
Abstract
In recent years, the selective laser structuring from the transparent substrate side plays an increased role in thin film processing. The rear side ablation is a highly effective ablation method for thin film structuring and revels a high structuring quality. Therefore, the rear side ablation of nickel–chromium-alloy thin films on glass substrate was investigated using femtosecond laser irradiation. Single and multiple pulses ablation thresholds as well as the incubation coefficient were determined. By irradiation from the transparent substrate side at low fluences a cracking or a partly delamination of the film could be observed. By increasing the fluence the most part of the film was ablated, however, a very thin film remained at the interface of the glass substrate. This thin remaining layer could be completely ablated by two pulses. A further increase of the pulse number had no influence on the ablation morphology. The ablated film was still intact and an entire disc or fragments could be collected near the ablation area. The fragments showed no morphology change and were still in solid state.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
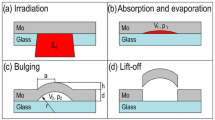
The selective structuring of thin metal films is essential in many technical fields such as circuit board and optoelectronic device fabrication, in micro-electronic systems and solar cell manufacturing [1,2,3]. Ultra-short lasers are the preferably machining technique for thin film processing. Compared to longer pulse durations, these lasers have the advantage of a negligibly small heat-affected zone, excellent machining precision and better control of the ablation process resulting in much better ablation quality [3, 4]. By processing of thin films on transparent substrate two different ablation strategies can be applied. The key difference between the ablation strategies is the material ejection process, whereas the laser–matter interaction mechanism is the same [3]. By irradiation of absorbing materials, like metals, with ultra-short laser pulses the laser energy is absorbed by free electrons. Further electrons are excited by electron–electron collisions. This heats up the electron temperature while the lattice temperature keeps nearly at room temperature. After a few picoseconds the electrons transfer their energy to the lattice by electron–phonon collisions. After a few tens or hundreds of picoseconds a thermal equilibrium between to electron and lattice subsystems is reached. This heats the lattice which undergoes a rapid phase transition from solid to vapour and plasma phases followed by rapid expansion of the heated material. Afterwards heat conduction into the bulk material occurs [4,5,6]. On the one hand by irradiation from the metal film side the absorbing film is irradiated directly and the vaporised material ejects directly. The ablation process is driven by thermo-dynamic phase transitions with subsequent melting and evaporation of the complete film thickness [2, 7]. Even by irradiation with ultra-short laser pulses thermal damages and melting zones are generated [2, 8]. On the other hand, by rear side irradiation the laser beam is transmitted through the transparent substrate and is absorbed at the interface between the film material and the substrate [2, 3, 7]. The absorption depth is lower than the film thickness and only a few tens of nanometre of the film at the interface is evaporated [2, 9, 10]. Therefore, the heated material is in an enclosed space between the transparent substrate and the not evaporated film and cannot be ejected directly [2, 3, 7]. This builds up a large pressure leading to bulging of the remaining film material [7, 10]. If the pressure of the evaporated material exceeds the tensile stress of the film, the film breaks and a complete disc of metal is punched out and can be collected [2, 3, 7]. The maximum stress occurs at strongest curvature, at the edge of the bulged material [11, 12]. Thereby, a selective removal of the thin film is achieved with very sharp edges and steep sidewalls. No thermal effects such as melt residuum or burr at the structured trenches are observed [2, 8, 10]. Therefore, with rear side irradiation much better structuring quality is achievable compared to film side irradiation and the processing speed can be increased significantly [8, 10]. However, the rear side ablation has a limited applicability since a transparent substrate, for the applied wavelength, is required [3, 8, 10].
