
Abstract
Defect repair of GaN-based light-emitting diodes (LEDs) by ultraviolet laser micromachining is reported. Percussion and helical drilling in GaN by laser ablation were investigated using 248 nm nanosecond and 355 nm picosecond pulses. The influence of laser ablation including different laser parameters on electrical and optical properties of GaN-based LED chips was evaluated. The results for LEDs on sapphire with transparent conductive oxide p-type contact on top as well as for thin-film LEDs are reported. A reduction of leakage current by up to six orders in magnitude and homogeneous luminance distribution after proper laser defect treatment were achieved.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Laser material processing is well established in semiconductor industry [1,2,3,4]. This includes wafer marking, wafer dicing, micro-via drilling in and laser direct imaging of printed circuit boards, annealing of a-Si films and patterning of indium tin oxide films in thin-film transistor liquid crystal displays (TFT-LCD), and micro-via drilling and patterning for photovoltaics solar cells. Another important application area of laser micromachining in semiconductor industry is defect repair which includes repair of lithographic masks, improving the yield of memory chips by isolating defective cells and connecting spare cells [1,2,3, 5], isolation of shunts for photovoltaic solar cells [6, 7], and repair of bright pixels in TFT-LCDs [8, 9]. The advantage of laser micromachining for defect repair is the high flexibility, because it is a direct writing technique.
Laser material processing is well established in production of GaN-based thin-film light-emitting diodes (LEDs) [10]. It is used to remove the sapphire substrate during the so called laser lift-off [11]. However, defect repair of LEDs was not of interest in the past. For small size LED chips (\(<2\,\hbox {mm}^2\)), it is cheaper to sort out defective LEDs than to repair them. Nevertheless, LED industry follows a trend towards larger chip sizes driven by demand for higher electrical and optical power per chip but also novel applications with increased functionality [12,13,14]. One of these novel applications is the \(\mu\)-Adaptive Front-light System (\(\mu {}\hbox {AFS}\))—advanced automotive headlamps with functions like adaptive driving beam [15, 16]. The \(\mu {}\hbox {AFS}\) approach uses large size chips (\(4\times 4\,\hbox {mm}^2\)) consisting of a matrix of 1024 LEDs with a pixel size of \(115\times 115\,\upmu {}\hbox {m}^2\) and a pitch of \(125\,\upmu {}\hbox {m}\) instead of single LED chips which allows a much higher resolution and thus more functionality. With increasing chip sizes, the probability of defect-related disturbed characteristics of an LED or a dark pixel for \(\mu {}\hbox {AFS}\) chips increases strongly. Hence, defect repair for LED production yield enhancement becomes increasingly interesting. Due to its sub-micrometer thick semiconductor layers and fine lateral LED chip patterning, the very high lateral and vertical laser micromachining precision is of prime importance.
In case of defect repair, microscopic areas containing local defects must be removed or electrically isolated. Hence, the laser processing itself should not create new paths for leakage current. Moser et al. [17] already demonstrated the fabrication of fully laser-processed planar GaN-based LEDs without any photolithography and etch steps. The current–voltage (I–V) characteristics as well as the output power vs. current (P–I) of the laser-processed LEDs were comparable to conventional dry etched mesa-LEDs. In the present work, percussion drilling with different bore diameters to remove the defect and helical drilling to electrical isolate the defect have been investigated. Ultraviolet-emitting lasers have been chosen as laser sources due to the GaN absorption edge at 365 nm, so that direct absorption in the GaN occurs. Many different laser sources with different wavelength and pulse length exist. Pulses at 355 nm and 10 ps as well as 248 nm and 20 ns have been compared in the present work.
2 Experimental
Two different laser-processing systems have been used for the present work. The first system is self-constructed and uses a Lumera Super Rapid mode-locked \(\hbox {Nd}^{3+}\):\(\hbox {YVO}_4\) laser source. The third harmonic at 355 nm wavelength has been used for all experiments presented in this work. The pulse length is about 10 ps. A pulse picker allows to extract pulses on demand. Fixed optics are used to achieve very high precision. The minimum \(1/e^2\) focus diameter is \(1.7\,\upmu \hbox {m}\). The system is equipped with a high precision positioning system exhibiting a position reproducibility of \(0.2\,\upmu \hbox {m}\).

