
Abstract
The transesterification of sunflower oil with methanol, using immobilized lipase enzymes as catalysts, was studied. The process was carried out in a semi-continuous mode. Temperature (30–50 °C), methanol flow (0.024–0.04 ml/min), kind of enzyme (Lipozyme 62350, Lipozyme TL-IM, Novozym 435 and Pseudomonas cepacia Sol–Gel-AK) and enzyme concentrations (1.25–10% by weight) were the operating variables. The final product was characterized by the EN 14214 standard. All the parameters, except for cold filter plugging point, were similar to a diesel fuel. For low methanol flows, reaction rate was proportional to methanol concentration. High flows caused catalyst deactivation. Novozyme 435, Lipozyme TL-IM and Lipozyme 62350 showed similar maximum reaction rates, but Novozyme 435 was more resistant to deactivation. Pseudomonas cepacia hardly obtained 1% conversion. The catalyst concentration, up to 2.5%, had a positive effect on the reaction rate and conversion. The optimum temperature was 40 °C. The initial reaction rate was in line with the Arrhenius law, up to 50 °C. By differential and integral methods, the Michaelis–Menten, competitive inhibition and ping-pong bi–bi kinetic parameters were determined. The transesterification of sunflower oil in a semi-continuous regime of alcohol improved the results, compared to the discontinuous regime, and those were similar to the obtained ones in a discontinuous regime with step-by-step methanol addition. The lipase that showed the best yield and higher resistance to deactivation was Novozym 435. The kinetic models that forecast the deactivation of lipases by an inhibitor described the experimental behavior properly.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
For decades, fatty acid esters, also known as biodiesel, have been alternative fuels for diesel motors. The transesterification of triglycerides is the usual procedure to synthesize these products. The reaction and the most significant variables of the process are widely known in the literature [1,2,3,4,5]. A very important aspect in the reaction of transesterification is the type of catalyst [6,7,8,9]. The basic catalysts provide the best results in yield, quality of final biodiesel and reaction rate. Usually, strong bases as the hydroxides or methoxides of sodium or potassium are used [10]. Nevertheless, these catalysts require that raw materials (oils) be purified, eliminating moisture and free fatty acids, since these impurities cause an extra consumption of the catalyst and provoke the formation of soaps and the saponification of glycerides, hindering the separation of the final products. Transesterification is also catalyzed by Brönsted acids in similar concentrations to the basic catalysts. Sulfuric and sulfonic acids are preferably used [11]. These acids provide high ester yields but the reaction is slower than with the basic catalysts, needing temperatures of 100 °C and 3-h reaction times to achieve the total conversion of the triglycerides. Furthermore, they present the technical additional disadvantage of high corrosiveness.
An alternative to the acid and basic catalysts is the use of heterogeneous catalysts [12,13,14]. Immobilized lipases belong to this group [15]. Lipases are hydrolytic enzymes with molecular weights between 20,000 and 60,000 that act in the interphase between the hydrophobic and hydrophilic regions. These enzymes need a very small amount of water to maintain their three-dimensional active conformation. The presence of this compound increases the number of active centers, but also confers stability and contributes to maintain the structural integrity of the macromolecule. These enzymes can catalyze the transesterification of triglycerides and the esterification of free fatty acids simultaneously and have a high activity in the presence of small quantities of water. The enzymatic catalysis proceeds under simple reaction conditions and permits an easy recovery of the reaction products. In addition, enzymes are not sensitive to the presence of great quantities of free acids, tolerating considerable quantities of water [16,17,18].
The main disadvantage of enzymatic processes is their high cost. In this sense, although the price of lipases has decreased, it is very important to recover these catalysts for their reuse. For this reason, free lipases do not present a great interest because they are difficult to recover. However, the possibility of regeneration and reuse of supported enzymes makes the use of immobilized lipases as biocatalysts important [19,20,21,22].
The adequate design of a reactor for the production of biodiesel by means of enzymatic catalysis requires the definition of the optimum conditions of reaction such as temperature, catalyst concentration and kind of catalyst. Additionally, since the enzyme is inhibited with an excess of alcohol, it should also be considered the rate of methanol addition, that is, the methanol flow [23]. In addition, the reactor design requires the knowledge of the kinetics of the process and the corresponding kinetic parameters, generally based on a reaction mechanism.
Considering the above, we have carried out a study of the transesterification of sunflower oil with methanol using immobilized lipases as catalysts. The objective of this work was to obtain biodiesel for its utilization in diesel motors. In addition, by integral and differential methods of data analysis, the kinetic parameters of the process were determined using the Michaelis–Menten, Competitive Inhibition and ping-pong bi–bi models. This study is a continuation of previous works in which the manufacture of biodiesel, and other renewable fuels, from other types of catalysts and raw materials, was carried out [1, 7, 12, 24,25,26,27,28,29].