Extensive investigation on the selective rear side ablation of thin molybdenum films is performed [1, 7, 8, 10]. A disc of the molybdenum film is punched out and can be collected, which proves that the ablation is rather based on punching than on complete evaporation of the molybdenum film [2, 7, 10]. The laser processes, where the laser irradiation causes the removal of matter without completely melting or evaporation of the material, are generally called laser ‘lift-off’ [11,12,13]. This ablation method is applied to other materials like chromium [3, 9], titanium and platinum [2] and demonstrates that this lift off process is a more general process occurring at the interface of thin absorbing metal films on transparent substrate by irradiation from the rear side [2]. The lift-off process is not only dependent on the applied laser parameter but also on the material properties such as ductility [2, 7], cohesion and adhesion strength [14]. These material parameters influence the film breaking process and, therefore, the ablation quality.
The selective ablation of thin nickel–chromium-alloy films is already investigated by irradiation from the film side [15]. The film is completely removed without damaging the underlying glass substrate. However, the ablation process is characterized by melting and at the edge of the ablation crater an area covered by laser induced periodic surface structures (LIPSS) is observed. This reduces the achievable ablation quality significantly [15]. Therefore, the present work focuses on fundamental investigations on the selective rear side laser structuring of a 200 nm thin nickel–chromium-alloy film on glass substrate. The influence of the processing parameters such as fluence and pulse number on the ablation process was investigated. The observed irradiation morphology was described and corresponding threshold values were determined.
2 Experimental setup
The experiments were carried out on a 200 nm thin nickel–chromium-alloy film. The chemical composition of the film was measured using EDX (energy dispersive X-ray spectroscopy). The alloy consisted of approximately 57 atom per cent nickel and 43 atom per cent chromium. Thus, the film material was a nickel base alloy with a high proportion of chromium. Float glass with a thickness of 2.5 mm was used as substrate. The thin film was deposited by evaporation.
For the experiments a Ti:sapphire femtosecond laser (Clark MXR Impulse™) was used. The laser emitted laser pulses at a central wavelength of 1030 nm and linear polarisation. The laser operated at a pulse repetition rate of 1.024 MHz and provided a pulse width of approximately 170 fs. The pulse repetition rate could be changed without influencing other laser parameters by the use of a pulse picker. If not otherwise mentioned, the pulse repetition rate was set to 32 kHz. The maximum pulse energy was 7 µJ. The pulse energy could be precisely controlled using an attenuator consisting of an AOM (acousto optical modulator).
Experiments for the selective rear side ablation of the NiCr thin film were carried out. For this purpose, the laser beam was focused through the transparent substrate at the interface between the metallic film and the glass substrate by the use of an 80 mm f-theta objective, resulting in a beam radius of approximately 24.4 µm. The beam profile in the focal plane was measured using a beam analyser. The sample was mounted on a positioning stage allowing the precise positioning of the sample in the focal plane. To allow the removal of the ablated material the sample was mounted with free space in the ablation area. The morphology of the ablation craters as well as the single and multiple pulse ablation thresholds were determined. Therefore, the sample was irradiated with increasing pulse energy and different pulse numbers. After laser irradiation the sample was investigated using an optical microscope, scanning electron microscope (SEM) and atomic force microscope (AFM) to analyse the morphology changes as well as the size of the ablation area. Due to the none-ideal Gaussian beam profile of the laser spot, the ablation area was measured and a corresponding equivalent diameter was determined. The equivalent diameter is the diameter of a circle with the same area as the measured irregularly shaped area. In order to get accurate measurements the dimension of at least five irradiation spots was measured for each parameter set. For high pulse energies where the fluctuation of the ablation area was low five irradiation spots were measured, whereas, for low energies near the threshold, ten irradiation spots were measured due to the higher fluctuation in the ablation area. This allowed the calculation of the average value and a corresponding standard deviation could be evaluated.
3 Results and discussion
3.1 Ablation morphology
The selective rear side ablation of the 200 nm nickel–chromium-alloy thin film was investigated; therefore, the laser radiation was focussed through the transparent substrate at the interface of the substrate and the metallic film. Figure 1 shows SEM images of characteristic ablation morphology after single and multiple pulse irradiation for a spot size of 24.4 µm and a pulse repletion rate of 32 kHz.