Schematic of a GaN LED structure on sapphire with TCO p-type contact on top and b thin-film GaN LED each with defect causing a leakage current path. On the left before and on the right after laser defect repair, resp. AL means optical active layers
The second system is a custom-made KrF Excimer laser-based workstation (3D-Micromac, \(\hbox {microSTRUCT}^\mathrm{{LED}}\)) operating a wavelength of 248 nm with a pulse length of 20 ns. The system also provides pulses on demand. The laser beam exhibits a top-hat profile and can be patterned by a projection mask. The experiments have been carried out with circles of diameters between 5 and \(100\,\upmu \hbox {m}\). The optical resolution of the system is \(3\,\upmu \hbox {m}\). The system contains a positioning system with a precision of \(1\,\upmu \hbox {m}\). Further details on the laser-processing systems can be found in Refs. [17, 18].
Laser processing has been performed on three different kinds of samples. The first are GaN layers on sapphire substrate with a GaN thickness of about \(4.5 \,\upmu \hbox {m}\). The second are GaN-based LED heterostructures on sapphire substrate (similar to e.g. Ref. [17]) with patterned transparent conductive oxide (TCO) p-type contact on top and etched mesas with 1 mm edge length for LED definition. These samples have been used for investigation of defect repair from the p-side. Figure 1a presents a schematic of the sample before and after defect repair from the p-side. The third kind of samples are thin-film GaN LED [10] wafers after transfer of the GaN layers on a new substrate and the laser lift-off of the original sapphire substrate. Here, the n-type GaN layer is on top. These samples have been used for investigation of defect repair from the n-side. A schematic is shown in Fig. 1b. The size of the thin-film LED chips is \(1\,\hbox {mm}^2\).
I–V characteristics of LED wafers were measured using a semiautomatic wafer prober (Karl Süss) and a Keithley 2400 Source Measure Unit. Luminance distribution images of defective LEDs were taken by an optical microscope (Zeiss Axio Imager A1m) equipped with a high-resolution 16 bit CCD camera before and after laser processing. A Keithley 2400 Source Measure Unit was used as current source.

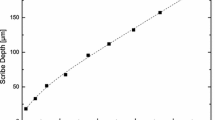
Depth dependence on pulse energy for percussion drilling with 248 nm nanosecond pulses and a number of 70 pulses and different bore diameters. a Pulse energy up to 158 mJ and b pulse energy up to 350 mJ

a Depth dependence on number of pulses for percussion drilling with 355 nm picosecond pulses, different fluences and a focus diameter of \(7\,\upmu \hbox {m}\). b Confocal laser microscopy image of a circular trench drawn with 355 nm picosecond pulses and a focus diameter of \(1.7\,\upmu \hbox {m}\). The diameter of the trench is \(18\,\upmu \hbox {m}\). The depth is color coded with red corresponding to surface and dark blue corresponding to a depth of 1000 nm
3 Results
The ablation rate for percussion drilling with 248 nm nanosecond pulses was investigated for different bore diameters. Figure 2 shows the bore depth depending on the pulse energy for 70 pulses. The bore depth increases slowly with pulse energy up to about 130 mJ and increases much faster for higher pulse energy for bore diameters \(\ge 10\,\upmu \hbox {m}\). The depth increases again more slowly above a pulse energy of about 200 mJ indicating saturation (see Fig. 2b). The ablation rate is very low for a bore diameter of \(5\,\upmu \hbox {m}\) for the whole investigated pulse energy range. The depth is limited to 1400 and 8000 nm for 5 and \(10\,\upmu \hbox {m}\) bore diameter at a pulse energy of 350 mJ and even less for lower pulse energy. Important to note that the percussion drilling does not stop and the ablation rate does not seem to change at the GaN/sapphire interface although sapphire is transparent at 248 nm wavelength and ablation does not occur on a sapphire substrate without GaN layer.