Experimental
The raw material used in this research work was sunflower oil for food consumption, with a maximum acidity of 0.2°. The main fatty acids of sunflower oil were linoleic (56%), oleic (30%), palmitic (6%) and stearic (4%) acids. The alcohol used was methanol (99%, Panreac). The catalysts were the following: Lipozyme 62,350 (activity: 40 U/g, Sigma-Aldrich). It is an enzyme obtained from Mucor miehei and immobilized by an ion exchange using a macroporous resin. The activity unit, U, is the corresponding amount of enzyme that releases 1 µmol of oleic acid per minute at pH 8 and 40 °C; Lipozyme TL-IM LA35000701 (Novozymes A/S). Enzyme obtained from Thermomyces Lanuginosus; Novozym 435 LC200205 (Novozymes A/S). Obtained from Candida Antarctica; and Pseudomonas cepacia (activity: 15,156 U/g, Sigma-Aldrich). Immobilized by Sol–Gel-KA. The rest of the chemical products used in the analyses was of analytical grade and supplied by Sigma-Aldrich.
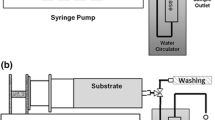
The transesterification reaction was carried out in a 500-mL spherical reactor with triple neck, provided with a thermostat, mechanical stirring, sampling outlet and condensation system (see Fig. 1). The methanol tube and the sample collection (syringe) were inserted through the central neck, whereas each lateral neck was devoted to connect the condenser and the temperature probe. The aim of condensers was to avoid methanol loss, which is the most volatile reactive in the mixture. Therefore, working at atmospheric pressure and recovering methanol steam by condensation were possible.

Schematic representation of the experimental setup
The catalysis using immobilized lipases needs to control the presence of methanol, because an excess of this reagent deactivates the enzyme. For this reason, the addition of methanol was carried out from a peristaltic pump that was able to supply a continuous flow to the reaction medium. Thus, the surplus methanol, that would deactivate lipases, was controlled. The reactive was taken from a flask to the reactor through a plastic tube that is suitable for this kind of pumping.
To carry out the experiments, the system was first heated up previously to eliminate any trace of humidity. A specific mass of sunflower oil was added and the reactor was closed by connecting the temperature probe, the methanol tube and the syringe. Then, heating and stirring started, opening the tap water to refrigerate. Once the temperature for each experiment was reached, the catalyst was added and the peristaltic pump was connected to provide methanol, considering that moment as t0 for the reaction. With the aim of following the evolution of the process, samples were taken periodically for chromatography. These samples were neutralized and heated to remove methanol, centrifuged for 5 min at 6000 rpm and glycerol, formed as by-product of the reaction of transesterification, was separated. The methyl ester content was assayed by gas chromatography in a VARIAN 3900 chromatograph, provided with a FID, employing a silica capillary column of 30 m length, 0.32 mm ID, and 0.25 mm film thickness. Heptane was used as a solvent, and the carrier gas was helium at a flow rate of 0.7 mL/min. The injector temperature was kept at 270 °C, and the detector temperature at 300 °C. Temperature ramp started with 200 °C, and then went 20°C/min up to 220 °C. The calibration curve of peak areas and the quantity of biodiesel was linear.
The transesterification reaction lasted from 28 to 30 h. At the end of the process, the refrigeration and the heating and stirring system were disconnected, letting the reaction to cool down at room temperature. Afterwards, the lipases were filtered, heating the filtered sample at 80 °C to remove excess methanol. Finally, once the sample was cooled down again, glycerol and biodiesel were separated by decantation.
The analytical methods used to determine the characteristics of the biodiesel were basically those recommended by the European Organization for Normalization (CEN) [30]. The characterization of the final product (biodiesel) was done according to ISO and ASTM standards, including the following: density, viscosity, high heating value (HHV), cetane number, flash and combustion points, temperature corresponding to 50% distillation, Conradson carbon residue, cold filter plugging point (CFPP), iodine value, acidity number and saponification number.
Results and discussion
The operating variables were the methanol flow (from 0.0024 to 0.04 mL/min per 100 g of oil), the kind of catalyst (Lipozyme 62,350, Lipozyme TL-IM, Novozym 435 and Pseudomonas cepacia Sol–Gel-AK), the concentration of catalyst (from 1.25 to 10% w/w regarding the amount of oil) and temperature. The mass of oil (200 g), stirring rate (400 rpm), and the kind of alcohol (methanol) were fixed parameters for all the experiments. On the other hand, according to the average composition of the oil and the saponification number, the average molecular weight was 879.5 g/mol.