SEM images of characteristic ablation morphology by rear side ablation
At low fluence cracking, Fig. 1f, l, or partially delamination of the film, Fig. 1e, k, q, could be observed at all investigated pulse numbers. By increasing the fluence the most part of the film was ablated without completely melting or evaporation of the film material. At fluences near the ablation threshold the metal film was punched out as a whole and a complete disc could be collected. By increasing the fluence the metal film was blasted into many smaller pieces which could be found on the ablation area as well as the surrounding area, see Fig. 1a, b. With single pulse irradiation, however, a very thin layer remained at the boundary of the glass substrate, see Fig. 1d. This thin remaining layer was referred to as boundary layer in the following. By further increasing the fluence this boundary layer was melted and in the centre part of the irradiation area ablated, see Fig. 1a–c. The melt droplets from the boundary layer spread over a large area and resolidified at the ablation area as well as the surrounding unprocessed thin film, see Figs. 1a–c and 2b, e. Optical microscope images reveal that this boundary layer was still opaque, see Fig. 2d, e. By using transmitting light microscope, however, the partly ablation of the film could be observed, Fig. 2a, b, due to a higher transmission of light compared to the unstructured area. With single pulse irradiation the complete ablation of this boundary layer could not be achieved. A small rim was left at all investigated fluences, see Figs. 1a and 2b, e, due to the Gaussian fluence distribution of the laser. The higher fluence in the centre led to the ablation of the boundary layer. Due to the reduction of the fluence with increasing distance from the centre, the fluence descended below the threshold value and no ablation of the boundary layer could be achieved at the rim. By applying two pulses the boundary layer was ablated and a complete removal of the NiCr film was achieved even at low fluences without damaging the underlying glass substrate, see Figs. 1g–l and 2c, f. A further increase of the pulse number had no influence on the ablation morphology. The shape and size of the ablation area was similar between single and multiple pulse irradiation, due to the punching out of the film in solid state. Further increasing the pulse number, however, induced stresses at the edge of the ablation area due to the Gaussian fluence distribution. The energy was not sufficient to further ablate the film material leading to cracks at the edge of the ablation area, see Fig. 1m, n. The melt droplets from the boundary layer remained on the surface even by increasing the incident pulse number, reducing the ablation quality. Therefore, the best ablation results were observed by applying two pulses at a medium fluence, where the boundary layer was not melted by a single pulse, see Fig. 1i. Because the film is punched out by the first pulse, the ablation of the second and further pulses is not confined through a remaining thin film and a similar ablation behaviour occurs as in direct ablation of ultra-short pulse processing [9]. Therefore, the ablation of the boundary layer by two pulses resulted in much better ablation quality compared to single pulse irradiation at high fluences. Even at highest applied fluence and pulse number a damage of the glass substrate could not be observed, see Fig. 1. Therefore, a selective removal of the NiCr thin film was achieved.

(Top) transmitted light and (bottom) reflected light microscope images of rear side ablation craters
To further analyse the ablated fragments conductive self-adhesive absorber sticker commonly used for SEM samples were placed below the ablation area to collect the ablated material after single pulse irradiation. Figure 3 shows SEM images of some of the collected fragments.

SEM images of collected NiCr fragments after single pulse irradiation
At fluences close to the ablation threshold the ablated film was still intact and an ablated entire disc, with a similar shape than the ablation crater, could be collected, see Fig. 3a. No melt droplets or smaller fragments could be observed on the self-adhesive sticker; however, the entire discs already cracked in the centre area. By increasing the applied fluence, the ablated material burst into several small fragments, see Fig. 3b. Due to the higher fluence a higher amount of the film material could be evaporated and a higher pressure could be generated resulting in an explosive ablation of the film and, therefore, fragmentation of the solid layer. At higher pulse energies, the thinner residual film has a smaller break strength and cannot bear the force of the generated pressure and will break into a large amount of small fragments [9]. Higher applied fluences lead to thinner residual films which tend to break in smaller fragments [2, 3, 7, 9]. At lower applied fluences thicker residual films remain and these thicker films tend to break into larger sized fragments [3].
