
Abstract
UNS S31035 austenitic stainless steel grade is a newly developed advanced heat resistant material for use in coal fired boilers at metal temperatures up to 700 °C. This new grade that has recently got two AMSE code cases shows good resistance to steam oxidation and flue gas corrosion and high creep rupture strength. This paper will mainly focus on the characterization of long term structure stability and performances such as the creep behaviors at different temperatures for up to 86,000 h at high temperatures. The creep damage mechanisms were studied using electron transmission microscopy, electron backscatter diffraction, and electron channeling contrast image analysis. The results show that the creep strength is related to the intragranular nano particles that act as obstacles for dislocation movements. Plastic deformation and transgranular fracture is the main creep fracture mechanism in the creep test samples of UNS S31035. The material has good creep ductility by formation of twins during the creep test. This material has been installed and tested in several European power plants, and has shown good performance. The material is an excellent alternative for superheaters and reheaters in future high-efficient coal fired boilers with design material temperatures up to 700 °C, instead of more costly nickel based alloy.
Zusammenfassung
UNS S31035, ein hitzebeständiger austenitischer nichtrostender Stahl, setzt neue Maßstäbe für den Einsatz in mit kohlebefeuerten Dampferzeugern für Materialtemperaturen bis 700 °C. Der neue Werkstoff, welcher für zwei ASME Code Case zugelassen ist, zeichnet sich durch gute Beständigkeit gegen Dampf- und Rauchgaskorrosion sowie eine hohe Zeitstandfestigkeit aus. Diese Veröffentlichung legt den Schwerpunkt auf das Langzeitverhalten (bis 68000 h), charakterisiert durch Strukturstabilität und das Kriechverhalten bei unterschiedlichen Temperaturen. Die Kriechversagensmechanismen wurden mittels Transmission Electron Microscope (TEM), Electron Back Scatter Diffraction (EBSD) und Electron Channelling Contrast Image (ECCI) untersucht. Die Ergebnisse zeigen einen Zusammenhang zwischen Zeitstandfestigkeit und intergranularen Ausscheidungen sowie die Behinderung von Versetzungsbewegungen durch Nanoteilchen. Plastische Verformung und transkristalline Brüche sind die Hauptausfallmechanismen der untersuchten Zeitstandproben aus UNS S31035. Der Werkstoff weist eine gute Kriechduktilität durch Zwillingsbildung während des Zeitstandversuchs auf. UNS S31035 wurde in mehreren Europäischen Kohlekraftwerken installiert und getestet und zeigte eine gute Performance. UNS S3105 ist eine hervorragende Alternative für Überhitzer und Zwischenüberhitzer in hocheffizienten Dampferzeugern für Design-Materialtemperaturen bis zu 700 °C, als Alternative zu heute verwendeten Nickelbasislegierungen.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
The demand for electric power is continuously increasing around the world. Meanwhile the consciousness of the environmental impact of human action is growing. Although combustion processes generate carbon dioxide, coal-fired thermal power generation is still one of the most important methods in the medium to long-term future to satisfy this demand as coal is available at a competitive price and often is the single domestic energy source [1]. However, the biggest challenge facing coal-fired power plants is to improve their energy efficiency. This can be accomplished by increasing the maximum steam temperature and the steam pressure. By increasing the temperature up to 700 °C (A-USC condition) and pressure of above 350 bars, a power plant efficiency of more than 50 % can be reached and CO2 emission can be reduced by about 45 % comparing with that of SC condition [2]. However, the steam data in practice will be limited by the material properties of the boiler tubes, especially tensile strength at elevated temperatures and creep strength combined with corrosion resistance.
Austenitic stainless steel grade UNS S31035 (Sandvik Sanicro® 25 or Sanicro 25 used in the following text) has been developed for the next generation of 700 °C A-USC power plant [3–5]. This new grade shows very good resistances to steam oxidation and hot corrosion and has higher creep rupture strength. Actually, Sanicro 25 has the highest creep strength among the commercial heat resistant austenitic stainless steels [5]. This makes it an interesting alternative for super-heaters and reheaters in high-efficient coal fired boilers of the future. This means that more costly nickelbase alloys can thereby be replaced for metal temperatures between 650 and 700 °C. This material has been installed and tested in several boilers in European power plants and shows good performance. This paper will give a discussion on the long term behaviors of this new material.
2 Materials and Experimental
As a heat resistant alloy, Sanicro 25 was designed to have high creep strength and corrosion resistance, good long term structural stability and fabricability. The chemical composition is shown in Tab. 1.