Figure 3a depicts the depth dependence on the number of pulses for percussion drilling with 355 nm picosecond pulses and a focus diameter of \(7\,\upmu \hbox {m}\). A threshold bevaviour is visible for small fluences up to \(0.25\,\hbox {J/cm}^2\). In addition, the depth is limited to about 2500 nm for \(0.25\,\hbox {J/cm}^2\). For higher fluences, the ablation stops at the GaN/sapphire interface because the fluence range under investigation is below the ablation threshold of sapphire at 355 nm wavelength. This is a clear difference between ablation with picosecond pulses and with nanosecond pulses. The selective ablation allows clean bores with almost vertical walls in the GaN.

I–V characteristics before and after defect repair for GaN LED on sapphire with transparent conductive oxide p-type contact on top and laser processing from the p-side using a 248 nm nanosecond pulses and b 355 nm picosecond pulses. The size of the LED chips is \(1\,\hbox {mm}^2\)
Except percussion drilling to remove a defect, the electrical isolation of a defect by drawing a trench is an alternative way of removing the current leakage path caused by the defect. A circular trench obtained by helical drilling with \(1.7\,\upmu \hbox {m}\) focus diameter is presented in Fig. 3b. The depth is color coded. A large depth variation between 550 and 990 nm is clearly visible indicating chipping. Moser et al. [17] reported a pumping to transparency of GaN by using 355 nm picosecond pulses due to the high peak energy for ultra-short pulses. This leads to laser absorption deep inside the material instead at the surface and hence to chipping and an uneven depth of the trench.
The percussion drilling with 248 nm nanosecond pulses was utilized to remove local defects for GaN LEDs on sapphire substrate with transparent conductive oxide p-type contact on top as schematically depicted in Fig. 1a. The chips are \(1\,\hbox {mm}^2\) in size. The \(I-V\) characteristics of an LED before and after removing the defect is shown in Fig. 4a. The characteristics is clearly disturbed before laser processing. The current at a reverse bias of 5 V is 3.5 mA. In addition, the voltage is below 1 V even at a forward current of 1 mA. However, the current at a reverse bias of 5 V dropped 6 orders of magnitude to 2 nA and the voltage increased by 1.8 V under forward bias after removing the local defect. The I–V characteristics exhibits no signs of a leakage current path any more proving the successful repair of the LED.

I–V characteristics for the same GaN thin-film LED after different number of pulses for laser processing from the n-side using 248 nm nanosecond pulses. The size of the LED chip is \(1\,\hbox {mm}^2\)
For comparison, a circular trench was drawn by 355 nm picosecond pulses and a focus diameter of \(1.7\,\upmu \hbox {m}\) to electrically isolate local defects. Figure 4b presents the I–V characteristics before and after laser micromachining. Again, the characteristics is clearly disturbed before laser processing. The reverse current dropped 5 orders of magnitude and the forward bias increased by about 1.9 V above a current of \(1\,\upmu \hbox {A}\) after electrically isolating the local defect. However, the current is still 300 nA at a reverse bias of 5 V and the voltage is still lower under forward bias than for an undisturbed I–V characteristics at currents less than 1 \(\upmu \hbox {A}\). Hence, a small leakage current occurs despite the electrically isolation of the local defect by laser micromachining indicating new laser induced leakage current paths. A control experiment on LEDs with undisturbed I–V characteristics results in small leakage currents after laser processing with 355 nm picosecond pulses confirming that 355 nm picosecond pulses can induce new leakage current paths in agreement with Ref. [17].
The thickness of the p-type and the n-type GaN layers in an LED structure strongly differs. The n-GaN layer is about 10–100 times thicker than the p-GaN layer [17, 19,20,21]. Hence, the bore depth has a huge margin when drilling from the p-side. However, a bore with a depth of several micrometer must be prepared with an accuracy of at least 1% when drilling from the n-side. Otherwise the bore would extend into the p-contact and bond metal layers which could result in metal contamination inside the bore and hence a new leakage current path. Thus, only percussion drilling with 248 nm nanosecond pulses was used for the laser repair experiments from the n-side due to the large depth variation for 355 nm picosecond pulses (see above).