At high fluences a high amount of large melt droplets was spread over the surrounding area, see Fig. 3c. These melt droplets were spread over the self-adhesive sticker as well as over the surface of the fragments, see Fig. 3e, j. These melt droplets result from the melting of the boundary layer rather than from the delaminated film material. Furthermore, the fragments were folded at higher fluences, see Fig. 3c, e. At low fluences, however, the discs and fragments were lying relative flat on the self-adhesive sticker, see Fig. 3a, b, d. These fragments showed only a slight curvature or bend at the edge.
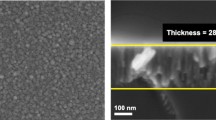
Figure 3d shows two fragments, where the left one had turned during the flight and was now laying on that side, which was in contact with the glass substrate, whereas the right one was lying on that side, which was the free surface. On the surface of the discs which were in contact with the glass substrate, small melt droplets could be observed, see Fig. 3d, i, indicating a partial melting of the thin film at the interface between the NiCr film and the glass substrate. These small melt droplets could be observed for all investigated fluences, see Fig. 3a, d, e. Whereas, the free surface, which was not in contact with the glass substrate, was still in solid state and indicated no morphology change compared to the unstructured film, see Fig. 3d, h. Figure 3g shows the grain structure of a NiCr-alloy film fragment at fluences close to the ablation threshold. Similar grain structures were observed on the unprocessed thin film as well as for fragments ablated at higher fluences. This indicated that the morphology of the NiCr-alloy film on the free surface was not influenced by the ablation process. A similar grain structure for an unprocessed and processed area is reported by rear side irradiation of molybdenum [2]. The structure of the discs and fragments indicated that not the entire film was melted or evaporated. The discs and fragments featured sharp edges, a brittle appearance and cracks, see Fig. 3. This gives clear evidence that the ablation mechanism is rather based on punching out than on complete evaporation of the metal film [2, 7, 10]. It seems that only a certain amount of the metal film is being melted or evaporated to build up the pressure that punches out the unaffected metal film in solid state [1, 10]. At high fluences the amount of melting increased resulting in thinner fragments and larger melt droplets at the surface of the fragments which were in contact with the substrate, see Fig. 3k. A reduction of the fragment thickness with increasing energy is reported by [3, 9]. At high fluences the centre part of the ablated area was partially molten and resolidified as shown in Fig. 3f, due to the Gaussian fluence distribution of the laser. A melting of the centre part of the ablated disc at higher fluences is reported by [1], due to the Gaussian intensity profile of the laser.
If the NiCr film was irradiated from the glass substrate side, four different regimes could be distinguished. Figure 4 shows AFM images (top) as well as cross sections (bottom) of these processing states. (I) At fluences slightly below the ablation threshold the film bulges by single as well as multiple pulse irradiation, see Fig. 4a. The cross section revealed a bulging height of approximately 300 nm and a diameter of approximately 4.5 µm. (II) At fluences above the ablation threshold small discs or fragments of the material were punched out, resulting in an ablation crater with sharp edges and steep sidewalls. However, with single pulses a very thin film of material remained in the irradiation area. Figure 4b shows the ablation crater after single pulse irradiation at a fluence of 55 mJ/cm2. A partial melting of the remaining boundary layer which resulted in the formation of melt droplets in the ablation crater could be detected, see Fig. 4b. The cross section revealed an ablation depth of approximately 170 nm and an ablation diameter of approximately 11.5 µm. Therefore, the remaining boundary layer had a thickness of approximately 30 nm. (III) A further increase of the applied fluence led to an ablation of this boundary layer in the centre part of the irradiation area, see Fig. 4c, due to the Gaussian fluence distribution of the laser. Only the high fluence in the centre was sufficient to ablate the boundary layer, whereas the reduced fluence to the rim was below the ablation threshold of the boundary layer. Furthermore, melt droplets could be observed in the irradiation area, especially at the edge of the boundary layer. The cross section indicated a NiCr film thickness of approximately 200 nm (green line) and a boundary layer thickness of approximately 30 nm (red line). (IV) By increasing the pulse number the boundary layer could be ablated resulting in an ablation crater with steep sidewalls, see Fig. 4d, leading to a complete removal of the 200 nm NiCr film down to the substrate, indicating the selective ablation of the NiCr film. However, burr at the edge of the ablation crater could be detected.

