
Abstract
Poly(vinylidene difluoride) (PVDF) composites reinforced via adding different fillers have attracted wide attention in the field of dielectric materials, but few have been reported in the tribological area. In this paper, the effect of polyimide (PI) powder and carbon nanofibers (CF) as reinforcement phases on the friction and wear performance of PVDF composites has been investigated. It was found that PI powder enhances the mechanical and tribological properties of PVDF and especially as the content of the PI powder reaches 5 wt%. In addition, CF and PI exhibited synergistic effect on the tribological properties of PVDF. With PVDF containing 5 wt% PI powder and 20 wt% CF, the friction and wear behavior of the PVDF composite showed the best performance. PVDF, PI powder and CF can form a consistent network structure, which prevents the polymer molecular chains from moving or deformation, decreasing the wear loss of PVDF composites.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Polymer and polymeric matrix composites have exhibited the potential ability to replace oil or grease lubrication involving contamination problem, because of their excellent self-lubrication and good wear resistance [1,2,3]. The fluoropolymer mostly used in the tribological field is polytetrafluoroethylene (PTFE) because of its large heat resistance and chemical resistance, self-lubrication ability and various electrical properties, it has been widely used as sealing components, spacecraft materials and water-lubricated bearings [4, 5]. Another one of the most widely used fluoropolymers is PVDF. Compared with PTFE, PVDF possesses similarly good stability combined with excellent chemical and weather resistance, good mechanical properties and strong piezoelectricity [6]. In addition, it has excellent anti-radiation properties compared to PTFE, which makes it a potential tribological material. Therefore, polyvinylidene fluoride (PVDF) is used instead of PTFE, to obtain new comprehensive polymer composites.
However, the poor wear resistance of PVDF limits its development in the field of tribology, despite having a low coefficient of friction. Some predecessors have researched the tribological properties of PVDF. Peng et al. [7] studied the tribological properties of PVDF/clay nanocomposites, in which nanoclay at 1–2 wt% was efficient in improving the tribological properties of PVDF. Thangavel et al. [8] reported that functionalized graphene oxide (FGO) can suppress the growth of the α-phase and favored the formation of the ferroelectric β- and γ-phase of PVDF, and PVDF with 0.5 wt% FGO showed a stable and high resistance to wear.
The polymer alloys have attracted constant attention because of their easy processing technology and low cost. For example, polyphenylene sulfide (PPS)/PVDF alloys [9], polyamide 66(PA66)/PVDF blends [10], polytetrafluoroethylene (PTFE)/polyimide (PI) blends, PTFE/polyether ether ketone (PEEK) blends [11], etc. have been reported for their excellent properties. PI is one of the most comprehensive organic polymer materials and exhibits great development prospects in the tribology area [12]. Our group has studied the effect of different carbon materials as lubricating additive on the tribological properties of PI [13,14,15].
Fillers, in the form of particulates and fibers, are often added to polymeric materials to improve their mechanical, thermal and tribological properties. Carbon fiber (CF) dominates in fillers reinforcement due to its unparalleled mechanical properties combined with low weight. A large number of papers have reported the reinforcement ability of CF [16,17,18]. For example, the incorporation of 20 wt% CF into PVDF can produce excellent wear resistance property of PVDF [19].
In this study, we investigated the microstructure and tribological properties of PVDF with different contents of PI and CF. It is driven mostly by the reinforcement of PI and CF, combining the inherent lubrication of PVDF to achieve high-performance composites. The purpose of this study is to provide some guidance for developing PVDF-based composites with excellent friction reduction and wear resistance under a space environment.
2 Experimental section
2.1 Materials
PVDF powders (density 1.78 g/cm3 and purity ≥94 wt%) were commercially purchased from Shanghai 3F New Materials Co., Ltd., China; PI (SK0130) powders (the hardness of 80HD) were purchased from Changzhou Sunchem High Performance Polymer Co., Ltd. China. Chopped CF (purity >95 wt%, average diameter 12 μm, 40–57 μm length, kidney-type cross section) was obtained from Yancheng Xiangli Fiber Co., Ltd. Ethanol, sulfuric acid (H2SO4) and nitric acid (HNO3) were all of analytical purity and purchased from East Instrument Chemical Glass Co., Ltd, China.
2.2 Preparation of PVDF composites
Pristine CF was treated by mixed acid (H2SO4:HNO3 at the volume ratio of 3:1). 600 mL mixed acid was added to 2 g CF, followed by ultrasonic dispersion for 3 h at 60 °C. Then the mixture was washed with plenty of water by repeated vacuum filtration until the filtrate was neutral. Lastly, the modified CF was dried at 100 °C for use [20].
