
Abstract
Low-pressure imprint is interesting to avoid stamp deformation, stamp failure as well as polymer recovery. When large-area stamps are prepared with a stepping procedure, low pressure is required to optimize the stitching. However, with low-pressure imprint, conformal contact between stamp and substrate is critical. Admittedly, the imprint pressure required for conformal contact depends on the stamp material and its thickness. To get an idea to which extent the imprint pressure can be reduced with a flexible stamp, we compared different stamp materials and stamp architectures, single-layer stamps and two-layer stamps. The two-layer stamps are replica stamps, where the structures were replicated in a thin layer of OrmoStamp, fixed by a backplane. On the background of plate theory, we deduce the pressure reduction compared to a Si stamp by calculating the respective pressure ratio, independent from geometries. In addition, temperature-induced issues are addressed which are of relevance for a thermal imprint process. These issues are related to the mismatch between the thermal expansion coefficients of the stamp and the substrate, and in case of a two-layer stamp, to the mismatch between the backplane material and the top layer. The latter results in temperature-induced stamp bending. On the basis of simple analytical calculations, the potential of single-layer stamps and two-layer stamps with respect to thermal imprint at reduced pressure is discussed and guidelines are provided to assess the imprint situation when replica stamps are used for imprint. The results demonstrate the attractiveness of two-layer stamps for reduced pressure nanoimprint, even in a temperature-based process.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
In general, high pressures are used with thermal nanoimprint lithography (T-NIL) to ensure conformal contact between stamp and substrate due to the limited flatness of both. Typical pressures are in the range of 20–150 bar [1–4] with stamps made from silicon (Si). This high pressure results from two issues. On the one hand, a certain imprint result within a certain time and at a certain temperature is desired. On the other hand, the large-area conformal contact asks for a certain pressure. But a high pressure induces stamp deformation and bending [5], resulting in an increasing residual layer height toward the center of the stamp. Delicate substrate materials may even break under high imprint pressure. In addition, high pressure induces stress in the imprinted polymer; when the residual layer is thin, this stress is high, and when the imprint time is short, the polymer has no time to relax the stress; it will be frozen-in. This frozen-in stress may result in recovery of the material after stamp removal [6, 7]. Then the imprinted elevated structures change their shape; they decrease in height, the edges become rounded and the residual layer increases in height, near the imprinted edges [7]. To minimize recovery, long imprint times or a low imprint pressure are asked.
Therefore, replacement of the ordinary Si stamps by more flexible stamps is advised to reduce the imprint pressure required. For example, PDMS (polydimethylsiloxane) as a stamp material is well-known to provide conformal contact even to curved substrates [8] without external pressure. This property is exploited with capillary force lithography (CFL) [9], where filling of the stamp cavities proceeds under capillary action, only. Admittedly, the mechanical stability of PDMS structures is limited and a collapse of structures with dimensions below 100 nm is reported, due to the low Young’s modulus [10]. To improve the mechanical stability, PDMS stamps are often prepared as multi-layer, with a hard top layer [11].
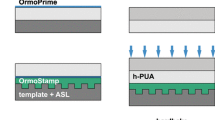
A number of other solutions have been proposed to provide flexible, but still robust stamps, although developed under different aspects, e.g., for roll-to-roll processing [12]; there, flexibility is required to wrap the stamp around the processing roll. Standard stamps for a roll-to-roll process are made from Ni [13], where the flexibility is controlled by the foil thickness obtained in a galvanic process [14]. In addition, two-layer stamps have been demonstrated for roll processing and planar processing as well. Hybrid stamps feature at least two-layers of different materials, where the patterned stamp surface consists of a hard material to ensure an accurate replication of the nanoscale structures, supported by a more or less flexible backplane, possibly with a soft intermediate layer [11]. Without intermediate layer, the thickness of the backplane is essential for the flexibility of the stamp obtained. For example, a hybrid stamp from OrmoStamp (micro resist technology) with a Ni-foil of 30 µm thickness as backplane provides a flexibility that is high enough for mounting in a roll-to-roll system [15]. However, roll-to-roll processes do not inherently rely on low pressures.