(Top) AFM images of ablation craters at different fluences F and pulse number N, (bottom) cross section profile of the craters
The remaining boundary layer could be some sort of bonding layer. To determine the existence of a bonding layer EDX analyses of the unstructured and structured thin film were performed, see Fig. 5. The measured atom concentration of the elements are summarised in Table 1. Figure 5a shows SEM images of the measured ablation craters at different fluences. The glass substrate without any thin film consisted of the elements silicon (Si), oxygen (O), calcium (Ca), potassium (K), magnesium (Mg) and sodium (Na) as shown in Fig. 5d and Table 1. The EDX analyses of the unprocessed thin film indicated the elements nickel (Ni) and chromium (Cr) of the film material as well as the elements of the glass substrate, see Fig. 5b. The thin alloy film composed of 57 atom per cent nickel and 43 atom per cent chromium, see Table 1. Due to the low film thickness and the high penetration depth of the electron beam not only the metallic film was measured but also the underlying glass substrate. The EDX analyses of the remaining boundary layer indicated the existence of the same materials as the unprocessed thin film; however, the proportion of nickel and chromium decreased due to the lower film thickness, see Fig. 5c and Table 1. However, the chemical composition of the alloy film was similar to the unprocessed thin film with a Ni:Cr content of 57:43, see Table 1. The boundary layer consisted of the same chemical composition than the unprocessed thin film. From the EDX analyses no evidence of the existence of other materials in the boundary layer could be detected. During the EDX analyses also the chemical composition of the glass substrate could be measured; therefore, all parts of the thin film were measured. The existence of a bonding layer could not be confirmed by the EDX analyses.

a SEM images of rear side single pulse ablation craters and EDX analyses of b unprocessed thin film, c remaining boundary layer and d of the fully ablated area (glass substrate)
A varied chemical composition over the film thickness during the coating process could be a possible explanation resulting in different ratio of the nickel and chromium content over the layer thickness. Depending on the chromium content in the alloy different melting and evaporation temperatures yield [16]. Due to the high penetration depth of the electron beam a resolution of the chemical composition over the film thickness could not be achieved. Therefore, further analyses of the boundary layer are necessary.
The ablation process for rear side irradiation is described in the literature as follows: The laser beam propagates through the transparent substrate and is focused at the back surface of the metal film. The laser pulse is absorbed at a thin area of a few nm depth at the metal substrate interface. Therefore, the ablation volume is confined by the glass substrate and the unaffected thin film. The absorbed energy leads to a partial melting and evaporation of the metal film and a subsequent metal gas expansion. The gaseous metal cannot release directly due to the confinement and a large pressure build up [2, 7]. Owing to the high rigidity of the glass substrate, the pressure release can only take place on the outer residual layer of the film [3]. This causes the film to bulge but keeps adhering as a whole to the substrate. This increases the mechanical stresses of the residual layer and the layer breaks if the stresses exceed the tensile stress of the remaining unheated film [2, 3, 7]. The maximum stress occurs at strongest curvature, at the edge of the bulged material [11, 12]. The inner vapour ejects outwards together with the remaining unheated film in solid state [3]. As a consequence the metal layer is punched out and an intact disc shears off from the glass substrate at relatively low energies. The punched out discs can be collected [2, 7, 8]. At higher applied energies a larger amount of the thin film is evaporated leaving a thinner residual film which tends to break into a large amount of small fragments [2, 7, 9, 10].