PVDF composites were prepared by cold sintering. PVDF powders with fillers were mixed by wet ball milling (ethanol as medium) for 24 h at a rotating speed of 300 rpm. The mixture was dried at 80 °C overnight and then the temperature increased to 100 °C for 2 h. The mixed powder (2 g) was filled in the specific mold and compressed under 15 MPa for 15 min at room temperature, followed by heat preservation at 160 °C for 1 h. The last step was sintering at 220 °C for 1 h. After natural cooling, PVDF composites with a diameter of 2 cm and a height of 1.5 mm can be obtained. Seven kinds of PVDF composites reinforced with/without PI powder and/or CF has been prepared in this study. The composition and abbreviation of each composite are shown in Table 1.
2.3 Characterization
The microstructure of the composites was observed by scanning electron microscope (SEM, JEOL JSM 6700F). The molecular structure of the composites was characterized by Fourier transformed infrared spectroscopy (FTIR) and recorded by a Nicolet 5DX FTIR spectrometer, Nicolet Instrument Corporation, Madison, WI, USA, between 500 and 4000 cm−1. Thermogravimetric (TGA) analysis was performed with STA449C analyzer in the air with a scan rate of 10 °C/min with the temperature ranging from 30 to 800 °C. The roughness of PVDF composites was recorded automatically with a noncontact three-dimensional contour of Keyence VHX-1000. The hardness was measured by LX-D plastic Shore hardness tester at room temperature and each sample was measured five times to get the average value. The elastic modulus tests were carried out on a universal testing machine (AGS-X 5 KN, Shimadzu, Japan) according to standard GB/T1041-2008 at room temperature and each sample was measured five times to get the average value.
2.4 Friction and wear test
The friction and wear performance of the as-prepared PVDF composites was tested by MS-T3000 friction-wear tester at a revolving speed of 300 rpm, load of 5 N (corresponding to the maximum Hertzian pressure of 0.38 MPa), a relative humidity of 50–60% and a duration of 30 min with a ball-on-sheet apparatus. The diameter of the balls which were made of GCr15 bearing steel was 4 mm and the rotation radius 3 mm. The balls were cleaned with petroleum ether and dried before each test. The wear rate of the samples was measured using noncontact three-dimensional contours with Keyence VHX-1000. Three measurements per sample were taken to get the average friction coefficient and wear rate [21, 22].
3 Results and discussion
Figure 1 shows the FTIR spectra of CF, PI, PVDF and PVDF-1 composites. For example, the functional groups on the surface of CF are represented by the characteristic band at 1385 cm−1, which is due to the vibration of C–H. Besides, it can be seen from the FTIR spectrum of PI that the band at 720 cm−1 corresponds to the deformation vibration of the imide ring. In addition, the bands at 1777 and 1720 cm−1 are due to the stretching vibration of C=O, and the band at 1376 cm−1 is caused by the stretching vibration of C–N. Judging from the pure PVDF FTIR curve, it can be seen that the symmetrical and asymmetric stretching vibration bands of C–H are centered at 3022 and 2884 cm−1, respectively. A weak peak at 1636 cm−1 indicates the stretching vibration of C=C. The deformation vibration bands of –CH2 are at 1568, 1409 and 876 cm−1, where the band at 1409 cm−1 corresponds to the deformation vibration of CH2 connected with CF2. The band at 840 cm−1 is caused by the deformation vibration of CH2 and the asymmetric stretching vibration of CF2 [23]. The stretching vibration of CF2 appears at 1180 cm−1, and the characteristic band of C–F appears at 1071 cm−1. The bands represent the characteristic functional groups of PI and PVDF; all appear in the FTIR spectra of the PVDF-1 composite, but the intensity of the peaks is weakened because of the good combination between PVDF and PI without any chemical modification.

