
Abstract
The present report addresses briefly the most important issues for simulation of metallurgical processes, namely multiphase issues (particle and bubble motion; crystal motion during solidification), multiphysics issues (electromagnetic stirring; electro-slag remelting; Cu-electro-refining; fluid-structure interaction; mushy zone deformation), process simulations on GPUs, though-process modelling, and automatic optimization via simulation. The present state-of-the art as well as requirements for future developments are presented and discussed.
Zusammenfassung
Die vorliegende Arbeit beschreibt in Kürze die wichtigsten Gesichtspunkte bezüglich Simulationen metallurgischer Prozesse. Dies sind Mehrphasenaspekte (Partikel- und Gasblasenbewegung; Kristallbewegung während der Erstarrung), multiphysikalische Ansätze (Elektromagnetisches Rühren; Elektroschlacke-Umschmelzen; Kupfer-Raffinationselektrolyse; Fluid-Struktur-Interaktion; Deformationen im Zweiphasengebiet fest/flüssig); Prozesssimulation auf Graphikkarten, durchgängige Prozesskettensimulationen und automatische Optimierung mittels Simulation. Der aktuelle Stand der Forschung sowie Notwendigkeiten für zukünftige Entwicklungen werden präsentiert und diskutiert.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Numerical process simulations are nowadays standard for designing and optimization of metallurgical processes [1]. Furnace construction, tundish planning, or designing of continuous casting machines are assisted by the beforehand use of simulation tools. On the other hand, many metallurgical processes need multiphase and/or multiphysics descriptions to account for essential process details, yet often these descriptions are missing or only roughly available. In the present report, which is based on two former review reports by the same authors [2, 3], we give a short overview on present developments and future directions in the field.
2 Multiphase Simulation
2.1 Particle and Bubble Motion
During the continuous-casting process, argon gas is injected into the submerged entry nozzle (SEN) to prevent attachment of nonmetallic inclusions to the inner wall of the SEN, to prevent air from entering the SEN, to promote desired flow patterns, and to promote the flotation of nonmetallic inclusion. The most common way of modeling particle and bubble motion is the so-called disperse phase method (DPM), where the trajectory of particles/bubbles (or packets of particles/bubbles) are estimated by solving Newton’s law of motion. This can be done with or without influencing the surrounding metal flow (one- or two-way coupling). The impact local turbulent eddies might have on the distribution of particles/bubbles is quite important [4–6]. In ref. [7], the impact of bubbles on the transient, turbulent flow in a continuous caster for steel slabs has been studied, and in ref. [8] bubble coagulation and break-up were investigated and corresponding model approaches were suggested. Water-particle flow experiments in a tundish were compared with results from the discrete phase model in ref. [9].
2.2 Crystal Motion during Solidification
In many practical solidification processes, the equiaxed crystals that are formed first move with the melt when they are small and then sink down and sediment when they are getting larger. Especially, in big steel ingots or in grain refined Al-alloy slabs, large regions usually form by growth and sedimentation of equiaxed crystals. In the last decades, numerical simulation of nucleation, growth, motion, and sedimentation of equiaxed crystals have made huge progress. Below the solid fraction of the coherency limit where the equiaxed crystals are relatively free to move, their motion can be described either by the equation of motion for a single grain or by a volume-averaged momentum conservation equation for the solid phase. In refs. [10–12], a single-phase, one-domain macroscopic model is used to study binary alloy solidification with moving equiaxed solid phase. Herein, the equation of motion of single grains is solved by using an effective viscosity for the solid/liquid mixture. In refs. [13–30], the volume-averaged momentum conservation equation for the liquid and the solid phases is solved together with a grain number density conservation equation using an effective solid viscosity expression as function of solid fraction. In ref. [31], this model is combined with the description of shrinkage cavities during solidification of large ingots (Fig. 1).