The general observations of rear side irradiation, the bulging of the thin film, delamination, the punching out of intact discs and fragmentation at higher applied fluences were confirmed by our experiments. As far as the authors know, the occurrence of a remaining boundary layer by rear side irradiation was not reported in literature so far. The rear side ablation is reported with very good ablation results, without thermal effects such as burr or melt [2, 7, 10]. Furthermore, the metal film is completely ablated with a single pulse without damaging the underlying substrate nor leaving any residues [2, 7, 10]. Our ablation results, however, indicated a boundary layer with a thickness of approximately 30 nm which remained at the glass substrate after punching out the most part of the thin film. Thus, the thickness of the boundary layer is in the same order as the optical penetration depth of metals [2]. Therefore, our observations were in contrast to general appearance of rear side ablation.
Another possibility for the boundary layer was the redeposition of ablated material from the vapour. After the unheated remaining layer of the thin film is broken, the majority of metal vapour ejects outwards, and a small amount of metal vapour sputters on to the substrate again [1, 3]. A contrary indication of that fact was that the boundary layer could be melted and ablated by a single pulse, following the Gaussian fluence distribution, see Fig. 1. It seems that the adhesion force to the substrate was much stronger than the cohesion strengths of the film itself. Therefore, the film split due to the heating or partly melting of the film and the tension resulted from thermal expansion, and a thin layer remained at the glass substrate. In rear side irradiation the film properties, such as cohesion strength and adhesion force, influence the ablation process [9, 10, 14]. The existence of this boundary layer could not be explained and further investigations are necessary.
3.2 Single and multiple pulse ablation thresholds
In this section the single and multiple pulse ablation thresholds were determined. Therefore, the ablation area was measured and a corresponding equivalence diameter was determined, due to the elliptical beam profile of the laser spot. The threshold value, where the NiCr fragments or discs were removed from the substrate, was called punching threshold, whereas the ablation of the thin remaining boundary layer was referred to as boundary threshold.
Figure 6 shows the squared ablation crater diameters Deff as a function of the applied pulse energy Ep in semi-logarithmic representation for different pulse numbers. A nearly linear dependence in the semi-logarithmic plot could be observed; however, the curves showed a bend at pulse energies between 1 and 2 µJ. Therefore, the low and high pulse energy regions were analysed separately. The curves for single and multiple pulse punching match exactly; however, a high deviation to the single pulse boundary layer ablation could be observed, see Fig. 6 red curve. Assuming that the focal spot had nearly Gaussian distribution, the threshold pulse energies Eth can be calculated from the intersection of the regression fit with the x-axis, using Liu’s method [17]. Furthermore, the slope of the regression curve yields the applied spot size w86 [17]. Table 2 summarises the ablation thresholds as well as the spot sizes evaluated from the regression fits. The spot sizes w86 calculated from the slope were approximately 12.2 ± 0.3 µm, see Table 2. Whereas, the measured spot size using the beam profiler was w86 = 24.4 µm. Therfore, the spot size from the slop distinguish by a factor of two compared to the measured spot size by the beam profiler. A similar deviation of the calculated spot size to the measured spot size and the bent in the ablation curve are observed for film side irradiation using the same experimental setup [15]. The deviation between the determined and measured spot size could be explained due to the none-Gaussian beam profile of the laser, since the calculation method from Liu is only valid for ideal Gaussian beam profiles [17]. Therefore, the fluence values were calculated using the spot size of 24.4 µm measured with the beam analyser. The punching threshold pulse energy could be calculated to 0.30 ± 0.02 µJ and the boundary layer threshold to 0.53 ± 0.03 µJ resulting in threshold fluences of 32.1 ± 2.1 and 56.7 ± 3.2 mJ/cm2, respectively. The punching threshold value was independent from the applied pulse number. Therefore, the rear side ablation of the NiCr-alloy film yielded an incubation coefficient of 1. This could be explained by the ablation process. The first pulse delamined the film in solid state and the following pulses hit the already ablated area and no incubation could occur.

Squared ablation diameter as a function of the applied pulse energy for different pulse number N
In literature, it is reported that especially for rear side processing the extrapolated threshold value is not accessible by the experiment. Due to the punching out process, ablation spots with very small diameters are not achievable. At low fluences, near the ablation threshold, the film removal is not achieved; here, the thin film just bulges instead of complete ablation of the film [2, 7, 10]. Compared to the observations in [2, 7, 10] the calculated ablation thresholds were in good agreement with the minimal energy where ablation occurred. The smallest ablation with approximately 4 µm diameter, which was well below the applied spot size, was achieved at a pulse energy of 0.31 µJ.