Low current density luminance distribution images of a thin-film GaN LED chip before (left) and after (right) defect repair by 248 nm laser percussion drilling from the n-side taken at 90 and 10 mA, respectively. The triangles mark the electrical contact probe. The repaired area is marked by a red circle. The size of the LED chip is \(1\,\hbox {mm}^2\)
Figure 5 shows I–V characteristics of a thin-film LED with a local defect causing a leakage current path as schematically depicted in Fig. 1b. The characteristics of the same LED chip was measured after different number of pulses. The characteristics is clearly disturbed before laser processing (0 pulses). The reverse current is reduced by about 1.5 orders of magnitude after 95 pulses. A further reduction by about 2.5 orders of magnitude occurs after the next pulse and another order of magnitude after the second next pulse (97 pulses and 5 orders of magnitude in sum). The current is only 77 nA at a reverse bias of 5 V after 97 pulses. The leakage current increases again with continuing laser drilling reaching 0.53 mA at a reverse bias of 5 V after 100 pulses. Hence, the leakage current is strongly reduced upon reaching the active layer but drilling into the p-contact and bond metal layers degrades the characteristics again. These results demonstrate that defect repair from the n-side is possible with 248 nm nanosecond pulses but the depth tolerance is very small due to the very thin p-GaN layer and metal recast on the bore sidewall upon drilling into the following metal layers.
Low current density luminance distribution images exhibits large dark areas around a local defect which provides a current path with a lower resistance than the p-n junction (see Fig. 6, left). In addition, the minimum current for the onset of lighting is increased from less then 10 mA to several 10 mA or even higher (90 mA for the chip shown in Fig. 6) for \(1\,\hbox {mm}^2\) chips. The influence of removing the local defect by percussion drilling with 248 nm nanosecond pulses on the low current luminance distribution image is presented in Fig. 6, right. A homogeneous luminance distribution is observed even at low current densities. The repaired defect is now only visible as a faint small circle (marked by the red circle). 10 mA was the largest possible current taking the image due to the lower integration time limit of the camera. This result underline impressively a successful repair of the LED chip by ultraviolet laser micromachining even from the n-side.
4 Conclusion
Percussion and helical drilling in GaN by ultraviolet laser ablation was investigated. Two systems providing 248 nm nanosecond and 355 nm picosecond pulses were compared and the pulse energy varied. With detailed knowledge of the laser ablation rate, a precise treatment of epitaxial grown group III-N semiconductor layers was possible. In addition, the defect repair of GaN-based LEDs by laser ablation from the p-side as well as from the n-side was evaluated. Pulses of 248 nm with 20 ns duration turned out to exhibit a higher depth precision. Besides that, they do not generate new current leakage paths. A reduction of leakage current by up to 6 orders in magnitude and homogeneous luminance distribution after proper laser defect treatment was obtained. Both results indicate a successful repair of LED chips and thus demonstrating the suitability of ultraviolet laser micromachining for defect repair of large size LED chips—for p-side up TCO as well as for n-side up thin-film LEDs.
References
C.M. Dunsky, Laser material processing in microelectronics manufacturing: status and near-term opportunities. Proc. SPIE 5713, 200–214 (2005)
B.W. Baird, R.F. Hainsey, X. Peng, P.Y. Pirogovsky, Advances in laser processing of microelectronics. Proc. SPIE 6451, 64511K (2007)
B.W. Baird, Picosecond laser processing of semiconductor and thin film devices. Proc. SPIE 7580, 75800Q (2010)
G. Heise, M. Domke, J. Konrad, F. Pavic, M. Schmidt, H. Vogt, A. Heiss, J. Palm, H.P. Huber, Monolithical serial interconnects of large CIS solar cells with picosecond laser pulses. Phys. Procedia 12, 149 (2011)
