
Abstract
We report the microscopic, magnetic and rheological properties of magnetorheological elastomers (MRE) with carbonyl iron magnetic particles (CIP) dispersed into silicone in the concentration range 5–30% volume content. The samples have been fabricated under the action of a magnetic field (anisotropic A-MRE) or without it (isotropic I-MRE). For the A-MRE samples and at low particle concentration, the anisotropy is evident in the microstructure and the magnetic properties. However and at high particle concentration, the microstructural and magnetic anisotropy is much less noticeable and makes difficult to distinguish between isotropic and anisotropic state. The rheological characterization shows changes in the storage modulus G′ when CIP content is from 5 to 30% volume and I-MRE (72% change) and A-MRE (70% change) character of the samples. However, this influence is remarkable in the loss modulus G″ with big changes when considering CIP content from 5 to 30% volume and I-MRE (114% change) and A-MRE (142% change). We have also determined that the anisotropic samples with high particle content present the maximum magnetorheological effect of about 31% at low frequency (1–2 Hz).
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Magnetorheological elastomers (MRE) are considered to be smart materials whose dynamic properties can be reversibly modified and tailored by applying an external magnetic field. Usually, these materials are composites fabricated with ferromagnetic particles (or fillers), usually of iron, embedded in a polymeric matrix (Jolly et al. 1996, Carlson and Jolly 2000, Shen et al. 2004, Zhou 2004, Li et al. 2010). The use of iron particles as magnetic fillers is fully justified (Berasategi et al. 2018) since it is already well established that the maximum possible magnetic field induced change in stress (and subsequently strain) occurs when the aligned particles become magnetically saturated. In this process, the solid matrix avoids sedimentation of the magnetic fillers (Chen et al. 2007) and sealing problems, features that usually appear in magnetorheological fluids and gels.
The suspended magnetic particles have to be added to the elastomer before it is cured, and can be either randomly distributed within the matrix (isotropic or I-MRE; Lokander and Stenberg 2003, Gong et al. 2005) or aligned in chains like structures (anisotropic or A-MRE; Zhou and Jiang 2004, Deng et al. 2006, Jung et al. 2016). Such chain-like structures are obtained by the application of an external magnetic field during the curing processes (Li et al. 2008; Ju et al. 2015) and prior to the elastomer full cross-linking process. The alignment of the iron particles into chain-like structures is possible for low particle content. Nevertheless, according to Boczkowska and Awietjan (2010), high particle concentrations lead to the formation of more complex structures.
According to Lu et al. (2012), the anisotropic MRE exhibit large elastic modulus without the presence of an external magnetic field. Additionally, the so-called MR effect defined as the modification of the dynamic properties when subjected to a magnetic field is also large for anisotropic MRE because the particle distance is small and the magnetic dipolar interaction forces among them are large (Varga et al. 2005; Schubert and Harrison 2015). By applying a magnetic field to an MRE, the friction among particles is increased due to that particle interaction. As the induced force increases as the applied magnetic field does, more energy is dissipated in the material when subjected to an external magnetic field. As a first consequence and due to the small distance between magnetic particles, the increase in stiffness and energy dissipation is large in anisotropic MRE (Hiptmair et al. 2015).
Most of the actual research concerns the improvement of the MRE performance of new magnetic elastomers, that is, their ability to change rheological properties under an applied magnetic field. In fact, magnetorheological effect is the basis for the design of tunable vibration absorbers (Deng et al. 2006; Kallio et al. 2007; Kramarenko et al. 2011) or materials with magnetically controlled rigidity (Stoll et al. 2014).
Bearing this in mind, our work deals with a deep study about the fabrication of anisotropic (by applying magnetic field during the curing process) MRE with iron particles content ranging among 5% and 30% in volume and the measured rheological response (storage and loss moduli) under different applied magnetic field intensities. For comparison, an isotropic MRE (no applied magnetic field during the curing process) has been also fabricated. The observed anisotropic behaviour of the anisotropic MRE samples, within the whole particle concentration range and different curing processes, is evaluated from the microscopic, magnetic and rheological point of view and compared with the behaviour measured for the isotropic sample.