Simulation of formation of macrosegregation due to equiaxed motion and shrinkage cavity formation during solidification of a 3.3 ton ingot. (a) shows the macrosegregation strength with blue for negative and yellow/red for positive macrosegregation; (b) solid volume fraction and melt flow at the end of solidification. Corresponding model description can be found in [31]
3 Multiphysics Simulation
3.1 Electromagnetic Stirring
Electromagnetic stirring (EMS) during solidification provides a number of benefits like the enhanced transition from columnar to equiaxed solidification, the homogenization of the liquid steel flow, and the reduction of surface or subsurface defects. It is well known that the primary purpose of enhancing the flow near or in the mushy zone is to help break down the coarse columnar dendritic solidification structure to produce a finer dendritic structure and a larger proportion of equiaxed grains. Modelling of turbulent flow, steel temperature, solidification, exogenous inclusion transport, and electromagnetic stirring have now become possible on quite an elevated scientific level [32, 33]. In [34], the steel flow in the mold region of a round bloom caster was investigated by numeric simulations and experimental work. A specific test section was built up, which allows flow measurements to be carried out in a 1:3 scale Perspex model of a round bloom strand under the influence of a rotating magnetic field. The low melting point alloy GaInSn was used to substitute the liquid steel. Despite the success of modeling EMS in the mold, electromagnetic stirring in the bending zone of a steel slab caster or even at areas were solidification finish still needs further developments. Here the multiphase nature of semi-solid slurry must be added to the flow description.
3.2 Electro-slag Remelting
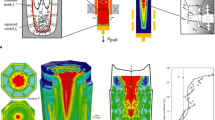
The production of materials that are free from detrimental segregation has long demanded the use of the remelting processes of vacuum arc remelting (VAR) and electroslag remelting (ESR) [35]. Recently the steel industry has produced and, even more in the near future, will have to produce much larger ingots for larger parts with improved cleanliness levels and at very low segregation limits. For example, the aviation industry and power supply industry are looking for larger diameters e.g. for bearings, plates, discs, and shafts for turbines. Numerous publications can be found in the field of simulation of the ESR process, but almost all are performed in 2D. Unfortunately, simple models using rough 2D approximations cannot be used in large geometries where 3D effects are believed to be dominant. The group of authors has recently presented 3D simulations of the ESR process and discussed special 3D features [36–39]. Fig. 2 shows the velocity field over the exposed slag surface and at the first slag/metal interface under electrode for a 600 mm ingot. Especially, the impact individual or collective droplet formation might have on the resistance swing plot typically taken during operation of an ESR-device is of great technical importance.

Velocity field over the exposed slag surface and at the first slag/metal interface under electrode (liquid metal film and droplet). The electrode diameter is 420 mm and the ingot diameter is 600 mm. The vectors have all the same length. Small apparent vectors are vectors that are meanly directed in the vertical direction. Picture taken from ref. [36]
3.3 Cu Electro-refining
The copper refining electrolysis process is essential for producing high purity copper at an industrial scale. The challenge for a corresponding numerical process simulation is that the driving phenomena for natural convection (dissolution and plating of copper) happens in the 100 µm vicinity of the electrodes, whereas force convection is governed by in- and outlets of the full tankhouse cell which is in the order of several meters. Hence, simultaneous calculation of natural and forced convection in a full-scale tankhouse cell is at present impractical if not impossible. The number of cells would be far too large. Therefore, in ref. [40], it was suggested to break down the simulation into two parts. First, the natural convection caused by the density changes of the electrolyte is simulated in a “local” simulation covering one anode-cathode pair. Secondly, the flow of the electrolyte caused by the forced convection is simulated at a “global” scale, whereby the results from the “local” simulation is included by individual in-/outlet surfaces in between the multiple anode-cathode gaps. With that approach, it was possible to identify areas with insufficient electrolyte movement in a full-scale copper refining electrolysis cell. With this information, an improper concentration of inhibitors and/or undesired anode slimes occurrence can numerically be detected.
