
Abstract
New carbon/ceramic composites have been synthesized from low-cost phenol–formaldehyde resin and polysiloxane preceram. A reference carbon composite reinforced with carbon fibre (CC composite) is obtained in first place from a carbon fibre roving impregnated with a solution of phenol–formaldehyde resin in isopropyl alcohol. To obtain fibrous carbon/ceramic composites the CC perform is impregnated with polymethylphenylsiloxane polymer and then a thermal treatment in an inert atmosphere is applied. Depending on the temperature of this process, the resulting ceramics can be silicon carbide (SiC) or silicon oxycarbide (SiCO). Three representative samples, named CC/SiCO(a) (obtained at 1000 °C), CC/SiCO(b) (1500 °C) and CC/SiC (1700 °C), have been tested for fatigue behaviour and oxidation resistance. The value of the Young’s modulus remains constant in fatigue tests done in flexion mode for the three new composites during a high number of cycles until sudden degradation begins. This is an unusual and advantageous characteristic for this type of materials and results in the absence of delamination during the measurements. In contrast, the CC reference composite shows a progressive degradation of the Young’s modulus accompanied by delamination. SEM micrographs revealed that the formation of filaments of submicrometer diameter during the heat treatment can be responsible for the improved behaviour of these composites. The CC/SiC composite shows the best oxidation resistance among the three types of composites, with a 44% mass loss after 100 h of oxidation.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Fibrous carbon/carbon composites (CC composites) retain their properties at very high temperatures of operation, which can be greater than 2000 °C. However, their main drawback is their susceptibility to oxidation, which limits their application at high temperatures to non-oxidizing environments [1, 2]. On the other hand, if the carbon fibre-reinforced composites have a ceramic matrix based on SiC, their oxidation resistance is considerably improved, but the main drawback in this case is their limited lifetime at temperatures higher than 1500 °C [3].
When carbon composites are subjected to cyclic bending a progressive decrease in mechanical performance is noted due to the formation of cracks of micrometer size in the initial fatigue cycles, and finally their delamination occurs. This is observed not only for CC composites [4, 5], but also for carbon fibre-reinforced SiC matrix composites (C/SiC) during cyclic bending tests [6, 7]. CC composites can be protected against oxidation through application of single or multilayer coatings, but in working conditions cracks resulting in reduction of the composite life will appear [1].
Recently, a promising procedure to obtain low-cost, non-brittle and oxidation-resistant carbon/ceramic (CC/ceramic) composites with an improved fatigue performance has been published [8]. This procedure makes use of a ceramic precursor (preceram) based on organic polymers called polysiloxanes. The CC composite is impregnated with this precursor and then heated above 1000 °C. As a consequence, chemical reactions take place and a ceramic phase is formed (silicon oxycarbide or silicon carbide). The key innovation of this procedure is that the ceramic phase appears not only on the surface of the composite, but also in its pores [8]. Our previous study indicates that the carbon/ceramic composites obtained by this procedure exhibit a relatively good oxidation resistance, non-brittle behaviour and longer lifetime in fatigue tests (which is increased by a factor from 3 to 4.5). The reference sample used in the mentioned study was a CC composite with pitch-derived matrix [8].
In the present work, we explore a new synthesis procedure based on a different precursor of the carbon matrix: phenol–formaldehyde. From this resin, a carbon fibre-reinforced composite will be obtained, which is then impregnated with polysiloxane and subjected to a thermal process to obtain the new carbon/ceramic composite. The new material will be subjected to mechanical testing (fatigue) and evaluated for resistance to oxidation, to compare its properties with the CC composite used as starting material and reference. Finally, observation of SEM micrographs will provide valuable hints to explain the improved fatigue behaviour and unusual mechanical stability observed for the new composite.