Experimental
Fabrication of the magnetorheological elastomers and microstructural characterization
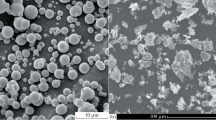
The magnetorheological elastomers analysed in this work were fabricated by dispersing carbonyl iron particles (filler) within a silicone matrix. The matrixes we have used are two component materials, the silicone WACKER Elastosil® M 4644 A and the vulcanizer WACKER Elastosil® M 4644 B (mixed in the ratio 10:1). The carbonyl iron particles (CIP) were supplied by BASF, Germany, with spherical shape and an average particle size of 1.25 ± 0.55 μm (see Fig. 1, left). These carbonyl iron powder particles were embedded into the silicone matrix with different particle volume fractions, ranging from 0 to a maximum of 30% (in steps of 5% volume).

SEM image of the carbonyl iron powder particles (left); sketch of the anisotropic curing device (right) (MRE: magnetorheological elastomer)
The synthesis process consists of mixing together the CIP particles and the silicon component matrix at room temperature, i.e. 25 °C. Vacuum cycles are applied to the mixture to avoid air bubbles inside the sample. Afterwards, the vulcanizer is added and the vacuum cycles are repeated. The whole curing process is completed in 12 h, obtaining the final MRE material as a rectangular plate of size 70 mm × 50 mm, and 1 mm thickness.
Two curing procedures were used: with an applied external magnetic field (anisotropic or A-MRE) and without (isotropic or I-MRE). This magnetic field was produced by two neodymium boron magnets (see Fig. 1, right). The magnetic field intensity, H, inside the gap (1 mm) was about 100 kA/m (0.125 T), as measured by a Hall effect Gaussmeter.
Microstructural characterization of the fabricated MRE samples was carried out by means of a scanning electron microscope, SEM JEOL JSM 5600 LV. The images were obtained with an acceleration voltage of 18 kV, low vacuum and high vacuum for the non-applied field and magnetic field applied pictures respectively, 4.5 nm spot size and about 25 mm working distance.
Magnetic and magnetorheological characterization.
Magnetic characterization was performed by using a vibrating sample magnetometer, VSM, working at room temperature, i.e. 25 °C. The magnetization was measured with the magnetic field parallel to the CIP formed chains (parallel, ∥) within the silicone matrix, and also perpendicular to them (perpendicular, ⊥).
Magnetorheological characterization measurements were performed by using an Anton Paar Physica MCR 501 rheometer equipped with the MRD 70/1T magnetorheological cell and the parallel disk configuration (PP20/MRD/TI/P2). The MRE sample under test is now disk shaped with 20 mm diameter and 1 mm thickness, cut from the original rectangular plate. Frequency sweep was 1–30 Hz at a constant strain of 0.01%, low enough to be within the LVE (Agirre-Olabide et al. 2014; Schubert and Harrison 2015). This strain is low enough to consider linear MRE behaviour, where strain and stress are both harmonic but with a given phase difference (Jones 2001):
being γmax and τmax the amplitudes of shear strain and shear stress, respectively, and δ the phase difference of the stress with respect to the strain. From both physical magnitudes, the shear complex modulus can be determined:
where its real part is the storage modulus (or rigidity, G′) and its imaginary part is the loss modulus (or energy dissipation, G″).
Since we have performed our rheological measurements at the LVE region, both storage modulus G′ and loss factor tanδ are also independent of the strain. Finally and for this rheological characterization, the applied magnetic field intensity was varied from zero to a maximum of about 617 kA/m (0.775 T). After each characterization, a demagnetization cycle was applied.
