclusions
Some conclusions and recommendations for further work can be made based on the results from recent studies in order to better understand the nature of the problematic silica in the crude ore and the behaviour of silicates in the beneficiation process [7, 12, 23].
Firstly, subtype B2-a seems to be closely related to the problem of high SiO2 content based on its mineralogy. Ore type B1 seems to be more homogenous and, in general, low in SiO2. As the amount of ore type D (high-P) decreases in the deeper parts of the deposit, more focus should be laid on ore type B2 via sampling of the drill cores obtained by the exploration drilling and mineral processing tests. Furthermore, the current 3D geological model is under reconstruction, with ore types B1 (low-SiO2) and B2 (high-SiO2) separated into different domains. The two subtypes B2-a and B2-b of the high-SiO2 ore type B2 are separated in drill core logging and consideration will also be made to separating two subtypes, B2-a and B2-b into different domains, if possible. In parallel, a special geometallurgical block model is under construction in which the mineral processing parameters, such as energy consumption and expected SiO2 grade in the magnetite concentrate, will be implemented.
Secondly, to reduce the SiO2 content in the magnetite concentrate in the concentration plants, a reverse cationic flotation can be regarded as a possible solution in addition to the magnetic separation. All samples representing ore types B1, B2-a and B2-b showed SiO2 grades below the reference value (0.55% SiO2) after magnetic separation and reverse flotation. It seems to be relatively simple to use flotation to reduce the SiO2 grade in ore type B2-a, in which actinolite is the dominating silicate.
An extensive large-scale sampling programme will be carried out at the different stages of the process in the beneficiation plants at the Kiirunavaara site in 2017. The information gained thereof will be essential for the characterisation and identification of the problem of high silica, which is undoubtedly, at least to some extent, related to the mineralogy of the silicates in the ore (liberation and intergrowths). This may be particularly important after the comminution circuit as well as before and after wet low magnetic separation (WLIMS), when repeated high SiO2 grades are measured in the magnetite concentrate or when significant fluctuations in SiO2 grades in the crude ore are noted. The aim of the large-scale investigation is to obtain detailed information about the behaviour of the different silicates at the various process stages, and to discover the limitations in reducing SiO2 (silicates) between the concentrators, since they have process differences.
Detailed information about the particular mineralogy of the silicates, mostly actinolite, in the Kiirunavaara deposit and the mineral processing characteristics of ore type B2, especially those of subtype B2-a, provides a good basis for designing pilot plant tests related to potential silicate flotation in the beneficiation plants at the Kiirunavaara site to reduce SiO2 content in the magnetite concentrate in the future. This will also help to find the challenges that need to be taken into consideration for further investigations and decisions concerning mineral processing.
References
Adolfsson, G.: Uppföljning av kisel Gruva – färdig produkt. LKAB Report 08-766, (Internal Report in Swedish), 2008
Adolfsson, G.; Fredriksson, A.: Reduction of Silica in LKAB Pellets through Different Mineral Processing Unit Operations, in: Preprints, Conference in Minerals Engineering, Luleå University of Technology, 2011, pp. 17–26.
