
Abstract
The present work deals with analyzing the effect of silicon dioxide on mechanical and thermal stability of hybrid polymer composite. Compression molding is adopted to develop the hybrid composite with constant 0.5 wt.% of graphene and varying wt.% of silicon dioxide (2, 4 & 6 wt.%). Modified hummers method is used to synthesis graphene by chemical exfoliation of graphene from graphite flakes. Mechanical properties of developed composite is investigated using tensile, flexural, impact and interlaminar shear testing follow by fracture surface analysis of tested samples. Thermal stability is examined by thermogravimetric analysis and functional group confirmation is carried out using Fourier transform infrared spectroscopy (FTIR). Investigation over mechanical properties of fabricated composite reveals that addition of silicon dioxide up to 4 wt.% depicted higher flexural and tensile strength. Increment in silicon dioxide percentage improves the toughness of composite. FTIR results confirms the presence of asymmetric stretching vibrations due the after effect of hybrid fillers. Thermogravimetric analysis results depict that incorporation silicon dioxide increases the activation of energy of matrix from ~ 24.2 to 31.5 kJ/mol.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Nowadays, heavy metals and homogeneous materials have been replaced by more flexible and adaptable polymer matrix composites (PMC). These PMCs have low density, high specific strength, and improved stiffness that are extensively employed in a variety of applications, including partition boards, roof tiles, the packaging industry, and the acoustics of aircraft, boats, and automotive interiors, etc., In recent decades, it has been depicted that basic and functional behavior of polymer matrix composites depends on the quality of fibers used [1,2,3]. Fibers can be mainly classified as synthetic fibers and natural fibers. Many researchers work on natural fibers by considering its environmental benefits. Conversely, quality and characteristics of natural fibers are based on factors like climate, soil conditions, and specific species [4, 5]. This variability make it challenging to achieve consistent strength and also tends to have high moisture absorption that results in material failure [6,7,8,9].
Synthetic fibers such as glass fibers are more durable and resistant to wear and tear compared to most natural fibers. They can withstand heavy loads, making them ideal candidates for fabricating products for structural application. Epoxy is a thermosetting-based polymer that has greater toughness and chemical stability [10]. As a result, it is frequently used as a matrix material to make polymer matrix composites. Furthermore, it is less expensive than other polymers like polyester and vinyl. To enhance the mechanical behavior of matrix (polymer) in composite systems, glass fibers are utilized as reinforcement [11,12,13,14]. Among the available synthetic fiber such as carbon and aramid-based fibers, glass fibers are mostly preferred due its lower cost. Conversely, the glass fiber-based composite has a brittle property due to the inclusion of cross-linked monomers. These facts were overcome by adding the carbon and oxide based fillers materials [15,16,17,18].
In recent past carbonaceous such as different forms of CNT (SWCNT, MWCNT), graphene (GO, GNS, GNP) and oxides such as TiO2, SiO2, are used by researchers to improve the thermomechanical behavior of polymer composite [19,20,21]. SiO2 is the primary component of glass. Its amorphous form is used to produce various types of glass for windows, containers, optical lenses, and electronic displays. Silica-based materials are widely used in ceramics and refractory applications due to their high melting point, hardness, and thermal stability [22,23,24]. There are few researches in related to the usage of graphene and SiO2 are filler materials as follows. Kavimani et al. adopted compression molding method to develop polymer matrix composite with bio-reduced graphene oxide (BGO) as the filler (0.3, 0.6 and 1 wt.%). Investigation on mechanical behavior reveals that addition of BGO improve the impact, tensile and flexural strength up to 80%, 18% and 55%, respectively. Conversely, increase in BGO in polymer composite shows a negative impact on the strength [25]. Hand layup method is utilized by Gara et al., to fabricate laminated composites by adding different percentages of reduced graphene oxide (rGO) viz. 0, 3, 6 & 9 wt.% at room temperature and study the mechanical properties. Results depicted that addition of rGO up to 6 wt.% improve the impact, tensile and flexural strength further increment in rGO showcase decremental trend except for the impact strength [26]. Glass fiber-reinforced polymer composite was developed by Turaka et al. by adding hybrid fractions of multi-walled carbon nanotubes and graphene nanoparticles. Enhancement in compressive modulus, flexural strength, and modulus of a composite up to 298%, 62%, and 205% were achieved by them by adding hybrid fillers up to 0.2 wt.%. However, further addition of hybrid filler results in decreases in mechanical properties due to clustering effect [27]. Megahed et al. investigate the effect of silica and carbon nanofiller addition on epoxy glass fiber composite. Observed that addition of 1 wt.% nanofiller delivers 57% and 28% improvement in tensile modulus and impact strength. Shaorong and co-workers observed that usage of Silicon dioxide and titanium dioxide improves the interaction between fiber and epoxy matrix [28].