3.4 Fluid-structure Interaction
The term fluid-structure interaction is used for problems where a fluid and a solid body exchange momentum due to the deformation of a predefined surface. A simple example is an exhaust pipe that bends due to the thermal impact of the hot fluid (liquid or gas) which flows through the pipe. Obviously, the pipe bending changes also the fluid domain. Describing the fluid flow is a typical CFD (Computational Fluid Dynamic) problem, whereas describing the pipe deformation is a typical FEM (Finite Element Method) problem. The interplay of CFD and FEM happens here via the inner surface of the pipe. Apart from the use of both a CFD- and a FEM-tool for the same problem and handling the data transfer between them, the challenge of fluid-structure interaction lies in the necessity of permanently remeshing both domains [41]. In ref. [42], a novel pressure-velocity formation is suggested, which makes CDF and FEM calculations with the same numerical code possible. A partitioned fluid-structure interaction approach for ingot solidification has been proposed in ref. [43].
3.5 Mushy Zone Deformation
During solidification of castings, equiaxed crystals having formed sink downwards, sediment, and form a packed bed. The behavior of separated moving crystals can be described by a submerge object approach, whereas the viscoplastic behavior of a semi-solid slurry follows a volume-averaged viscoplastic constitutive equation. In ref. [44, 45], a two-phase Eulerian-Eulerian volume-averaging approach is used to combine both flow regimes. The transition happens at a certain solid volume fraction, the so-called coherency limit. Starting with a uniform distribution of crystals in rest, sedimentation and packing of crystals are described together with deformation of and stress evolution in the backed bed. It is shown that semi-solid channels where liquid can flow more easily might exist in between coherent solid area (Fig. 3) and that the formation of a continuous crystal pile up and a corresponding initiation of a crystal avalanche/collapsing can be predicted. The model is the first step towards describing the formation of the solidifying shell together with the occurring gap between mold and metal during thin slab casting of steel.

Modeling example of solid packing and liquid draining during sedimentation of equiaxed crystals. (a) and (b) show solid fraction with liquid and solid velocity vectors; (c) apparent kinematic viscosity of the solid distribution; (d) shrinkage rate. Figures are taken from ref. [44]
4 Process Simulations on GPUs
Scientific calculations on modern Graphic Cards, so-called GPUs, have the potential of being a factor of 10x–100x times faster than the classical methods using CPUs [46–48]. However, in order to achieve such huge accelerations, the numerical approach must take full advantage of the GPU architecture. The Smoothed-Particle Hydrodynamics (SPH) technique has been established as one of the major concepts for fluid animation in computer graphics [49]. Nowadays, complex scenes with millions of sampling points, one- and two-way coupled rigid and elastic solids, multiple phases and additional features such as foam or air bubbles can be computed at reasonable expense. Fig. 4 shows an impressive example of the capacity of SPH. However, the technique still needs some major developments in order to transform from being a computer graphics tool to a tool for solving scientific problems. At present, the group of authors is developing a Smoothed-Particle Hydrodynamics (SPH) method specially extended for simulating metallurgical processes [50].

Three medieval ships in distress after collapse of the left wall. Simulation was done with 20 Mio. SPH particles. Picture taken from ref. [49]. (See also https://www.youtube.com/watch?v=UPh0fkFPFig)
5 Though-process Modelling
ICME, short for “Integrated Computational Materials Engineering”, stands for through-process simulations with information exchange between the heterogeneous varieties of numerous simulation tools. Examples of such through-process simulations can be found in refs. [51–53], although, promoted by the US government via the Materials Genome InitiativeFootnote 1 and the EU-commission via the Integrated Computational Materials Engineering expert groupFootnote 2, ICME is still suffering from long computation times especially for 3D problems. The ultimate goal of computationally develop materials and corresponding production routes would even take much more computation time as automatic optimization is an essential part of a smart solution—an objective which will surely keep the next generation of simulation experts busy.
