
Abstract
The present research work is focussed on the development of agro-waste-based bio-filler-reinforced polymer composites with reinforcement derived from three different plants sources and investigating its static and dynamic mechanical properties with strain rate and temperature variation. The chosen plant sources are wood, bamboo and coconut, derived from the stem and fruit part of the plant. The reinforcing fillers are subjected to alkali treatment to make its surface rougher and suppress moisture absorption. A specific grade epoxy composite is prepared using five different weight fractions of all three micro size treated particle fillers. The composite specimens are tested in uniaxial tension loading with varying crosshead speeds to evaluate its effect on strength and stiffness of bio-composite samples. Moreover, the linear elastic fracture mechanics is applied to reveal the fracture toughness value and mechanism of fracture initiation and propagation. The glass transition temperature and damping factor of the produced reinforced plastic material are evaluated with dynamic mechanical analysis over a spectrum of temperature from RT to 150 °C. It is observed from the result that Young’s modulus value increased by approximately 16% as filler type is changed from bamboo to wood. For the best static mechanical properties, coir and wood filler are found to be the most suitable amongst all three filler materials. Moreover, the glass transition temperature was observed to be increased as filler type changes from stem kind to fruit kind for most of the filler loading.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The use of ‘fossil-derived’ plastics for the different purposes in this century is so large that the present age of civilization will be named as plastics age after the Bronze and Iron Age. However, extensive deliberations have been performed in the research and development to erect natural cellulosic biomass as a robust alternative to synthetic fibre-based polymer composites. The competence of natural lignocellulosic fibres over traditional finite fossil-based fibres includes the excellent specific mechanical properties, abundant availability, improvised energy recovery, neutral with respect to the emission of CO2, and biodegradability [1, 2]. Moreover, the material scientists got attracted towards bio-fibres owing to its nonabrasivity and user-friendly handling nature. Nonetheless, conversely, some bottlenecks like poor compatibility between the fibres and the matrix, limited thermal stability and inherently high moisture absorption hampered the large-scale commercial consumption of natural fibres [3, 4]. Furthermore, the dimensional variation based on climate condition and defects along the fibre length are another set of concerns [5]. The compatibility issues are mostly resolved by subjecting natural fibres to different types of chemical treatments like alkali, silane, etc., whereas fibre orientation and uniformity problems are sorted out by using particle fillers in place of fibres [6, 7]. The particle fillers derived from lignocellulosic resources recently found good attention for reinforcement in thermoset and thermoplastic matrices [8, 9]. The particle fillers are reinforced to the matrix materials on a weight basis, and even a small amount of filler particles resulted in a tremendous increase in mechanical properties of the composite material [10, 11].
It can be observed from the latest trends that the lignocellulosic materials are rigorously investigated for producing novel plastic material either in replacing existing wood-based panels or in developing automobile interior components and packaging material. The collective drift in the use of reinforcing phase towards the bio-derived material can be perceived from the research works carried out by the different researchers on various plant-based bio-fibres like kenaf, bamboo, sisal, agave, coconut coir, hard and soft wood, bagasse, flax, jute, cotton, ramie, hemp, etc. [12,13,14,15]. The plant-based bio-fibres are originated from the stem, leaf, fruit and bast part of the tree and categorized accordingly. In view of that, the amount of constituent material like cellulose, hemicellulose and lignin present in these fibres varies and it has some decisive effect on the mechanical properties of polymer matrices reinforced using the aforementioned fibres [16, 17]. However, the separate study of these leaf, stem and fruit fibres with various polymer matrices showed excellent mechanical strength comparable to their synthetic counterparts like glass and carbon fibre. Moreover, most of the leaf and fruit fibres are available in form of agro-by-product, and therefore, its use not only adds value but also develops sustainable income sources for the growing communities. Recently, there is a growing interest in agricultural waste normally discarded in the form of garbage as a substitute for wood-based raw materials [17, 18].
The present study put forward the comparative analysis of composites manufactured with reinforcing phase derived from three different resources like stem, bast and fruit part for the first time, and to the best knowledge of authors, this type of research work has not been carried out till now. The present work demonstrated the ability and reinforcing effect of natural plant-based bio-fillers originated from different sources like fruits and stem of trees in improving the mechanical properties of epoxy-based thermosetting polymers. The composite samples have undergone tensile, flexural, fracture and dynamic mechanical tests. The static and dynamic mechanical properties of all three filler-reinforced epoxy composite materials are compared to find the best source of filler reinforcement amongst these three. Availability as agriculture by-product and robust nature due to tropical products are driving force behind the selection of coir dust, whereas microscopically graded structure and rapid growth mechanism are motives to bamboo fillers as reinforcement in the epoxy matrix. Wood filler is selected solely for comparison purposes as reference material for industrial application on the basis of cellulose content and accessibility in the form of agro-by-product. A comparison between all those properties of the composite is very much required to find the best possible material amongst those three under the applied input parametric conditions. The comparisons for different mechanical properties such as tensile, flexural, fracture and dynamical mechanical are depicted.