Improvement in flexural strength and flexural modulus 1.36 Gpa (76.4%) and 85.3 Mpa (20.8%) was observed by them, while incorporating hybrid fillers up to 1.95 wt. %. Also found that impact strength of developed composite increased by two to three times compared with base matrix. Anjum et al. observed that flexural and impact strengths of epoxy glass from 221 to 260 Mpa and 2.63 to 3.84 J/m, respectively, while adding 5 wt.% silicon dioxide. Likewise, addition of 7.5wt.% of silicon dioxide improves the flexural strength and impact strength of composite up to 471 Mpa and 3.84 J/s, respectively, while adding with epoxy composite. However, increase in silicon dioxide showcase decremental trend in tensile strength of composite [29]. Shokrieh et al. investigate the effect of hybrid graphene nano sheet (GNS) and carbon nano fibers (CNF) on epoxy hybrid composites with equal wt.% of 0.5%. Observation states that flexural strength improved up to 123 MPa. When the addition of 0.5 wt.% of hybrid filler with the epoxy composite, flexural strength increases up to 11.81% while compared with pure epoxy composite [30].
Various weight percentage of nano silicon dioxide (1, 2 & 3 wt.%) was used by Thamer Alomayri and co-workers to improve mechanical behavior of geopolymer composites. They observed that addition of nano SiO2 up to 2 wt.% improve the compressive and flexural strengths up to 46.26% and 91.85%. Herein, addition of nano SiO2 up to 2 wt.% in geopolymer composites revealed maximum impact strength further addition decreased the strength [31]. Singh et al., enhance the mechanical properties of epoxy composites by adding SiO2 nanoparticles up to 4 wt.% in epoxy composites. Perceived that tensile strength increased by 30.57% and flexural strength improved up to 17%, and 76% increment flexural modulus. Further observed that addition of by SiO2 above 4 wt.% results in loss of mechanical characteristics [32]. Polyurethane based composite is fabricated by Hu et al. by incorporating SiO2 filler (2 wt.%). Investigation on compressive characteristics and dynamic impact test reveals that the static and dynamic compressive yield strength has been improved by 216.15% and 190.68% [33]. Based on available literatures it can be depicted that addition of hybrid filler in fiber-reinforced composite to improve its mechanical and thermal properties. Incorporation of graphene into polymer matrix, can significantly enhance the mechanical properties of the resulting composite, providing increased strength, toughness, and durability. Likewise, addition of SiO2 can help to minimize the shrinkage and warpage tendencies of polymers during composite processing. Further, it enhance the thermal stability and flame retardant properties while using it a filler material. Hence, the combination of graphene and SiO2 is believed, that it can lead to a synergistic enhancement of mechanical properties, providing a composite with superior strength, toughness, and improve overall thermal performance. However, usage of graphene and silicon dioxide in hybrid form and its interaction effect are yet to be evidenced. To fill this research gap, an attempt has been made to understand the combined effect of graphene and silicon dioxide filler on thermomechanical properties of epoxy glass fiber composite.
Materials and method
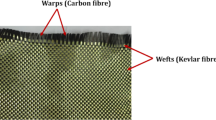
In this work, epoxy resin (LY556) with hardener (HY951) procured from seenu & co, Coimbatore, Tamilnadu, India is used as the matrix. Glass fiber (200GSM) is used as reinforcement to improve the mechanical property. Graphene oxide is synthesis by modified hummer’s method [34]. Silicon dioxide with average particle of 12–20 µm is purchased from synthesis green chem pvt.ltd. Based on available literature, addition of graphene oxide up to 0.5 wt.% delivers better strength. Likewise, addition of silicon dioxide up to 6 wt.% shows improved strength; further increment decreases the composite strength [35,36,37]. Hence, in this research, a constant wt.% of graphene oxide at 0.5 wt.% and varying wt.% of silicon dioxide (2, 4, & 6 wt.%) is used as filler materials to improve the mechanical and thermal behavior of base matrix.
Fabrication of composite
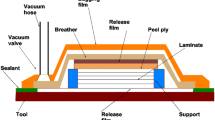
Compression molding technique is adapted to fabricate the polymer composite. During the fabrication process required quantity of glass fiber was cut and placed inside the mold and the mixture of a matrix (Epoxy and 10 wt.% of hardener) and fillers were added with reinforcement at 90 °C temperature and 14 Mpa pressure used to extract composite plate and placed 8 h inside the mold [38, 39]. Table 1 describe the composition of polymer composite specimen.