B. Gu, Ultrafast laser processing for next-generation memory repair. Proc. SPIE 5714, 37 (2005)
M.D. Abbott, T. Trupke, H.P. Hartmann, R. Gupta, O. Breitenstein, Laser isolation of shunted regions in industrial solar cells. Prog. Photovolt. Res. Appl. 15, 613–620 (2007)
J. Schmauder, R. Kopecek, R. Barinka, P. Barinkova, A. Bollar, D. Koumanakos, N. Otero, P. Romero, First steps towards an automated repairing of solar cells by laser enabled silicon post-processing, Proc. EU-PVSEC (2012)
J.-S. Chou, M.-Y. Cheng, Y.-W. Wu, Y. Tai, Predicting high-tech equipment fabrication cost with a novel evolutionary SVM inference model. Expert Syst. Appl. 38, 8571–8579 (2011)
T. Chen, M.-T. Lin, K.-J. Chung, Linear energy control of laser drilling and its application in the repair of TFT-LCD bright pixels. Microsyst. Technol. 18, 1909–1915 (2012)
V. Haerle, B. Hahn, S. Kaiser, A. Weimar, S. Bader, F. Eberhard, A. Plössl, D. Eisert, High brightness LEDs for general lighting applications Using the new ThinGaN\(^{\rm TM}\)-technology. Phys. Status Solidi A 201, 2736–2739 (2004)
M.K. Kelly, R.P. Vaudo, V.M. Phanse, L. Gorgens, O. Ambacher, M. Stutzmann, Large free-standing GaN substrates by hydride vapor phase epitaxy and laser-induced liftoff. Jpn. J. Appl. Phys. 38, L217 (1999)
H. Daicho, T. Iwasaki, K. Enomoto, Y. Sasaki, Y. Maeno, Y. Shinomiya, S. Aoyagi, E. Nishibori, M. Sakata, H. Sawa, S. Matsuishi, H. Hosono, A novel phosphor for glareless white light-emitting diodes. Nat. Commun. 3, 1132 (2012)
G. Lia, W. Wang, W. Yang, H. Wang, Epitaxial growth of group III-nitride films by pulsed laser deposition and their use in the development of LED devices. Surf. Sci. Rep. 70, 380–423 (2015)
X. Luo, R. Hu, S. Liu, K. Wang, Heat and fluid flow in high-power LED packaging and applications. Prog. Energy Combust. Sci. 56, 1–32 (2016)
S. Grötsch, A. Pfeuffer, T. Liebetrau, H. Oppermann, M. Brink, R. Fiederling, I. Möllers, J. Moisel, Integrated high resolution LED light sources in an AFS/ADB head-lamp. In: Proceedings International Symposium on Automotive Lighting, pp. 241–250 (2015)
T. Liebetrau, W. Pohlmann, J. Moisel, R. Kürschner, A. Pfeuffer, A novel approach for high resolution LED pixel headlights. In: Proceedings Electronics in Vehicles, VDI-Berichte, vol 2249, pp. 265–276 (2015)
R. Moser, C. Goßler, M. Kunzer, K. Köhler, W. Pletschen, J. Brunne, U.T. Schwarz, J. Wagner, Laser direct writing of GaN-based light-emitting diodes—the suitable laser source for mesa definition. J. Appl. Phys. 113, 103107 (2013)
R. Moser, M. Kunzer, C. Goßler, K. Köhler, W. Pletschen, U.T. Schwarz, J. Wagner, Laser processing of gallium nitride-based light-emitting diodes with ultraviolet picosecond laser pulses. Opt. Eng. 51, 114301 (2012)
W. Wang, W. Yang, H. Wang, G. Li, Epitaxial growth of GaN films on unconventional oxide substrates. J. Mater. Chem. C 2, 9342–9358 (2014)
J.-T. Oh, Y.-T. Moon, J.-H. Jang, J.-H. Eum, Y.-J. Sung, S.Y. Lee, J.-O. Song, T.-Y. Seong, High-performance GaN-based light emitting diodes grown on 8-inch Si substrate by using a combined low-temperature and high-temperature-grown AlN buffer layer. J. Alloys Compd. 732, 630–636 (2018)
W. Wang, Y. Lin, W. Yang, Z. Liu, S. Zhiou, H. Qian, F. Gao, L. Wen, G. Li, A new system for achieving high-quality nonpolar m-plane GaN-based light-emitting diode wafers. J. Mater. Chem. C 2, 4112–4116 (2014)
Acknowledgements
The authors would like to thank S. Liu and R. Schmidt for valuable contributions. Financial support by the German Federal Ministry for Education and Research (BMBF) within the \(\mu \hbox {AFS}\) research cooperation (funding registration number 13N13285) is gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Passow, T., Kunzer, M., Pfeuffer, A. et al. Ultraviolet laser ablation as technique for defect repair of GaN-based light-emitting diodes. Appl. Phys. A 124, 257 (2018). https://doi.org/10.1007/s00339-018-1681-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00339-018-1681-7