Materials and experimental details
Materials
The special ‘adhesive grade’ epoxy resin AW106 and corresponding hardener HV953IN, supplied by Huntsman India, are employed as continuous matrix phase. The properties considered for choosing this matrix material are high viscosity, negligible dimensional shrinkage, room temperature curability and good mechanical strength in comparison with other similar grade polymers. The specific gravity and kinematic viscosity of the selected resin and hardener are 1.17 and 0.92 g/cc and 45,000 cP, respectively. The resin and hardener are used in the molar ratio of 3.38:1, and the number average molecular weight of resin lies between 700 and 1100. Regarding the reinforcement phase, three types of reinforcing materials such as wood, bamboo and coir fillers are used in the particle size range of less than 75 µm. These three natural bio-fillers are selected for the present work on the basis of their origin source, growth rate, cellulose content, availability as agricultural residue and specific mechanical properties. The as-received raw materials of reinforcing fillers have undergone first grinding and then ball-milling process through a planetary ball mill to reduce the particle sizes. The indigenous saw mill has supplied the wood particles in raw form available as a by-product of wood working industries. The wood particles are pounded into the filler form with the use of planetary ball milling. The milling was carried out for 0.5 h depending on required particle size range. On the other note, bamboo fillers are prepared from the bamboo culms obtained from the native bamboo research centre. The bamboo culms are subjected to soaking in water for 2–3 h, and then fibrous parts are abstracted from it. The extracted fibrous parts are dried and chopped to obtain bamboo fillers. Then, the bamboo fillers are pulverized in powder form with a planetary ball mill. The coir filler is prepared using the flakes of dried outer husk of coconut shell by ball milling it for 40 min. Then, the fibrous filler is oven-dried and ground into fine particle fillers with the help of a grinder used in food processing industry. Afterwards, a set of sieves is instituted (in descending order from 300 to 75 µm) to screen the particles below of 75 µm as shown in Fig. 1. The particle filler images for all three reinforcing fillers after the sieving process are depicted in Fig. 2.

Stacking of sieves for filler segregation

Particle fillers after sieving a wood, b bamboo and c coir
Mechanism of surface modification
To overcome the insufficient bonding and incompatibility between natural fibres and polymer matrix due to its hydrophilic nature, surfaces of reinforcing fibres have been modified through alkaline treatment. The alkali treatment is carefully chosen to modify the filler surface owing to the presence of sodium ions and hydroxyl group in NaOH molecules that directly affects the cellulose fibrils rearrangement and extraction of lignin along with hemicellulosic compounds from the bio-filler. An aqueous NaOH solution of 5 wt% was prepared in a cylindrical beaker, and 8 gm of filler is added to it. The filler containing solution is stirred magnetically at 870 rpm for 8 h at 48 °C to complete the oxidation reaction. The two-step reaction mechanism consists of initial dissociation of sodium hydroxide molecules into Na+ and OH− ions and then attachment of sodium cations to the filler surface. The breaking of NaOH molecules results in the creation of a marginally basic solution. Later on, the treated filler is washed first with distilled water and subsequently with acetone until the pH value reaches 7. The crystalline structure of the bio-filler is modified through this treatment. The entire reaction mechanism is depicted in Fig. 3. The brown and purple colour used in the aforementioned figure is only for representational purpose of bonds present in the treated and untreated filler.

Reaction mechanism
Composite sample synthesis
The all three natural fillers are oven-dried at 60 °C for 8 h before processing for composite sample fabrication. The composite samples are prepared for all three treated filler-reinforced epoxy materials using hand layup techniques. The reinforcement level of fillers starts at 2.5 wt% and then increases with an interval of 2.5 like 5%, 7.5%, 10% and up to 12.5%. Therefore, five different reinforcement levels of fillers are selected for all three types of fillers. The corresponding matrix material levels are 97.5%, 95% and so on equivalent to each filler level. The silicon rubber mould of the required dimension according to respective ASTM standard for different composite samples is prepared using polypropylene patterns. The cavities in the form of rectangle and dumbbell shape are created in the silicon rubber mould for fracture, flexural, dynamic mechanical and tensile test samples. The low-temperature curing ‘adhesive grade’ epoxy resin AW 106 and matching hardener HV953IN are mixed in a ratio of 10:8 by weight. The mixture is stirred mechanically with the aid of overhead stirrer, and subsequently, the treated bio-filler is poured in a calculated amount to maintain the reinforcement level as a chosen one. Again the whole dough mixture is stirred for 10–15 min at 200 rpm to ensure uniform distribution of filler in the matrix system. Now to remove the trapped air bubbles from the mixture, the whole set-up is placed inside the vacuum desiccator for 15 min. Soon after, the whole mixture is gradually placed into the mould and left for curing for 12 h at room temperature and subsequently post-cured in a muffle furnace at 70 °C for 3 h. When the curing completed, samples are removed from the mould and subjected to different mechanical testing. The camera images of silicon rubber mould and cured composite samples are demonstrated in Fig. 4a, b, respectively [19].

a Silicon rubber mould and b cured composite samples
Testing and characterization
Filler characterization
The untreated filler and treated filler are characterized for its spectral, thermal and crystal properties using Fourier transform infrared spectroscopy (FTIR), thermogravimetric analysis (TGA) and X-ray diffraction (XRD). The Fourier transform spectra are recorded in the transmittance range of 3900–450 cm−1. The X-ray diffraction analysis is carried out on a 2θ scale from 10° to 90° at a speed of 2°/min. The thermogravimetric analysis is done at a heating rate of 10 °C/min from room temperature to 800 °C. The instrument models used for FTIR, XRD and TGA characterization are Bruker 3000 Hyperion Microscope with Vertex 80 FTIR System, Bruker D8 Advance X-ray diffractometer (XRD) and thermal analyser NETZSCH STA 449 F3 Jupiter, respectively.