Material characterization
Each cured composite plate was cut as per ASTM standards to test the mechanical properties such as tensile, flexural and impact tests with five specimens in each combination. Tensile tests were performed as per the ASTM D3039 standard [3] by a universal testing machine at room temperature, the tensile strength, Young’s modulus and elongation of the specimen were evaluated from the stress versus strain curve. Flexural tests were performed as per the ASTM D790 standard by a universal testing machine (Dak system Inc.) at room temperature at the head velocity of 10 mm/min. The three-point flexural testing technique is used to evaluate the flexural strength and flexural modulus. Impact tests were performed as per the ASTM D256 standard by impact tester digital model at room temperature at a 135-degree release angle of a pendulum. ASTM D2344 standard is used to carry out interlaminar shear strength test for fabricated composite. In this work, the average of all the evaluated results was used for its statistical reliability. The samples used for testing is shown in Fig. 1.Scanning electron microscope (SEM) machine used understand the fractured surface morphology of tested composite plate. Bruker Alpha 11, Fourier transform infrared spectroscopy is used to confirm the function group presence. NETZSCH, STA 2500 regulus thermal simulator is used to perform thermogravimetric analysis on developed composite to understand its thermal stability Si–O–Si.

a–d Composite specimens a 0 wt.% filler b 2 wt.% filler c 4 wt.% filler d 6 wt.%
Results and discussion
FTIR of developed composite
Figure 2 show the FTIR of filler reinforced composite containing 6 wt.% of silicon dioxide. Strong peak near 1050 cm−1 and 800 cm−1 is related to stretching vibration of Si–O–Si bond in the SiO2 network. Broad peak at 1050 cm−1 infer the asymmetric stretching vibrations of Si–O–Si and Si–O–H bonds. Weak peak at 960 cm−1 implies symmetric stretching vibration of Si–OH bonds these peaks confirm silicon dioxide presence. FTIR peak at 1516 cm−1 is commonly associated with the stretching vibration of aromatic ring (C=C bonds). The peak at 1609 cm−1 confirm the presence of C=N Stretching is related to graphene; The FTIR peak at 2876 cm−1 is typically associated with the stretching vibration of aliphatic C–H bonds. It indicates the presence of sp3 hybridized carbon atoms bonded to hydrogen in aliphatic hydrocarbon chains. These functional groups facilitate crosslinking reactions, leading to the formation of strong interfacial bonds and further enhance the intermolecular interactions that assist in improving the strength of the developed composite [40,41,42].

FTIR of composite with and without addition of fillers
Tensile strength of the composite
Figure 3a, b illustrates the impact of fillers on the tensile behavior of the composite and displays the image of the tensile specimen after testing. It is evident that the addition of filler demonstrates a significant improvement in tensile strength from 0.08 to 0.256 kN/mm2, which is three times higher than that of the base matrix materials. This improvement is likely attributed to the combined effects of silicon dioxide and graphene. Graphene, with its high surface area and excellent compatibility with both polymers and glass fibers, plays a crucial role. The addition of graphene to the composite enhances the interfacial bonding between the polymer matrix and the glass fibers. This enhanced interfacial bonding results in better stress transfer between the matrix and the fibers, consequently leading to an improved tensile strength. Furthermore, the inclusion of silicon dioxide contributes to the loadbearing capacity, aiding in the more even distribution of stress across the composite. This reinforcement effect enhances the load transfer between the glass fibers and the matrix, resulting in an improved tensile strength. Additionally, an increase in silicon dioxide reduces the likelihood of fiber-matrix debonding and fiber pull-out, thereby enhancing the overall integrity and tensile strength of the composite.[43, 44]. The presence of graphene and silicon dioxide enhances the ability to form an effective barrier network. This barrier effect inhibits crack propagation and hinders the growth of cracks originating from the glass fibers. However, the addition of filler beyond 4 wt.% results in a decreasing trend in strength, potentially due to poor wettability (insufficient bonding).