2 Experimental procedures
The composites studied in this work use a phenol–formaldehyde resin (Novolac MR) as low-cost precursor of the carbon phase. It is prepared in solution with isopropyl alcohol in a weight ratio of 1:1. The composites are reinforced with carbon fibres (Tenax HTS 5131), which have a Young’s modulus of 238 GPa and can stand a tensile strength of 4.3 GPa. The selection of fibres in the form of roving allows for the preparation of unidirectional fibre prepreg tapes. For this purpose, the solution of Novolac MR phenol–formaldehyde resin impregnates the carbon fibre roving and the tapes are left to dry until the alcohol evaporates. Then they are cut in unidirectional laminates of 15 cm length, which are stacked and placed in a suitable metallic mould. Finally, the necessary heat treatments (HT) are applied, as described in Table 1. As a result of this procedure a CC composite is obtained, which will be used as starting material for the production of the carbon/ceramic composites and as a reference to evaluate their properties.
The second part of the experimental procedure consists of the production of the CC/ceramic composites from the reference CC composite. For this purpose, the reference material is impregnated with a polymethylphenylsiloxane resin (Lukosil 901) [9]. The time of the impregnation process is 24 h. After impregnation the samples are cured and heat treated according to the parameters presented in Table 1. Depending on the desired properties, three different temperatures have been used for the final treatment: 1000 °C, 1500 °C, and 1700 °C. The first two temperatures produce carbon/silicon oxycarbide composites, which we will call CC/SiCO(a) (HT 1000 °C) and CC/SiCO(b) (HT 1500 °C). Finally, when the 1700 °C temperature is applied, carbon/silicon carbide composite (CC/SiC) is produced. The three types of composites, together with the CC precursor, have been characterized for fibre volume fraction and porosity, and the corresponding results are summarized in Table 2.
The mechanical properties such as bending strength, bending modulus, and interlaminar shear strength (ILSS) of the synthesized composites were tested by means of a standard three-point bending setup. For this purpose, the samples were cut in the shape of a bar (2.5 mm thick, 4.2 mm wide and 70 mm long), and three samples of each type were tested to determine an average behaviour. A Zwick mechanical tester model 1435 was employed in these measurements. For bending strength and modulus, the applied deflection rate was 2 millimetres per minute and the span between supports was 20 times higher than the sample thickness, while for ILSS the ratio of span to thickness is fixed at a value of 5 (ISO 14130 standard).
After the determination of the static properties, the samples were subjected to dynamic fatigue tests. This is also done in a configuration of three-point bending test. The frequency of the dynamic load was 11.7 Hz and the applied deflection was set at 50% of the value of elastic deflection that was measured during the previous static experiments. During the dynamic fatigue tests the velocity of propagation of ultrasounds is measured periodically in three perpendicular directions (along fibres, perpendicular to fibres, and in-laminates), as shown in Fig. 1. The Young’s modulus of the material is calculated in each direction of propagation until its value decreases to 50% of its initial value in at least one of the measured directions. The experiment is repeated for three samples of each type of composite to ensure reproducibility of the results.

Schematic of a laminated fibre-reinforced sample with indication of the three perpendicular directions for the determination of ultrasound velocity
Microstructure of the composites was investigated by a JEOL 5400 scanning electron microscope. Finally, oxidation resistance is evaluated by means of measurements of the mass loss of the samples when they are subjected to a thermal process in an oxidizing atmosphere (air). For this purpose, the temperature was set at 800 °C and the duration of the process was fixed to 100 h.
