
Abstract
The synthesis of polyacrylamide and a copolymer of acrylamide and maleic acid was studied depending on the pH, duration, temperature, and concentration of the redox system of the initiator. The process of alkaline hydrolysis of synthesized polymers has been studied. High-viscosity characteristics of polymer solutions were taken as the main criterion. To study the effect of pH, radical polymerization was carried out at pH values created by monomers in the system and in slightly alkaline and strongly alkaline media. It was found that with the participation of the initiating system, potassium persulfate and sodium sulfite in an amount of 0.1% of the mass of monomers in a 10% solution of acrylamide at a temperature of 40 °C and pH of about 2.2, after 3 h of polymerization, the highest yields of a high-molecular product are achieved. This product is characterized by polyacrylamide with a molecular weight of about 1000 kDa, and the proportion of oligomeric compounds in this mixture does not exceed 20%. To maintain higher yields of the copolymerization reaction of acrylamide and maleic acid, the process must be carried out for more than 4 h at a molar ratio of acrylamide and maleic acid of 7:1 and values of pH = 8.0–8.1. The resulting copolymer is characterized by molecular weight values of about 2500–2800 kDa. It was found that the hydrolysis of synthesized samples at a temperature of more than 80 °C results in an increase in molecular weight, which is associated with a decrease in the proportion of oligomeric compounds in the resulting mixture. Due to an increase in the average molecular weight and the transition of functional groups to carboxylate as a result of hydrolysis, their viscosity characteristics increase.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Water-soluble polymers based on acrylamide and its derivatives, which are combined under the name polyacrylamides (PAAs), have found wide practical significance in the branches of modern industry [1,2,3] and the national economy: as highly effective flocculants for the purification of drinking water and wastewater [4,5,6], in reverse osmosis membranes [7], for the stabilization of emulsions and suspensions, in the paper and oil industries as stabilizers of drilling fluids [8], they are used as an additive to liquids that reduces hydraulic resistance [9] when they flow through pipes, in construction, and in the processing of minerals. It is extremely important to use PAA to capture and release heavy metal ions and toxic substances from natural and wastewater, which contributes to solving the environmental problem of environmental protection. They are irreplaceable in the food industry, in particular, in the production of wine for clarification of wort and wine materials, as well as for dewatering precipitation at pulp and paper industry enterprises [10]. Consequently, the development and improvement of methods for obtaining polymers and copolymers based on acrylamide for various practical purposes is an urgent branch of research in fundamental and applied colloidal chemistry [11, 12].
Environmental aspects of the use of water-soluble polymers based on acrylamide are primarily associated with the need to solve a number of important national economic tasks—structuring structureless soils, preventing their water and wind erosion, fixing soils and mobile sands [13], stabilization of clay solutions (suspensions), purification of natural, turbid, sewage, and others [14,15,16,17,18]. All the listed characteristics of polyelectrolytes, including polyacrylamide, depend on the structure of the macromolecule, the distribution of active functional groups over the macromolecule and the values of molecular weight. It is known that the main criterion for the structure-forming characteristics of polymer solutions is the values of their molecular weight. Consequently, the efficiency of tillage of soil, mobile sands, and other dispersed systems is significantly higher at high values of their molecular weight [19,20,21,22,23].
Water-soluble acrylamide polymers have been obtained by various polymerization methods [24], including using free radical initiators [25] and electrochemical initiation [26], exposure to ultrasonic waves, ultraviolet radiation, radiation, electron beam radiation [27], and redox system. The existing method of template polymerization also occurs by the mechanism of free radicals. The most common method of obtaining polyacrylamide and acrylamide copolymers is homogeneous polymerization of acrylamide in an aqueous solution obtained by sulfuric acid hydration of acrylonitrile [28]. Acrylamide can be polymerized using water-soluble initiators such as ammonium, potassium, or sodium persulfate. Individual persulfate initiators dissociate at temperatures above 60 °C to form radical sulfate anions that initiate particles. Therefore, to reduce the activation temperature of monomers, it is possible to reduce the replacement of monoinitiators with redox systems, such as persulfate/tertiary amines, persulfate/Fe2 + redox systems [29]. It should also be noted that most modern scientific works are aimed at establishing the influence of mixtures of new initiator systems on the characteristics of polyacrylamide, as well as conducting a polymerization reaction in more concentrated solutions of monomers. The concentration of the acrylamide monomer is limited by the high enthalpy of polymerization in order to avoid situations of uncontrolled viscosity leading to gelation, lower yield and molecular weight values, or uncontrolled reactions [30].
At the same time, it is known that polymer-like transformations during the hydrolysis of polyacrylamide and copolymers of acrylamide with acids [31] lead to changes in the molecular weight and structure of the polymer, which is very important for obtaining substances with improved performance characteristics [32,33,34]. Partially hydrolyzed samples of PAA and acrylamide copolymers are particularly effective for increasing structure formation in soil and sand dispersions [35,36,37]. These macromolecules contain polar amide and dissociating carboxyl, as well as carboxylate groups along the macromolecule chain, which give polymers solubility in water and polyelectrolyte properties [38].
Polyacrylamide at room temperature is resistant to the effects of the aqueous medium, and only at elevated temperatures (more than 93 °C), hydrolysis is possible. Samples of polyelectrolytes obtained by alkaline hydrolysis of PAA are considered interesting from the point of view of practice [39]; therefore, the kinetics and mechanism of these processes have been widely studied. At the same time, the results of the conducted studies show that the degree of hydrolysis of polymers and copolymers of acrylamide depends both on the composition and ratio of the initial monomers, the hydrolyzing agent, and the duration, temperature of the process [38, 40].
Not only PAA, but also his modifications and copolymers with unsaturated acids, including maleic acid, are already used in science and industry. They can successfully replace PAA flocculants, thickeners, structurizers, etc. Therefore, the interest of researchers in obtaining copolymers by radical copolymerization with a high yield of high molecular compounds using concentrated solutions of monomers is fully justified. Particularly relevant among acrylamide copolymers were obtained using maleic and other unsaturated acids. However, most synthesis works cover the processes of synthesis of organic media and water–organic emulsions. Therefore, it is necessary to deepen research in the direction of the synthesis of these copolymers in an aqueous medium [41, 42].
Polymerization in aqueous solution, the method of reverse emulsion polymerization, and the method of suspension polymerization can be shown by the industrial method of polyacrylamide synthesis [43,44,45]. Of these methods, polymerization in an aqueous solution is characterized by a lower cost and a lower degree of damage to the environment. However, industrial powdered PAA samples do not differ in increased values of molecular weight. The disadvantages of PAA also include poor solubility, due to which these polymers do not fully meet the requirements of the growing demand of industry and environmental protection [46, 47]. Therefore, studies on the processes of PAA synthesis in an aqueous solution, which contribute to the formation of more PAA with high structure-forming characteristics, are of great practical importance.
This paper demonstrates the synthesis of water-soluble (co)polymers based on radical (co)polymerization of acrylamide (AA) and maleic acid (MA) in an aqueous medium and the results of a study of their hydrolysis process taking into account the molecular weight and viscosity characteristics of solutions of the obtained products.