Influence of methanol flow
The influence of methanol flow was studied using two different catalysts. First, Novozym 435 (2.5%, w/ w) was employed, varying the methanol flow between 0.04 and 0.01 mL/min per 100 g of oil. Second, Lipozyme 62,350 (2.5%, w/w) was employed, varying the methanol flow between 0.0024 and 0.014 mL/min per 100 g of oil. For both experiments, the temperature was 40 °C. Figures 2 and 3 show the evolution of methyl esters for Novozym 435 and Lipozyme 62,350, respectively. It can be observed that the initial reaction rate of the process (proportional to the slope of the curve when t = 0) was directly proportional to methanol flow for all the ranges.

FAME evolution. Influence of methanol flow. Experimental conditions: T = 40 °C, [Novozym 435] = 2.5% (w/w)

FAME evolution. Influence of methanol flow. Experimental conditions: T = 40 °C, [Lipozyme 62350] = 2.5% (w/w)
In addition, for both situations, it was observed that, as methanol was accumulated in the middle of the process, the deactivation of the enzyme took place and the process of transesterification stopped. Higher flows of methanol originated shorter times of deactivation. It is possibly due to the fact that the formation of methyl esters stopped and the curve acquired an asymptotic trend [8, 31, 32]. For Novozym 435, before reaching the asymptotic trend, the curve showed a linear growth, that is, the rate of formation of methyl esters was approximately constant. This trend was clearly observable in the experiment made with a continuous flow of 0.01 mL/min of methanol (Fig. 2), whose evolution, to 100% of conversion, was absolutely linear. According to the quantities of methanol (added and consumed in the reaction), it is possible to calculate the methanol accumulated during the reaction. This quantity, measured at the moment that the asymptotic trend was reached, was around 0.75 moles for the experiments made with a continuous flow of 0.02 and 0.04 mL/min. In the experiment carried out at 0.01 mL/min, the accumulated amount of methanol at the end of the reaction was 0.30 moles. Hence, for these experimental conditions, it seems that 0.75 mol of methanol was enough to produce the enzyme deactivation.
In the case of Lipozyme 62,350 results are qualitatively similar, but now the excesses of methanol to produce the deactivation are smaller and do not exceed of 0.50 moles.
From the above, it can be concluded that there was an optimum methanol flow that allowed the reaction rate to be maximum for 100% final conversion. That is, a flow without excess methanol that could deactivate lipase. This flow, taking into account Figs. 2 and 3, was close to 0.010 mL/min for Novozym 435 and 0.004 mL/min for Lipozyme 62,350.
Influence of the kind of catalyst
Different catalysts were used (Novozym 435, Lipozyme TL-IM, Pseudomonas cepacia and Lipozyme 62,350). In this case, temperature (40 °C), methanol flow (0.02 mL/min per 100 g of sunflower oil) and catalyst concentration (2.5% w/w) were kept constant.
Figure 4 shows the comparison of the four catalysts. It should be noted that the highest yields were obtained using Novozym 435, obtaining similar values to those found in the literature [13]. This lipase showed an initial reaction rate similar to Lipozyme TL IM and Lipozyme 62,350, but its resistance to deactivation (due to methanol) was much higher. Effectively, calculating the methanol accumulated to reach the asymptotic zone, it was observed that Novozyme 435 required 0.75 moles, Lipozyme TL IM and Lipozyme 62,350 required approximately 0.50 moles, and Pseudomonas Cepacia Sol–Gel-AK hardly obtained 1% conversions for these experimental conditions, that is, this lipase was inactive from the origin of the process. The quantities of methanol in excess to provoke the deactivation of the lipases were in accordance with the calculated ones in the study about the influence of methanol flow. On the other hand, previous results about the behavior of different lipases in vegetable oil transesterification were in accordance with the obtained ones in this work. Advantages and disadvantages related with the use of these catalysts can be found in the literature [33, 34].

FAME evolution. Influence of kind of catalyst. Experimental conditions: T = 40 °C, Methanol flow = 0.02 mL/min·100 g oil, [catalyst] = 2.5% (w/w)
Influence of catalyst concentration
The influence of the catalyst concentration was studied for two different enzymes, Novozym 435 and Lipozyme 62,350, with three different concentrations each (from 1.25 to 10% w/w). In this case, temperature (40 °C) and methanol flow (0.02 and 0.015 mL/min per 100 g of sunflower oil) were kept constant.