With planar processing under reduced pressure, where flexibility of the stamp is primarily required to ensure conformal contact, these concepts can be transferred [16]. Here, also polymeric materials are applied as stamps due to their low modulus and thus easy deflection. Stamps based on Teflon have been used for imprint at low pressures [16]. Materials too soft like elastomeric PDMS are not suitable as single-layer stamps, due to compression and deformation of the stamp structures even at reduced pressure.
In order to compare different stamp concepts, we calculate the relative pressure required for the deformation of single-layer stamps and two-layer stamps. Different materials and different thicknesses of the layers involved are investigated. Two-layer stamps feature a 20-µm-thick OrmoStamp top layer. Stresses due to thermal expansion of two-layer stamps are also considered. They result in bending. The investigation addresses the assessment of an imprint situation at reduced pressure with a two-layer stamp, in particular the interplay between bending and pressure reduction. From the results, the technically relevant range of potential backplane thicknesses is derived.
2 Pressure reduction
The aim of this first section is to estimate the pressures required to get conformal contact with both, an ordinary Si stamp (p si) and an alternative stamp (p a ). We define pressure reduction as the ratio p a /p si. A similar situation in both cases means a similar unevenness of all surfaces and similar stamp geometries (overall stamp size as well as structure size, density and height). In all cases, the thickness of the Si stamp taken as a reference is set to 500 µm.
The pressure reduction estimated helps to quantify the pressure required to obtain similar imprint results with the respective alternative stamp, when the pressure p si is known.
2.1 Theoretical background
In order to bring a stamp and a substrate into the conformal contact required for imprint, a deflection of the stamp (and substrate) is necessary. Our calculation is based on the well-known ‘plate equation’ [17], a differential equation of fourth order for the deflection w of a plate under pressure. The pressure depends on the thickness, the effective Young’s modulus of the materials involved and the lateral dimension. The deflection w has to compensate the existing waviness of all components, the substrate, the stamp, and, in case of a plate-based imprint system, the press plates as well. To apply it to our problem, assumption of rotational symmetry within a certain local area (see Fig. 1) is convenient. The plate equation then reads
where w denotes the deflection in a direction perpendicular to the plate of thickness d and p is the pressure acting on the stamp. D eff denotes the effective bending stiffness combining the thickness d, the Young’s modulus E and the Poisson’s ratio ν of the respective materials. For a two-layer stamp, D eff (derived from the bending moment [18]) is given by

Deflection w(r) of a local area (e.g., a part of the stamp) of radius R. The value w 0 is the maximal deflection (sketch not to scale)
It comprises three terms, a first one referring to the backplane alone (D 1), a second one referring to the OrmoStamp top layer (D 2) and a mixed term (D 12). With a single-layer stamp, the thickness d 2 vanishes and only the first term remains. E * refers to a two-dimensional situation with E * = E/(1−ν 2), the plate modulus [19].
Typically, this differential equation is solved by a linear combination of potential solutions, e.g.,
The constants are determined from the actual boundary conditions, namely vanishing deflection and vanishing change of deflection at the periphery (r = R), as indicated in the sketch of Fig. 1.
With these boundary conditions, the solution for the deflection w is given by
with a maximum deflection w 0 in the center. From Eq. (4), the main parameters affecting the deflection under pressure can easily be realized, the size of the deflected area with radius R (entering the equation at a power of 4) followed by the thickness d (entering the equation at a power of 3 via D eff, see Eq. 2). Due to this power law dependence, these geometry parameters often dominate the material choice, even with a modulus differing by orders of magnitude.
Due to the reversible nature of the underlying elastic process, these equations can also be applied to discuss the inverse problem addressed here, to find the pressure required to remove an already existing deformation. Then the deformation is given—it is the existing maximum waviness (characterized by w 0)—and the respective pressure amounts to
The ratio p a/p Si indicating the pressure reduction under comparable conditions (equal w 0 and R) then simply reduces to the ratio of the respective effective bending stiffnesses [20],
2.2 Consequences
Five alternative stamp materials were investigated, Ni, Borofloat (BF), PI (polyimide), PTFE (Teflon) and PDMS. The Young’s modulus, the Poisson’s ratio and the thermal expansion coefficients used in our calculations are listed in Table 1. The two-layer stamps consist of the alternative material as a backplane (Ni, BF, PI, PTFE and PDMS) and a 20-µm-thick top layer from OrmoStamp, a material specifically supplied for stamp replication (Ormo, microresist technology). Following the standard replication procedure given by the supplier results in an OrmoStamp layer of about 20 µm on the backplane. To meet realistic conditions, all calculations are based on an OrmoStamp layer thickness of 20 µm. Backplane thicknesses up to 1 mm are considered.