a Tensile strength of composite b Image of specimens after tensile tests
Flexural strength of the composite
The influence of silicon dioxide on flexural strength, along with the tested composite specimen, is shown in Fig. 4a, b. It is evident that the addition of silicon dioxide enhances the flexural strength of the base resin matrix from 313 to 561 MPa. The combined effect of graphene and silicon dioxide improves the interfacial bonding between fibers and resin, facilitating effective load and stress transfer and ultimately leading to an enhanced flexural strength. These hybrid fillers are uniformly dispersed throughout the matrix, preventing the formation of voids and reducing porosity in the composite. The overall increase in composite density contributes to improved crack resistance and toughness during flexural conditions. Acting as additional load-bearing elements alongside glass fibers, these hybrid fillers play a vital role in load transfer and stress distribution during flexural loading, effectively reinforcing the developed composite. The presence of silica and graphene particles enables them to endure applied loads before transferring them to fibers, thereby increasing the flexural strength of the composite [37]. These hybrid fillers possess a high modulus of elasticity, being inherently rigid and resistant to deformation. This characteristic enhances the flexural modules of base matrix from 11.5 to 29.7 GPa. The rigid nature of the fillers helps resist bending and maintain the composite’s shape under flexural loads, resulting in an increase in flexural modulus. Similarly, the inclusion of fillers in GFRP composite restricts the deformation of the matrix under bending loads. These rigid fillers impede the movement of polymer chains, reducing the polymer’s tendency to deform easily. This restriction on matrix deformation contributes to an increase in the flexural modulus of the fabricated composite [45, 46].

a Flexural strength of composite b Image of specimens after flexural tests
Impact strength of developed composite
Figure 5a, b showcases the effect of fillers on impact strength and the tested specimens of the composite. During testing conditions, increase in addition of filler from 2 to 6 wt.% helps in absorbing and dissipating energy, reducing the risk of sudden fracture and increasing the impact strength up to 10.3 J/m. The obtained results align well with those reported by Naveed Anjum et al., [29] who observed that increasing the addition of silicon dioxide up to 7.5 vol.% led to a 3.8 J/m increase in impact strength of epoxy glass fiber composites. In our study, addition of silicon dioxide up to 6 wt.% resulted in an impact strength of 10.3 J/m. This significant improvement could be attributed to the synergistic effects of hybrid fillers, namely graphene and silicon dioxide. Hybrid graphene and silica fillers act as crack arrestors during impact loading, impeding crack propagation by blunting and deflecting cracks, preventing them from propagating through the composite.[47]. The inherent rigidity of fillers allows them to absorb impact energy and distribute it more uniformly throughout the composite, thereby reducing stress concentrations and enhancing impact strength. Similarly, the addition of fillers hinders crack paths and promotes crack deflection, with silica particles assisting in limiting the extent of damage caused by the impact load. This controlled crack propagation improves impact strength by preventing cracks from propagating rapidly [48, 49]. Furthermore, the addition of silica particles helps limit deformation in the polymer matrix, aiding in maintaining its shape and structural integrity during impact loading. This improved dimensional stability contributes to better impact resistance of the composite [50, 51].

a Impact strength of composite b Image of specimens after impact tests
Interlaminar shear strength of developed composite
From Fig. 6 it can be shown that increasing silica dioxide increase the shear strength of the developed composite. It might be due to the affect effect of hybrid fillers it has high surface area and improve the bonding between matrix and reinforcement. Addition of filler from 2 to 4 wt.% improves load transfer across the interface, thus increasing the interlaminar shear strength up to 28 MPa. These fillers assist in effective distribution and transfer stresses between the layers of composite more effectively, resulting in improved interlaminar shear strength. The addition of silica dioxide can help reduce microcracking within the composite. Microcracks can initiate at the interfaces between the epoxy and glass fibers, weakening the material. By enhancing the interfacial adhesion it can reduce the propensity for micro cracking. Silica dioxide can also contribute to the toughness of the composite. When the developed composite is subjected to shear forces it improves the toughness and can resist delamination and deformation more effectively, leading to higher interlaminar shear strength. However, higher loading of silica reduces the flow ability of epoxy resin during the fabrication process. This can result in incomplete wetting of glass fibers, inadequate resin impregnation, and poor interfacial bonding, thus strength decreases. Xu Zhaohong and Zhao Haojie noted a consistent pattern of both increase and decrease in interlaminar shear strength when introducing silicon dioxide (0 to 9 vol.%) into a polymethyl methacrylate matrix [52].