The results are shown in Figs. 5 and 6, respectively. The catalyst concentration, within the range studied, had an influence on the reaction rate and conversion, that is, the maximum concentration of biodiesel that was obtained. Effectively, the reaction rate (slope of the curves) increased as the concentration of catalyst was higher. This effect was notorious in the case of Novozym 435 (Fig. 5) and more discreet in the case of Lipozyme 62,350 (Fig. 6). Except for the experiment carried out at 5% of Novozyme 435, the asymptotic zone appeared for conversions inferior to the unit. This shows that at the end of the reaction there was oil that had not been transesterified. Hence, the reaction did not continue because the deactivation of the enzyme took place. In the aforementioned experiment (5% of Novozyme 435), the asymptotic zone took place when the percentage of FAME was close to 100, that is, when the conversion was practically the unit. Then, in this case, the asymptotic zone was not a consequence of the deactivation of the enzyme, as it took place because the raw material (oil) was converted completely.

FAME evolution. Influence of catalyst concentration. Experimental conditions: T = 40 °C. Methanol flow = 0.02 mL/min·100 g oil. Catalyst: Novozyme 435

FAME evolution. Influence of catalyst concentration. Experimental conditions: T = 40 °C. Methanol flow = 0.015 mL/min·100 g oil. Catalyst: Lipozyme 62,350
By means of a balance of methanol, it was possible to calculate the methanol moles in excess per gram of catalyst in the moment that the curve acquired an asymptotic trend. For Novozyme 435 these values were 0.156, 0.168 and 0.068 for 1.25, 2.5 and 5%, respectively. So then, 0.16 moles of methanol in excess per gram of catalyst seemed to be the limit value from which the enzyme became deactivated. Obviously, the value of 0.068, obtained in the last experiment, should not be considered, since in this case the deactivation did not exist and the asymptotic zone, as it has been indicated, took place to achieve a total conversion. For Lipozyme 62,350, the previous relation amounts were 0.038, 0.026 and 0.027 for 2.5, 5 and 10%, respectively. In this case, the deactivation for the three experiments happened at an average value of 0.030 moles of methanol per gram of catalyst, and it could be established as a limit value to avoid deactivation.
Considering all the above, it was possible to establish that the maximum conversion obtained was proportional to catalyst concentration, that is, the deactivation time of the catalyst was proportional to its amount, and therefore, longer deactivation times showed higher final conversions. From these two observations, it can be inferred that catalyst concentration influenced on the reaction kinetics [31], and there was an optimum concentration of catalyst for each methanol flow. Concerning Novozym 435, the concentration of 5% enabled the maximum conversion (97–98%). Therefore, this concentration seemed to avoid, with these experimental conditions, the deactivation of the catalyst. On the contrary, in the case of the Lipozyme 62,350, although 10% of concentration was used, it did not avoid the deactivation of the catalyst and the maximum conversion obtained was lower (82%).
Influence of temperature
Transesterification of vegetable oils with immobilized lipases is a slow process, from a kinetic point of view. Generally, for reactions catalyzed by alkaline hydroxides or methoxides, reaction temperature corresponds to the boiling point of the alcohol used. However, lipases, like other proteins, are sensitive to temperature as high values might provoke their denaturation. The temperatures used in this study were 30, 40 and 50 °C [8]. The catalyst used was Novozym 435, 2.5% w/w, and the methanol flow was 0.02 mL/min per 100 g of oil. The evolution of the concentrations of methyl esters is shown in Fig. 7.

FAME evolution. Influence of temperature. Experimental conditions: Methanol flow = 0.02 mL/min·100 g oil. Catalyst: Novozyme 435, [catalyst] = 2.5% (w/w)
Concerning the final conversion, there was an optimum reaction temperature at around 40 °C. The reaction rate (proportional to the slope of the curves) increased with temperature. The experiments at 30 and 50 °C showed an asymptotic trend during the 8 h of reaction, which could imply a deactivated enzyme. On the contrary, for the experiment at 40 °C, the reaction advanced with a high rate for 15 h, where 80% conversion was reached. According to these results, it should be pointed out that lipases are only active in a specific temperature range (frequently narrow), outside which the protein denatures and the enzyme loses its catalytic capacity. The behavior observed in this study could be explained by two scenarios: First, the temperature range where these lipases are active did not include 50 °C, but 40 °C was included. The limit, therefore, would be an intermediate value. Second, in the case of the experiment carried out at 50 °C, this temperature might have increased more intensively the deactivation rate of lipases by methanol than the transesterification rate. For the experiment carried out at 30 °C, the low reaction rate could provoke the accumulation of methanol, and therefore, the deactivation of the enzyme.