Figure 2 gives the pressure reduction as calculated from Eq. (6) as a function of the thickness of the stamp itself or of its backplane, d 1. It documents by which factor the pressure may be reduced when the imprint is performed with an alternative stamp instead of a 500-µm-thick Si stamp.

Pressure reduction for different alternative stamps compared to a 500-µm-thick Si stamp in terms of the pressure ratio p a /p Si as a function of the thickness of the stamp itself or its backplane, d 1. Five main materials are addressed (Ni, BF, PI, PTFE, PDMS), either with or without an additional 20-µm-thick top layer from OrmoStamp. Full lines single-layer stamps. Dotted lines two-layer stamps. The fat part of the lines indicates the range of availability of the respective films
As obvious from Eqs. (6) and (2), the most important parameter is the stamp thickness and all curves increase with a slope of three with thick layers in the double-log plot. The vertical shift results from the difference in the modulus E *. Thus, thin stamps have to be used when imprint at a reduced pressure is aimed at. However, with two-layer stamps, the pressure reduction is limited by the bending stiffness of the OrmoStamp layer, as indicated by the saturation of the dotted curves for thin backplanes. The higher the modulus of the backplane, the narrower the width of the transition from the saturation regime, which is OrmoStamp dominated, to the quasi-linear regime (in double log), which is backplane dominated. With Ni, the transition is almost abrupt; with PTFE, the curves of the single-layer stamp and the two-layer stamp are almost coincident with a backplane thickness of about 1 mm, only; and with PDMS, due to the very low modulus, both curves do not meet in the range of the backplane thickness investigated here. Admittedly, the OrmoStamp-dominated regime is of limited technical interest as there the backplane has lost its function to stabilize the OrmoStamp layer.
In praxis, the pressure reduction estimated as shown in Fig. 3 is relevant within different regimes only, characterized by the availability of backplane materials and their handling stability, as indicated by the fat part of the curves. Ni foils are available in a range of 1 µm up to some mm, and Borofloat glass is available from 200 µm on; PI and PTFE foils are provided in a range of 20 µm up to some millimeter. In the case of PDMS, the backplane is prepared by casting and curing; thicknesses down to 10 µm are easily obtained; however, handling stability according to our experience asks for a thickness of at least 200 µm; otherwise, the PDMS is easily disrupted in use. This mark-up clearly demonstrates that with a stiff backplane (Ni and Borofloat), the OrmoStamp-dominated saturation regime is not of practical relevance. This is different with the more flexible backplane materials. With PI and PTFE, where the modulus is in the range of that of OrmoStamp, the influence of the OrmoStamp top layer is only negligible with a backplane thickness higher than about 100 and 500 µm, respectively. With PDMS, where the modulus is more than two orders of magnitude lower, the top layer, though only 20 µm thick, will always affect the mechanical behavior of the two-layer stamp.
In view of pressure reduction without impact of the OrmoStamp top layer, a thin Ni backplane is the optimum choice.
3 Temperature-induced bending
When temperature is involved in the process, thermal expansion has to be taken into account. With single-layer stamps, it is an issue when the thermal expansion of the substrate does not match the thermal expansion of the stamp. Thermal mismatch results in differing lateral shifts. When the imprint system allows shifting, positional or dimensional errors limit the replication accuracy. In case that shifting is prevented, damage of either the stamp or the sample may occur.
With multilayer stamps, the lateral shifts are primarily determined by the mismatch between the backplane and the substrate. In addition, temperature will lead to a bending of the stamp when there is a mismatch between the backplane material and the top layer. Bending will increase the replication errors. Strong bending may lead to coiling, if the stamp is not clamped. Strong bending may also cause delamination of the top layer and thus stamp failure. However, the focus of our investigation is the bending of two-layer stamps.
For a discussion of the effect of thermal expansion, the radius of curvature caused by the mismatch of the backplane and the top layer of a two-layer stamp is estimated first, again assuming a 20-µm-thick OrmoStamp top layer. For this purpose, we specify the temperature difference as ΔT = 100 K. This specification allows an easy scaling of the results to any process temperature desired by extrapolating linear relationships.