Results and discussion
Figure 2 shows SEM images obtained for different concentrations of carbonyl iron microparticles within the silicone matrix of the fabricated magnetorheological samples. For low particle content (5% volume concentration), Fig. 2a shows a homogeneous particle distribution for the isotropic fabricated I-MRE. However, for the anisotropic fabricated A-MRE, Fig. 2b shows clearly microparticle chains aligned in the applied magnetic field direction during the curing process. So, we can infer that the fabrication process of our A-MRE has been successful giving rise to elastomers with a marked anisotropic behaviour, as it will be shown in the following sections.

SEM micrographs of MRE samples. a Isotropic MRE sample with 5% volume particle content. b Anisotropic MRE sample with 5% particle content. c Isotropic MRE sample with 30% of particle content. d Anisotropic MRE sample with 30% of particle content
For high particle content (30% volume concentration), Fig. 2c shows still the isotropic I-MRE with homogeneous particle distribution. Nevertheless and due to the high content of CIP microparticles, at this concentration, isotropic dipolar interactions among the particles overcome the effect of the available orienting magnetic field (0.125 T) and no evident anisotropy direction is observed in Fig. 2d for the A-MRE sample. Additionally, the SEM image evidences that the CIP microparticle distance is almost the same for both I-MRE and A-MRE fabricated elastomers.
However and being low to produce aligned chains, the effect of the magnetic field during curing will induce internal stresses in the matrix, once relieved, and affect the samples elastic and magnetorheological behaviour, as it will be further discussed.
Room temperature magnetization curves of the isotropic I-MRE for all CIP contents are shown in Fig. 3. All measured curves saturate for μ0H ≈ 1 T.

Magnetization curves of isotropic I-MRE samples for all particle concentrations, measured at 20 °C. The inset shows the saturation magnetization relative to the iron mass content
The saturation magnetization increases with the particle content but the specific saturation magnetization per iron mass is quite constant and corresponds to the expected value, about 220 Am2/kg (or 220 emu/g) for pure Fe, as shown in the inset.
The anisotropy field value Hk corresponding to each fabricated elastomer (isotropic or anisotropic) is determined by the extrapolation of the initial slope to saturation. For the anisotropic samples (A-MRE), the induced magnetic anisotropy during the curing process can be evaluated by comparing the saturation or anisotropy field (Hk) in the direction of the applied curing field (parallel, ∥) and perpendicular to it (perpendicular, ⊥), as shown in Fig. 4 for the sample with a 5% particle content. The magnetization curve for the isotropic sample (I-MRE) with the same CIP content lies between these two extreme curves.

Magnetization curves of MRE samples with 5% particle content, measured at 20 °C. The anisotropy field Hk is determined by the extrapolation of the initial slope to the saturation
Figure 5 shows the measured anisotropy field values for isotropic and anisotropic fabricated elastomers with all particle contents. In all cases, a clear linear variation trend with CIP content has been obtained.

Dependence of anisotropy field (Hk) with the content of CIP particles, measured at 20 °C in parallel (∥, red circles) and perpendicular (⊥, blue squares) for conditions for the anisotropic samples (A-MRE). The corresponding isotropic sample measurements are also shown for comparison (I-MRE)
The observed increase in the Hk value for the I-MRE sample is most probably due to the increase of the dipolar magnetic interaction among CIP particles as their content in the silicone matrix increases. As expected and for the low CIP concentration values, the number of formed CIP chains is small and observed differences between magnetic anisotropy measurements performed in parallel and perpendicular configurations are clear. In this case that anisotropy arises solely from the chain-shaped particle, it formed magnetic structure. However and as the CIP content increases, interactions between those formed ferromagnetic chains start to play its role that reflects in the decrease of the difference in magnetic anisotropy values when measured under parallel and perpendicular conditions.
Even more, this difference vanishes at the 30% volume concentration, indicating that for that CIP content, it is already very difficult to distinguish the isotropic or anisotropic sample fabrication state. This conclusion is fully supported by SEM images (see Fig. 2 c and d) where almost no differences in the morphology can be observed between the isotropic MRE sample and the anisotropic MRE sample, both with the 30% volume of particle content.