6 Automatic Optimization via Simulation
The mechanic properties of many Aluminum alloys can be changed by a heat treatment and quenching procedure. If locally a strengthening of the alloy is needed, a localized heat treatment and quenching procedure may be an alternative to the energy intensive and costly treatment of the whole part. However, it is not clear which process parameters are required in order to achieve the desired local strengthening. In ref. [54], a numerical simulation of the process chain local heating and rapid cooling involving prediction of the material constitution (and thus local property changes) is used for a multicriteria optimization approach where the desired local strengthening is defined as target function. The optimization scheme performs a series of process simulations where LASER power, beam diameter, and exposure time are varied automatically until the energy minimized process is found which ensures sufficient local strengthening of the alloy.
7 Conclusion and Summary
Process simulations for metallurgical processes have become a daily routine for engineers working in industry. However, many processes are multiphase and multiphysics in nature. Considering corresponding phenomena in detail is soon bringing the standard simulation tools to the edge of their ability. In the next decades, the following is greatly needed: (i) new more sophistic model considerations; (ii) new/improved software strategies that might save most of the computation efforts; and (iii) companies willing to take the effort to verify numerical predictions by measuring process details even during their production.
Literatur
Rappaz, M.; Bellet, M.; Deville, M.: Numerical Modelling in Materials Science and Engineering, Springer-Verlag, 1998
Ludwig, A.; Kharicha, A.; Wu, M.: Modeling of Multiscale and Multiphase Phenomena, Materials Processing, Met. Mater. Trans. B, 45 (2014), pp 36–43
Ludwig, A.; Wu, M.; Kharicha, A.; Vakhrushev, A.; Bohacek, J.; Kemminger, A.; Karimi-Sibaki, E.: Process Simulation for the Metallurgical Industry: New Insights into Invisible Phenomena, BHM, 158 (2013), pp 184–188
Pfeiler, C.; Wu, M.; Ludwig, A.: Numerical Description of Particle and Bubble Motion in the Submerged Entry Nozzle Region during Steel Continuous Casting, in: Int. Conf. on Simulation and Modelling of Metallurgical Processes in Steelmaking (STEELSIM 2005), Brno, Czech Republic, 2005, pp 231–250
Pfeiler, C.; Wu, M.; Ludwig, A.: Influence of argon gas bubbles and non-metallic inclusions on the flow behavior in steel continuous casting, Mater. Sci. Eng. A, 413–414 (2005), pp 115–120
Pfeiler, C.; Wu, M.; Ludwig, A.; Chimani, C.; Watzinger, J.: Simulation of inclusion and bubble motion in steel, in: Gandin, C.-A.; Bellet, M. (eds): 6th Int. Conf. on Modeling of Casting, Welding and Adv. Solidification Processes (MCWASP VI), TMS Publication, 2006
Liu, Z. Q.; Li, B. K.; Jiang, M. F.: Transient Asymmetric Flow and Bubble Transport Inside a Slab Continuous-Casting Mold, Metall. Mater. Trans. B, 45 (2013), pp 675–697
Zhang, T.; Luo, Z. G., Liu, C. L.; Zhou, H.; Zou, Z. S. A mathematical model considering the interaction of bubbles in continuous casting mold of steel, Powder Technol., 273 (2015), pp 154–164
Vakhrushev, A.; Wu, M.; Ludwig, A.; Nitzl, G.; Tang, Y; Hackl, G.: Verification of a Discrete Phase Model with Water-Particle Flow Experiments in a Tundish, in: 5th. Int. Conf. on Simulation; Modeling of Metall, Processes in Steelmaking (STEELSIM 2013), 2013