Mechanical testing
The uniaxial tension test is carried out to evaluate the basic design information on the strength of materials and widely accepted as the universal test for finding out the properties of engineering materials. The ASTM D-638 type v is followed to conduct the tensile test. The recommended shape and dimensions of tensile specimens are dumbbell and 63.5 mm × 10 mm × 3.2 mm with a gauge length of 7.65 mm. The crosshead speed is varied from 1 to 3 mm/min to find valuable insights in tensile properties with respect to strain rates.
The three-point flexural test gives flexural strength and bending modulus values. The flexural strength is one of the important material properties and basic parameters used for calculating the deflection of specimen for structural applications. The defined standard for the flexural test is ASTM D 790-03 with specimen dimension of 65 mm × 12.7 mm × 3.2 mm. The suggested support span length and crosshead speed are 50 mm and 1.3 mm/min.
Furthermore, the ASTM D 5045-14 is used to evaluate plane strain fracture properties with a single-edge-notch bending specimen. The endorsed specimen dimension and crosshead speed are 55 mm × 12.5 mm × 6.25 mm and 10 mm/min. All these three tests are carried on the universal testing machine of Instron make with test loads up to 50 kN.
The viscoelastic characteristics of the developed polymeric materials are determined using the dynamic mechanical analysis for assessing its damping behaviour and glass transition temperature. The specimen dimension and bending fixture are 63.5 mm × 12.7 mm × 3 mm and dual cantilever. The properties are measured in the temperature range of 25 °C to 150 °C at a heating rate of 5 °C. The temperature scan is carried out in a nitrogen atmosphere with dynamic mechanical analyser DMA Q800 (TA Instruments make) fortified with 150 N load cells.
The static and dynamic mechanical properties of all three filler-reinforced epoxy composite samples are compared considering the variation in filler type, filler content, crosshead speed and temperature.
Results and discussions
Filler characterizations
The presence and reduction in functional group intensity after chemical treatment have been observed for all three fillers as depicted in Table 1. However, the decrease in intensity is found to be distinct for different fillers. The highest drop is observed for the bamboo filler, whereas the lowest is in the case of wood filler in functional group intensity at a wavenumber range of 3200–3400 cm−1. For other functional groups like carboxylic and carbonyl group, the intensity reduction is revealed to be more for coir filler in comparison with bamboo and wood filler. The respective figures for FTIR spectra of wood, bamboo and coir fillers in the treated and untreated state can be found in research works of the authors reported earlier [19,20,21].
The effect of chemical treatment in increasing the % crystallinity and crystallinity index of raw filler after the treatment is presented in Table 2. An observation can be made from the above presented data that the highest improvement has been found in case of wood filler, whereas the lowest is for bamboo filler. The increase in the crystallinity index varies from 8 to 13% for a diverse range of filler material. The different increase in the crystalline region for distinct fillers is associated with the presence of a diverse percentage of cellulose molecules owing to the different sources of origin of three fillers. It leads to the difference in the removal % of the hydroxyl group after chemical treatment, thus resulting in the reorientation of molecules and changed crystallinity %.
The thermogravimetric analysis of treated and untreated filler has depicted the different mass loss rates as well as initial thermal degradation temperature in case of all three fillers. The thermal stability of fillers has been improved after surface modification in terms of their mass degradation as observed from Table 3. The improvement in resistance to thermal degradation is different for wood, bamboo and coir filler being maximum and minimum enhancements of 7.85% and 2.65%, respectively, in terms of residue mass. The residue mass has been found to the greatest for coir filler while wood filler showed the lowest value. The associated cause of this conduct is the inbuilt weathering and thermal resistance in case of coir filler owing to its greater lignin content and origination in the tropical environment.
Tensile properties
The tensile properties of all three filler-reinforced epoxy composite materials have been compared to find the best amongst these three on the basis of their sources of origin like stem and fruit filler. The aforesaid properties have been evaluated at three different crosshead movement speeds and for five distinct filler contents for each reinforcement type. The basic design information about the developed polymer composite material like ultimate tensile strength and Young’s modulus is obtained from this test which is crucial for defining its application. The ultimate tensile strength values for neat epoxy samples at three different crosshead speeds are 4.5 MPa, 10 MPa and 7 MPa [19]. The variation of ultimate tensile strength as a function of filler type and filler content for each crosshead speed (from 1 mm/min to 3 mm/min) is demonstrated in Fig. 5a–c, respectively.