Materials and methods
Reagents used
Acrylamide (AA) (JSC “Navoiyazot”) was chosen as the starting material for the synthesis of polyacrylamide. Before use, technical AA was recrystallized from a solution in benzene and dried in a vacuum to a constant mass at room temperature. AA purified in this way had the following characteristics: tmelting. = 84.65 °C, p = 1.13 g /cm3, Bidistilled water, acetone (clean for analysis.), potassium persulfate—К2S2O8 (c.f.a.), sodium sulfite—Na2SO3 (c.f.a.), potassium chloride—KC1 (ch.p.), potassium hydroxide—KOH (c.f.a.), potassium dihydrophosphate—KN2PO4 (c.f.a.), and hydrochloric acid—HCl (p = 1.025 g/cm3).
Determination of polymer characteristics
To determine the main characteristics of polymers, their solutions were prepared 48 h before measurements. At the same time, regular mixing was carried out at certain intervals to homogenize the system. The acid number (AN) was determined by the method of reverse titration of the polymer solution and its hydrolysis product [in accordance with ASTM D4662-93 and ISO 2114:1996]. According to the found values of AN, the change in the number of carboxyl groups during hydrolysis of the initial copolymers was judged. The nitrogen content in polymers was determined by the generally accepted Kjeldahl method [48].
Spectral analysis
The composition of the initial reagents and the products of their polymeranalogical transformations was determined by determining the acid number and nitrogen content, as well as by removing their IR and NMR spectra. The IR spectra of the synthesized materials were taken on the Avatar 360 FT-IR Nicolet iS50 Thermo Fisher Scientific spectrometer with Fourier transform in the frequency range of 400–4000 cm− 1. To do this, dried polymer samples were crushed and used to prepare tablets with KBr.
NMR spectra were recorded on a JNM-ECZ600R spectrometer (Jeol, Japan) at an operating frequency of 600 MHz for 1H in D2O solutions. The water signal (4.80millionths) was used as the internal standard in the 1H NMR spectra. In the 13C NMR spectra, the chemical shift of acetone added to the solution (30.89 m.d. relative to TMS) was used as the internal standard.
Determination of the amount of unreacted acrylamide and maleic acid
This determination was carried out on the basis of polarographic analysis data [49], which makes it possible to obtain kinetic dependences of copolymerization, construct an integral and differential curve of polymer heterogeneity and estimate the degree of heterogeneity. To do this, a sample of the mixture in an amount of 0.1–0.2 cm3 is diluted with bidistillate, and the resulting solution is transferred to an electrolytic cell and purged with hydrogen to remove oxygen in the system and then polarographically measured. The integral polarogram of maleic acid and acrylamide is recorded with a potential E0 = − 0.4 and − 1.0 V, and the half-wave potential is − 0.74 and − 1.34 V, respectively. According to the obtained data of the diffusion current, the concentrations of MA and AA in the reaction mixture were calculated on the basis of a calibration graph obtained for individual solutions of MA and AA with concentrations from 0.001 to 0.05 g/100 cm3.
Determination of the molecular weight of the polymer
The molecular weight of polyacrylamide polymers was determined on the basis of gel chromatographic analysis and determination of the viscosity characteristics of their solutions.
Gel chromatographic analysis (TSK GM PWXL, Germany) was performed on an Agilent 1260 Infinity liquid chromatograph (USA) with a refractometric detector using a chromatographic column. As an eluent, water and a solution of sodium nitrate with a concentration of 0.1 mol/l were used, and the flow rate of the eluent was 0.5 ml/min. Fine-dispersed pullulan standards (PSS, Germany) were used as polymer standards for the calibration of the chromatographic column. The results of the analysis were processed using the Windows ChemStation computer program.
The viscosity values of polymer sample solutions were determined using an Ostwald viscometer (water expiration time 58 s, capillary diameter 0.56 mm) at a temperature of 25 °C, depending on the concentration [50]. For this purpose, appropriate solutions with different concentrations (0.50–0.01 g/100 ml) were prepared by dilution with water or 0.1 N KCI solution. Based on the data obtained, a graph of the ηspec/C (ηspec—specific viscosity, C–concentration, g/100 ml) dependence was constructed from C. Using the graph data according to the Mark–Houwink equation, the values of the average molecular weight of the polymer were found [51].
Synthesis of polyacrylamide and its isolation from solution
The available data show that a 6–8% aqueous solution is traditionally used for the polymerization of acrylamide [28]. In the experiments, 10–15% aqueous solutions of AA were used. A mixture of the redox system of potassium persulfate and sodium sulfite was used as the initiator. The use of the redox system allows for the reduction of the polymerization temperatures in comparison with the monoinitiator system [52].
To obtain polyacrylamide with the necessary composition and structure, radical polymerization was carried out in aqueous AA solutions in the presence of mixtures of initiators at pH values created by the monomer and in slightly alkaline and strongly alkaline media. The polymerization process was carried out in the temperature range from 20 to 60 °C and initiator concentrations of 0.01–0.2% by weight of the monomer at molar ratios of persulfate and sulfite 1:1.5 according to previously known data [53].
The sequence of the synthesis process is as follows: 100 cm3 of a solution containing 0.14 mol AA, and mixtures of initiators were poured into a four-necked round-bottomed flask with a volume of 300 ml, equipped with a system for purging with nitrogen, a thermometer, a stirrer, and a return refrigerator. The resulting reaction mass was purged with nitrogen to remove air from the system. The pressure in the reaction vessel was regulated by the supply of a certain amount of nitrogen and its removal. The mixture was kept in a thermostat for 1–6 h at a temperature of 20–60 °C, with constant stirring. The pH of the initial solution is 2.4. As a result of the reaction, a thick, homogeneous, transparent mass with a pH value of 2.1–2.2 is formed.
The synthesized polymer was isolated from the reaction medium by adding acetone portions at room temperature until its complete precipitation was achieved. The precipitate was separated from the liquid medium, washed with acetone, and dried in a vacuum to a constant mass, the yield values and the composition of the polymer were determined. The residual content of the monomer was determined by the bromide-bromate method [54].
Synthesis of acrylamide and maleic acid copolymer
Copolymerization was carried out in an aqueous solution, and all conditions of the copolymerization process were the same processes of PAA synthesis. The molar ratio of the initial monomers, i.e., maleic acid (MA) and AA varied from 1:5 to 1:10, while the pH of the solutions reached values from 1.65 to 2.18. The synthesized copolymer was isolated from the reaction medium by adding acetone portions at room temperature until its complete precipitation was achieved. The precipitate was separated from the liquid medium, washed with acetone, and dried in a vacuum to a constant mass, the yield and composition of the obtained copolymers were determined.