LKAB: LKAB Products, Handbook, 2014
Adolfsson, G. :MITU Project – Column flotation of silicate minerals from iron ore. LKAB Rapport 95–774 with Appendices, (Internal Report in Swedish), 1995
Moen, K.: En kartleggning av silikat fördelning og opptreden i ulike jernmalmkonsentrat. NTNU (Norges Teknisk-Naturvitenskaplige Universitet), Trondheim. Reported to LKAB (in Norwegian), 2007
Drugge, L.: Validering av metod för simulering av framtida anrikningsresultat. LKAB Utredning 09-775 (Internal Report in Swedish), 2009
Niiranen, K.: Characterization of the Kiirunavaara iron ore deposit for mineral processing with the focus on the high silica ore type B2. PhD thesis, Leoben, Montanuniv., Chair of Mineral Processing, 2015
Niiranen, K.; Böhm, A.: Geometallurgical Characterization of ore type B2 (high silica ore) at the Kiirunavaara iron ore deposit, Northern Sweden, in: Proceedings Vol. 1, 12th Biennial SGA Meeting, Uppsala, Sweden, 2013, pp. 352–355
Geijer, P.: Igneous rocks and iron ores of Kiirunavaara, Luossavaara och Tuolluvaara. Scientific and practical researches in Lapland arranged by Luossavaara-Kiirunavaara Aktiebolag, Stockholm, 1910
Geijer, P.: The iron ores of Kiruna type: geographical distribution, geological characters, and origin. Sveriges Geol. Unders., Ser. C (367), 1931
Nordstrand, J.: Mineral Chemistry of Gangue Minerals Kiirunavaara iron ore. Master’s thesis (unpubl.) with Appendices, Luleå University of Technology, Department of Civil, environmental and Natural Resources Engineering, 2012
Aupers, K.: Gangue mineralogy and deportment of deleterious elements in the iron ore of the Kiirunavaara deposit, Sweden. Master’s thesis (unpubl.) with Appendices, TU Bergakademie Freiberg, Faculty of Geosciences, Geoengineering and Mining, 2014
Niiranen, K.: The Deep Parts of the Kiirunavaara Apatite-magnetite Ore Body in Kiruna, Northern Sweden and the Impact of Future mining on the Township of Kiruna, in: Proceedings, 6th International Mining Geology Conference, Darwin, AusIMM, 2006, pp. 57–67
Niiranen, K.; Fredriksson, A.: A Systematic Approach of Geometallurgical Mapping of the Kiirunavaara Iron Ore, in: Preprints, Conference in Minerals Engineering, Luleå University of Technology, 2012, pp. 81–90
Wimmer, M.; Niiranen, K.: Das Magnetit-Apatit-Erz von Kiruna (Nordschweden); Gewinnung, Aufbereitung und Veredlung. Bergbau (Zeitschrift für Rohstoffgewinnung, Energie, Umwelt), 56 (2005), no. 9, pp. 396–406
Wimmer, M.: Towards Understanding Breakage and Flow in Sublevel Caving (SLC). PhD, Luleå University of Technology, Department of Civil, Environmental and Natural Resources Engineering, 2012
Niiranen, K.: Produktstromkontrolle des Aufgabestroms in die Aufbereitung bei LKAB in Kiruna, Nordschweden. BHM Berg-und Hüttenmännische Monatshefte, 157(2012), no. 6–7, pp. 264–268
Knights, J.: Optical Assessment Impurities in Kiruna Iron Ore, LKAB, RandD Labs, Malmberget, J K Tech Job 1147 (Internal LKB Report), 2001
Jarousseau, B.; Pålsson, B.: Mineralogical study of the Lake Ore. Research Report, Luleå University of Technology, Division of Mineral Processing, 2000
Lamberg, P.: The use of mineral liberation data with property-based models in simulating mineral processes, in: Proceedings Process Mineralogy ‘10, South Africa, 2010, pp. 69–83
Lund, C.: Mineralogical, Chemical and textural Characterisation of the Malmberget Iron Ore Deposit for a geometallurgical Model. PhD thesis with manuscripts , Luleå University of Technology, Faculty of Geosciences, Geoengineering and Mining, 2013
Liipo, J.; Lang, C.; Burgess, S.; Otterstrom, H.; Person, H.; Lamberg, P.: Automated mineral liberation analysis using INCAMineral, in: Proceedings, Process Mineralogy ’12, South Africa, 2012
Töyrä, V.; Niiranen, K.; Niva, E.; Rosendal, O.: Increasing Silicate Content in the Kiruna Ore – a Challenge for Mineral Processing, in: Proceedings Mineral Engineering 2017 Conference. University of Technology Luleå, pp. 149–159
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Niiranen, K. Increasing Silicate Grade in Crude Ore. Berg Huettenmaenn Monatsh 162, 297–305 (2017). https://doi.org/10.1007/s00501-017-0620-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00501-017-0620-9