The FTIR spectra of CF, PI, PVDF and the PVDF-1 composites
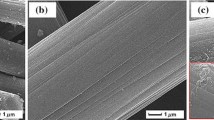
To better understand the microstructure of PVDF composites, we investigated the cross-sectional surface of PVDF composites by SEM image, as shown in Figs. 2 and 3. Figure 2a shows the cross section of pure PVDF which is easy to be stripped under an external force. It seems from Fig. 2b that the micrograph of pure PI appears relatively smooth and neat. Compared with the pure PVDF, ductile fracture behavior can be seen in the PVDF-1 composite cross section (as shown in Fig. 2d). The addition of CF largely influences the microstructure of the PVDF composite. The cross sections of PVDF-7, PVDF-3 and PVDF-5 are, respectively, displayed in Fig. 3a–c. As shown in Fig. 3, the cross section of the composites is rougher than the cross section of pure PVDF. When PI and CF synergistically enhance the PVDF matrix, the cross section becomes rougher and the PVDF matrix has a fibrous trend. A comparison of the cross section of PVDF-3 with PVDF-5 indicates that the content of CF has a visible effect on the internal structure of the PVDF matrix. From the partial magnification diagram of PVDF-5 (Fig. 3d), it can be seen more clearly that the PI and CF reinforced phases are uniformly dispersed in the PVDF matrix without clear agglomeration. The uniform distribution of PI and CF has a great influence on the mechanical and tribological properties of PVDF. The original PVDF has a lubricating effect, but lacks wear resistance ability. During the high temperature sintering process, stress concentration takes place between the matrix and the reinforced phases, which hinders the increase of the surface energy and further improves the mechanical properties of the composites [24].

The SEM images of a PVDF, b PI, c CF and d the cross section of the PVDF-1 composite

The SEM images of the cross section of a PVDF-7, b PVDF-3, c PVDF-5 and the d partial magnification of PVDF-5
Table 2 shows the hardness and elastic modulus of PVDF and its corresponding composites. It has been found that the hardness and elastic modulus of PVDF are improved by the addition of 5 wt% PI powder (PVDF-1). The main reason is due to the hardness and elastic modulus of PI, originating from benzene ring and imide groups, are higher than those of pure PVDF. Therefore, the addition of PI powder improves the rigidity of the material and reduces the plastic deformation of the composite. As a hard phase is added to the soft matrix, PI powder also exhibits good ability of bearing load resulting in increased elastic modulus. At the same time, the comparison of PVDF-1 and PVDF-6 shows that the hardness and elastic modulus properties of PVDF composites were improved with the increase in the content of CF. CF has been reported to own excellent properties with high specific strength and high specific modulus. When CF is used as fillers to be incorporated into the PVDF and PI composites, the rigidity of the composite is increased. The pre-modified CF adheres well to the PVDF and PI interface. Once the CF is evenly dispersed in the polymer matrix, it can play the role of physical cross-linking and effectively improve the base of the compressive capacity. Moreover, most of the load is transferred from the matrix to the fibers, which can improve the ability of PVDF-1 to resist the pressure and plastic deformation [25]. Furthermore, PVDF-5 composites exhibited much higher hardness and elastic modulus compared to those of PVDF composites with the same loading of CF (PVDF-7), suggesting the synergistic effects of PI powder and CF on the mechanical properties of PVDF composites.
Figure 4 shows the variations of the friction coefficient and specific wear rate of PVDF composites after adding different contents of CF. It can be seen from Fig. 4a that with the increase of CF content, the friction coefficient and specific wear rate of PVDF composites first decreased and then increased. When the content of CF is less than 20 wt%, the friction coefficient specific wear rate of the PVDF composites tends to decrease, because the CF can be decomposed into graphite microcrystals with self-lubricating properties during the friction process [26]. The presence of CF has a fixed effect on the PVDF and PI matrix, reducing the probability of PVDF and PI particles falling off; so, the friction coefficient specific wear rate shows a downward trend. When the content of CF is increased by more than 20 wt%, the impact of roughness of the surface on the friction coefficient is higher than the influence of self-lubricating of graphite on the friction coefficient; so, the friction coefficient gradually increases [27]. However, a high proportion addition of CF into PVDF would result in phase separation and poor compatibility between CF and the polymer matrix. In this case, the CFs could easily fall off during the wear test. Additionally, the detachment of carbon fibers as hard particles would cause intensely abrasive wear between rubbing pairs, resulting in the increase of the specific wear rate [28].

a The effect of different contents of CF on the tribological properties of 5 wt% PI reinforced PVDF composites, b the friction coefficient and specific wear rate of PVDF, PVDF-1, PVDF-5 and PVDF-7 (load: 5 N, sliding speed: 300 rpm, duration: 30 min)
Figure 4b shows the friction coefficient and specific wear rate of pure PVDF, PVDF-1, PVDF-5 and PVDF-7 composites. Under the same test conditions, PVDF-5 composites exhibit the lowest friction coefficient and specific wear rate, while pure PVDF shows the highest, suggesting the synergistic effects of PI powder and CF on the tribological properties of PVDF composites.