Hydrolysis of synthesized polymers
The process of alkaline hydrolysis was carried out in the same flask in which the synthesis process was carried out. Fifty milliliters of the polymer solution was poured into the reaction vessel and thermostatted at the process temperature and with constant stirring. The effects of temperatures from 50 to 98 °C were studied. Upon reaching the set temperature, KOH calculated in the stoichiometric ratio was added to the reaction medium during stirring, while taking this moment as the beginning of the process. In studies, the duration of the process varied from 0.5 to 3 h. The kinetics of hydrolysis was controlled by a potentiometric method with pH determination. The degree of hydrolysis was determined by taking a sample in the amount of 2 ml, which underwent potentiometric titration. To do this, the solution was acidified with 0.1 N HCl solution until pH = 3 was reached. The resulting solution is titrated with a standard solution (0.1 N) KOH. The number of equivalents of carboxylate groups and the degree of hydrolysis were calculated according to the consumption of the KOH solution before reaching pH = 7 [38].
Results and their discussion
The polymerization process of acrylamide and some characteristics of the reaction products
The influence of the process temperature, the amount of initiator, and the duration of the process on the viscosity characteristics of synthesized polyelectrolytes were investigated. Figures 1 and 2 show the dependences of the degree of transformation of the initial monomer and the viscosity of 0.5% aqueous solution of the reaction mass on the duration of polymerization at different temperatures of the process.

The polymer yield on the duration of the reaction versus the temperatures of its conduct. Initiator consumption is 0.05% of the mass of the monomer. Process temperature, °C: (1) 35; (2) 40; (3) 45; (4) 50; (5) 55

Change in the kinematic viscosity of 0.5% of the reaction mass solution depending on the duration of the process. Initiator consumption is 0.05% of the mass of the monomer. Process temperature, °C: (1) 35 (2) 40; (3) 45; (4) 50; (5) 55
From the data in Fig. 1, it can be seen that at temperatures below 40 °C, the polymerization process of acrylamide takes quite a long time. At a temperature of 35 °C, about 8–8.5% conversion is achieved within an hour, after which a rapid increase in the polymerization rate is observed during the next hour. This polymerization time is much shorter than the total duration of the process; nevertheless, it is at this moment that a significant part of macromolecules is formed, as evidenced by an increase in yield from 8.5 to 38–39%. However, a similar gel effect [24] cannot be seen during polymerization at a temperature of 45 °C. As shown in Fig. 1 (Curve 2), there is a gradual increase in the values of the curve, which reaches maximum values at 2.5–3 h of reaction, which is probably due to a decrease in some degree of viscosity of the medium and an increase in diffusion processes in the system (Fig. 3). However, with an increase in the yield of polyacrylamide in the system, the viscosity characteristics of its solutions should increase [55, 56].

Change in viscosity of 0.5% PAA solution from the process temperature. Initiator consumption is 0.1%, the duration of the process is 2 h
The autoacceleration period for the reaction system at ≥ 40 lasts from 0.2 to 1.1 h from the start of the reaction, after which the reaction rate decreases and the stabilization of the output values are observed. It is known that in polymerization reactions with high conversion of monomers, the system reaches a critical viscosity, due to which the migration of monomer molecules slows down.
Analyzing the curves of the dependence of the product yield on the duration of the process at different temperatures, it can be concluded that for each temperature under study, a certain value of the yield corresponds [28, 55]. Thus, when the temperature rises above 45 °C, the output of the process decreases. For all systems (45–55 °C), almost identical velocity values are observed at the initial moment (up to 1 h), after which they stabilize to some extent. An increase in temperature, on the contrary, contributes to an increase in the mobility of the system, thereby increasing the reaction rate and the molecular weight of the product [24, 57]. However, high temperature, reducing the viscosity of the system increases the mobility of the macromolecule. This leads to an increase in diffusion processes and an increase in the proportion of interaction between the ends of growing chains [58]. Therefore, the decrease in the yield of the polymerization process observed in experiments at a temperature of more than 45 °C can be attributed to a decrease in the molecular weight of the polymer, thereby reducing the proportion of reaction products deposited in acetone and vice versa by increasing the proportion of lower molecular weight and oligomeric acrylamide conversion products. Similar changes in the yield of the polymerization process were also observed in many works [13, 28, 41, 42, 55, 59].
Figure 3 shows the dependence of the viscosity of 0.5% of the aqueous solution of the reaction mass on the temperature of the synthesis process at an initiator consumption of 0.1% and a duration of 2 h. It follows from the graph that the viscosity curve has a maximum at 45–46 °C. A further increase in the synthesis temperature has a negative effect on the viscosity of the synthesized polymers. It is known that the viscosity of the reaction mass solution reflects the influence of two factors: the degree of transformation of the monomer and the molecular weight of the polymer are formed [28]. Probably, the decrease in the viscosity of the reaction mass with an increase in temperature is primarily due to an increase in diffusion processes in the system, due to which the possibility of interaction of active groups in neighboring macromolecules decreases, and as a consequence, structure formation in solution decreases [41, 42]. At the same time, as already noted, with an increase in temperature in the reaction system, the mobility of the system increases and the proportion of interaction between the ends of two growing chains, probably this assumption also contributes to a decrease in the viscosity of aqueous solutions of the resulting PAA
Figure 4 shows the rheokinetic curves obtained at different rates of the initiator mixture. It follows from the graphs in Fig. 4 that for all temperature conditions (curves 1–3), an increase in the growth rate of polymer yield is characteristic as the flow rate of the initiator mixture increases to 0.05% at the same concentrations of monomers in the reaction system. A further increase in the initiator flow rate to 0.1% does not lead to a significant change in the output. As the curves of the diagram show, an increase in the number of initiator mixtures of more than 0.1% of the mass of the monomer, on the contrary, leads to a decrease in the yield of the polymer material and its molecular weight.

Dependence of polymer yield (duration 3 h) on initiator flow in the system, at temperature, °C: (1) 50; (2) 40; (3) 20
For the polymerization reaction of many monomers [41], a decrease in molecular weight was observed with an increase in the concentration of initiators, while increasing the polymerization reaction rate. Shown [28, 41, 42, 60,61,62], that an increase in free radicals during the decay of initiator molecules increases the active polymerization centers, and an increase in free radicals in turn leads to recombination and breakage of the growing chain. Therefore, while polymerizing acrylamide and other monomers, the ratio of monomers: initiator should be maintained at a certain value to maintain higher yields of polymer macromolecules in the system.
As the temperature of the process increases, the shape of the curve of dependence of the yield on the concentration of the initiator changes, which shows a change in the nature of interaction in the system. However, in all systems, the induction period decreases with increasing initiator concentration. Based on the data obtained in the studied medium, the concentration of the redox system should be kept in the range of 0.05–0.1% of the mass of the monomer.
The data on the molecular weight of the obtained polymers were obtained by processing the corresponding chromatograms (Fig. 5).