Niobium was used to stabilize the austenitic structure. The high creep strength is attained by precipitation strengthening with stable nano precipitates such as MX (M = Nb, Cr or W, X = N or C) carbides or carbonitrides that can lead to an increase of creep strength and consequently suppress the precipitation of other phases [6–8]. Copper is added to form copper rich nano particles that increase the creep strength [9, 10]. The alloy is also solution-strengthened by N, W, and Co. To achieve a good hot corrosion resistance, the Cr content is high. High amount of Ni and N can also suppress the formation of sigma phase [11] and reach sufficient structural stability and thereby allow a good fabricability. Figure 1 shows the stable nano particles that can contribute to creep resistance or strength during the creep testing. Figure 2 shows the high temperature strength of the material. Sanicro 25 shows both high yield and tensile strengths.

Fine precipitates that contribute to the creep strength of Sanicro 25 austenitic stainless steel. a M23C6, 700 °C for 1000 h. b Laves phase, 700 °C for 30 000 h. c Copper-rich phase, 700 °C for 30 000 h. d Nanoparticles, 700 °C for 30 000 h [5]

Influence of temperature on the strength of Sanicro 25 tube material
The creep testing on UNS S31035 was performed at temperatures ranging from 550 to 800 °C. Both stress-rupture testing and creep-strain testing were done. The stress-rupture testing was performed in Escher Wyss (EW) creep testing machines. In these machines multiple samples can be tested simultaneously. The samples were mounted in the EW boxes. The tube in which the samples were located was then inserted into the furnace. The load from a compressed spring was applied after the samples had been heated in the furnace for 1 h. The creep-strain testing was performed in Bofors machines. The sample was mounted in the sample holders in the tube furnace and connected to thermocouples which can measure the temperature continuously. The strain was measured by two extensometers placed outside the furnace. The strain was logged manually regularly during testing to obtain creep curves.
The microstructure was studied by using scanning electron microscope (SEM) and transmission electron microscope (TEM). In order to study the damage and fracture mechanism, the failure surface was investigated by using two scanning electron microscopy techniques: electron back scatter diffraction (EBSD) and electron channelling contrast image (ECCI). The EBSD technique was used to analyze the strain or stress localization. Misorientation maps were performed in a 6500 F JEOL field emission gun-scanning electron microscope (FEG-SEM) equipped with a TSL OIM EBSD system. The ECCI technique has been recently proven as a powerful technique to image deformation damage and even dislocation structures steels by using a SEM. ECCI observations were carried out in a Zeiss Crossbeam instrument (XB 1540, Carl Zeiss SMT AG, Germany) consisting of a Gemini type field emission gun (FEG) electron column and an focused ion beam (FIB) device (Orsay Physics). ECCI was performed at 10 kV acceleration voltage and a working distance of 5 mm, using a solid state 4-quadrant BSD detector. The microscope was run in the “high current” mode and an objective lens aperture of 120_m were used.
3 Results and Discussion
Up to now, the longest time to creep rupture for this alloy is approximately 86,000 h and some tests are still running. Figure 3a shows the results of the creep in rupture plots. There is no slope change in these curves. With linear least squares regression to extrapolate the creep rupture data, the predicted creep rupture strength at 700 °C for 105 h is 104 MPa.

Long term creep properties of Sanicro 25 austenitic stainless steel. a Creep stress versus rupture time and the linear regressions in the creep data. b Result of the extrapolation with the free temperature model, performed three times with rupture data up to 5000 h, 15000 h, and 40000 h
As we know, pressure vessel components are normally designed for a long service time such as 200,000 h. However, such creep data are usually not available for design. The design data are therefore obtained by extrapolation from the creep data of shorter tests. Different models and approaches have been developed. One recently proposed procedure for extended extrapolation of creep rupture data is the free temperature model (FTM) that allows for extrapolation by more than a factor of three in time [12]. The procedure is based on a time-temperature parameter (TTP), which has the general mathematical form:
where PTTP is the time-temperature parameter, tr is the time to rupture, and v(T) and w(T) are functions of temperature. The free temperature model is reported to be well suited for austenitic stainless steels [12]. The master curve is expressed by the creep stress as a function of polynomial in the TTP:
The coefficients aj are fitted to the creep rupture data and the stress — rupture time relations are derived. The reason for using a polynomial in log (tr) rather than log (σ) which is the more common approach, is that it has been shown that this improves the accuracy in extended extrapolated values [12]. To extrapolate the creep rupture data, the polynomials in Eq. 1 were both set to order 3 and the master curve, Eq. 2, was set to a second order polynomial. Figure 3b shows an extrapolation with rupture data up to 40000 h at different temperatures. The extrapolation was performed three times with rupture data up to 40000 h where the evaluation satisfies the post evaluation tests (PATs) and other criteria proposed by the European Collaborative Creep Committee (ECCC) [13]. At 700 °C and 100,000 h, the rupture strength from this extrapolation is 99 ± 3 MPa, which is close to that from the linear least squares regression (104 MPa).