3.1 Theoretical background
Temperature drives thermal expansion. When expansion of the stamp is hindered by tight clamping, neither elongation nor bending occurs, but high thermal stresses develop inside the stamp. The situation with a two-layer stamp is sketched in Fig. 3.

Two-layer stamp scenarios for a clamped (a, b) and an unclamped (c, d) stamp. For each situation, the thermal stresses (σ i in case of the clamped situation and σ Ti in case of the non-clamped situation) in the layers are sketched exemplarily
The clamped situation for two different scenarios is shown in Fig. 3a/b; either the top layer features higher thermal expansion (a)—this is, e.g., the case with OrmoStamp on Ni, or the bottom layer features higher thermal expansion (b)—this is, e.g., the case with OrmoStamp on PDMS. In the clamped case, the magnitude of the thermal stresses amount to σ T = E * × α × ΔT, for the respective material. They are high in case of a high modulus, as indicated by the interrupted scale of the stress axis in Fig. 3a and may result in stamp failure.
On the other hand, when some expansion is admitted in the imprint system, the thermal stresses relax to some extent. Figure 3c/d shows the situation with unhindered expansion where the two-layer system adopts a situation of force equilibrium. Then one layer is subject to tensional stress (σ T > 0), whereas the other layer is subject to compressive stress (σ T < 0). The stress resultants represent a couple of forces and thus a moment inducing bending, either topward (positive curvature, Fig. 3d) or downward (negative curvature, Fig. 3c).
Following the procedure of Ohring [21], the moment M T is calculated from the stress distribution σ T (z) by integrating across the total thickness of the stamp. With a two-layer system (z-direction and layer thicknesses (d 1, d 2) according to Fig. 3c), it amounts to.
with \(\sigma_{1T} = - (\alpha_{2} - \alpha_{1} )\cdot\Delta T\cdot\frac{{E_{1}^{0} E_{2}^{0} }}{{E_{1}^{0} d_{1} + E_{2}^{0} d_{2} }} \cdot d_{2} ;\quad \sigma_{2} = (\alpha_{2} - \alpha_{1} )\cdot\Delta T\cdot\frac{{E_{1}^{0} E_{2}^{0} }}{{E_{1}^{0} d_{1} + E_{2}^{0} d_{2} }} \cdot d_{1} = - \sigma_{1} \cdot\frac{{d_{1} }}{{d_{2} }}.\) and \(\Delta \sigma_{T} = (\alpha_{2} - \alpha_{1} )\cdot\Delta T\cdot\frac{{E_{1}^{0} E_{2}^{0} }}{{E_{1}^{0} d_{1} + E_{2}^{0} d_{2} }} \cdot \left( {d_{1} + d_{2} } \right).\)
All quantities with the index 1 refer to the backplane, all quantities with the index 2 refer to the 20-µm-thick OrmoStamp top layer. E 0 is the equi-biaxial modulus E 0 = E (1−ν), in accordance with the equi-biaxial nature of temperature-induced stresses.
The moment M T results in bending; the respective radius of curvature R c for the two-layer stamp amounts to [17, 20]:
D eff refers to Eq. (2), with E * replaced by E 0.
3.2 Consequences
The absolute value of the radius of curvature for a two-layer stamp induced by a temperature difference of ΔT = 100 K is given in Fig. 4 as a function of the backplane thickness. In all cases, the top layer is 20-µm-thick OrmoStamp. The radius of curvature is positive for PTFE and PDMS but negative for Ni, BF and PI. It is similar in orthogonal directions (R c = R c,x = R c,y ), thermal bending results in a spherical shape. Similar to Fig. 2, the fat part of the curves indicates the range of technically available backplane thicknesses.

Radius of curvature of a two-layer stamp with a 20-µm-thick OrmoStamp top layer on different backplanes, subject to a temperature difference in ΔT = 100 K. The fat lines indicate the range of availability of the respective films
The higher the radius of curvature, the lower the bending of the stamp; thus, a high radius of curvature R c indicates a beneficial situation.