Chromatogram of polyacrylamide samples synthesized at a temperature of, °C: A 30; C 35; C 40; E 50 (duration of the process 3 h, initiator concentration 0.05%, initial monomer concentration 10%)
As can be seen from A chromatogram at a temperature of 30°with a mixture of polymer and oligomeric acrylamides is formed. The molecular weight of PAA is 890 kDa, but the content in the resulting mixture does not exceed 25%. Oligomeric products are characterized by 2800 and 1600 Da, and their contents are approximately the same. According to the chromatogram B, an increase in the synthesis temperature by another 5 °C leads to a slight increase in the molecular weight of the polymer (930 kDa), an increase in the polymer fraction to 40% is observed. Carrying out the process at a temperature of (40 °C) increases the molecular weight of polyacrylamide to 1000 kDa. There are also oligomeric materials in the polymer in an amount of about 20%. A further increase in temperature (50 °C) reduces the dispersion of the system and only fractions of 830 and 2.8 kDa were found in it in the amount of 87 and 13%, respectively. As found, a further increase in temperature (55–60 °C) leads to a significant decrease in the molecular weight of the reaction products (below 500 kDa). In these systems, the proportion of oligomeric products is also increasing, which are characterized by mass values of about 1000–1500 Da, and their molar amount exceeds 32–34%. Probably, it is due to a decrease in the molecular weight and an increase in the proportion of lower molecular weight reaction products soluble in acetone that the yield of products at 55 °C has lower values.
Investigation of the copolymerization reaction of acrylamide and maleic acid
Recently, there has been a strong increase in interest in the acrylamide copolymer [63]. Numerous studies have shown [64, 65] that the mechanism of these processes is diverse and complex, due to which the resulting macromolecules have different end groups [66].
It turned out that the introduction of maleic acid into the reaction system significantly changes the kinetics of the polymerization process of acrylamide. Unlike the polymerization reaction of acrylamide, this copolymerization process should be carried out at a temperature of at least 45–50 °C [67, 68], which is primarily due to an increase in the viscosity of the reaction system. Probably, in this case, the increased viscosity values are characterized by the state of the macromolecule and higher amounts of functional groups along the chain. Therefore, in order to maintain high yields of a higher molecular weight copolymer, the process temperature was maintained at a temperature of at least 45 °C.
The effect of the initiator mixture has a practical similarity with the above results. At concentrations of 0.05% of the components of the initiating system, copolymers with higher molecular weight values can be obtained, but, as the experimental results have shown, the duration of the process should be increased (more than 4.5 h). As it turned out, an increase in the initiator concentration from 0.05 to 0.1% (of the mass of monomers) contributes to an increase in the speed of the polymerization process, maintaining its value for a longer period of time, reducing the time of this process from 4.5 to 2.5–3 h. At the same time, the yield of the copolymerization reaction increased exactly from 86.2 to 95.4%.
As a result of copolymerization, a thick, homogeneous, transparent mass is formed with a pH value of 2.11 at the ratios of the initial monomers of 1:5 (MA:AA), and an increase in AA amounts to 10 per mol MA leads to an increase in pH values by another 0.07 units. Under these conditions, in contrast to polyacrylamide, copolymer samples were obtained, well diluted with water.
As it turned out, an increase in the concentration of MA in the composition of the reaction mixture leads to a decrease in the yield of the copolymer (Fig. 6). This is apparently due to the fact that MA monomers in an acidic medium are able to form complexes with AA [69] that are difficult to react with copolymerization due to hydrogen and other bonds, which reduces the possibility of to enter MA into a copolymerization reaction with AA. And it is also known that MK is extremely difficult to undergo radical homopolymerization due to strong electron acceptor effects and steric effects by neighboring carboxyl groups [70, 71]. It is probably due to these interactions that the yield of a high molecular substance in the reaction system decreases, and the proportion of lower molecular and oligomeric reaction products increases.

Dependence of the copolymer yield at different values of MA: AA
The resulting copolymer can usually consist of various microblocks: polyacrylamide blocks, maleic acid (MA) blocks, AA, and maleic acid blocks in copolymerization reactions without neutralizing the carboxyl groups of MA. The ratio of these blocks by macromolecule is related to the activity coefficient of monomers. The Fineman–Ross method was used to estimate the relative activities of monomers [72]:
where F1 and F2 are the molar fractions, respectively, of MA and AA in the copolymer, f1 and f2 are the molar fractions of monomers in the initial mixture, and r1 and r2 are the relative activity of MA and AA. For calculations, data on the amounts of MA and AA as a result of the reaction were used (at the time of low conversion values of 3–5%), where the mass fraction of the starting substances was 1:5, 1:7, 1:8, and 1:10, respectively. In this case, the molar fractions of MA in the copolymer are 0.31; 0.33; 0.34, and 0.35, respectively. According to these data, a dependency graph \(\left( {\frac{{F_{2} }}{{F_{1} }} - 1} \right)*\frac{{f_{1} }}{{f_{2} }}\) from \(\left( {\frac{{f_{1} }}{{f_{2} }}} \right)^{2} *\frac{{F_{2} }}{{F_{1} }}\) and along the segment cutoff along the ordinate axis, the value of r2 was found, and along the angular coefficient of the straight line, the value of the relative activity of MAA. The values of r1 and r2 are 0.96 and 0.10. From these data, it can be seen that the activity of MC in polymerization reactions is much greater compared to AA. At the initial moment of the reaction, an increase in the proportion of MC in the resulting product [73] and its depletion by AA units should be expected. An increase in the proportion of MK in the system leads to an excessive increase in MA-MA blocks, it is known that few MA molecules can bond with each other (mainly the degree of polymerization does not exceed 10) and forms oligomers [70]. Probably due to this, the yield of the polymer product and the viscosity characteristics of their solutions are significantly lower with an increase in the molar fraction of MA in the reaction mixture. Similar results were obtained during copolymerization of acrylamide with sodium acrylate [24], and it was shown that an increase in the concentration of sodium acrylate decreases the molecular weight, and the optimal ratio of the initial monomers is shown to be 7:3. From the value of the products of r1 and r2, we can assume a statistical distribution of monomers in the macromolecule [74].
The best result in terms of polymer yield and its viscosity was obtained at the ratios MA and AA 1:7, and at such ratios, the yield was about 96.81% (Fig. 7). This sample is conventionally designated C1-7. The mass fraction of the main substance in the resulting solution was not less than. The purity of the isolated polymer was ≈ 99.1%. It was a light yellow, almost white mass.

Dependence of the viscosity of copolymer solutions on the ratio of monomers
In order to study the effect of the pH of the reaction medium on the characteristics of the process and the copolymers obtained, in further experiments, the copolymerization of MA with AA was carried out under the same conditions as in the above method, but, unlike the first, a slightly alkaline medium (pH = 8) was created in the system before the reaction by adding 10% NaOH solution. When an alkali solution is added, sodium maleate—NaOOC-CH = CH-COONa (MNa) is formed in the solution from the initial MA. As a result of copolymerization of MNa with AA in a molar ratio of 1:7, a thick, transparent, and homogeneous mass is formed. The process of isolation of the resulting copolymer was similar to that in the first method. The yield of the product was 99.12%, which is more than with the molar ratios of MA and AA 1:5 and almost the same with the ratio of 1:10. The resulting copolymer sample is conventionally named C2-7.
As it turned out, the effect of the pH of the medium on the reaction yield can be clearly seen in the copolymerization reaction compared to the polymerization of acrylamide. The acrylamide synthesized at pH = 8.1 is characterized by a molecular weight almost identical to the pH = 2.4 system; however, the yield of polymer products insoluble in acetone is 91.1%, versus 84.2% in an acidic medium. At the same time, with an increase in the concentration of OH− ions in the reaction mixture, the initial velocity increases slightly, which corresponds to the data [75]. However, from the values of the reaction rate, the slowing effect of COO− is clearly visible, because it is the number of these ions that is greater compared to synthesis systems with lower pH. The yield of the polymerization reaction, in this case, is no more than 78%.