This material has obtained PED (European Pressure Equipment Directive) approval since 2008. Figure 4a shows a comparison of 105 hours creep strength of Sanicro 25 and other PED commercial alloys. Recently, this new grade has obtained two AMSE code cases, #2753 for Section I and #2752 for Section VIII Division 1. Figure 4b shows a comparison of maximum allowable stress for Sanicro 25 and other ASME commercial alloys. Sanicro 25 has the highest creep strength or highest maximum allowable stress up to 700 °C among the commercial heat resistant austenitic stainless steels. The tube materials of this grade can now be produced in full-scales.

Comparison of creep strength of heat resistant austenitic stainless steels, a From European pressure equipment directive, b From ASME codes.
Figure 5 shows EBSD images on the creep deformation and damage behavior in Sanicro 25 material at different temperatures. At 600 °C (Fig. 5a), the creep process in the material was mainly controlled by plastic deformation. The creep deformation is heterogamous. In the areas where plastic deformation is high, high amounts of twins can be observed (Fig. 5c). These twins have formed during the creep test. As known, the formation of twins in the metallic material can improve the ductility or deformation ability of the material. This can explain why Sanicro 25 material after a long term installation (about 32000 h) in a power plant can still have a high elongation [5]. At 800 °C (Fig. 5b), only recovery and recrystallized areas can be observed. Cracks started at some grain boundaries. This indicates that it is now a grain boundary gliding process. Figure 5d shows a summary of creep deformation and damage behaviors in Sanicro 25 material during the creep testing. Plastic deformation and transgranular fracture are the main creep fracture mechanisms in Sanicro 25 material in the temperature ranges of interest. The SEM analysis shows that the crack initiation area was mainly quasi cleavage and then cracks propagated with dimples. At intermediate stresses and temperatures, a mixture of inter- and transgranular fracture occurs. The crack initiation often occurs at grain boundaries but propagates through the grains. At relatively low stresses and high temperatures, intergranular fracture could occur. However, plastic deformation can still be observed in these specimens.

EBSD images showing creep deformation and damage mechanisms, red area: plastic deformation zone, yellow area: recovery zone, blue area: recrystallized zone, black line: grain boundary, red line: twin boundary. a Creep at 600 °C for 50000 h. b Creep at 800 °C for 40000 h c twins (red lines) formed during the creep process, d Influence of temperature and applied stress on creep fracture of the material.
The TEM study shows that one of the main creep strengthening mechanisms in Sanicro 25 material is the interaction between dislocations and precipitates in the temperature range up to 700 °C. Figure 6 shows two examples of interactions between dislocations and precipitates in a Sanicro 25 creep specimen tested with 210 MPa at 700 °C and a rupture time of 3153 h. Moving dislocations at the nano-sized particles can be seen. Around the intragranular precipitates, the dislocation density is high. This indicates that they function as obstacles for the dislocation movements, and increases the creep strength. These nano-sized particles were identified as M23C6 or Laves phases by electron diffraction. In the dislocation dense area, dislocation walls have formed [4, 6]. In Figure 6b, smaller nano-precipitates of copper rich particles and MX particles can be observed. They are more effective as obstacles for the dislocation movements. Dislocation clouds or clusters near the precipitates have been formed. However, they have different mechanisms for dislocation crossing. For the copper rich nanoparticles, dislocations cross the particles mainly by climb/bypass of unit dislocations. For the MX nanoparticles, deformation might occur by shearing of partial dislocations [4].

Dislocation structures. a Interaction between dislocations and precipitates. b dislocation cloud or cluster near nona Cu-rich particles and MX particles
UNS S31035 tubes have been installed for testing in five different boilers in Europe. The first was made in 2004 in a test rig in a co-fired, coal, and wood-pellets plant in Esbjerg, Denmark. The steam data for the test rig, in which UNS S31035 was tested, were max 670 °C/256 bar. In Germany the material has been installed in four different plants. The first was made in 2004 in a test rig in the lignite fired plant Weisweiler with test data 655 °C/169 bar. In 2005 a bigger installation was made in the hard coal fired unit at Scholven, i.e. in the COMTES project with test data 650 °C/212 bar. The fourth installation was made in 2008 in a reheater in a lignite fired boiler at Boxberg, operating at 580 °C/66 bar. The latest installation was in a super-heater test loop with up to 630 °C steam temperature in a bituminous coal fired boiler at GKW Mannheim operating at 165 bar pressure.
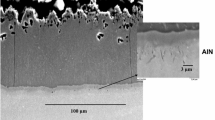
From Scholven, a ring sample was removed after 32000 h in service, of which about 6000 h at a temperature above 650 °C. The material evaluation indicated a thin oxide, less than 10 μm, at the steam side and the fireside oxide was about 70 μm thick. No significant internal oxidation and no reduction of the tube wall could be observed on the ring sample. The tubes are still in operation, and additional samples will be evaluated in the future.