The worn surface of PVDF-based composites under dry sliding condition was investigated by optical photographs as shown in Fig. 5. As shown in Fig. 5a, there are many wide and deep furrows on the surface of the PVDF-1, which indicates that serious abrasive wear occurs. As CF is added into the PI matrix, the wide and deep furrows on the worn surface of the PVDF composites are considerably reduced (Fig. 5b–f). When the content of CF is less than 20 wt%, a relatively smooth worn surface can be seen with the increasing content of CF, which indicates that the wear behavior changes to slightly abrasive wear. In addition, the roughness is a significant physical parameter determining the friction characteristics. As shown in Table 3, the wear surface of PVDF-6 composites is rougher than that of PVDF-5, which causes much higher friction coefficient and specific wear rate of PVDF-6 composites. These results are in good consistent with the observation of the friction coefficient and specific wear rate of PVDF composites in Fig. 4a.

The optical microscopic photograph of the wear surfaces of a PVDF-1, b PVDF-2, c PVDF-3, d PVDF-4, e PVDF-5 and f PVDF-6 (load: 5 N, sliding speed: 300 rpm, duration: 30 min)
The three-dimensional contours of the wear scar of pure PVDF, 5 wt% PI filled PVDF (PVDF-1), 20 wt% CF filled PVDF (PVDF-7) and 5 wt% PI–20 wt% CF filled PVDF (PVDF-5) composites after rotational friction and wear test are shown in Fig. 6. As shown in Fig. 6a, the pure PVDF exhibits a particularly wide and deep groove. When PVDF is filled with PI and CF, the wear loss reduces several times, as presented in Fig. 6(b–d). It can be summed that CF and PI co-filled composite (PVDF-5) shows the lightest wear scar and the lowest wear loss. CF in the composite composites is arranged in a disordered manner, which can penetrate into the PVDF matrix to form a network structure. This network structure can hinder the PVDF macromolecular chain movement and deformation under cycle friction force, so as to prevent the polymer matrix from peeling and tearing. The dispersion of PI particles in the PVDF matrix can reduce the agglomeration of CF and also has certain bearing capacity. Therefore, the anti-friction and wear resistance properties of the PVDF matrix are obviously enhanced under the synergistic effect of PI and CF [29].

The three-dimensional contours of grinding crack of PVDF, PVDF-1, PVDF-7 and PVDF-5 (load: 5 N, sliding speed: 300 rpm, duration: 30 min)
The effects of the incorporation of CF and PI on the thermal properties of PVDF were studied by investigating the TGA and DTG curves of pure PVDF, PVDF-1, PVDF-5 and CF, as shown in Fig. 7. The decomposition pure PVDF begins at 465 °C, and the initial decomposition of PVDF-1 is slightly increased at about 470 °C. Combining the TGA and DTG curves of PVDF with PVDF-5, the thermal stability of PVDF-5 has an obvious change. The initial decomposition temperature of PVDF-1 and PVDF-5 composites is higher than that of pure PVDF (ranging from 465 °C to about 472 °C); due to the good compatibility of CF in the PI matrix and excellent anti-heat property of CF, hampering the movement of the PVDF main chain thus decelerates the decomposition speed of PVDF. It can be concluded that the addition of CF and PI has a slightly positive effect on the thermal properties of the PVDF matrix.

The TGA (a) and DTG (b) curves of PVDF, CF, PVDF-1, PVDF-5
4 Conclusion
An integral investigation of the synergistic effects of PI and CF on the microstructure and tribological performance of PVDF composites has been carried out in this work. The results are listed as follows:
-
1.
PI powder as fillers added into the PVDF matrix can efficiently improve the hardness and elastic modulus of PVDF.
-
2.
The incorporation of CF into PVDF/PI composites also has significant reinforcement effects on the mechanical and anti-wear properties of the PVDF composites. Therein, when the content of CF is 20 wt%, the PVDF composites show the best friction and wear performance.
-
3.
5 wt%-PI and 20 wt% CF co-filled PVDF composites possess the most outstanding tribological properties, due to the synergistic effect of PI and CF. PVDF, PI and CF form a network structure that can protect each other from deformation and from being peeled off under friction.