Regardless the above-mentioned results, a study about the dependence of initial reaction rates with temperature was carried out. The initial rates (before the asymptotic zone be reached) were adjusted to the Arrhenius equation, obtaining an activation energy of 25933.27 J/mol.
Characterization of the final product
The quality of biodiesels is determined by a set of parameters. The European Committee for Standards (CEN) has drafted a European norm (EN 14214) that establishes the limits for these parameters. With the aim of comparing, Table 1 shows the values obtained with the best experimental conditions of this study (methanol flow: 0.01 mL/min per 100 g oil; T: 40 °C; catalyst: Novozym 435; catalyst concentration: 2.5% w/w).
The content of methyl esters was 98.8% w/w, which exceeded the minimum demanded by the EN 14214 standard. Likewise, both density at 15 °C (893 kg/m3) and viscosity at 40 °C (3.96 mm2/s) were within the limits, similar to other biodiesels from sunflower oil [3, 35].
The high heating value (HHV) of a fuel indicates the energy evolved during its combustion. Part of that energy will be used in the engine to work. Thus, high values are interesting for this parameter. HHV for diesel, 10800 cal/g, is slightly higher than in the case of biodiesel, 9500 cal/g. This difference would imply a power loss or an increase in fuel consumption if biodiesel was used in diesel engines.
The flash and combustion points obtained, 194 and 206 °C, respectively, were also in the range of the standard and similar to other results found in literature [3]. These temperatures are related to safety when it comes to fuel management and storage. Therefore, the higher these temperatures are, the lesser risk of fire. Thus, biodiesels are safer than diesels, as the latter usually show lower flash and combustion points [35].
The cold filter plugging point (CFPP) indicates the minimum temperature at which a fuel passes a normalized filter that has undergone absorption of 200 mm of water. When temperature decreases, viscosity increases and the circulation of fuels through the engine is more difficult, and therefore, the yield of the engine could get worse. It is important that CFPP be low enough to permit start-up of the engine in cold climates. The CFPP for the biodiesel studied was − 2 °C, similar to other biodiesels [36] and within the EN 14214 range for warm countries such as Spain, but it is outside the range for cold countries, where CFPP should be below − 20 °C. This fact could be solved using additives that improve this attribute [37].
Conradson carbon residue shows the carbon formed during evaporation and pyrolysis of a mineral oil product. The composition of this residue is not strictly carbon, but it looks like coke. It is important that the amount of this residue be low, to avoid its accumulation in the engine. The value obtained (0.07% w/w) was less than the demanded (0.30% w/w) [38].
Cetane number is very important to determine the quality of a diesel fuel. With high values, a suitable control of the combustion is carried out, with the subsequent improvement of the yield. Moreover, cold start is improved and the evolved combustion gases are less polluting [39]. This parameter is determined, approximately and easily, from the temperature value at which 50% distilled is obtained. The average value for this parameter, 49.5 is similar to the minimum requirement (51).
Acid number is the measurement of the concentration of free fatty acids. It increases with age and degradation of the fuel and it is related to fuel deposits. Thus, high acid numbers reduce the service life of pumps and filters. As it can be observed in Table 1, acid number was slightly higher than the maximum limit and previous results [24]. This could be due to the degradation of the sunflower oil used as a raw material, as the period between the biodiesel elaboration and analyses was short enough to avoid degradation.
Iodine value measures the amount of unsaturation and it is expressed as the amount of iodine that is absorbed by an amount of sample. The higher the number of unsaturations per mass unit of biodiesel is, the higher the iodine value. It depends, therefore, on the distribution of fatty acids in raw material. In this case, the value obtained, 131, is slightly higher than the maximum limit, that is, 120. High iodine values might imply chemical instability, as double bonds are one of the most reactive parts of a molecule [24].
Kinetic study
Enzymatic reactions could be considered as non-elemental. One of the most used kinetic models to explain the kinetic behavior of these reactions is the Michaelis–Menten model [31]. From the mechanism proposed by these authors the following equation (that is, Michaelis–Menten equation) is obtained:
where Km is the Michaelis–Menten constant and rmax the reaction rate when the concentration of the substrate is high. On the other hand, r represents the reaction rate of the process and S the concentration of the main substrate (oil). The determination of the former parameters is obtained by linearizing the Michaelis–Menten equation. One of the most famous ones is the Lineweaver–Burke linearization equation given by:
Another experimental data processing implies the integration of the Michaelis–Menten equation. Thus, Eqs. 3 and 4 are obtained (non-linearized and linearized, respectively). For both equations, S0 represents the initial concentration of the main substrate.