Ultimate tensile strength of composite samples at a 1 mm/min, b 2 mm/min and c 3 mm/min
It can be depicted in Fig. 5a at 1 mm/min of speed; as the filler is changed from wood to coir type, tensile strength value increased by about 93% being the highest for coir–epoxy samples at 2.5% of filler loading. The strength value for coir–epoxy composite sample, in this case, is 20.93 MPa. For 2.5% of filler content, the tensile strength value is first increased as filler type varied from stem to fruit, but afterwards, the strength deteriorated quite abruptly. For 5% of filler content, similar pattern in strength variation is observed but with comparatively lesser drop. However, at 7.5 wt% of filler loading, the variation is rather different as compared to earlier observation. The drop in tensile strength value from stem to fruit is around 25%. The strength value is consistently increased with reinforcement type shifting from stem to coir and at last to fruit filler. A further addition to filler content of 10% and 12.5% has not much changed the strength value either in increment or in decrement, but maximum value is observed for fruit and leaf filler samples. Therefore for higher filler loading, the reinforcing phase derived from fruit part of the plant is more appropriate under uniaxial tension loading. However, the tensile strength values are also quite affected by the change in crosshead. As the crosshead speed changes from 1 to 2 mm/min, the strength has increased for each type of filler reinforcement. The attributed reason to this phenomenon is the reorientation of filler particles in applied loading direction, thus contributing towards the higher strength. Nevertheless, further increase in crosshead speed resulted in adversely affecting the ultimate tensile strength owing to the less time available for fillers to compete with applied load, and thus, failure occurs at relatively lesser load value. The maximum values of tensile strength are 21 MPa, 27.6 MPa and 24 MPa at 1, 2 and 3 mm/min, respectively, for 2.5% of filler loading. It can be observed that at all three crosshead speeds, coir–epoxy composite shows the highest tensile strength in comparison with other three composite types being value of 27.6 MPa. The second highest value is demonstrated in case of wood–epoxy composite, whereas the bamboo–epoxy samples depicted lowest tensile strength. A similar variation is observed for 5% of filler content as shown in Fig. 5b. The maximum value of tensile strength amongst all three composite types considering all filler loadings is 27.6 MPa. Furthermore, the value is achieved at the crosshead speed of 2 mm/min. However for 7.5% of filler loading at 3 mm/min of crosshead speed as shown in Fig. 5c, wood–epoxy composite has emerged with greatest value of tensile strength at all three crosshead speeds, whereas the lowest value is observed to bamboo–epoxy composite. At 2 mm/min, the PALF–epoxy composite evolved as the second best composite material amongst four in terms of tensile strength. Further increase in filler content to 10% and 12.5% has resulted in the maximum tensile strength for bamboo–epoxy and wood–epoxy composite samples as revealed in Fig. 5b. For the crosshead speed of 3 mm/min, comparable variation in strength value for all filler types is occurred being coir–epoxy and bamboo–epoxy the highest and the lowest, respectively.
The elastic modulus variation is demonstrated in Fig. 6a–c, respectively, for a crosshead speed of 1, 2 and 3 mm/min. For neat epoxy samples, the Young’s modulus of elasticity values at aforementioned crosshead speed are 268 MPa, 518 MPa and 356 MPa, respectively [19]. Conversely to tensile strength, Young’s modulus variation depicts a different scene by showing maximum elastic modulus for wood–epoxy composite for 10% of filler loading. At 2.5 wt% of filler content, as filler type changes from wood to bamboo, elastic modulus value dropped by about 10%. However, after that a sudden increase is demonstrated in case of fruit and subsequent decrease for bamboo filler samples. The enhancement in elastic modulus value due to the change in filler type from stem to fruit is about 115%. Moreover with the increase in crosshead speed to 2 mm/min, the modulus value gets intensified and the value is 750 MPa for coir filler content of 2.5%. For 5% filler content, the variation is similar to in case of 2.5%, but at higher filler loading the modulus values continue to drop for all filler types. The increase in crosshead speed from 1 to 2 mm/min can be observed, and wood–epoxy composite depicts higher impact on Young’s modulus than other two composite types. Moreover, the wood–epoxy composite samples demonstrate increasing trend in modulus value as speed increases from 1 to 2 mm/min. On the contrary, the bamboo–epoxy and coir–epoxy composite reveal decreasing trend in the same with crosshead speed variation. At this amount of filler loading, coir–epoxy sample shows highest modulus value, whereas lowest value is observed in case of bamboo–epoxy composite. Nevertheless, the change in modulus value for wood–epoxy composite is more prominent showing the highest values. The maximum value for Young’s modulus is 700 MPa, and it varies from a minimum of 289–700 MPa. However, the effect of crosshead speed on the modulus values can be summarised in form of initially increasing and then subsequent decrease owing to the filler orientation along with the loading direction [22]. Actually, the loading direction in tensile testing is uniaxial and filler trying to reorient in the loading direction so that the applied load to the matrix phase can be easily transferred to reinforcement phase. But at higher crosshead speed, this phenomenon of strengthening is suppressed. At higher speed, filler does not have time to get oriented along with loading direction; therefore, the modulus value gets lowered [23, 24]. Nevertheless, the minimum value is again observed for bamboo–epoxy samples. Moreover, the change in crosshead speed (from 1 to 3 mm/min) has not significantly affected the modulus value for wood–epoxy and bamboo–epoxy composites. The filler loading of 7.5% and 10% has revealed the different variations in elastic modulus values in comparison with previous filler loading as demonstrated in Fig. 6a. The Young’s modulus value is found to be decreasing as filler type changes from wood to coir at all three crosshead speeds. The highest and lowest modulus values are observed for wood–epoxy composite and coir–epoxy composite, respectively, for both 7.5 and 10% of filler content. The maximum value of elastic modulus for 7.5% and 10% of filler loading is 709 MPa and 965 MPa, respectively. Further increase in filler content to 12.5% has again resulted in the drop in modulus value with the change in filler type from stem to fruit as depicted in Fig. 6b. However, for bamboo filler category, the imitated value is greater than the fruit filler-reinforced samples at filler loading of 7.5% and beyond. Here, again the highest value is observed for wood–epoxy composite and the minimum value is found for coir–epoxy samples.