Effect of SiO2 on interlaminar shear strength
Fracture surface of tensile samples
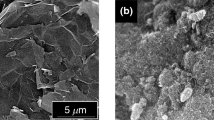
The fracture surface of the composite, shown in Fig. 7a, d, offers insightful observations under varying loads. In Fig. 7a, the presence of pullouts signifies that glass fibers within the composite fail to reach their maximum loadbearing capacity. This indicates suboptimal interfacial bonding, resulting in lower tensile strength. When subjected to stress, cracks may initiate and propagate around the fibers or particles. Importantly, the reinforcing elements may not fully fracture; instead, they may partially or entirely pull out from the matrix material, leading to debonding at the fiber/matrix or particle/matrix interface. Figure 7b underscores the crucial role of silica in establishing connections between the glass fibers and the matrix. This facilitates the transmission of tension and shear forces through bridges formed by the fillers. Moving to Fig. 7c, a distinctive river-like pattern emerges under high-stress conditions. This pattern suggests that the composite undergoes shear forces exceeding its strength, resulting in a brittle failure fracture [45]. Matrix cracking is observed, depicting the occurrence of brittle failure.

Fracture surface of composite with a 0 wt.% b 2 wt.% c 4 wt.% d 6 wt.%
When the material is subjected to a load, the matrix undergoes localized stress concentrations, resulting in the formation of cracks within the polymer matrix itself. These cracks propagate through the matrix material and can ultimately lead to the overall failure of the composite. Surface notifications indicate fiber breakages, likely caused by excessive loads. During testing conditions, the fibers experience stresses that surpass their tensile strength. These stress concentrations significantly amplify the local stresses experienced by the fibers, leading to their fracture. Debonding is also inferred, potentially due to the incompatibility between the fillers and matrix materials. X-ray mapping of the composite is shown in Fig. 8a–d it confirms the presence of fillers. In this mapping, the dark violet color represents carbon, and the light color exposes the presence of silicon.

a–d EDS/X-ray mapping of composite
Thermal stability of developed composite
Thermal stability and activation energy of composite can be infer using thermogravimetric analysis as shown in Fig. 9. It can be depicted that addition of filler from 2 to 6 wt.% decrease the weight loss and improve the stability of base matrix from 396 to 514 °C. Herein, degradation initiates after 289 °C and for base matrix the thermal degradation occur near 248 °C. For the developed composite 45% of degradation occur between the temperature ranges from 289 to 510 °C. However, in case of base matrix 50% degradation completes before reaching 440 °C, the shifting in thermal stability might be the after effect of graphene and silica addition. Incorporated of these hybrid filler in matrix forms a network that inhibits the transfer of heat. This thermal barrier effect helps to reduce thermal conductivity, limiting heat flow and increasing the thermal stability composite. Large surface area of graphene allows for effective heat transfer across the material. By enhancing heat dissipation, the addition of graphene helps to maintain a stable temperature distribution within the composite, reducing the risk of thermal degradation this fact be further infer from the graph that degradation of composite are stable form 420 to 859 °C. Silica exhibits relatively low coefficient of thermal expansion that undergoes minimal dimensional changes with temperature variations. This fact reduces the mismatch in thermal expansion between the silica filler and matrix [53]. This reduced thermal expansion mismatch helps minimize the generation of thermal stress and improves the overall thermal stability of the composite. Increasing addition of silica results in improvement in activation of energy from ~ 24.2 to 31.5 kJ/mol. Increase in activation energy is represent the presence of energy barrier that must be overcome for thermal decomposition. The higher the activation energy, the less likely it is for thermal degradation reactions to initiate. This indicates a higher level of thermal stability, as the material requires a higher temperature or a longer exposure time to reach the activation energy threshold for decomposition. Increase silica addition increase the activation energy that depicts thermal degradation reactions require more energy to initiate [53]. This might be the reason for increase thermal stability of composite.

Thermo-gravimetric analysis of developed composite
Conclusion
Graphene and silicon dioxide filler reinforced epoxy glass fiber composite is fabricated using compression molding. The developed composites are tested for mechanical and thermal stability. The attained results are as follows:
-
1)
Addition of silicon dioxide up to 4 wt.% improve the tensile strength of matrix from 0.08 to 0.25 kN/mm2 and its flexural strength from ~ 313.5 to 561.5 Mpa.
-
2)
Increase in silicon dioxide increases the impact strength and ILSS up to 10.3 J/m and 28 MPa.
-
3)
Occurrence of fiber pull out and debonding are notified in fracture surface of composite that reveals the occurrence interfacial failure.
-
4)
Thermal analysis result depicts that 50% degradation occur after reaching 859 °C and 29.3% improvement in activation energy.
-
5)
This developed composite can be used in structural and roofing sheet applications.
Data availability
The data used to support the findings of this study are included within the article. Further data or information is available from the corresponding author upon request.