Synthesis processes were also carried out in highly alkaline media with a pH value of 11. The required amount of NaOH was taken from the calculation of neutralization of carboxyl groups of MA and for partial hydrolysis of amide groups of AA. As a result of copolymerization, the formation of a thick, transparent, and homogeneous polymer mass is observed. The copolymer isolation process was similar to the earlier methods. In this case, higher yields and higher viscosity characteristics are also obtained at the ratios of the initial monomers 1:7. The copolymer yield was 95.87%. This sample was conventionally designated C3-7.
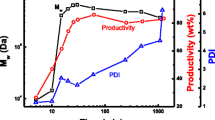
However, despite the large yields of the copolymer process compared to the reaction of obtaining PAA, this process takes quite a long time (at least 3 h). The obtained copolymers are characterized by higher values of viscosity characteristics, which is associated with a larger molecular weight of copolymers based on MA and AA (Table 1).
As it turned out, all reaction systems contain oligomeric products and their molecular weights range from 2 to 12 kDa. The highest Ms values were obtained in a slightly alkaline medium and reaches values of 1800 kDa.
In order to increase the water solubility and improve the structure-forming abilities of the synthesized polymers, alkaline hydrolysis processes were carried out. The influencing factors on the degree of hydrolysis were studied: temperature, duration of the process, consumption of the hydrolyzing agent, etc.
It is known that in the process of alkaline hydrolysis of PAA, etc., AA copolymers have the effect of neighboring units, i.e., the effect of reacted functional groups in the macromolecule on the reactivity of neighboring groups. As a result, the reactivity of functional groups may change with a change in the degree of conversion [33, 34]. Obviously, the first stage of the hydrolysis reaction proceeds rather quickly and is completed at an output of about 40% [34]; however, the second stage after reaching such a degree of conversion is reduced by more than 10 times. With an increase in the hydrolysis yield, the amide groups are blocked by two neighboring ionized COO− groups, which leads to incomplete alkaline hydrolysis of polyacrylamide (under normal conditions, the degree of conversion does not exceed 70%) and a slowdown in the reaction rate [76]. The slowdown may also be related to the size of macromolecules, which increases the viscosity of this system [77].
To obtain polyelectrolytes based on synthesized PAA and copolymers with the desired degree of hydrolysis, this process was carried out by adding potassium hydroxide to the initial solution based on the molar ratio AA to KOH 1.0:0.5–1.0:1.5, because before the copolymerization process, the carboxyl groups of MA were neutralized. The influence of the duration and temperature of hydrolysis from 30 to 180 min and from 50 to 98 °C, respectively, was studied. Table 2 shows the results of a study of the hydrolysis processes of PAA and C2-7 samples, which differ only in the duration of the synthesis process (for PAA 3, and C2-7 4 h).
As the data in Table 2 show, sample C2-7 is characterized by lower nitrogen contents and higher hydrolysis degrees. In the first 1.5 h of the hydrolysis process, an increase in the acid number (AN) of the obtained polymers is observed, which indicates the formation of new acid groups, i.e., carboxyl groups due to the transformation of amide groups in the polymer composition. The continuation of the process slightly increases the values of AN and after 2 h of hydrolysis, the values of this indicator decrease in both samples, probably due to a decrease in the amounts of free carboxyl groups due to their transition to COONa forms as a result of hydrolysis in an alkaline medium.
It is established that an increase in the temperature of the polymer hydrolysis system contributes to an increase in the degree of transformation. So the temperature rise is more than 80 °C leads to a sharp rise in the curve of the temperature dependence of the yield (Fig. 8), which is primarily due to a decrease in the viscosity of the system, due to an increase in the speed of movement of polymer macromolecules [28]. Probably, due to diffusion processes, the possibility of collision of hydrolyzing agents and unreacted amide groups increases.

Dependence of the yield on the temperature of the polymer hydrolysis process. Molar ratio hydrolyzing agent: polymer 1:1 (polymer synthesis conditions: initiator consumption 0.1%, temperature 45 °C
Increasing the ratio of polymer: hydrolyzing agent from 1:0, 5 to 1:1, 5 leads to an increase in the degree of hydrolysis of both polymers. It is probably completely wrong to interpret this by saying that this process is associated with an increase in the reaction rate. Increasing the concentration of the hydrolyzing agent reduces the viscosity of the system, increases the solubility of the studied polymers, which makes hydrolysis more efficient.
A comparative analysis of the IR absorption spectra of PAA (Fig. 9) with its hydrolyzed forms shows that characteristic absorption bands appear in the spectral curves of the latter in the region of 1710–1690 cm−1, characteristic of valence vibrations of C = O bonds of the free carboxyl group, showing the course of the hydrolysis process with the formation of a characteristic functional group. The greater the intensity of these absorption bands, the longer the duration of the hydrolysis process. In addition, there is a change in the intensity of other frequencies, because of frequencies in the region of valence oscillations of the hydroxyl and primary amino groups. In the IR spectra of PAA and C2-7 in the region of 3600–3000 cm−1, a wide intense band is detected, characteristic of the valence vibrations of hydroxyl and the primary amino group, due to their laying on top of each other. However, the IR spectra of hydrolyzed bands for 1.0–1.5 h show the manifestation of bands: the first band in the region of 3500 cm−1, characteristic of the valence vibrations of hydroxyl, and the second band at 3250 cm−1, characteristic of the symmetric valence vibrations of the primary amino group. The detection of these bands, as well as bands in the region of 1650 cm−1, indicate partial preservation of these samples even after hydrolysis of the primary amide group (CONH2) without change.


IR spectra of PAA (1) and C2-7 (2) and their hydrolyzed forms (3) and (4)
Valence fluctuations of the carboxyl ion in sample C2-7 are observed in the region of 1400 cm−1. Less intense bands are also observed in PAA samples obtained at pH values greater than 7.5; however, these bands are not characteristic of PAA samples synthesized in acidic environments. At the same time, the hydrolyzed forms of polymer and copolymer are characterized by a shift of these peaks to a region of lower values.
The changes occurring during hydrolysis are also confirmed by NMR spectroscopy data. The spectra of PAA obtained in acidic media contain characteristic signals of the groups: –CONH2 (δ = 6, 8–7, 7) and CH = CH2 (δ = 5, 6–6, 1) (Fig. 10). According to the NMR spectrum of the AA and MK copolymer, signals of the groups—CH–CH—are observed, which is typical for fragments of MK monomers. At the same time, in this sample and in all hydrolyzed samples, a signal of the CH group with a negative substituent (COOH, COONa) is observed.


NMR spectra of PAA (1) and C2-7 (2) and their hydrolyzed forms (3) and (4)
Viscosity of solutions of synthesized polymers and their hydrolyzed forms
At the same time, from the colloidal-chemical point of view, the study of the viscosity of polymer solutions makes it possible to assess the change in the conformational states of their macromolecules in an aqueous medium. The results obtained in the study of the viscosity characteristics of polymer solutions are given in Tables 3 and 4.