4 Summary
Selective structuring by irradiation from the transparent substrate side of 200 nm thin nickel–chromium-alloy films on glass substrate was investigated using femtosecond laser irradiation. The influence of processing parameters such as fluence and pulse number were investigated. Rear side ablation of the NiCr thin film was characterized by punching out of the thin film. The ablation led to the lift off of intact discs or fragments which were still in solid state and showed no evidence of further morphology change at the surface which was not in contact with the glass substrate.
If the NiCr film was irradiated from the glass substrate side, four different regimes could be distinguished. At fluences below the punching threshold a bulging of the thin film could be achieved. By increasing the fluence a disc or fragments of the film in solid state were punched out, leaving an ablation crater with sharp edges and steep sidewalls. However, a very thin layer of the film material remained after singe pulse irradiation. The thickness of this boundary layer was approximately 30 nm, 15% of the initial film thickness. By further increasing the applied fluence this boundary layer was molten and party ablated. Due to the Gaussian fluence distribution, however, a rim of this boundary layer remained at highest possible fluence. By applying two pulses this thin remaining film could be ablated. A further increase of the pulse number had no influence on the ablation morphology. Therefore, a selective structuring of the 200 nm thin NiCr film could be achieved by applying two pulses.
The punching threshold fluence for rear side irradiation was determined at 32 mJ/cm2 and was independent from the applied pulse number. Therefore, punching out of the NiCr-alloy film by rear side ablation yielded an incubation coefficient of 1.
References
D. Bartl, A. Michalowski, M. Hafner et al., Appl. Phys. A 110, 227–233 (2013)
G. Heise, M. Domke, J. Konrad et al., J. Phys. D 45, 315303 (2012)
W.J. Wang, K.D. Wang, G.D. Jiang et al., Proc. IMechE 255, 520–527 (2010)
B.N. Chichkov, C. Momma, S. Nolte et al., Appl. Phys. A 63, 109–115 (1996)
I. Peshko, Laser Pulses—Theory, Technology, and Applications (InTech, Rijeka, 2012)
T.E. Itina, Laser Ablation—From Fundamentals to Application (InTech, Rijeka, 2017)
G. Heise, J. Konrad, S. Sarrach et al., Proc. SPIE 7925, 792511 (2011)
H.P. Huber, M. Englmaier, C. Hellwig et al., Proc. SPIE 7203, 72030 R (2009)
W. Wang, G. Jiang, X. Mei et al., Appl. Surf. Sci. 256, 3612–3617 (2010)
G. Heise, M. Englmaier, C. Hellwig et al., Appl. Phys. A 102, 173–178 (2011)
M. Domke, S. Rapp, M. Schmidt et al., Appl. Phys. A 109, 409–420 (2012)
J. Sotrop, A. Kersch, M. Domke et al., Appl. Phys. A 113, 397–411 (2013)
S. Hermann, N.P. Harder, R. Brendel et al., Appl. Phys. A 99, 151–158 (2010)
W. Wang, X. Mei, G. Jiang et al., Opt. Laser Technol. 44, 153–158 (2012)
L. Pabst, R. Ebert, H. Exner, Phys. Procedia 83, 104–113 (2016)
P. Nasch, Bull. Alloy Ph. Diagr. 7, 466–476 (1986)
J.M. Liu, Opt. Lett. 7, 196 (1982)
Acknowledgements
The authors thank the European Social Fund (ESF) for funding the Project ULTRALAS No. 8231016.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Pabst, L., Ullmann, F., Ebert, R. et al. Selective rear side ablation of thin nickel–chromium-alloy films using ultrashort laser pulses. Appl. Phys. A 124, 241 (2018). https://doi.org/10.1007/s00339-018-1655-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00339-018-1655-9