3 Results and discussion
The analysis of the results begins with a comparison of the static mechanical properties obtained from the three-point bending test. This is presented in Fig. 2, where the average values of bending strength, bending modulus, deflection at maximum force, and interlaminal shear strength are shown for each type of composite. It is observed that the differences between the values of bending strength registered for CC and CC/ceramic composites are within the experimental error. However, for the bending modulus the three types of CC/ceramic composites present 20% lower values than for the CC reference. Regarding the deflection at maximum force, the composite processed at the highest temperature, i.e. the one with a SiC matrix, has a significantly lower value than the other ones. This behaviour can be explained by the chemical reactions that take place during the manufacturing process of the CC/ceramic composites. In the final step of this process the sample is heated at a high temperature (1000 °C for the composite with the SiCO(a) ceramic matrix, 1500 °C for SiCO(b) and 1700 °C for SiC). During this thermal treatment, and up to the temperature of 1000 °C, the polymer is converted into a ceramic phase through chemical reactions of decomposition. Above this temperature, conversion of silicon oxycarbide to silicon carbide starts to take place, first in a partial way at 1500 °C and finally completely at 1700 °C [9]. The processes of conversion of polymer into ceramic and transformation of SiCO into SiC involve chemical reactions that damage the fibres used as reinforcement, and hence, explain the modification of the mechanical properties of the composites. The first transformation into CC/SiCO is noted mainly in the decrease of the bending modulus from 91 GPa for the CC reference to values between 70 and 80 GPa for the three types of CC/ceramic composites. The second transformation, from SiCO to SiC ceramics, is observed mainly in the value of deflection at maximum force, which decreases by more than 20%. Finally, the ILSS shows no significant differences, which is indicative that the damage does not affect the fibre–matrix interface.

Mechanical properties of composites (mean value ± standard deviation)
To gain further insight into the interpretation of the static mechanical properties of our composites, an analysis of the shapes of the force–deflection relationships can be undertaken. This is done in Fig. 3, which shows the curves of force versus deflection for the four types of composites analyzed in our study. For every type of composite, three traces are plotted in each graph, which correspond to the three different samples that have been analyzed for each composite to evaluate an average behaviour.

Force–deflection relationships for the four types of composites
The first conclusion than can be drawn from these graphs is that all CC/ceramic composites present non-catastrophic fracture. A closer look reveals also the presence of different regions associated with the initiation of crack and with the propagation of cracks. Hence, it can be concluded that our composites do not present the typical brittle behaviour that is characteristic of ceramic materials. Previous CC/ceramic composites [8] (with polysiloxane-derived ceramic matrix and carbon matrix derived from pitch), as well as the CC references, have shown a similar behaviour, so it can be concluded that the carbon matrix, whatever its origin, is the one responsible for such behaviour.
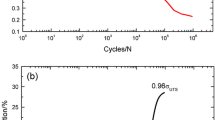
The next step in the evaluation of the new composites is to study their fatigue behaviour. Every 10 × 103 cycles the velocity of ultrasound propagation is measured in the three perpendicular directions defined in Fig. 1. Then, this value is used for the calculation of the Young’s modulus (normalized with respect to the initial value before the test). The results of these measurements are presented in Fig. 4. The graphs represent a typical behaviour for each material.

Average normalized Young’s modulus for each type of composite in the three characteristic directions defined in Fig. 1
From the analysis of the results of the normalized Young’s modulus in the direction in-laminates and perpendicular to laminates, it can be concluded that the reference CC composite presents a constant decrease of this parameter as a function of the number of cycles (Fig. 4). The decrease can be divided into two stages. First, before reaching 47 × 104 cycles, a slight drop of the normalized modulus is observed. After reaching that number of cycles, a drastic drop of the normalized modulus can be noted. A constant deterioration of mechanical properties is a typical tendency. This tendency was already observed for other CC composites [4, 5] and for our pitch-derived CC composite [8].
CC/ceramic composites exhibit different properties than the CC reference (Fig. 4). For the fibre arrangement direction in-laminates and perpendicular to laminates, CC/ceramic composites present constant values of the normalized Young’s modulus until a certain number of measuring cycles is reached. On the one hand, the CC/SiCO(a) composite starts to lose its properties when 45 × 104 cycles are reached. The number of cycles for this composite is close to the number of cycles registered for CC reference. However, and contrary to the CC reference, the CC/SiCO(a) composite does not exhibit any drop of the modulus before 45 × 104 cycles are reached. Therefore, it can be concluded that this composite possesses better mechanical properties than the CC reference. On the other hand, the CC/SiCO(b) composite does not lose its properties until 38 × 104 cycles are reached, which is 15% lower than the number of cycles registered for the CC/SiCO(a) composite. Finally, the CC/SiC composite does not lose its properties until 32 × 104 cycles are reached, which is 30% lower than the number registered for the CC/SiCO(a) composite.