Young’s modulus of composite samples at a 1 mm/min, b 2 mm/min and c 3 mm/min
Flexural properties
The variation of modulus of rupture (or flexural strength) and flexural modulus as a function of composite type for all filler loadings is demonstrated in Figs. 7 and 8, respectively. The flexural properties values for neat epoxy are 17.32 MPa and 0.31 GPa, respectively, for flexural strength and flexural modulus [19]. It can be perceived from the presented diagrams that coir–epoxy composite showed the highest value of flexural strength for 2.5% of filler content. The flexural strength value decreases as filler type changes from stem to fruit category for all filler contents except 2.5%. At the aforementioned filler content, just opposite phenomena are observed with increase of around 75% as filler changes from wood to coir type. Moreover as the filler content increases, the bending strength value is enhanced for wood–epoxy and bamboo–epoxy composite but up to 10 wt% of filler loading. However for coir–epoxy samples, the increase in filler loading has adversely affected the flexural strength. The greatest value of flexural strength for this filler loading is 33.88 MPa for coir-based composite samples. For 5 wt% of filler amount as shown in Fig. 7, the aforementioned variation has changed and bamboo–epoxy composite displayed the maximum value of the flexural strength. However at 5%, the difference in flexural strength value for various filler types is not much substantial in contrast to other filler loadings. Therefore at higher filler loading like 10% and 12.5%, the stem-derived filler reinforcements like wood and bamboo showed exceedingly well flexural strength value as compared to fruit-based filler system. Conversely at lower filler loading, coir filler samples depicted good strength value contrasting the stem filler system [25, 26].

Flexural strength versus composite type

Flexural modulus versus composite type
From flexural modulus variation presented in Fig. 8, it can be established that bamboo–epoxy composite showed the lowest value for all filler loadings. Moreover for 2.5% of filler content, as filler type changes from wood to bamboo, there is no change in bending modulus value, but after that, an impulsive growth of about 150% took place in modulus value as filler changed to coir. However, the alternation in reinforcement type from stem to fruit is favourably influenced the flexural modulus for all conditions. Furthermore, by increasing filler loading to 5% and 7.5%, the modulus value gets decreased as filler type varies from wood to bamboo, and afterwards, continuous increase in modulus value is observed irrespective of filler type. Similar trends are perceived in modulus variation with further addition of filler content to 10% and 12.5%. The increase in filler content to 10% has flexural modulus maxima attained for coir–epoxy composite samples. The individual composite type has demonstrated the maximum flexural modulus value at different filler loadings. The coir–epoxy and bamboo–epoxy samples showed the highest value for 2.5% of filler content, whereas for wood–epoxy samples, the maxima occurred, respectively, for 10% of filler content. At 12.5% of filler loading, bamboo and wood filler epoxy composite sample, respectively, showed maximum value for strength and modulus and the corresponding values are 26.54 MPa and 0.44 GPa. Nevertheless, at this filler loading the coir–epoxy composite illustrates inferior properties in terms of flexural strength.
Considering all five filler loadings and three filler composite types, the maximum flexural strength and modulus are 33.88 MPa and 1 GPa, respectively. Consequently, it can be confirmed that at higher filler loading, the coir filler composite sample performs better in three-point bend load conditions if stiffness of the material is taken into consideration. The reason attributed to this conduct is the different sources of origin for wood filler and coir filler that is instrumental in providing variation in % of constituent materials like cellulose and lignin [27, 28]. Also with the inclusion of bio-fillers in epoxy matrix, the load transfer between the matrix and reinforcement improved considerably resulting in increase in strength value [29]. However, it seems that the higher reinforced filler content has affected the flexural modulus more positively as compared to flexural strength value. In case of flexural strength, the values observed were more variable.
Fracture properties
The fracture properties like fracture toughness and fracture energy for all filler loadings are presented, respectively, in Figs. 9 and 10 as a function of composite type. The fracture properties values for neat epoxy samples are 0.51 MPa m0.5 and 239 J/m2 in terms of fracture toughness and fracture energy values [20]. It can be observed from the presented variation that the coir–epoxy composite has demonstrated the maximum value of fracture toughness for 2.5% of filler loading. Moreover, for 5% of filler content, maxima and minima of the same are observed for coir–epoxy composite and bamboo–epoxy composite, respectively, as revealed in Fig. 9. Further increase in filler content to 7.5% has continued to retain the earlier trend, and coir–epoxy composite again showed maximum fracture toughness value. This conduct has continued to happen for further filler loading of 10% and 12.5%. Therefore for all of the filler loading, coir filler composite sample performs better and shows maximum toughness value. The overall trend in fracture toughness variation is observed to be almost same as filler type changes from stem to fruit in case of all filler loadings. Furthermore, as reinforcement type is substituted with fruit filler in place of stem category, the toughness value continued to be improved for most of the filler loading. The increased fracture toughness is most likely attributed to stress dissipation and blockage to crack propagation through the composite material in the presence of the reinforcing phase. The maximum and minimum value of fracture toughness amongst all composite samples is 1.792 MPa m0.5 and 0.396 MPa m0.5, respectively.