As the data in Table 3 show, the values of the specific viscosity of PAA solutions differ depending on the pH of the initial reaction mixture. Consequently, we can expect an increase in the number of structure-forming groups and the molecular weight of PAA during the synthesis process in a slightly alkaline medium.
With an increase in the concentration of polymers in solution, the values of their specific viscosity and pH change. The increase in viscosity indicators is especially noticeable with an increase in the polymer concentration of more than 1.5 g/l, which is associated with an increase in the number of contacts between molecules. As a result of intermolecular interaction, the process of structure formation begins in the system, which prevents the flow of liquid and an increase in viscosity characteristics.
The experimental data obtained show differences in the viscosity characteristics of polymers, which is associated with different contents of functional groups that are more or less involved in the formation of a spatial coagulation structure in the system, which is also affected by the pH of the system. Comparing the viscosity characteristics of PAA obtained at different pH values, it can be concluded that the viscosity characteristics of PAA synthesized at pH = 8 are greater compared to the sample synthesized at a more acidic medium; therefore, there is a sufficient number of dissociated carboxyl groups in the first sample, and obviously the effect of neighboring groups is relatively low for such a pH value [75].
The results obtained show that samples synthesized in a slightly alkaline medium have higher viscosity characteristics. However, a further increase in the pH of the synthesis system negatively affects the specific viscosity, probably due primarily to the formation of nitril tripropionamide in the system, which leads to a decrease in the average molecular weight of the reaction products. Similar results were also obtained in [78].
In the case of PAA pH = 8, the carboxyl groups are in a more ionized state and, accordingly, the viscosity (ɳspec) of their solutions is greater compared to the sample obtained at pH = 2.4. At the same time, hydrolysis leads to a multiple increase in the viscosity of polymer solutions and a noticeable increase in pH. Figure 11 shows the curves of the dependence of the specific viscosity of solutions of hydrolyzed polymers.

Dependence of specific viscosity on the concentration of hydrolyzed polymers in solution. The duration of hydrolysis is 2 h, the process temperature is 70 °C
The hydrolysis processes carried out have shown that this process contributes to the formation of water-soluble polymer materials. Hydrolyzed forms of synthesized polymers are characterized by higher values of viscosity characteristics, which is associated with greater structure-forming abilities of functional groups in the hydrolyzed forms and a greater molecular weight of the final products of the hydrolysis reaction [79].
Conclusions
In a reaction system where the mass fraction of AA is 10% and the mass of the initiating mixture does not exceed 0.1% of the mass of the monomer, polymerization should be carried out at 45 ± 1 °C temperature. The highest viscosity values of PAA solutions are observed precisely at such temperature values. In experiments, a decrease in the yield of the polymerization process at a temperature of more than 45 °C was observed, which was associated with an increase in the proportion of lower molecular weight and oligomeric acrylamide conversion products. During the polymerization of acrylamide, the ratio AA: (K2S2O8 + Na2SO3) = 0.05 ≈ 0.1% should be maintained to maintain higher yields of polymer macromolecules in the system.
It is established that the distribution of the units of acrylamide and maleic acid (maleinate) in the copolymer has a statistical character, as evidenced by the product of the relative activity of monomers r1 and r2, which are determined by the Fineman–Ross method. To achieve higher yields and viscosity characteristics of copolymers, the polymerization process should be carried out at 50 °C and a molar ratio AA/MA = 7. (Initiator consumption 0.1% of the mass of monomers, the duration of the process is 3.5–4 h, pH = 8.0.) The copolymer obtained under such conditions is characterized by the values of kinematic viscosity in 0.5 g/l solution of 10 m2/s and a molecular weight of 2800 kDa.
At the same time, the viscosity of polymer solutions is also affected by the pH of synthesis. Both in the case of a copolymer and PAA during the synthesis process at pH = 8, the carboxyl groups are in a more ionized state and, accordingly, the viscosity (ɳspec) of their solutions is greater compared to the sample obtained at pH = 2.4. It has been found that hydrolysis leads to a multiple increase in the viscosity of polymer solutions and a noticeable increase in pH.
References
Alnuaimi GH (2005) Synthesis and solution characterization of water-soluble polyacrylamide and its applications in oil industries. Theses, p 384. https://scholarworks.uaeu.ac.ae/all_theses/384
Sharipova AA, Aidarova SB, Mutaliyeva BZ, Babayev AA, Issakhov M, Issayeva AB, Madybekova GM, Grigoriev DO, Miller R (2017) The use of polymer and surfactants for the microencapsulation and emulsion stabilization. Colloids Interfaces 1(1):3. https://doi.org/10.3390/colloids1010003
Meyers RA (2002) Encyclopedia of physical science and technology. 3 rd ed., Academic Press
Kasgoz H, Özgümüş S, Orbay M (2003) Modified polyacrylamide hydrogels and their application in removal of heavy metal ions. Polymer 44(6):1785–1793. https://doi.org/10.1016/S0032-3861(03)00033-8
Kaşgöz H (2006) New sorbent hydrogels for removal of acidic dyes and metal ions from aqueous solutions. Polym Bull 56:517–528. https://doi.org/10.1007/s00289-006-0515-5
Mohsen A, Mohammed H (2012) A review: studies on uranium removal using different techniques overview. J Disper Sci Tech. https://doi.org/10.1080/01932691.2012.657954
Demirbas O, Turhan Y, Alkan M (2015) Thermodynamics and kinetics of adsorption of a cationic dye onto Sepiolite. Desalin Water Treat 54(3):707–714. https://doi.org/10.1080/19443994.2014.886299
Shkumat AP (2011) Search for new phosphors with specified physicochemical and chemical properties IX. New water-soluble copolymers of acrylamide. Vesnik of the Kharkiv. 20(43):74–83
Singh RP, Jain SK, Lang N (1991) Polymer science contemporary themes, S. Sivarm (Ed.), Vol II, p 716. Tata McGraw-Hill, New Delhi