In this research work, Eqs. 1 to 4 were used for data processing. Table 2 shows Km and rmax values, obtained by the above-mentioned procedures. Data shown in Table 2 have been obtained applying Eqs. 1–4 to the results of an experiment, carried out in duplicate, using Novozyme 435 with a concentration of 2.5%, a continuous flow of methanol of 0.01 mL/min 100 g of oil, and a temperature of 40 °C. For the application of Eqs. 1 and 2 (differential method), the rates (r) were calculated previously using a graphic procedure. As it can be observed, the values of rmax were very similar and the values of Km presented, in general, small dispersions in relation to the average value. On the other hand, in Fig. 8, for instance, the experimental data are compared with theoretical curves corresponding to the different adjustment for a specific experiment. As it can be observed, the differences were negligible.

Experimental data and theoretical curves corresponding to different adjustments of Michaelis–Menten method
In the case of reactions catalyzed by lipases where there is an inhibitor, the competitive inhibition (CI) model can be used. An inhibitor is a substance that cannot be transformed by the enzyme but competes with the substrate to occupy the active points of the biocatalyst [38]. The following scheme represents its mechanism, where Z is the enzyme (lipase), S the substrate (oil), I the inhibitor (methanol) and P the product of the reaction (biodiesel).
This model could be suitable for the present study, due to the known deactivation of lipases by methanol. The reaction rate, using the semi-stationary hypothesis for the intermediate products of the reaction, is the following equation:
where Cs is the concentration of the substrate, Ci is the concentration of the inhibitor, Km is the Michaelis–Menten constant, Ki is the inactivation constant, rmax is the maximum reaction rate and r is the reaction rate. High Ki values show low inactivation, as Eq. 5 becomes the Michaelis–Menten equation (Eq. 1). Equation (5) has been applied to the same experiment that was employed to determine the values specified in Table 2. In this case, it was not possible to linearize Eq. 5, and the parameters had to be obtained by non-linear regression. The values were the following:
The values of rmax and Km were similar to the obtained ones by means of application of the equation of Michaelis–Menten. On the other hand, the value of Ki is very high, which reveals a poor inactivation by methanol in the experiment made in the conditions previously specified. So then, under these conditions, Eqs. (1) and (5) were similar.
For reactions catalyzed by enzymes, with more than one substrate that reacts to produce one or several products, it is possible to use the “ping-pong bi–bi” model with inhibition [8]. When there are two substrates and two products, the “bi–bi” mechanism is usual. Thus, this nomenclature is used: Z, enzyme; S, oil (substrate); M, methanol (substrate); P, biodiesel; Q, glycerol; ZSM, ternary complex; ZS or ZM, binary complex. Different mechanisms have been proposed to explain these reactions. In the present study, we considered that a certain product was released from a first binary complex (ZS) before reacting with the second substrate (M) to form a ternary complex (ZS′M). Thus, the mechanism is called “ping-pong” and has the following stages [32]:
To adapt the “ping-pong” mechanism to those cases in which one of the substrates is an inhibitor, the following reaction is added to the previous:
From the former mechanism and applying the semi-stationary hypothesis for the intermediate reaction products, Eq. 6 is obtained, representing the “ping-pong bi–bi” mechanism with inhibition of the substrate (P + I bi–bi):
In the above equation, a new parameter appears, Ki2, that is, inhibition constant for substrate 2. High values for these parameters imply low inhibition. Equation (6) is very complex, and applying an integral or linear method is very difficult. For this reason, a differential method and a non-linear regression have been used. Again, the above equation has been applied to the data obtained in the experiment specified in Table 2. Thus, by adjusting experimental data to the model according to Eq. 6, through a non-linear regression, the following results were obtained:
Finally, for comparative purposes, Fig. 9 shows the values corresponding to an experiment along with theoretical curves of the above-mentioned methods. In principle, it could be said that all the models described suitably the experimental behavior, whereas the ping-pong bi–bi model with substrate inhibition was the most complete one, as it considered the double function of methanol, both as a substrate and an inhibitor, as other authors found [8].

Non-linear adjustment of experimental reaction rate, r, versus Cs. Comparison of different models: Michaelis–Menten (M–M), Competitive inhibition (IC) and ping-pong bi–bi with inhibition of the substrate (P + I, bi–bi)
Conclusions
Sunflower oil is a source of triglycerides that allows the obtaining of high-quality biodiesel by enzymatic transesterification with methanol. This biodiesel shows some characteristics as a fuel that allows its use in diesel engines according to the European standard EN-14214 (European Committee for Standardization 2002).