Fracture toughness versus composite type

Fracture energy versus composite type
The variation of fracture energy exhibited absolutely different behaviours, thus contrasting the plane strain fracture toughness change with filler type and content. The fracture energy value is demonstrated to be the highest and lowest in case of bamboo–epoxy composite and wood–epoxy composite for 2.5% of filler loading. For 5 and 7.5% of filler content, the bamboo–epoxy composite continued to show the maxima of fracture energy. However at higher filler loading of 10 and 12.5%, a difference came into picture in form of wood–epoxy composite revealing maximum energy values. The maximum and minimum value of fracture energy considering all three filler composite samples is 1133 J/m2 and 463 J/m2, respectively. The associated cause of this behaviour is the difference in constituent’s % for stem and fruit originated fillers [30, 31]. It can be observed that for all filler loadings, the stem filler demonstrates maximum fracture energy value as compared to fruit filler samples. For most of the filler loading, the bamboo–epoxy composite depicted the highest fracture energy. Moreover, as filler type changes from stem to fruit (wood to coir), the fracture energy value gets enhanced. However, if compared to bamboo filler, the energy values dropped for each filler loadings. Furthermore, it can be perceived that the stem-type reinforcement (wood and bamboo filler) has resulted in the best fracture energy values. The intertwined and highly packed microstructure of natural plant-based bio-fillers leads to a greater degree of alignment along the loading direction, which in turn significantly improves the interfacial area between the fibrous layers [1]. Furthermore, the enhanced interfacial area has contributed towards a massive number of reiterating events of hydrogen bond formation, breaking and reformation, therefore increasing the fracture energy values.
Dynamic mechanical properties
The characterization of polymeric materials by viscoelastic behaviour directed at moderate damping parameter fallouts in the finding of some interesting properties like dynamic modulus, tan δ that brands them for required dynamic applications. The variation in storage modulus and damping factor values at glass transition temperature is demonstrated in Figs. 11 and 12. The alternation in these aforesaid values is presented with respect to the temperature change from RT to 150 °C, reinforcement levels and filler type. The glass transition temperature signifies the temperature range during which the transition from glass to rubbery state of material takes place. It can be observed from the presented variation that for 2.5% and 5% of filler loading, storage modulus value depicted the almost same value as filler changes from bamboo to wood. Furthermore, the glass transition temperature in case of neat epoxy sample is 90.44 °C [21]. Moreover, the reinforcement of coir filler has resulted in the improved storage modulus value. The respective enhancement in case of fruit filler as compared to stem filler is 68%. However, further increase in filler content to 7.5% leading to a drop in storage modulus value with reinforcement varies from wood to bamboo, but thereafter a consistent increase in the same is observed. A similar pattern of variation for the filler loading of 10% and 12.5% is exhibited. Nevertheless, the highest leap in modulus value is mostly demonstrated in case of fruit filler reinforcement. The maximum value of storage modulus is 133 MPa, imitated for coir filler type. And so it can be assumed that the fruit filler category is more suited for a dynamic application point of view. Adding to it, the fruit filler also wrested the better performance than the stem filler like wood and bamboo. Therefore, the fruit-based filler system is quite resistant to deformation and heat dissipation at higher temperatures as compared to stem filler [32]. The degradation of lignocellulosic materials is highly dependent on its composition. The composition of any agricultural residue, in turn, varies according to the origination [33, 34].

Storage modulus versus composite type at glass transition temperature

Damping factor versus composite type at glass transition temperature
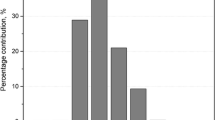
The damping factor values also showed parallel variation in comparison with storage modulus for 2.5% of filler loading with an exception for coir–epoxy composite. For 5% and 7.5% of filler content, as filler type changes from wood to bamboo, damping facto gets increased. Further increase in filler content to 10% and 12.5% has impacted the tan δ value positively as type of reinforcement varies from stem type to fruit type. The peak value on the tan δ curve is used to determine the Tg value and is attributed to loosening of polymer chains and partial segment movement. It was found that the composites made of stem- and fruit-based filler resulted in enhanced physical and mechanical properties compared to the ones made from leaf filler [10, 35, 36]. The values of glass transition temperature of all three filler-reinforced composite samples are compared and depicted in Fig. 13, respectively, for wood, bamboo and coir filler. It can be observed that for 2.5% of filler content, the coir–epoxy composite depicted the maximum glass transition temperature. However for 5%, maximum value for the same is observed for bamboo–epoxy composite. Further increase in filler content to 10% has once again revealed the maximum temperature value for bamboo–epoxy composite. Both values have been observed for coir filler–epoxy composite material. The increase in filler content to 12.5 wt% has resulted in the continuous increase in temperature value as filler type varied from wood to bamboo and then to coir. At this filler content, the glass transition temperature values are 67.17 °C, 90.27 °C and 115.35 °C, respectively, for wood–epoxy, bamboo–epoxy and coir–epoxy composite samples. Considering all filler composite samples, the maximum and minimum value of glass transition temperature for developed material is 65 °C and 115 °C, respectively. Therefore, the fruit filler-type reinforcement will perform better and might be appropriate material in temperature-sensitive applications. The difference in the tan δ values at Tg suggests that the fibre causes mechanical restraint on the matrix material or that the hydrodynamic effect of the fibre on the matrix material affects the deformability and mobility of the matrix material. If there is a drop in the damping factor peak, then the occurrence of molecular relaxation is obvious [2, 37].