Sojka RE, Bjorneberg DL, Entry JA, Lentz RD, Orts WJ (2007) Polyacrylamide in agriculture and environmental land management. Adv Agron 92:75–162
Chernyak MY et al (2018) Synthesis and study of hydrogen polymers of furaldehyde and levulinic acid. J SIBFU Chem 2(11):273–280. https://doi.org/10.17516/1998-2836-0074
Zhao T, Xing J, Dong Z, Tang Y, Wanfen P (2015) Synthesis of polyacrylamide with superb salt-thickening performance. Ind Eng Chem Res 54(43):10568–10574. https://doi.org/10.1021/acs.iecr.5b02718
Çolakoğlu GN, Çatıker E, Öztürk T, Meyvacı E (2022) Synthesis and characterization of brush-type polyβ-alanine-grafted polymethyl methacrylate using "grafting through method. Chem Pap 76(2):869–878. https://doi.org/10.1007/s11696-021-01908-0
Al-Sabagh AM, Kandile NG, El-Ghazawy RA et al (2013) Synthesis and characterization of high molecular weight hydrophobically modified polyacrylamide nanolatexes using novel nonionic polymerizable surfactants. Egypt J Pet 22(4):531–538. https://doi.org/10.1016/j.ejpe.2013.11.007
Pang X, Cheng G, Lu S, Tang E (2006) Synthesis of polyacrylamide gel beads with electrostatic functional groups for the molecular imprinting of bovine serum albumin. Anal Bioanal Chem 384(1):225–230. https://doi.org/10.1007/s00216-005-0147-x
Herth GS, Gunnar l, Buchholz F (2015) Polyacrylamides and poly (Acrylic Acids). Ullmann's encyclopedia of industrial chemistry. Weinheim Wiley VCH. 1–16. https://doi.org/10.1002/14356007.a21_143.pub2
Polyacrylamide (2013) Hazardous substances data bank. United States National Library of Medicine (2003). Consumption Patterns. CASRN: 9003–05–8. Retrieved
Siyam TE (2001) Development of acrylamide polymers for the treatment of waste water. Des Monomers Polym 4:107–168. https://doi.org/10.1163/156855500300203377
Ben-Hur M, Malik M, Letey J, Mingelgrin U (1992) Polyacrylamide in agriculture and environmental land management. Adv Agron 92:75–162
Levy GJ, Agassi M (1995) Polymer molecular weight and degree of drying effects on infiltration and erosion of three different soils. Aust J Soil Res 33:1007–1018
Mamedov AI, Beckmann S, Huang C, Levy GJ (2007) Aggregate stability as affected by polyacrylamide molecular weight, soil texture, and water quality. Soil Sci Soc Am J 71:1909–1918. https://doi.org/10.2136/sssaj2007.0096
Ernest F (1992) Silversmith Free-radical polymerization of acrylamide. J Chem Educ 69(9):763. https://doi.org/10.1021/ed069p763.1
Kuldasheva S, Jumabaev B, Agzamkhodjayev A, Aymirzaeva L, Shomurodov K (2015) Stabilization of the moving sands of the drained and dried aral sea bed. J Chem Tech Met 50(3):314–320
Riggs JP, Rodriguez F (1967) Persulfate-initiated polymerization of acrylamide. J Polym Sci A 1 Polym Chem 5:3151–3165. https://doi.org/10.1002/pol.1967.150051215
Tasdelen M, Karagoz B, Bicak N et al (2008) Phenacylpyridinium oxalate as a novel water-soluble Photoinitiator for free radical polymerization. Polym Bull 59:759–766. https://doi.org/10.1007/s00289-007-0822-5
Borai EH, Hamed MG, El-Kamash AM et al (2016) Synthesis, characterization and application of poly (acrylamide-maleic Acidacrylonitrile) by gamma irradiation induced grafting polymerization. Benha J Appl Sc 1(1):53–61. https://doi.org/10.21608/BJAS.2016.160300
Lipin AA, Shibashov AV, Lipin AG (2015) Kinetics of polymerization of acrylamide in concentrated aqueous solutions. J Appl Chem 88(1):103–108. https://doi.org/10.1134/S1070427215010140
Baimuratova RK, Dzhardimalieva GI et al (2021) Novel self-healing Metallocopolymers with pendent 4-phenyl-2, 20:60, 200-terpyridine ligand: kinetic studies and mechanical properties. Polymers 13:1760. https://doi.org/10.3390/polym13111760
Nedal Y, Abu-Thabit, (2017) Thermochemistry of acrylamide polymerization: an illustration of auto-acceleration and gel effect. World J Chem Educ 5(3):94–101. https://doi.org/10.12691/wjce-5-3-3
Kishore K, Santhanalakshmi KN (1981) Thermal polymerization of acrylamide by differential scanning calorimetry. J Pol Sci Polym Chem Edit 19(10):2367–2375
Canterino PJ (1965) Chemical reactions of polymers. Science 148:66. https://doi.org/10.1126/science.148.3666.66.a
Plate NA, Noah OV, Stroganov LB (1983) Some problems of the theory of polymer-analogous and intramolecular reactions of macromolecules. Rev Polym Sci U.S.S.R 11:2603–2632. https://doi.org/10.1016/0032-3950(83)90337-4
Kurenkov VF, Hartan HG, Lobanov FI (2001) Alkaline hydrolysis of polyacrylamide. Russ J Appl Chem 74:543–554. https://doi.org/10.1023/A:101278682677
Sharipova AI, Akhmadjonov IL, Abdikamalova AB et al (2021) Synthesis of new fixings of mobile sands. Alinteri J Agricul Sci 36(1):356–361. https://doi.org/10.47059/alinteri/V36I1/AJAS21053
Sharipova AI, Khamraev SS (2008) Investigation of the stabilizing properties of a polyelectrolyte obtained on the basis of alkaline hydrolysis of acrylamide with sodium maleate. Uzb khim J 5:17–20
Sharipova AI, Akbarov HI, Andriyko LS (2020) The stabilizing effect of polyelectrolytes on bentonite suspensions of Karakalpakstan Republic. Ukrainian conference with international participation chemistry, Physics technology of surface, Kiev Ukraine
Gunari AA, Gundiah S (1981) Kinetics of alkaline hydrolysis of polyacrylamide in solution by viscosimetric technique. Die Makromolekulare Chemie 182(1):1–8. https://doi.org/10.1002/macp.1981.021820101
Fundamentals of analytical chemistry / edited by Zolotov YA (2004) M: Higher School, 2, 503
Yan F, Zheng Ch, Zhai X, Zhao D (1998) Preparation and characterization of polyacrylamide in cationic microemulsion. J Appl Polym Sci 67:747–754
Zeynali ME and Rabbii A (2002) Alkaline hydrolysis of polyacrylamide and study on poly (acrylamide-co-sodium acrylate) Properties. Iran Polym J 11
Bashkatov TV, Zhigalin Y (1987) Technology of synthetic rubbers 2nd ed. L.: Chemistry, p 360
YaM A, Semenova LG, Shapovalov VD et al (2015) Obtaining a low-molecular copolymer of Maleic anhydride with Styrene in a homogeneous solvent. Int J Exper Educ 9:106–110
Wu YM, Wang CX, Xu J (2010) Aqueous dispersion polymerization of amphoteric polyacrylamide. J Appl Polym Sci 115:1131–1137
Sun YL, Hui Xiang Du, Wang H, Huang YH (2011) Synthesis of super-high molecular weight polyacrylamides and their flocculation properties. Ad Mater Res 396–398:1667–1671. https://doi.org/10.4028/www.scientific.net/AMR.396-398.1667
Ju N, Zeng W (2000) A study of synthesis and flocculant properties of cation-polyacrylamide. Chem Ind Guangzhou 28(1):65–68
