
Abstract
In the current study, the compatibilization of polypropylene/recycled polyethylene terephthalate (PP/r-PET) blends with different percentages of maleic anhydride (PP-g-MA) was examined. Exploited resource for r-PET was used as water bottles. Specimens of PP/r-PET blends in different percentages, i.e., 90/10, 70/30, and 50/50 were prepared in a corotating twin-screw extruder to evaluate the mechanical properties. Results indicated that PP-g-MA improved compatibilization of the PP/r-PET blends (modulus of elasticity and yield stress were enhanced to about 1450 MPa and 30 MPa) and also enhanced the morphological and mechanical properties. By adding about 2% of the compatibilizer into specimens containing 10% of r-PET, the highest enhancement in mechanical properties was achieved. Besides, both yield strength and the impact of energy were improved 8.3% and 24.6% by increasing the amount of 50% and 10% r-PET in the system. Also, results showed that specimens have higher yield stress and modulus of elasticity after 10 days compared to those specimens without aging due to the presence of stronger interaction after a period of time.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Polymer blending is one of the most important and rapidly growing sectors of polymer engineering and is an economical method to produce new engineering materials as indicated by a large number of versatile polymer blends available in the market and number of patents of polymer blends registered annually [1,2,3]. Recently, the immiscible polymer blends have attracted great attention. Numerous studies have been focused on polymer blends containing compatibilizer to modify interfacial bonding and mechanical properties [4,5,6,7]. Immiscibility in the polymers blends leads to poor interfacial bonding and poor physical and mechanical properties. This problem describes why interaction between phases has been a major topic for researchers in the last decade [8, 9].
One way to improve the compatibility of immiscible polymeric blends is by utilizing graft or block copolymers as compatibilizers to improve the interfacial activity by reinforcing the interface. However, the major problem of this strategy is the highly controlled processability of graft copolymers used widely [10,11,12,13,14].
Polyethylene terephthalate (PET) has wide applications in the packaging industry especially food packaging and in bottles for mineral water due to thermal stability, transparency, clarity, high tensile, impact strength, and chemical resistance of PET [15]. One of the most inexpensive and easiest methods to recycle PET is mechanical recycling. However, considering the environmental issues such as contamination and certain processing problems, recycled PET (r-PET) has limited applications. Moreover, r-PET has poor mechanical properties and low molecular weight. One solution that engineers have utilized to solve this problem is blending polypropylene homopolymer (PP) with r-PET. Araujo and his coworkers studied compatibilization of recycled polypropylene and recycled polyethylene terephthalate blends with SEBS-g-MA [16]. Their study showed that the mechanical, thermal, morphological, and rheological properties were improved while the crystallization of r-PET in the mixture was increased in the presence of PP.
Papadopoulou et al. investigated the comparison of compatibilizer effects on the PET/PP blends specially mechanical, thermal, and morphological characterization [17]. They reported that thermoplastic polyolefin alloy (TPO) with PP/ethylene–propylene copolymer enhanced the compatibilizing efficiency. Improved efficiency of PP-g-MA + TPO and SEBS-g-MA compared to LLDPE-g-MA or PP-g-MA was attributed to the emulsification at the interface. Overall, the literature review shows that the compatibilizers play an important role by enhancing the mechanical properties of miscible blends.
Considering above mentioned points, in the current study, we are looking for a suitable and economically beneficial method to produce a specific blend with desired mechanical properties. In this experimental research, polymeric blends containing PP, PP grafted with maleic anhydride, and r-PET will be used. In the first step, PP and r-PET specimens will be prepared by extrusion. Then, compatibilizer will be added at 2%, 5%, and 7% concentration into the few of PP/r-PET blends specimens. Finally, the results of mechanical properties for specimens containing compatibilizers will be compared with those specimens without compatibilizers.
Experimental
Material
Polypropylene (PP) was purchased from the Navid Zar Chemistry Petrochemical Company, Iran. Its commercial name is ZH500. Also, r-PET was provided from the pieces of a soda bottle. The r-PET pieces size ranged from 9 to 16 mm. PP-g-MA as compatibilizer (Mw 98.06 g/mol, low molecular weight) component was purchased from Dupont Company, USA.
Processing
Melt compounding of the PP, r-PET, and PP-g-MA blends was performed in a corotating twin-screw extruder (L/D = 45 mm and D = 35 mm), at a rotational speed of 100 rpm. The temperature variation in the extrusion process was from 180 to 240 °C. Before extrusion, PP, r-PET, and PP-g-MA pellets were ground and dried for 24 h at 80 °C under vacuum. The formed pellets were injection molded to produce standard tensile bars using an injection molding machine. The injection temperature was 230–265 °C, while the mold temperature was 40–50 °C. The mold was cooled using a cold water circulation mechanism. PET as dispersed phase was used at 10, 30, and 50 wt%. Hence, six different PP compounds with 10, 30, and 50 wt% r-PET were produced using the aforementioned procedure. Additionally, six specimens consisting of PP and compatibilizer PP-g-MA were prepared following the same procedure. (A combination of material was selected based on the role of phases in the blend [18, 19].) The compositions of the blends are given in Table 1.
Structural characterization
Scanning electron microscopy (SEM) analysis was used to investigate the morphology of the specimens. Also, the specimens were coated with 200–250 Å of gold before running SEM imaging at 20 kV. Transmitted optical microscope (TOM) analysis was used to distinguish the morphological characteristics and optics proprieties of the specimen with compatibilizer and without compatibilizer and study on the region of the crack-shaped plastic. The TOM was utilized in two methods: cross-polarization and cross-sectional conditions.
Tensile and impact test
Tensile testing assessments were carried out using a Universal Hounsfield H10Ks machine at a tensile rate of 5 mm/min. The tensile test was investigated according to ASTM-D638 Standard. Impact Energy Charpy was carried out following ISO 179 standard method. To this end, the 5J Charpy test machine manufactured by Santam was exploited. Reported results were the average of results from five specimens’ test.
Physical aging
Physical aging results in polymer hardening that differs from the chemical aging that occurs at high temperatures due to chemical degradation. In this test, the mechanical and physical properties of polymer specimens over time were investigated. Moreover, the effects of time on polymer chain behavior were studied.
Scratch test
The scratches were created on the specimens using Rockwell-C diamond, which has a conical shape with a radius of 5 μm and an apex angle of 120°. The specimens were scratched at a constant speed of 2 mm/s under constant 5 N force.
Results and discussion
Effects of the compatibilizer on blend mechanical properties
To explore the effects of different concentrations of compatibilizer (PP-g-MA), a constant amount of PET about 10% as the optimum percentage was considered. Figure 1 shows the elastic modulus in different percentages of compatibilizer, i.e., 2%, 5%, and 7%. Generally, a little amount of combination of the compatibilizer is able to improve mechanical properties of polymer. Therefore, these percentages of compatibilizers were used to show their effect.