Glass transition temperature of different composite types
Microstructural characterization
The microstructure of all three developed composite samples is investigated with scanning electron micrographs. The dispersion of reinforcing fillers can be seen in all composite samples. With increasing amount of filler content, a more condense pattern of reinforcing phase is observed in the morphological images of composite specimens. The morphological observation of composite samples showing the filler amount of 5–7.5% is suitable for reinforcement. At this filler loading, matrix accommodated the maximum amount of particle fillers to much of its capacity. Further addition of fillers to the epoxy matrix resulted in the agglomeration of fillers at various spots. All the microstructural images with necessary and deep explanation can be accessed in previous research work of authors [19,20,21].
Conclusions
The static and dynamic mechanical properties of all three filler-reinforced composite materials are compared considering the filler content and filler type with sources of origin. The following conclusions can be withdrawn from the comparative study.
-
The maximum reduction in the transmittance of the hydroxyl functional group is depicted in case of bamboo filler, whereas the lowest drop is observed for wood filler.
-
The enhancement in crystallinity % after treatment is found to be maximum for wood filler and minimum for bamboo. The improvement in thermal stability of particle filler after NaOH treatment is observed to be maximum for coir filler and lowest for bamboo filler.
-
It can be deduced that the maximum value of ultimate tensile strength has been increased by about 12% as filler type is changed from wood to coir.
-
The Young’s modulus value is found to be increased by approximately 16% as filler type is changed from bamboo to wood.
-
The fracture toughness values are decreased by about 21% as filler is altered from coir to wood.
-
The flexural strength value is observed to be increased by about 32%, whereas flexural modulus is decreased by 12% as filler type changed from wood to coir for 10% of filler loading.
-
The dynamic mechanical properties of prepared composite samples have resulted in the improvement in glass transition temperature as filler type changes from stem to fruit kind for most of the filler loading.
Furthermore, as the present work utilized three different fillers obtained from two different sources of origin like stem and fruit, the static mechanical properties are found to the best in case of stem and fruit fillers, but dynamic properties are observed to be superlative for fruit filler category. Therefore, these things should be taken into consideration to decide the commercial application of developed composite material. The accomplished research work signifies the adequacy of the developed filler-reinforced polymer composite materials for a wide range of applications. Specifically, the potential application area is the development of ankle–foot orthosis (AFO) using the aforementioned material for the patients struggling with the foot drop problem.
References
Song J, Chen C, Zhu S, Zhu M, Dai J, Ray U, Li Y, Kuang Y, Li Y, Quispe N, Yao Y (2018) Processing bulk natural wood into a high-performance structural material. Nature 554:224–228
Picard MC, Rodriguez-Uribe A, Thimmanagari M, Misra M, Mohanty AK (2019) Sustainable biocomposites from poly (butylene succinate) and apple pomace: a study on compatibilization performance. Waste Biomass Valoriz 10:1–13
Shi S, Yang C, Nie M (2017) Enhanced interfacial strength of natural fiber/polypropylene composite with mechanical-interlocking interface. ACS Sustain Chem Eng 5:10413–10420
Efendy MA, Pickering KL (2016) Fibre orientation of novel dynamically sheet formed discontinuous natural fibre PLA composites. Compos Part A Appl Sci Manuf 90:82–89
Li Y, Jiang L, Xiong C, Peng W (2015) Effect of different surface treatment for bamboo fiber on the crystallization behavior and mechanical property of bamboo fiber/nanohydroxyapatite/poly (lactic-co-glycolic) composite. Ind Eng Chem Res 54:12017–12024
Kabir MM, Wang H, Lau KT, Cardona F (2012) Chemical treatments on plant-based natural fibre reinforced polymer composites: an overview. Compos B 43:2883–2892
Kumar R, Bhowmik S, Kumar K (2017) Establishment and effect of constraint on different mechanical properties of bamboo filler reinforced epoxy composite. Int Polym Process 32:308–315
Nagarajan V, Mohanty AK, Misra M (2016) Biocomposites with size-fractionated biocarbon: influence of the microstructure on macroscopic properties. ACS Omega 1:636–647
Pérez E, Famá L, Pardo SG, Abad MJ, Bernal C (2012) Tensile and fracture behaviour of PP/wood flour composites. Compos B Eng 43:2795–2800
Sarki J, Hassan SB, Aigbodion VS, Oghenevweta JE (2011) Potential of using coconut shell particle fillers in eco-composite materials. J Alloys Compd 509:2381–2385
Goyat MS, Suresh S, Bahl S, Halder S, Ghosh PK (2015) Thermomechanical response and toughening mechanisms of a carbon nano bead reinforced epoxy composite. Mater Chem Phys 166:144–152
Khalil AHPS, Bhat IUH, Jawaid M, Zaidon A, Hermawan D, Hadi YS (2012) Bamboo fibre reinforced biocomposites: a review. Mater Des 42:353–368