Ma J, Zheng H, Tan M et al (2013) Synthesis, characterization, and occulation performance of anionic polyacrylamide P (AM-AA-AMPS). J App Pol Sci 129(4):1984–1991. https://doi.org/10.1002/app.38900
Cai H, Meng F, Li C, Zhao F (2015) Aqueous solution polymerization of acrylamide: a pilot-scale study. ICMMCCE 2015:2714–2718. https://doi.org/10.2991/icmmcce-15.2015.523
Hiemenz PC, and Lodge TP (2007) Polymer chemistry (2nd ed.) CRC Press. https://doi.org/10.1201/9781420018271
Tileubaev SO et al. (2022) Investigation of inhibitory characteristics of polymer drilling fluids // Universum: technical sciences: 5(98). URL: https://7universum.com/ru/tech/archive/item/13697
Kasterina TN and Kalinina LS (1963) Chemical methods of research of synthetic resins and plastic masses. M.: Goskhimizdat, 284
Kurenkov VF, Verizhnikova AS, Myagchenkov VA (1986) Features of inversion emulsion polymerization of acrylamide in the presence of Tuon and the initiating system K2S2O8-Na2S2O5. High Mol Compd XXVIII 3:488–492
ASTM D2857–22 Standard practice for dilute solution viscosity of polymers
Tsuneyuki S, Kazuhiko N, Shigeki M, Takayuki O (1979) Radical polymerization of maleic acid by potassium persulfate in the presence of Polyvinylpyrrolidone in water. J Macro Sci A 13(6):751–766. https://doi.org/10.1080/00222337908056686
Lipin AA, Shibashov AV, Lipin AG (2014) Modeling of the polymerization process of acrylamide in concentrated aqueous solutions. Chem chem Tech 57(12):85–87
Ivanov VA, Kamenshchikov AF, Gromov VF, Kaminsky VA, Bune E (1992) Mathematical modeling of the polymerization process of acrylamide in concentrated aqueous solutions. High Mol Compd 34(9):15–21
Chapiro A (1981) Auto-acceleration in free-radical polymerizations under precipitating conditions. Polym Sci Overv. https://doi.org/10.1021/bk-1981-0175.ch016
Chapiro A (1977) Radiation induced grafting. Radiat Phys Chem 9:55–67. https://doi.org/10.1016/0146-5724(77)90072-3
Guryeva LL, Tkachuk AI, Javadyan EA et al (2007) Investigation of the kinetics and mechanism of anionic polymerization of acrylamide monomers. High Mol Compd A 49(9):1635–1648
Strepikheev AA, Derevitskaya VA, Slonimsky GL (1966) Fundamentals of chemistry of high-molecular compounds. Second edition, M, Publishing House Chemistry, p 516
Workshop on chemistry and physics of polymers. M: Chemistry (1977), p 547
Abdollahi Z, Frounchi M, Dadbin S (2011) Synthesis, characterization and comparison of PAM, cationic PDMC and P(AM-co-DMC) based on solution polymerization. J Ind Eng Chem 17:580–586
Rc N, Guo L, Cy X (2008) Study on synthesis and flocculation property of cation-polyacrylamide. J Coal Sci Eng China 14:143–146. https://doi.org/10.1007/s12404-008-0029-x
Rozenberg BA, Bogdanova LM, Dzhavadyan EA, Komarov BA, Boiko GN, Gur’eva LL, Estrina GA (2003) Mechanism of anionic polymerization of acrylates and methacrylates containing mobile hydrogen. Polym Sci Ser A 45:1–9
Çatıker E, Hamzaçebi A (2022) A novel strategy for poly(β-alanine-b-lactone)s: sequentially HTP and AROP. Macromol Res 30:305–313. https://doi.org/10.1007/s13233-022-0034-8
Tileubaev SO, Kalilaev MU, Abdikamalova AB, Eshmetov ID (2021) The influence of stabilizers on the technological characteristics of clay drilling fluids. Univ Chem Biol 8(86):41–45
Rosenberg GA, Komarov BA, Boyko KN et al (2001) Transformations of acrylates under the action of active polymerization centers—oxides initiated by tertiary amines. High Mol Compd A 43(8):1299–1307
Tileubaev SO, Abdikamalova AB, Kalilaev MU, Eshmetov ID (2022) Synthesis of stabilizers of drilling fluids based on acrylamide and their stabilizing effect. International scientific—online conference on innovation in the modern education system. USA, pp 295–301
Asanov AA, Pogorelsky KV, Sharipova AI (1995) Development of colloidal-chemical bases for obtaining a new water-soluble polymer-soil structurizer. 2nd Scientific conference of young scientists and specialists Fertilizers-95. Tashkent, p 68
Kheradmand H, François J, Plazanet V (1988) Hydrolysis of polyacrylamide and acrylic acid-acrylamide copolymers at neutral pH and high temperature. Polymer 29(5):860–870. https://doi.org/10.1016/0032-3861(88)90145-0
Semchikov YD (2003) Vysokomolekulyarnye soedineniya [High- molecular compounds]. N. Novgorod: Nizhegorodskiy gosudar-stvennyy universitet im. N. 1. Lobachevskogo Publ.; M.: Akademiya Publ., p 368
Çatıker E, Meyvacı E, Atakay M, Salih B, Öztürk T (2019) Synthesis and characterization of amphiphilic triblock copolymers including β-alanine/α-methyl-β-alanine and ethylene glycol by click chemistry. Polym Bull 76:2113–2128. https://doi.org/10.1007/s00289-018-2561-1
Stahl GA, Schulz DN (1988) Water-soluble polymers for petroleum recovery. Springer New York NY. https://doi.org/10.1007/978-1-4757-1985-7
Yakimova LB, Krutko ET (2022) Relative activity of methacrylamide and 2-acrylamide-2-methylpropansulbphonate sodium in the reaction of radical copolymerization. Poly Mat Tech 8(2):25–29
Abdikamalova A, Kuldasheva Sh, Eshmetov I, Abdurakhimov D et al (2022) Polymers as soil structure–forming agents. Overv Ann For Res 65(1):2797–2810
Kulicke WM, Böse N (1982) [η]-M-relationship for polyacrylamide in aqueous 0.1 M Na2SO4 solution. Polym Bull 7:205–210. https://doi.org/10.1007/BF00255316
Yakimova LB, Kyivitskaya DV (2018) Determination of copolymerization constants of sodium methacrylate and 2-acrylamido-2-methylpropanesulfonate sodium. J Belarusian St Univ Chem 1:76–82
Osmanov T, Kozlova NV (1991) Polymerization of acrylamide in concentrated aqueous solutions in the presence of alkaline hydrolyzing agents. Plastics 8:9–11
Bolshakov AI, Kiryukhin DYu (2007) Spontaneous polymerization of acrylamide in a mixture with glycerin. High Mol Compd A 49(9):1621–1627
Sáez-Plaza P, Navas MJ, Wybraniec S, Michałowski T, Asuero AG (2013) An overview of the Kjeldahl method of nitrogen determination. Part II. Sample preparation, working scale, instrumental finish, and quality control. Crit Rev Anal Chem 43(4):224–272
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors have no conflict of interest to declare
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Kuldasheva, S., Abdikamalova, A., Eshmetov, I. et al. Investigation of changes in the viscosity properties of acrylamide (co)polymer and their hydrolyzed forms depending on the conditions of their preparation. Polym. Bull. 81, 4065–4091 (2024). https://doi.org/10.1007/s00289-023-04875-6
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00289-023-04875-6