With a thin backplane, left to the respective minimum, the curves are without technical relevance, as this is the regime where the backplane has lost its functionality to stabilize the stamp (OrmoStamp-dominated regime), as already discussed. The position of the minimum is at a backplane thickness where the bending stiffness of the OrmoStamp layer is equal to the one of the backplane (D 1 ≈ D 2 in Eq. 2). Right to the minimum, the radius of curvature increases; this is the technologically interesting regime. In this backplane-dominated regime, the radius of curvature increases with the square of the backplane thickness (see Eq. (8) and considering Eqs. (7) and (2)).
Discussion of the impact of the radius of curvature for imprint requires to define a specific stamp size L. When the radius of curvature is smaller than the lateral stamp size (R c ≪ L), the stamp coils. A coiled stamp can no longer be brought into conformal contact to the substrate by vertical motion of the imprint tool. In view of a realistic imprint situation, we define the minimum curvature radius allowed as the one with R c = L. Then, the edges of the bended stamp feature an angle of ≤30° with respect to a horizontal plane. This lower limit is indicated by horizontal dash-dotted lines in Fig. 4 for stamp sizes of 2 × 2 cm2, 10 cm and 300 mm diameter [22]. As expected, this lower limit becomes more critical with increasing stamp size.
For the most uncritical stamp size, 2 × 2 cm2, all backplane materials can be used almost without restriction; PI and PTFE backplanes have to be thicker than about 50 µm; Ni foils of about 15 µm still work. Only PDMS, the backplane material with the lowest modulus should be thicker than 500 µm. With a wafer-size stamp of 10 cm diameter, the two-layer stamp with the PDMS backplane drops out. (This result is in accordance with experiments obtained with a hybrid stamp prepared from PDMS with a top layer of 20 µm-thick OrmoStamp, a similar architecture as calculated here. This hybrid stamp was used with capillary force lithography at a temperature of 190 °C; the temperature-induced deformation was as high as to frustrate conformal contact.) In case of PI and PTFE, a backplane thickness of more than 150 µm is advised. Wafer-size stamps of 300 mm diameter with a backplane of PI and PTFE require a thickness of about 300 µm and even the thickness of a Ni backplane should be increased to at least 40 µm when these stamps are used in a thermal process. (As a matter of cause, a more stringent definition of a minimum radius of curvature tolerated may be advised in view of a misplacement of the imprinted structures; this will in particular rise the critical limit for large stamp sizes).
It is most instructive to combine the consequences drawn from the radius of curvature (Fig. 4) with those for pressure reduction (Fig. 2). The reasonable demand for a minimum value of R c , as discussed, further limits the technically suitable backplane thicknesses of Fig. 2 when two-layer stamps are used in a temperature process. These findings are implemented in Fig. 5. In this view, Fig. 2 represents the technically relevant range of pressure reduction with a room temperature process, whereas Fig. 5 refers to a temperature-driven process. Only the two-layer stamps are shown in Fig. 5 as only these are affected by bending.

Pressure reduction for different two-layer stamps compared to a 500-µm-thick Si stamp in terms of the pressure ratio p a /p Si as a function of the thickness of the backplane. Five backplane materials are addressed (Ni, Borofloat, PI, PTFE, PDMS), with a 20-µm-thick top layer from OrmoStamp. The full lines indicate the technically relevant range of backplane thickness; the arrows indicate the critical limits for different stamp sizes, 2 cm (thin lines), 10 cm (medium lines) and 300 mm (fat lines) wide. The calculation refers to a temperature difference of ΔT = 100 K
Though the technically relevant range of backplane thicknesses is highly restricted in case of a temperature-driven process—even with Ni a backplane of about 20 µm is advised to limit bending—the pressure reduction is still substantial. It amounts to more than two orders of magnitude even with a 300-mm-diameter imprint. This is more than sufficient to make flexible stamps highly attractive for thermal imprint at reduced pressure.
The lower limit of pressure reduction for the three stamp sizes taken as an example is indicated by the arrows. Ni still features the widest range of backplane thickness; however, Ni is not the preferred material for an imprint on Si because its thermal expansion is four times higher. Therefore, when Si samples have to be imprinted Borofloat is the first choice. A two-layer stamp with a 200-µm-thick Borofloat backplane provides a pressure reduction to less than 10 bar, even when 100 bar is the respective pressure with a Si stamp. Admittedly, a Ni stamp would be a good choice for imprint on a polymeric substrate like PI—its temperature stability (230 °C) is sufficiently high to serve as a substrate in a thermal imprint process. The stamps with polymeric backplanes (PI and PTFE) are well suited for thermal imprint on polymeric substrates, PI for substrates with a lower and PTFE for substrates with a higher coefficient of thermal expansion (compare Table 1). In contrast, the use of PDMS-based two-layer stamps for thermal processes is restricted to smallest stamp sizes. Larger stamps require a backplane thickness of more than 1 mm.