Anand P, Rajesh D, Kumar MS, Raj IS (2018) Investigations on the performances of treated jute/Kenaf hybrid natural fiber reinforced epoxy composite. J Polym Res 25:94–102
Gope PC, Rao DK (2016) Fracture behaviour of epoxy biocomposite reinforced with short coconut fibres (Cocos nucifera) and walnut particles (Juglansregia L.). J Thermoplast Compos Mater 29:1098–1117
Li Y, Li Q, Ma H (2015) The voids formation mechanisms and their effects on the mechanical properties of flax fiber reinforced epoxy composites. Compos Part A Appl Sci Manuf 72:40–48
Gurunathan T, Mohanty S, Nayak SK (2015) A review of the recent developments in biocomposites based on natural fibres and their application perspectives. Compos Part A Appl Sci Manuf 77:1–25
Kumar R, Bhowmik S, Kumar K, Davim JP (2019) Perspective on the mechanical response of pineapple leaf filler/toughened epoxy composites under diverse constraints. Polym Bull. https://doi.org/10.1007/s00289-019-02952-3
Rahman MM, Netravali AN, Tiimob BJ, Rangari VK (2014) Bioderived “green” composite from soy protein and eggshell Nanopowder. ACS Sustain Chem Eng 2:2329–2337
Kumar R, Kumar K, Bhowmik S (2018) Assessment and response of treated Cocos nucifera reinforced toughened epoxy composite towards fracture and viscoelastic properties. J Polym Environ 26:2522–2535
Kumar R, Kumar K, Bhowmik S (2018) Mechanical characterization and quantification of tensile, fracture and viscoelastic characteristics of wood filler reinforced epoxy composite. Wood Sci Technol 52:677–699
Kumar R, Kumar K, Bhowmik S, Sarkhel G (2019) Tailoring the performance of bamboo filler reinforced epoxy composite: insights into fracture properties and fracture mechanism. J Polym Res 26:54–68
Daniel IM, Hsiao HM, Cordes RD (1995) In high strain rate effects on polymer, metal and ceramic matrix composites and other advanced materials. ASME 48:167–177
Aggarwal S, Hozalski RM (2012) Effect of strain rate on the mechanical properties of Staphylococcus epidermidis biofilms. Langmuir 28:2812–2816
Hudspeth M, Nie X, Chen W, Lewis R (2012) Effect of loading rate on mechanical properties and fracture morphology of spider silk. Biomacromol 13:2240–2246
Ndiaye D, Gueye M, Diop B (2013) Characterization, physical and mechanical properties of polypropylene/wood-flour composites. Arab J Sci Eng 38:59–68
Karmarkar A, Chauhan SS, Modak JM, Chanda M (2007) Mechanical properties of wood–fiber reinforced polypropylene composites: effect of a novel compatibilizer with isocyanate functional group. Compos Part A Appl Sci Manuf 38:227–233
Jordi G, Loan V, Stéphanie A, Maryse BH, Patrick N (2016) Miscanthus stem fragment—reinforced polypropylene composites: development of an optimized preparation procedure at small scale and its validation for differentiating genotypes. Polym Test 55:166–172
Hassan A, Salema AA, Ani FN, Bakar AA (2010) A review on oil palm empty fruit bunch fiber-reinforced polymer composite materials. Polym Compos 31:2079–2101
Kumar R, Bhowmik S (2019) Elucidating the coir particle filler interaction in epoxy polymer composites at low strain rate. Fiber Polym 20:428–439
Summerscales J, Dissanayake N, Virk A, Hall W (2010) A review of bast fibres and their composites. Part 2—composites. Compos Part A Appl Sci Manuf 41:1336–1344
Charlet K, Baley C, Morvan C, Jernot JP, Gomina M, Breard J (2007) Characteristics of Hermes flax fibres as a function of their location in the stem and properties of the derived unidirectional composites. Compos Part A Appl Sci Manuf 38:1912–1921
Devi LU, Bhagawan SS, Thomas S (2011) Dynamic mechanical properties of pineapple leaf fiber polyester composites. Polym Compos 32:1741–1750
Fiore V, Scalici T, Vitale G, Valenza A (2014) Static and dynamic mechanical properties of Arundo Donax fillers-epoxy composites. Mater Des 57:456–464
Sun W, Tajvidi M, Hunt CG, McIntyre G, Gardner DJ (2019) fully bio-based hybrid composites made of wood, fungal mycelium and cellulose nanofibrils. Sci Rep 9:3766–3778
Liu H, Wu Q, Han G, Yao F, Kojima Y, Suzuki S (2008) Compatibilizing and toughening bamboo flour-filled HDPE composites: mechanical properties and morphologies. Compos Part A Appl Sci Manuf 39:1891–1900
Threepopnatkul P, Kaerkitcha N, Athipongarporn N (2009) Effect of surface treatment on performance of pineapple leaf fiber–polycarbonate composites. Compos Part B Eng 40:628–632
Codou A, Misra M, Mohanty AK (2018) Sustainable biocarbon reinforced nylon 6/polypropylene compatibilized blends: effect of particle size and morphology on performance of the biocomposites. Compos Part A Appl Sci Manuf 112:1–10
Acknowledgements
The authors would like to acknowledge the SAIF, IIT Bombay, SAIF, Gauhati University, CIF, BIT Mesra, and CIPET-LARPM, Bhubaneswar, for providing the test facilities. The authors also would like to acknowledge NIT Silchar for giving necessary facilities to carry out the research work.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflicts of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kumar, R., Bhowmik, S. Quantitative probing of static and dynamic mechanical properties of different bio-filler-reinforced epoxy composite under assorted constraints. Polym. Bull. 78, 1231–1252 (2021). https://doi.org/10.1007/s00289-020-03156-w
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00289-020-03156-w