The transesterification of sunflower oil in a semi-continuous regime of alcohol significantly improved the results, compared to the discontinuous regime, and were similar to those obtained in discontinuous regime with step-by-step methanol addition. The reaction rate was directly proportional to the concentration of substrates, methanol and oil. A maximum methanol concentration was found, from which the reaction rate was not dependent on the concentration, that is, there was a maximum reaction rate. The excess methanol provoked the deactivation of the catalyst, and therefore the final conversion decreased. There was an optimum flow for methanol that allowed the reaction rate of the process to be maximized and prevented the accumulation of methanol, which could deactivate the lipases.
The kind of lipase that showed the highest yield was Novozym 435. This lipase showed maximum reaction rates that were similar to those related to Lipozyme TL IM and Lipozyme 62,350, but presented higher resistance to deactivation when there was excess methanol. The maximum reaction rate was directly proportional to the concentration of the catalyst concentration, although there was no influence when the values were above 2.5% (w/w oil). In any case, there was an optimum lipase concentration that showed the highest reaction rate and conversion.
The optimum reaction temperature was 40 °C, concerning the final conversion, albeit initial reaction rate increased with temperature (up to 50 °C, for this experiment) according to the Arrhenius law.
The kinetic models that forecast the deactivation of lipases by an inhibitor described the experimental behavior properly. In this group, Competitive Inhibition and ping-pong bi–bi methods were included. The latter was the most complete one because it took into account both substrates (oil and methanol), and the lipase deactivation, whereas the Competitive Inhibition method only considered methanol as an inhibitor. Nevertheless, both methods provided empiric expressions to describe the reaction speed.
References
Encinar JM, González JF, Rodríguez JJ, Tejedor A (2002) Biodiesel fuels from vegetable oils: transesterification of Cynara cardunculus L. oil with ethanol. Energy Fuel 16:443–450
Park D, Lee SY (2013) Special issue: current status of bioenergy research. Bioprocess Biosyst Eng 36:649–650
Ghanei R, Moradi GR, Taherpourkalantari R, Arjmandzadeh E (2011) Variation of physical properties during transesterification of sunflower oil to biodiesel as an approach to predict reaction progress. Fuel Process Technol 92:1593–1598
Srivastava A, Prasad R (2002) Triglycerides-based diesel fuels. Renew Sust Energ Rev 4:111–133
Knothe G, Razon LF (2017) Biodiesel fuels. Progr Energy Combust Sci 58:36–59
Reyero I, Arzamendi G, Zabala S, Gandía LM (2015) Kinetics of the NaOH-catalyzed transesterification of sunflower oil with ethanol to produce biodiesel. Fuel Process Technol 129:147–155
Sánchez N, Sánchez R, Encinar JM, Gónzález JF, Martínez G (2015) Complete analysis of castor oil methanolysis to obtain biodiesel. Fuel 147:95–99
Pourzolfaghar H, Abnisa F, Daud W, Aroua MK (2016) A review of the enzymatic hydroesterification process for biodiesel production. Renew Sust Energ Rev 61:245–257
Selvakumar P, Sivashanmugam P (2017) Optimization of lipase production from organic solid waste by anaerobic digestion and its application in biodiesel production. Fuel Process Technol 165:1–8
Ma F, Hanna MA (1999) Biodiesel production: a review. Bioresour Technol 70:1–15
Demirbas A (2009) Progress and recent trends in biodiesel fuels. Energy Convers Manag 50:14–34
Encinar JM, González JF, Pardal A, Martínez G (2010) Rape oil transesterification over heterogeneous catalysts. Fuel Process Technol 91:1530–1536
Ma L, Zhou L, Jiang Y, He Y, Wang L, Gao J (2017) Lipase based static emulsions as efficient biocatalysts for biodiesel production. J Chem Technol Biotechnol 92:1248–1255
Ye B, Qiu F, Sun C, Li Y, Yang D (2014) Biodiesel production from soybean oil using heterogeneous solid base catalyst. J Chem Technol Biotechnol 89:988–997
Gog A, Roman M, Tosa M, Paizs C, Irimie FD (2015) Biodiesel production using enzymatic transesterification. Current state and perspectives. Renew Energy 39:10–16
Banković-Ilić IB, Stamenković OS, Veljković VB (2012) Biodiesel production from non-edible plant oils. Renew Sust Energ Rev 16:3621–3647