Kumar, A.; Dutta, P. Modeling of transport phenomena in continuous casting of non-dendritic billets, Int. J. Heat Mass Tran., 48 (2005), pp 3674–3688
Kumar, A.; Walker, M. J.; Sundarraj, S.; Dutta, P.: Grain floatation during equiaxed solidification of an Al-Cu alloy in a side-cooled cavity: Part I-Experimental studies, Met. Mater. Trans. B, 42 (2011), pp 825–836
Kumar, A.; Walker, M. J.; Sundarraj, S.; Dutta, P.: Grain floatation during equiaxed solidification of an Al-Cu alloy in a side-cooled cavity: Part II-Numerical Studies, Met. Mater. Trans. B, 42 (2011), pp 783–799
Ludwig, A.; Wu, M.: Modeling of globular equiaxed solidification with a two-phase approach, Met. Mater. Trans. A, 33 (2002), pp 3673–3683
Wu, M.; Ludwig, A.; Bührig-Polaczek, A.; Fehlbier, M.; Sahm, P. R.: Influence of Convection and Grain Movement on Globular Equiaxed Solidification, Int. J. Heat Mass Transf., 46 (2003), pp 2819–2832
Wu, M.; Ludwig, A.: Study of Spatial Phase Separation during Solidification and Its Impact on the Formation of Macrosegregations, Mater. Sci. Eng. A, 413-4 (2005), pp 192–199
Wu, M.; Ludwig, A.; Luo, J.: Numerical Study of the Thermal-Solutal Convection and Grain Sedimentation during Globular Equiaxed Solidification, Mater. Sci. Forum, 475–479 (2005), pp 2725–2730
Ludwig, A.; Wu, M.: Modeling the columnar-to-equiaxed transition with a three-phase Eulerian approach, Mater. Sci. Eng. A, 413–414 (2005), 109–114
Wang, T.; Wu, M.; Ludwig, A.; Abondano, M.; Pustal, B.; Bührig-Polaczek, A.: Modelling the thermosolutal convection, shrinkage flow and grain movement of globular equiaxed solidification using a three phase model, Int. J. Cast Met. Res., 18 (2005), pp 221–228
Wu, M.; Ludwig, A.: A 3-phase model for Mixed Columnar-Equiaxed Solidification. Met. Mater. Trans. A, 37 (2006), pp 1613–1631
Wu, M.; Ludwig, A.: Volume averaging concept for mixed columnar-equiaxed solidification, In: Gandin, C-A.; Bellet, M. (eds), 11th Int. Conf. on Modeling of Casting, Welding and Advanced Solidification Processes (MCWASP XI), Opio, France, 2006, pp 291–298
Wang, T. M.; Lin, T. J.; Cao, Z. Q.; Jin, J. Z.; Grimmig, A.; Bührig-Polaczek, A.; Wu, M.; Ludwig, A.: Modelling of the Thermo-Solutal Convection, Shrinkage Flow and Grain Movement during Globular Equiaxed Solidification in a Multiphase System – II. Application of Model, Acta Metall. Sin., 42 (2006), pp 591–598
Wu, M.; Ludwig, A.: Using a Three-Phase Deterministic Model for the Columnar-to-Equiaxed Transition. Met. Mater. Trans. A, 38 (2007), pp 1465–1475
Wu, M.; Ludwig, A. Modeling equiaxed solidification with melt convection and grain sedimentation—I: Model description, Acta Mater, 57 (2009), pp 5621–5631
Wu, M.; Ludwig, A.: Modeling equiaxed solidification with melt convection and grain sedimentation — II: Model verification, Acta Mater, 57 (2009), pp 5632–5644
Wu, M.; Fjeld, A.; Ludwig, A.: Modelling mixed columnar-equiaxed solidification with melt convection and grain sedimentation – Part I: Model description, Comput. Mater. Sci., 50 (2010), pp 32–42
Wu, M.; Ludwig, A.; Fjeld, A.: Modelling mixed columnar-equiaxed solidification with melt convection and grain sedimentation – Part II: Illustrative modelling results and parameter studies, Comput. Mater. Sci, 50 (2010), pp 43–58