The magnetorheological behaviour strongly depends on the particle concentration and the isotropic or anisotropic character of the samples. An example of this microstructure influence is shown in Fig. 6, where 5% and 30% MRE isotropic and anisotropic sample magnetorheological behaviours are shown.

Influence of the microstructure in the dynamic complex moduli of 5% and 30% particle concentration MRE. a Shear storage modulus. b Loss modulus
Considering a constant CIP content, our measurements show an improvement of a 17.6% for the 5% CIP content from the isotropic to the anisotropic state of the MRE sample that changes to a 15.8% for the 30% CIP content. However, there is a much bigger effect of the CIP content since 72% and a 70% change when varying from 5 to 30% the CIP content and isotropic or anisotropic samples, respectively, have been measured (all percentages determined at 30 Hz). The origin of such behaviour lies in the particle chains created in the MRE sample during their fabrication process and the large magnetic dipolar interaction among particles that increases the storage modulus (Ju et al. 2015).
Measured changes in the loss modulus are much more remarkable than in the storage one. Thus, and for constant CIP content, there is an improvement of a 24% for the 5% CIP content from the isotropic to the anisotropic state of the MRE sample that increases to a 40% for the 30% CIP content. Considering the effect of the CIP content, a 114% and a 142% change when varying from 5 to 30% the CIP content and isotropic or anisotropic samples, respectively, have been measured (all percentages determined at 30 Hz). The loss modulus turns out to be larger for anisotropic MRE samples than for isotropic ones due to the energy dissipation generated from the interfacial slipping of particles.
Systematically, the shear storage and loss moduli are larger for anisotropic samples than for isotropic ones. Especially remarkable are the measured changes in both storage and loss moduli of the isotropic and anisotropic MRE samples with 30% CIP content, while their measured anisotropy field values (Hk) are quite similar. Our interpretation for these results comes from the fabrication process of the samples: when high particle concentrations are considered (for example 30% CIP microparticles volume fraction) to fabricate the isotropic (I-MRE) sample, the big amount of microparticles present inside the magnetorheological elastomer prevent those to form chain-like structures. This leads to an increase in the viscosity of the liquid state silicone during the curing process.
Nevertheless, when the magnetic field is applied during the curing process in order to fabricate the anisotropic (A-MRE) sample, there is not only an increase in the viscosity of the liquid state silicone but also an additional internal stress for the silicone matrix due to the magnetic interaction arisen between the applied magnetic field and the CIP microparticles. This stress is expected to be more significant as the particle volume fraction increases.
The application of a magnetic field during the characterization increases both storage and loss moduli in the full frequency range studied, as shown in Fig. 7 for the 30% particle content A-MRE sample. Nevertheless, this change is more pronounced for the storage modulus (20.4%) than for the loss modulus (8.8%), both changes determined at 30 Hz. In all cases, the maximum applied magnetic field was of about 617 kA/m (or 0.775 T).

Influence of the external magnetic field in the 30% anisotropic sample. a Shear storage modulus. b Loss modulus
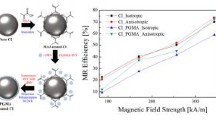
Finally, we have measured the magnetorheological (MR) effect in all our MRE samples. Its magnitude has been calculated as the relative increase of the storage modulus under an applied magnetic field of intensity H with respect to the storage modulus measured without applied magnetic field (Chen et al. 2008):
and obtained results are depicted in Fig. 8. As can be seen, at low particle content (5% volume), the obtained MR effect is hardly magnetic field dependent and the isotropic or anisotropic character of the sample has almost no influence. On the contrary and for the A-MRE samples with high particle content (30% volume), the obtained MR effect becomes considerably larger than for the isotropic ones, reaching a value of 31% at low frequency (1–2 Hz) and decreasing to a 20.4% at 30 Hz, as previously mentioned.