The investigations conducted provide interesting information with respect to two-layer stamps. Two-layer stamps provide the huge benefit of easy preparation; the structured surface is simply obtained by replication, no dry-etching process is required. Admittedly, their mechanical behavior does not provide benefits compared to single-layer stamps—the pressure reduction is similar to that with single-layer stamps of the same thickness and material. But the easy preparation of two-layer stamps by replication in combination with a substantial pressure reduction pinpoints their high attractiveness, not only for room temperature processes but also for thermal processes.
4 Summary and conclusion
This study compares the imprint pressure required with alternative single-layer and two-layer stamps with the respective pressure required with a 500-µm-thick Si stamp. The pressures required are compared independent of geometry parameters in terms of a pressure ratio, determined from the plate equation. Apart from the material properties (E, ν), the main influence parameter is the stamp thickness. Different alternative materials (Ni, BF, PI, PTFE and PDMS) were investigated, either with or without a 20-µm-thick OrmoStamp top layer. With two-layer stamps, temperature-induced deformation was considered too, where differences in thermal expansion result in an additional bending of the whole stamp. From the availability of films, the handling capability and a minimum curvature allowed in a thermal process, the range of technically relevant backplane and stamp thicknesses was derived, for a room temperature and a thermal process as well. The investigations conducted for a temperature difference of 100 °C can easily be extrapolated to other processing temperatures. The basic discussion provides an assessment of the imprint situation with a two-layer stamp.
The results demonstrate the high attractiveness of two-layer stamps even for thermal nanoimprint due to the substantial pressure reduction provided for large-area conformal contact in combination with an easy way of preparation.
References
H. Schift et al., Nanotechnology B12, 173 (2001)
R. Yang et al., Microelectron. Eng. B86, 1379 (2009)
B. Cui, T. Veres, Microelectron. Eng. B83, 902 (2006)
A. Lebib et al., Microelectron. Eng. B46, 319 (1999)
H.-C. Scheer et al., J. Vac. Sci. Technol. B27, 2882 (2009)
H.W. Ro et al., J. Vac. Sci. Technol. B24, 2973 (2006)
M. Papenheim et al., J. Vac. Sci. Technol. B32, 2166 (2014)
W.M. Choi, O.O. Park, Nanotechnology B15, 1767 (2004)
K.Y. Suh et al., Adv. Mater. B13, 1386 (2001)
R. Kirchner, On UV-nanoimprint-lithography as direct patterning tool for polymeric microsystems (Ph.D thesis), University Dresden 2011
B. Michel et al., IBM J. Res. Dev. B45, 697 (2001)
S.-Y. Hwang, Microelectron. Eng. B86, 642 (2009)
T. Mäkelä et al., Jpn. J. Appl Phys B47, 5142 (2008)
L. Montelius et al., Microelectron. Eng. B53, 521 (2000)
A. Schleunitz et al., Microelectron. Eng. B88, 2113 (2011)
M.R. Sonne, J.H. Hattel, Microelectron. Eng. B106, 1 (2013)
L. D. Landau, E. M. Lifschitz, Elastizitätstheorie, Bd. 7 (Akademie Verlag, 1991)
J.A. Dally, W.F. Riley, Experimental Stress Analysis (McGrawHill, 1991)
S. Timoshenko, S. Woinowsky-Krieger, Theory of Plates and Shells (McGrawHill, 1987)
D. Gross, T. Seelig, Bruchmechanik, Bd.7 (Springer, 2007)
M. Ohring, The Materials Science of Thin Films (Academic Press, 1991)
S. Landis et al., Microelectron. Eng. B110, 198 (2013)
Acknowledgments
Partial funding by Deutsche Forschungsgesellschaft DFG is highly acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Papenheim, M., Dhima, K., Wang, S. et al. Single-layer versus two-layer stamps for reduced pressure thermal nanoimprint. Appl. Phys. A 121, 481–487 (2015). https://doi.org/10.1007/s00339-015-9301-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00339-015-9301-2