Kharicha, A.; Stefan-Kharicha, M.; Ludwig, A.; Wu, M.: Simultaneous observation of melt flow and motion of equiaxed crystals during solidification using a dual phase Particle Image Velocimetry technique, IOP Conf. Ser, Mater. Sci. Eng, 33 (2012), p. 012042
Wu, M.; Ahmadein, M.; Kharicha, A.; Ludwig, A.; Li, J.; Schumacher, P.: Simulation of the as-cast structure of Al-4.0wt.%Cu ingots with a 5-phase mixed columnar-equiaxed solidification model, IOP Conf. Ser. Mater. Sci. Eng, 33 (2012), p. 012075
Wu, M.; Li, J.; Kharicha, A.; Ludwig, A.: Multiphase modelling of macrosegregation in ingot castings, In: 1st Int. Conf. on Ingot Casting, Rolling and Forging, 2012, pp 1–9
Li, J.; Wu, M.; Ludwig, A.; Kharicha, A.: Simulation of macrosegregation in a 2.45-ton steel ingot using a three-phase mixed columnar-equiaxed model, Int. J. Heat Mass Transf., 72 (2014), pp 668–679
Wu, M.; Kharicha, A.; Ludwig, A.: Using four-phase Eulerian volume averaging approach to model macrosegregation and shrinkage cavity, IOP Conf. Ser. Mater. Sci. Eng., 84 (2015), p. 012006
Javurek, M.; Barna, M.; Gittler, P.; Rockenschaub, K.; Lechner, M.: Flow modelling in continuous casting of round bloom strands with electromagnetic stirring, Steel Res. Int., 79 (2008), pp 617–626
Barman, N.; Kumar, P.; Dutta, P.: Studies on transport phenomena during solidification of an aluminum alloy in the presence of linear electromagnetic stirring, J. Mater. Process. Technol., 209 (2009), pp 5912–5923
Barna, M.; Willers, B.; Reiter, J.; Eckert, S.: Investigation and validation of mould-electromagnetic stirring for continuous casting of round steel blooms, In: 2nd METEC ESTAD Conf., June 2015, 2015
Mitchell, A.: Solidification in remelting processes, Mater. Sci. Eng. A, 413–414 (2005), pp 10–18
Kharicha, A.; Wu, M.; Ludwig, A.: MHD and multiphase phenomena in an industrial scale electro-slag remelting process, In: 8th Int. Conf. on Multiphase Flow (ICMF), 2013
Kharicha, A.; Ludwig, A.: 3D Simulation of the melting during an industrial sclae electro-slag remelting process, in: Lee, P. D. (ed.) Int. Symp. on Liquid Metal Processing and Casting (LMPC), 2011, pp 41–48
Kharicha, A.; Ludwig, A.; Wu, M.: Simulation of the melting of a flat electrode duringan electro-slag remelting process, In: 4th. Int. Conf. on Simulation, Modeling of Metall. Processes in Steelmaking (STEELSIM 2011), 2011, pp 1–5
Kharicha, A.; Ludwig, A. Influence of an imposed vertical current on the droplet formation during a melting process, In: 7th Int. Conf. on Multiphase Flow (ICMF), 2010, pp 1–5
Kemminger, A.; Ludwig, A.: Modelling the Electrolyte Flow in a Full-Scale Copper Electrorefining Tankhouse Cell. In: European Metallurgy Conference (EMC), 2013, pp 795–805
Jasak, H.; Tukovic, Z.: Dynamic mesh handling in OpenFOAM applied to fluid-structure interaction simulations, Eur. Conf. Comput. Fluid Dyn, 2010, pp 1–19
Papadakis, G.: A novel pressure–velocity formulation and solution method for fluid–structure interaction problems, J. Comp. Phys., 227 (2008), pp 3383–3404
Boughanmi, O.; Bellet, M.: A Partitioned Fluid-Structure Interaction Approach during Steel Solidification†¯: Application to the simulation of Ingot Casting, In: Steelsim 2011 5, 2011, pp 1–10
Ludwig, A.; Vakhrushev, A.; Holzmann, T.; Wu, M.; Kharicha, A.: Two-phase modelling of equiaxed crystal sedimentation and thermomechanic stress development in the sedimented packed bed, IOP Conf. Ser. Mater. Sci. Eng., 84 (2015), p. 012102