Verma P, Sharma MP, Dwivedi G (2016) Impact of alcohol on biodiesel production and properties. Renew Sust Energ Rev 56:319–333
Lam MK, Lee KT, Mohamed AR (2010) Homogeneous, heterogeneous and enzymatic catalysis for transesterification of high free fatty acid oil (waste cooking oil) to biodiesel: A review. Biotechnol Adv 28:500–518
Babaki M, Yousefi M, Habibi Z, Brask J, Mohammadi M (2015) Preparation of highly reusable biocatalysts by immobilization of lipases on epoxy-functionalized silica for production of biodiesel from canola oil. Biochem Eng J 101:23–31
Kuo CH, Peng LT, Kan SC, Liu YC, Shieh CJ (2013) Lipase immobilized biocatalytic membranes for biodiesel production. Bioresour Technol 145:229–232
Zhao X, Qi F, Yuan C, Du W, Liu D (2015) Lipase-catalyzed process for biodiesel production: enzyme immobilization, process simulation and optimization. Renew Sust Energ Rev 44:182–197
Kalantari M, Kazemeini M, Arpanaei A (2013) Evaluation of biodiesel production using lipase immobilized on magnetic silica nanocomposite particles of various structures. Biochem Eng J 79:267–273
Lotti M, Pleiss J, Valero F, Ferrer P (2015) Effects of methanol on lipases: molecular, kinetic and process issues in the production of biodiesel. Biotechnol J 10:22–30
Martínez G, Sánchez N, Encinar JM, González JF (2014) Fuel properties of biodiesel from vegetable oils and oil mixtures. Influence of methyl esters distribution. Biomass Bioenergy 63:22–32
Encinar JM, Pardal A, Sánchez N (2016) An improvement to the transesterification process by the use of co-solvents to produce biodiesel. Fuel 166:51–58
Encinar JM, Pardal A, Martínez G (2012) Transesterification of rapeseed oil in subcritical methanol conditions. Fuel Process Technol 94:40–46
Encinar JM, González JF, Pardal A (2012) Transesterification of castor oil under ultrasonic irradiation conditions. Preliminary results. Fuel Process Technol 103:9–15
Encinar JM, González JF, Martínez G, Sánchez N, Pardal A (2012) Soybean oil transesterification by the use of a microwave flow system. Fuel 95:386–393
Encinar JM, González JF, Martínez G, Román S (2009) Catalytic pyrolysis of exhausted olive oil waste. J Anal Appl Pyrolysis 85:197–203
Prankl H (2002) High biodiesel quality required by European standards. Eur J Lipid Sci Technol 104:371–375
Amini Z, Ilham Z, Ong HC, Mazaheri H, Chen W (2017) State of the art and prospective of lipase-catalyzed transesterification reaction for biodiesel production. Energy Convers Manag 141:339–353
Yadav GD, Manjula Devi K (2004) Immobilized lipase-catalysed esterification and transesterification reactions in non-aqueous media for the synthesis of tetrahydrofurfuryl butyrate: comparison and kinetic modeling. Chem Eng Sci 59:373–383
Guldhe A, Singh B, Mutanda T, Permaul K, Bux F (2015) Advances in synthesis of biodiesel via enzyme catalysis: novel and sustainable approaches. Renew Sust Energ Rev 41:1447–1464
Vicente G, Martinez M, Aracil J (2004) Integrated biodiesel production: a comparison of different homogeneous catalysts systems. Bioresour Technol 92:297–305
Saydut A, Erdogan S, Beycar Kalafar A, Kaya C, Aydin F, Hamamci C (2016) Process optimization for production of biodiesel from hazelnut oil, sunflower oil and their hybrid feedstock. Fuel 183:512–517
Zuleta E, Rios LA, Benjumea PN (2012) Oxidative stability and cold flow behavior of palm, sacha-inchi, jatropha and castor oil biodiesel blends. Fuel Process Technol 102:96–101
Lv P, Cheng Y, Yang L, Yuan Z, Li H, Luo W (2013) Improving the low temperature flow properties of palm oil biodiesel: addition of cold flow improver. Fuel Process Technol 110:61–64
Cardone M, Mazzoncini M, Manini S, Rocco V, Senatore A, Seggiani M, Vitolo S (2003) Brassica carinata as an alternative oil crop production of biodiesel in Italy: agronomic evaluation, fuel production by transesterification and characterization. Biomass Bioenergy 25:623–636
Drauz K, Waldmann H (2002) Enzyme catalysis in organic synthesis, 2nd edn. Wiley-VCH, Weinheim
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Rights and permissions
About this article

Cite this article
Encinar, J.M., González, J.F., Sánchez, N. et al. Sunflower oil transesterification with methanol using immobilized lipase enzymes. Bioprocess Biosyst Eng 42, 157–166 (2019). https://doi.org/10.1007/s00449-018-2023-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00449-018-2023-z