References
A.I. Sviridyonok, Self lubrication mechanism in polymer composites. Tribol. Int. 24(1), 37–43 (1991)
J. Steller, A. Krella, J. Koronowicz, W. Janicki, Wear 258, 604–613 (2005)
L. Priya, J.P.J. Jog, Polym. Sci. Part B: Polym. Phys. 40, 1682–1689 (2002)
Dupont. Teflon PTFE: Properties Handbook. 220313D (2013). Accessed 24 June 2016
Dupont. Dupont Fluoroproducts—Dispersion Properties and Processing Guide. RWJ86 (2001). Accessed 24 June 2016
Y.C. Wang, Y.W. Chen, Exp. Therm. Fluid Sci. 32, 403–414 (2007)
Q.Y. Peng, P.H. Cong, X.J. Liu, T.X. Liu, S. Huang, T.S. Li, Wear 266, 713–720 (2009)
E. Thangavel, S. Ramasundaram, S. Pitchaimuthu, S.W. Hong, S.Y. Lee, S.S. Yoo, D.E. Kim, E. Ito, Y.S. Kang, Compos. Sci. Technol. 90, 187–192 (2014)
J. Xing, Q.Q. Ni, B. Deng, Q. Liu, Compos. Sci. Technol. 134, 184–190 (2016)
H.G. Wang, B. Mu, J.F. Ren, S.R. Yang, Polym. Compos. 30, 1326–1332 (2009)
B. Chen, J. Wang, F. Yan, Tribol. Lett. 45, 387–395 (2012)
H. Cai, F. Yan, Q. Xue, Mater. Sci. Eng. A-Struct. 364, 94–100 (2004)
C. Min, P. Nie, H.J. Song, Z. Zhang, K. Zhao, Tribol. Int. 80, 131–140 (2014)
P. Nie, C. Min, H.J. Song, X. Chen, Z. Zhang, K. Zhao, Tribol. Lett. 58, 7 (2015)
C. Min, P. Nie, W. Tu, C. Shen, X. Chen, H.J. Song, Tribol. Int. 90, 175–184 (2015)
B. Chen, J. Wang, F. Yan, Tribol. Int. 52, 170–177 (2012)
Q. Wang, X. Zhang, X. Pei, Mater. Design 31, 3761–3768 (2010)
S.Y. Fu, B. Lauke, E. Mäder et al., Tensile properties of short-glass-fiber- and short-carbon-fiber-reinforced polypropylene composites. Compos. A 31(10), 1117–1125 (2000)
W.Z. Nie, J. Li, X.Z. Li, Fiber. Polym. 11, 559–564 (2010)
J. Jang, H. Yang, The effect of surface treatment on the performance improvement of carbon fiber/polybenzoxazine composites. J. Mater. Sci. 35, 2297–2303 (2000)
S.B. Wang, L. Pan, Q. Li, Tribological behaviors of polytetrafluoroethylene composites under dry sliding and seawater lubrication. J. Appl. Polym. Sci. 130, 2523–2531 (2013)
B.B. Chen, J.Z. Wang, F.Y. Yan, Microstructure of PTFE-based polymer blends and their tribological behaviors under aqueous environment. Tribol. Lett. 45, 387–395 (2012)
K. Majeed, M. Jawaid, A. Hassan, A. Abu Bakar, H.P.S. Abdul Khalil, A.A. Salema, I. Inuwa, Mater. Design 46, 391–410 (2012)
A. Kelarakis, E.P. Giannelis, K. Yoon, Polymer 48, 7567–7572 (2007)
B.J. Briscoe, O. Lorge, P. Dang, Philos. Mag. A 82, 2081–2091 (2002)
Z.H. Li, Mater. Technol. 27, 230–232 (2013)
J. Xu, Y. Hui, X. Long, X. Li, H. Yang, Mater. Design 25, 489–493 (2004)
Q. Ding, G. Zhao, H. Peng et al., Properties of carbon fiber reinforced poly(vinylidene fluoride)-based friction materials of ultrasonic motors. Polym. Compos. 37(2), 547–552 (2016)
J. Jia, J. Chen, H. Zhou, L. Hu, Tribol. Lett. 17, 231–238 (2004)
Acknowledgements
This work was financially supported by the National Natural Science Foundation of China (51603093, 51402128, 51103065) and the Science and Technology Agency of Jiangsu Province (BK 20160515, BK 20140561). Dr. C. Min wants to express the gratitude to Jiangsu Province for supporting this project under the innovation program (Surencaiban[2015]26). This work was supported by the Key Laboratory of Superlight Materials and Surface Technology (Harbin Engineering University), Ministry of Education.
Author information
Authors and Affiliations
Corresponding authors
Rights and permissions
About this article

Cite this article
Min, C., Liu, D., Shen, C. et al. Remarkable improvement of the wear resistance of poly(vinylidene difluoride) by incorporating polyimide powder and carbon nanofibers. Appl. Phys. A 123, 638 (2017). https://doi.org/10.1007/s00339-017-1251-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00339-017-1251-4