References
Antony GJM, Aruna ST, Jarali CS, Raja S (2021) Electrical and thermal stimuli responsive thermoplastic shape memory polymer composites containing rGO, Fe 3 O 4 and rGO–Fe 3 O 4 fillers. Polym Bull 78:6267–6289
Berenguer JP, Berman A, Quill T, Zhou T, Kalaitzidou K, Cola B et al (2021) Incorporation of polyethylene fillers in all-polymer high-thermal-conductivity composites. Polym Bull 78:3835–3850
Kangishwar S, Radhika N, Sheik AA, Chavali A, Hariharan S (2023) A comprehensive review on polymer matrix composites: material selection, fabrication, and application. Polym Bull 80:47–87
Chinnasamy V, Subramani SP, Palaniappan SK, Mylsamy B, Aruchamy K (2020) Characterization on thermal properties of glass fiber and kevlar fiber with modified epoxy hybrid composites. J Mater Res Technol 9:3158–3167
Ramakrishnan S, Krishnamurthy K, Prasath MM, Kumar RS, Dharmaraj M, Gowthaman K et al (2015) Theoretical prediction on the mechanical behavior of natural fiber reinforced vinyl ester composites. Appl Sci Adv Mater Int 1:85–92
Dwivedi UK, Singh S, Shukla SC, Hashmi SAR (2022) Investigation on tribo-characteristics of Calotropis gigantea fiber-reinforced-CNT modified polymer composites. Polym Bull 79:697–707
Zhang H, Luo D, Zhen W (2022) Preparation, crystallization and thermo-oxygen degradation kinetics of poly (lactic acid)/fulvic acid-g-poly (isoprene) grafting polymer composites. Polym Bull 79:1–20
Sathishkumar GK, Gautham G, Shankar GG, Rajkumar G, Karpagam R, Dhivya V et al (2022) Influence of lignite fly ash on the structural and mechanical properties of banana fiber containing epoxy polymer matrix composite. Polym Bull 79:285–306
Asyraf MRM, Ishak MR, Syamsir A, Amir AL, Nurazzi NM, Norrrahim MNF et al (2023) Filament-wound glass-fibre reinforced polymer composites: potential applications for cross arm structure in transmission towers. Polym Bull 80:1059–1084
Kepir Y, Kara M (2023) Influence of hydrothermal conditions on the mechanical properties of hybrid composite pipes. J Compos Mater 58(1):119–131
Vishal K, Nambiraj KM, Rajkumar K (2023) Mechanical, Thermal, and erosive behavior of recovered inorganic diamond particles in polyepoxide composites. J Inorg Organomet Polym Mater. https://doi.org/10.1007/s10904-023-02848-w
Ahmad MAA, Ridzuan MJM, Abdul Majid MS, Sapuan SM, Shahriman AB, Mat F (2023) Effect of water absorption on graphene nanoplatelet and multiwalled carbon nanotubes-impregnated glass fibre-reinforced epoxy composites. J Inorg Organomet Polym Mater. https://doi.org/10.21203/rs.3.rs-2447422/v2
Tüzemen MÇ (2022) Evaluation of tensile properties on glass/carbon fiber epoxy pure, interply, and locally nested intraply hybrid composites. Polym Compos 43:6464–6475
Jariwala H, Jain P, Maisuriya V (2021) Experimental and statistical analysis of strength of glass fiber reinforced polymer composite for different fiber architecture. Polym Compos 42:1407–1419
Kandasamy SK, Kandasamy K (2018) Recent advances in electrochemical performances of graphene composite (graphene-polyaniline/polypyrrole/activated carbon/carbon nanotube) electrode materials for supercapacitor: a review. J Inorg Organomet Polym Mater 28:559–584
Shah J, Jan MR, Rahman I (2020) Dispersive solid phase microextraction of fenoxaprop-p-ethyl herbicide from water and food samples using magnetic graphene composite. J Inorg Organomet Polym Mater 30:1716–1725
Thenmozhi S, Murugavel SC (2020) Investigation on mechanical, thermal, and flame retardant properties of particulate SiO2 reinforced cardanol based composites. Polym Compos 41:1118–1134
Chu C, Ge H, Zhang K, Gu N, Liu S, Jin C (2019) Synergistic effect of nano-SiO2 and small-sized graphene oxide on carbon fiber/epoxy composite. Polym Compos 40:4588–4596
Sayed A, Mohamed MM, Abdel-raouf MES, Mahmoud GA (2022) Radiation synthesis of green nanoarchitectonics of guar gum-pectin/polyacrylamide/zinc oxide superabsorbent hydrogel for sustainable agriculture. J Inorg Organomet Polym Mater 32:4589–600
Mohanta YK, Biswas K, Rauta PR, Mishra AK, De D, Hashem A et al (2021) Development of graphene oxide nanosheets as potential biomaterials in cancer therapeutics: an in-vitro study against breast cancer cell line. J Inorg Organomet Polym Mater 31:4236–4249
Tian J, Li C, Xian G (2021) Reciprocating friction and wear performances of nanometer sized-TiO2 filled epoxy composites. Polym Compos 42:2061–2072