The Weisweiler and Esbjerg samples have been removed for evaluation, but material investigations are not yet finished. The Boxberg and GKW Mannheim installations are still running. A study of a sample from Boxberg after 26 kh operation showed very small loss on the tubing. For GKW Mannheim, evaluations have not been made yet.
4 Conclusions
A new austenitic stainless steel grade UNS S31035 (Sanicro 25) has been developed intended for application in A-USC power plants. Extrapolation from creep data gives a creep strength of 99 ± 3 MPa at 700 °C for 100,000 h.
The creep strength is related to intragranular precipitates and nano particles acting as obstacles for dislocation movement.
Plastic deformation and transgranular fracture is the main creep fracture mechanism in the creep test samples of UNS S31035. The material has good creep ductility by the formation of twins during the creep test.
This material has been installed for testing in several European power plants and has shown good performance. The material is a good alternative for superheaters and reheaters high-efficient coal fired boilers of the future. The high creep strength of this material means that it is a good candidate for replacement of more costly nickel base alloys in metal temperatures between 650 and 700 °C.
Literatur
IEA, 2009 energy statistics, http://www.iea.org/stats (25.02.2010)
Blum, R.; Vanstone, R.W.; Messelier-Gouze, C.: Materials Development for Boilers and Steam Turbines Operating at 700 °C, Proc. 4th Int. Conf. on Adv. in Mater. Technol. for Fossil Power Plant, 2004, pp 116–123
Rautio, R.; Bruce, S.: Sandvik Sanicro 25, a new material for ultra supercritical coal fired boilers, Proc. 4th Inter Conf. on Adv. in Mater. Technol. for fossil power plants, 2004, pp 274–281
Chai, G.; Nilsson, J.O.; Boström, M.; Högberg, J.; Forsberg, U.: Advanced Heat Resistant Austenitic Stainless Steels, Proc. of ICAS 2010, 2010, pp 56–63
Chai, G.; Boström, M.; Kjellström, P.; Forsberg, U.: Creep and LCF Behaviors of Newly Developed Advanced Heat Resistant Austenitic Stainless Steel for A-USC, Procedia Engineering, 55 (2013), pp 232–239
Kim, Y. U.; Kwun, S. I.; Shim, J. H.; Park, D. B.; YCho, W.; Chung, Y. H.; Jung, W. S.: The Effect of Cooling Conditions after Solution Treatment on the Creep Rupture Strength of Sanicro 25, www.nims.go.jp/hrdg/USC/Proceeding/Proceeding033Jung.pdf, 3rd Symposium on Heat Resistant Steels and Alloys for High Efficiency USC Power Plants 2009
Latha, S.; Mathew, M. D.; Parameswaran, P.; Sankara, K. B.; Mannan, S. L.: Thermal creep properties of alloy D9 stainless steel and 316 stainless steel fuel clad tubes, Int. J. Pre. Vess. Pip., 85 (2008), pp 866–878
Sourmail, T.: Precipitation in creep resistant austenitic stainless steels, Mater. Sci. Technol., 17 (2001), pp 1–14
Tohyama, A.; Minami, Y.: Development of the High Temperature Materials for Ultra Super Critical Boilers, in: Viswanathan, R.; Nutting, J. (ed.): Advanced Heat Resistant Steels for Power Generation, London, IoM Communications Ltd, (1999), pp 494–505
Laha, A. K.; Kyonob, J.; Shinya, N.: An advanced creep cavitation resistance Cu-containing 18Cr–12Ni–Nb austenitic stainless steel, Scripta Materialia, 56 (2007), pp 915–918
Davison, R. M.; Laurin, T. R.; Redmond, J. D.; Watanabe, H.; Semchyshen, M.: A review of worldwide developments in stainless steels, Materials & Design, 7 (1986), No. 3, pp 111–119
Sandström, R.: A procedure for extended extrapolation of creep rupture data, Journal of Testing and Evaluation, 31 (2003), pp 58–66
Sandström, R.; Lindé, L.: Precision in the extrapolation of creep rupture data, Journal of Testing and Evaluation, 27 (1999), No. 3, pp 203–210
Acknowledgements
This paper is published by permission of Sandvik Materials Technology. ECCI work by Mr Jerry Lindqvist and TEM investigation by Dr Magnus Boström are greatly appreciated.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Chai, G., Hernblom, J., Peltola, T. et al. Creep Behavior in A Newly Developed Heat Resistant Austenitic Stainless Steel. Berg Huettenmaenn Monatsh 160, 400–405 (2015). https://doi.org/10.1007/s00501-015-0404-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00501-015-0404-z