MR effect of 5% and 30% CIP contents isotropic and anisotropic samples as a function of the frequency, under an applied magnetic field of 617 kA/m (or 0.775 T)
These results make us to infer that the magnetorheological effect (MR) is not only proportional to the internal structure of the sample, but also related with the tensional state of the silicone matrix. As previously discussed, during the curing process under applied external magnetic field, the interaction arisen with the magnetic CIP microparticles and the strong dipolar interactions among them imply an internal stress level for the polymeric matrix. In our work, this stress level is low with the lowest particle volume fraction (5%) sample. As a first consequence, even though the internal structure is very different, the tensional state of the silicone matrix turns out to be quite similar for both the isotropic (I-MRE) and anisotropic (A-MRE) 5% CIP content samples.
On the opposite, for MRE samples with large particle concentrations (25–30%), the tensional state of the matrix is expected to be very different depending on the isotropic or anisotropic character of the samples. As a first consequence, we can conclude that the measured MR effect magnitude is almost independent of the curing process for low particle concentration cases. However, the opposite behaviour is observed when samples with large particle concentrations are tested, in which the measured MR effect magnitude is strongly dependent on the curing process followed.
Conclusions
The microscopic, magnetic and rheological characterization of isotropic and anisotropic silicon—CIP 5–30% content MRE sample—has been carried out. At low particle concentration, there is a clear microstructural and magnetic anisotropy due to the formation of isolated particle chains within the silicone matrix, but this inner structure has no influence in the measured MR effect. Interestingly and at high particle concentration, the microstructural and magnetic anisotropy is much less noticeable and makes difficult to distinguish between isotropic and anisotropic state. The rheological characterization shows changes in the storage modulus when considering CIP content and I-MRE (72% change for 5–30% volume content change) and A-MRE (70% change for 5–30% volume content change) character of the samples. However, the rheological characterization also shows bigger influence in the loss modulus than in storage one, with big changes when considering CIP content and I-MRE (114% change for 5–30% volume content change) and A-MRE (142% change for 5–30% volume content change). The maximum MR effect is obtained for high particle concentrations in anisotropic MRE samples, being of about a 31% at low frequency (1–2 Hz).
The obtained results suggest that in order to enhance the MR effect of the elastomer, the particle alignment is not a determinant factor, whereas the tensional state of the matrix due to the amount of magnetic filler should be mainly considered.
References
Agirre-Olabide I, Berasategui J, Elejabarrieta MJ, Bou-Ali MM (2014) Characterization of the linear viscoelastic region of magnetorheological elastomers. J Intell Mater Syst Struct 25(16):2074–2081
Berasategi J, Gomez A, Bou-Ali MM, Gutiérrez J, Barandiarán JM, Beketov IV, Safronov AP, Kurlyandskaya GV (2018) Fe nanoparticles produced by electric explosion of wire for new generation of magneto-rheological fluids. Smart Mater Struct 27:045011 (8 pp.)
Boczkowska A, Awietjan SF (2010) Tuning active magnetorheological elastomers for damping applications. Mater Sci Forum 636-637:766–771
Carlson JD, Jolly MR (2000) MR fluid, foam and elastomer devices. Mechatronics 10(4):555–569
Chen L, Gong XL, Jiang WQ, Yao JJ, Deng HX, Li WH (2007) Investigation on magnetorheological elastomers based on natural rubber. J Mat Sci 42:5483–5489
Chen L, Gong X, Li W (2008) Effect of carbon black on the mechanical performances of magnetorheological elastomers. Polym Test 27(3):340–345
Deng HX, Gong XL, Wang LH (2006) Development of an adaptive tuned vibration absorber with magnetorheological elastomer. Smart Mater Struct 15(5):N111–N116
Gong XL, Zhang XZ, Zhang PQ (2005) Fabrication and characterization of isotropic magnetorheological elastomers. Polym Test 24(5):669–676
Hiptmair F, Major Z, Haßlacher R, Hild S (2015) Design and application of permanent magnet flux sources for mechanical testing of magnetoactive elastomers at variable field directions. Rev Sci Instrum 86(8):085107 (9 pp.)