Wafaa Khalid K, Ali Abadi A, Abdulqader DF (2020) Synthesis of SnO2 nanowires on quartz and silicon substrates for gas sensors. J Inorg Organomet Polym Mater 30:3294–3304
Zhao W, Chen H, Fan Y, Cui W (2020) Effect of size and content of SiO2 nanoparticle on corona resistance of silicon–boron composite oxide/SiO2/epoxy composite. J Inorg Organomet Polym Mater 30:4753–4763
Joshi NC, Gaur A, Singh A (2020) Synthesis, characterisations, adsorptive performances and photo-catalytic activity of Fe 3 O 4-SiO 2 based nanosorbent (Fe 3 O 4-SiO 2 BN). J Inorg Organomet Polym Mater 30:4416–4425
Kavimani V, Gopal PM, Sumesh KR, Elanchezhian R (2022) Improvement on mechanical and flame retardancy behaviour of bio-exfoliated graphene-filled epoxy/glass fibre composites using compression moulding approach. Polym Bull 79:6289–6307
Kumar Gara D, Raghavendra G, Prasad PS, Ojha S (2021) Enhanced mechanical properties of glass fibre epoxy composites by 2D exfoliated graphene oxide filler. Ceram Int 47:34860–8
Turaka S, Bandaru AK (2023) Enhancement in mechanical properties of glass/epoxy composites by a hybrid combination of multi-walled carbon nanotubes and graphene nanoparticles. Polymers (Basel) 15:1189
Megahed M, Megahed AA, Agwa MA (2019) The influence of incorporation of silica and carbon nanoparticles on the mechanical properties of hybrid glass fiber reinforced epoxy. J Ind Text 49:181–199
Anjum N, Ajit Prasad SL, Suresha B (2013) Role of silicon dioxide filler on mechanical and dry sliding wear behaviour of glass-epoxy composites. Adv Tribol. https://doi.org/10.1155/2013/324952
Shokrieh MM, Esmkhani M, Haghighatkhah AR, Zhao Z (2014) Flexural fatigue behavior of synthesized graphene/carbon-nanofiber/epoxy hybrid nanocomposites. Mater Des 62:401–408
Alomayri T, Raza A, Shaikh F (2021) Effect of nano SiO2 on mechanical properties of micro-steel fibers reinforced geopolymer composites. Ceram Int 47:33444–33453
Singh SK, Kumar A, Jain A (2018) Improving tensile and flexural properties of SiO2-epoxy polymer nanocomposite. Mater Today Proc 5:6339–6344
Hu F, Qi F, Xiang Z, Zhang B, Qi F, Zhao N et al (2021) Synergistic enhancement effect of nano-SiO2 and ionic liquids on mechanical properties and impact resistance of polyurethane elastomer. Compos Commun 27:100876
Kavimani V, Prakash S, Rajesh R, Rammasamy D, Selvaraj NB, Yang T et al (2017) Electrodeposition of r-GO/SiC nano-composites on magnesium and its corrosion behavior in aqueous electrolyte. Appl Surf Sci 424:63–71. https://doi.org/10.1016/j.apsusc.2017.02.082
Kavimani V, Soorya Prakash K, Thankachan T, Udayakumar R (2020) Synergistic improvement of epoxy derived polymer composites reinforced with graphene oxide (GO) plus titanium di oxide(TiO2). Compos Part B Eng 191:107911. https://doi.org/10.1016/j.compositesb.2020.107911
Guo N, Tang Z, Sun J, Wang Y, Li L, Gao J (2023) Effect of SiO2 particle size scale on the electrical performance of epoxy-based nonlinear conductive composite. Polym Compos 44:2500–2511
TJ N (2023) Experimental investigation of high filler loading of SiO2 on the mechanical and dynamic mechanical analysis of natural PALF fibre-based hybrid composite. Silicon. https://doi.org/10.1007/s12633-023-02464-w
Sumesh KR, Kavimani V, Rajeshkumar G, Ravikumar P, Indran S (2020) An Investigation into the mechanical and wear characteristics of hybrid composites: influence of different types and content of biodegradable reinforcements. J Nat Fibers. https://doi.org/10.1080/15440478.2020.1821297
Sumesh KR, Kanthavel K, Kavimani V (2020) Machinability of hybrid natural fiber reinforced composites with cellulose micro filler incorporation. J Compos Mater 54:3655–3671. https://doi.org/10.1177/0021998320918020
Wu X-L, Shi Y, Zhong S, Lin H, Chen J-R (2016) Facile synthesis of Fe3O4-graphene@ mesoporous SiO2 nanocomposites for efficient removal of methylene blue. Appl Surf Sci 378:80–86
Arshad A, Iqbal J, Mansoor Q, Ahmed I (2017) Graphene/SiO2 nanocomposites: the enhancement of photocatalytic and biomedical activity of SiO2 nanoparticles by graphene. J Appl Phys 121(24):244901
Munasir M, Dayu M (2020) Graphene/SiO2 Nanocomposite From Natural Material. Proc. 7th Math. Sci. Comput. Sci. Educ. Int. Semin. MSCEIS 2019, Bandung, West Java.