Despite that the number of cycles corresponding to a constant value of Young’s modulus decreases with increasing treatment temperature, the new CC/ceramic composites obtained in this work possess a relatively long fatigue life when compared with other ceramic composites obtained from a preceram and a pre-existing carbon composite [8]. In particular, the CC/ceramic composites presented in [8] differ from the new composites presented here in that the carbon matrix was obtained from an isotropic pitch instead of the phenol–formaldehyde resin. Additionally, the carbon fibres used as reinforcement are also different, since M40J carbon fibres with a Young’s modulus of 377 GPa were used in [8]. When compared to the new CC/ceramic composites described in this work, it is found that our new composites present significantly better properties, especially because they do not show any degradation until a high number of cycles is reached. In contrast, the pitch-derived CC/ceramic composites [8] experienced a deterioration of their properties from the beginning of the fatigue test.
We analyze now the region of the graphs of Fig. 4 above the number of cycles in which deterioration starts for the CC/ceramic composites. From a comparison of the normalized Young’s modulus in the direction in-laminates with the direction perpendicular to laminates we observe that the most significant deterioration takes place perpendicular to the laminates (Fig. 4). This means that the destruction of CC/ceramic composites occurs mainly through delamination. Changes in Young’s modulus in the direction in-laminates can be observed as well, which indicate partial damage of laminates.
In general, CC and carbon fibre-reinforced SiC composites subjected to a dynamic load in a flexion mode present a deterioration of their mechanical properties [4,5,6,7]. Microcracks are created at the beginning of the test and finally composite delamination takes place [4,5,6,7]. In our experiments, such processes were noted only for the reference CC composite. In contrast, all new CC/ceramic composites presented in this work show a constant value of Young´s modulus until reaching a relatively high number of cycles. This is not a common characteristic. The investigated CC/ceramic composites have the same type of reinforcement, the same fibre volume fraction, and present the same value of ILSS (see Table 2; Fig. 2). Therefore, the outstanding mechanical properties can only be explained by the changes in the microstructure of the CC/ceramic composites.
SEM micrographs of all CC/ceramic composites revealed that the composites contain filaments of submicron size (Fig. 5). These filaments appeared in composite pores as a decomposition product of the polysiloxane resin used for impregnation of the CC composite. The presence of such filaments can modify the mechanical properties of the host matrix and prevent an immediate delamination of the CC/ceramic composites during the dynamic load tests. The formation of submicrometric ceramic structures from a polysiloxane polymer was first described in [10], but until now the influence of the presence of polymer-derived ceramic filaments on fatigue properties of fibrous carbon/ceramic composites had not been investigated.

SEM images of composites
With respect to the normalized Young’s modulus in the direction along the fibres, almost no changes are observed both for the reference CC sample as well as for CC/ceramic samples. Small variations of values of the normalized Young’s modulus result from carbon fibre displacement from their initial positions.
As a final characterization of our composites, we have performed experiments of oxidation in air at a temperature of 800 °C, measuring the loss of mass for each composite as a function of time. These results are plotted in Fig. 6. It is found that the CC/SiC composite presents the best oxidation resistance among all CC/ceramic composites. Its mass losses after 100 h of oxidation are found to be 44%. In comparison, the CC/SiCO(a) composite reaches 44% of mass losses after only 2 h of oxidation, while the CC/SiCO(b) composite experiences the same mass loss after 10 h of oxidation. Therefore, the worst oxidation resistance among all CC/ceramic composites occurs for the CC/SiCO(a) composite, which loses above 90% of its weight after only 8 h of oxidation.