Jolly MR, Carlson JD, Muñoz BC (1996) A model of the behaviour of magnetorheological materials. Smart Mater Struct 5:607–614
Jones DIG (2001) Handbook of viscoelastic vibration damping. Wiley Ltd, Chichester
Ju B, Tang R, Zhang D, Yang B, Yu M, Liao C (2015) Temperature dependent dynamic mechanical properties of magnetorheological elastomers under magnetic field. J Magn Magn Mater 374:283–288
Jung HS, Kwon SH, Choi HJ, Jung JH, Kim YG (2016) Magnetic carbonyl iron/natural rubber composite elastomer and its magnetorheology. Compos Struct 136:106–112
Kallio M, Lindroos T, Aälto S, Järvinen E, Kärnä T, Meinander T (2007) Dynamic compression testing of a tunable spring element consisting of a magnetorheological elastomer. Smart Mater Struct 16:506–514
Kramarenko EYu, Khokhlov AR, Stepanov GV, Vikulenkov AV, Selkov DA, Uspenski ES, Podvolotski AG, Chertovich AV (2011) Patent RF 2411404
Li J, Gong X, Xu ZB, Jiang W (2008) The effect of pre-structure process on magnetorheological elastomer performance. Int J Mater Res 99(12):1358–1364
Li WH, Zhou Y, Tian TF (2010) Viscoelastic properties of MR elastomers under harmonic loading. Rheol Acta 49:733–740
Lokander M, Stenberg B (2003) Performance of isotropic magnetorheological rubber materials. Polym Test 22(3):245–251
Lu X, Qiao X, Watanabe H, Gong X, Yang T, Li W, Sun K, Li M, Yang K, Xie H, Yin Q, Wang D, Chen X (2012) Mechanical and structural investigation of isotropic and anisotropic thermoplastic magnetorheological elastomer composites based on poly(styrene-bethylene-co-butylene-b-styrene) (SEBS). Rheol Acta 51:37–50
Schubert G, Harrison P (2015) Large-strain behaviour of magneto-rheological elastomers tested under uniaxial compression and tension, and pure shear deformations. Polym Test 42:122–134
Shen Y, Golnaraghi MF, Heppler GR (2004) Experimental research and modeling of magnetorheological elastomers. J Intell Mater Syst Struct 15:27–35
Stoll A, Mayer M, Monkman GJ, Shamonin M (2014) Evaluation of highly compliant magneto-active elastomers with colossal magnetorheological response. J Appl Polym Sci 131:39793 (7 pp.)
Varga Z, Filipcsei G, Zrinyi M (2005) Smart composites with controlled anisotropy. Polymer 46(18):7779–7787
Zhou GY (2004) Complex shear modulus of a magnetorheological elastomer. Smart Mater Struct 13:1203–1210
Zhou GY, Jiang ZJ (2004) Deformation in magnetorheological elastomer and elastomer–ferromagnet composite driven by a magnetic field. Smart Mater Struct 13:309–316
Funding
The authors received financial support from the Basque Government under the ACTIMAT (KK-2018/00099, Elkartek program) and FLUMAN (PI_2017_1_0043 and PI_2017_1_0055, PIBA program) projects, and University Basque Research Groups Funding (IT1245-19).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
María San Sebastián on leave from BCMaterials
Rights and permissions
About this article

Cite this article
Berasategi, J., Salazar, D., Gomez, A. et al. Anisotropic behaviour analysis of silicone/carbonyl iron particles magnetorheological elastomers. Rheol Acta 59, 469–476 (2020). https://doi.org/10.1007/s00397-020-01218-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00397-020-01218-4