Singh SK, Singh D, Kumar A, Jain A (2020) An analysis of mechanical and viscoelastic behaviour of Nano-SiO 2 dispersed epoxy composites. SILICON 12:2465–2477
Megahed M, El-baky MAA, Alsaeedy AM, Alshorbagy AE (2019) An experimental investigation on the effect of incorporation of different nanofillers on the mechanical characterization of fiber metal laminate. Compos Part B Eng 176:107277
Mi X, Zhong L, Wei F, Zeng L, Zhang J, Zhang D et al (2019) Fabrication of halloysite nanotubes/reduced graphene oxide hybrids for epoxy composites with improved thermal and mechanical properties. Polym Test 76:473–480
Dileep K, Srinath A, Banapurmath NR, Umarfarooq MA, Sajjan AM (2023) Mechanical and fracture characterization of epoxy/PLA/graphene/SiO2 composites. Frat Ed Integrità Strutt 17:229–239
Yu K, Wang M, Qian K, Lu X, Sun J (2016) The synergy effect of graphene/SiO 2 hybrid materials on reinforcing and toughening epoxy resin. Fibers Polym 17:453–459
Kara M, Nomer AE, Kepir Y, Gunoz A, Avci A (2022) Low-energy repeated impact response of nanoparticle reinforced carbon fiber epoxy composite pipes. Compos Struct 299:116100
Kara M, Tatar AC, Kırıcı M, Kepir Y, Gunoz A, Avcı A (2022) Effects of extreme low temperatures on the impact behavior of boron nitride nanofillers added carbon fiber/epoxy composite tubes. J Compos Mater 56:4635–4644
Du X-L, Jin J-B, Long X-B, Xiong Y-M, Song J-L (2021) Effect of graphene, SiO2 and zeolite powder on the mechanical and scratch properties of PP. Int Polym Process 36:44–52
Zhao S, Xie S, Sun P, Zhao Z, Li L, Shao X et al (2018) Synergistic effect of graphene and silicon dioxide hybrids through hydrogen bonding self-assembly in elastomer composites. RSC Adv 8:17813–17825
Zhang J (2015) The interlaminar shear strength and impact performance of polytetrafluoroethylene fiber-reinforced polymethyl methacrylate composites filled with silicon dioxide. J Thermoplast Compos Mater 28(11):1564–1571
Ramezanzadeh B, Haeri Z, Ramezanzadeh M (2016) A facile route of making silica nanoparticles-covered graphene oxide nanohybrids (SiO2-GO); fabrication of SiO2-GO/epoxy composite coating with superior barrier and corrosion protection performance. Chem Eng J 303:511–528
Funding
This study did not receive any funding in any form.
Author information
Authors and Affiliations
Contributions
KM, PS, MP involved in data curation, methodology, resources; KM, VK involved in formal analysis, writing & review; KM, VK involved in project administration, writing—original draft, editing; supervision; PS, MP involved in editing, review, Investigation, software, validation, visualization; All authors have read and agreed to the published version of the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there are no conflicts of interest regarding the publication of this paper.
Ethical approval
Not applicable.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Murugesan, K., Suresh, P., Prabu, M. et al. Effect of graphene/silicon dioxide fillers addition on mechanical and thermal stability of epoxy glass fibre composite. Polym. Bull. 81, 9961–9976 (2024). https://doi.org/10.1007/s00289-024-05189-x
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00289-024-05189-x