Evolution of the mass loss as a function of time during a process of oxidation in air at the temperature of 800 °C
The CC/SiC composite presents the highest oxidation resistance, despite its relatively high porosity (see Table 1). This is due to the protective effect of the silicon carbide layer. During the manufacturing of the composite at 1700 °C, silicon carbide is formed on its surface and within its pores. Such effect has also been observed for other composites containing polysiloxane-derived silicon carbide [8].
4 Conclusions
We have synthesized new CC/ceramic composites from phenol–formaldehyde resin-derived CC composites. The procedure consists of impregnating the CC composite with a polysiloxane preceram and subjecting it to a thermal process. Even though the composites contain a ceramic phase, they do not show the characteristic brittle behaviour expected for a ceramic. The main benefit of the manufacturing procedure presented here is that it enables to obtain materials that contain submicron-sized ceramic filaments that crystallize in the CC/ceramic composite pores. The filaments crystallize spontaneously and are homogeneously dispersed in the composite volume. Our process is simpler in comparison with the procedures for the manufacturing of typical ceramic matrix composites reinforced with, e.g. whiskers, and it is possible to obtain the composites without damaging the carbon fibres used as reinforcement. An additional advantage of the CC/ceramic composites presented in this paper is that the precursors used for their manufacture (i.e. phenol–formaldehyde resin and polymethylphenylsiloxane resin) can be considered as low-cost substrates in comparison with other alternatives (e.g. polycarbosilanes).
The presence of submicron-sized filaments influences and improves the fatigue performance of the composites. When the obtained CC/ceramic composites are subjected to fatigue in flexion mode they present a constant value of Young’s modulus until a high number of cycles is reached (from 32 × 104 to 38 × 104 cycles, depending on the type of composite). This is an advantageous and not common characteristic that results in the absence of immediate delamination.
CC/SiC presents the best oxidation resistance among all CC/ceramic composites: its mass losses after 100 h of oxidation are found to be only 44%. This is a remarkable result, taking into account that the composites are impregnated with polymeric precursor and heat treated only once. In general, in the manufacturing of ceramic matrix composites by the liquid impregnation technique, the impregnation–HT procedures are repeated several times.
References
D.D.L. Chung, C. Composites, Composites with Carbon Fibers, Nanofibers and Nanotubes, 2nd edn. (Butterworth-Heinemann, Amsterdam, 2017)
P. Morgan, Carbon Fibers and Their Composites. (CRC Press, Boca Raton, 2005)
W. Krenkel, Ceramic Matrix Composites: Fiber Reinforced Ceramics and their Applications. (Wiley-VCH, Weinheim, 2008)
S. Setyabudi, C. Makabe, M. Fujikawa, T. Tohkubo, J. Solid Mech. Mater. Eng. 5, 640 (2011)
Y. Tanabe, T. Yoshimura, T. Watanabe, T. Hiraoka, Y. Ogita, E. Yasuda, Carbon. 42, 1665 (2004)
J. Staehler, S. Mall, L. Zawada, Compos. Sci. Technol. 63, 2121 (2003)
L. Li, Materials. 9, 207 (2016)
T. Gumula, A. Rudawski, J. Michalowski, S. Blazewicz, Ceram. Int. 41, 7381 (2015)
T. Gumula, C. Paluszkiewicz, S. Blazewicz, J. Anal. Appl. Pyrol. 86, 375 (2009)
T. Gumula, J. Michalowski, M. Blazewicz, S. Blazewicz, Ceram. Int. 36, 749 (2010)
Acknowledgements
This work was financed by the National Science Centre (Poland), Grant number 2011/01/B/ST8/07451, based on decision number DEC-2011/01/B/ST8/07451.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Gumula, T. Improved lifetime of new fibrous carbon/ceramic composites. Appl. Phys. A 124, 251 (2018). https://doi.org/10.1007/s00339-018-1669-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00339-018-1669-3