Ludwig, A.; Vakhrushev, A.; Wu, M.; Holzmann, T.; Kharicha, A.: Simulation of crystal sedimentation and viscoplastic behavior of sedimented equiaxed mushy zones, Trans. Indian Inst. Met., submitted (2015)
Elsen, E.; LeGresley, P.; Darve, E.: Large calculation of the flow over a hypersonic vehicle using a GPU, J. Comput. Phys., 227 (2008), pp 10148–61
Göddeke, D.; Buijssen, S. H. M.; Wobker, H.; Turek, S.: GPU Acceleration of an Unmodified Parallel Finite Element Navier-Stokes Solver in: Smari, W. W.; McIntire, J. (eds), High Performance Computing; Simulation, 2009, pp 12–21
Klöckner, A.; Warburton, T.; Bridge, J.; Hesthaven, J. S.: Nodal discontinuous Galerkin methods on graphics processors, J. Comp. Phys., 228 (2009), pp 7863–7882
Ihmsen, M.; Orthmann, J.; Solenthaler, B.; Kolb, A.; Teschner, M.: SPH Fluids in Computer Graphics, Eurographics, 2014, pp 21–42
Kharicha, A.; Baig, S.; Wu, M.; Ludwig, A.: Boussinesq and Non-Boussinesq Thermal Buoyancy with free surface using Smooth Particle Hydrodynamics, to be publ. (2015)
Ludwig, A.; Unterreiter, G.; Wu, M.; Stauder, B.; Tatschl, R.; Edelbauer, W.; Kopun, R.; Basara, B.; Zhang, D.; Sommitsch, Ch.; Krumphals, F.: Through-Process Modeling of Complex Aluminum Cast Parts Considering Casting, Heat Treatment, Quenching and Aging, In: 1st Int. Workshop on Software Solutions for Integr. Comp. Mater. Eng., 82 (2014)
Li, P.; Maijer, D. M.; Lindley, T. C.; Lee, P. D.: A through process model of the impact of in-service loading, residual stress, and microstructure on the final fatigue life of an A356 automotive wheel, Mater. Sci. Eng. A, 460–461 (2008), pp 20–30
Maijer, D. M.; Gao, Y. X.; Lee, P. D.; Lindley, T. C.; Fukui, T.: A through-process model of an A356 brake caliper for fatigue life prediction, Met. Mater. Trans. A, 35 (2004), pp 3275–3288
Holzmann, T.; Ludwig, A.: Automatized Optimization of a Localized Heat Treatment for Al-Cu-Mg Alloys, IOP Conf. Ser. Mater. Sci. Eng., in print (2015)
Acknowledgements
The authors are grateful for financial support by RHI Technologies, INTECO special melting technologies GmbH, Atlantic Copper, Aurubis AG, Aurubis Belgium, Boliden Mineral, Kennecott Utah Copper, Montanwerke Brixlegg, and Outotec Finland. Also part of this work was financial supported by the Christian-Doppler Society and the Austrian Federal Government (in particular by the Bundesministerium für Verkehr, Innovation und Technologie and the Bundesministerium für Wirtschaft, Familie und Jugend) and the Styrian Provincial Governments, represented by Österreichische Forschungsförderungsgesellschaft mbH and by Steirische Wirtschaftsförderungsgesellschaft mbH, within the research activities of the K2 Competence Centre on “Integrated Research in Materials, Processing and Product Engineering”, operated by the Materials Center Leoben Forschung GmbH in the framework of the Austrian COMET Competence Centre Programme, for which the authors are grateful.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Ludwig, A., Wu, M. & Kharicha, A. Recent Developments and Future Perspectives in Simulation of Metallurgical Processes. Berg Huettenmaenn Monatsh 160, 507–512 (2015). https://doi.org/10.1007/s00501-015-0416-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00501-015-0416-8
Keywords
- Process simulation
- Electromagnetic stirring
- Electro-slag remelting
- Cu-electro-refining
- Fluid-structure interaction
- Mushy zone deformation
- GPU
- Though-process modelling
- Automatic optimization