Elastic modulus diagram in different percentages of compatibilizer
As can be seen, the elastic modulus of the specimen with 2% compatibilizer was increased dramatically about approximately 1450 MPa. However, an increase in compatibilizer concentration to, e.g., 5%, the elastic modulus is decreased. Further increase in the concentration of compatibilizer from 5 to 7% does not affect elastic modulus.
Variation of yield stress for specimens consist of different concentrations of compatibilizer is shown in Fig. 2. As diagram shows, the yield stress of specimen with 2% compatibilizer was markedly increased to 28.4 MPa while further increase in specimens’ compatibilizer concentration to 5% and 7% yield stress was reduced around 28 MPa and 27.2 MPa, respectively. A similar trend was observed for impact energy diagram for specimens contains 2%, 5%, and 7% compatibilizer concentration. As shown in Fig 3, impact energy values are around 11 J/cm2, 10.6 J/cm2, and 10.2 J/cm2 for specimens with 2%, 5%, and 7% compatibilizer concentration, respectively.

Yield stress diagram in different percentages of compatibilizer

Impact energy diagram in different percentages of compatibilizer
So, as results indicate specimen by 2% compatibilizer of (PP-g-MA) has the highest mechanical behavior in the elastic modulus, yield stress, and impact energy. This can be understood as the existence of high interaction between phases when compatibilizer concentration is 2%. Therefore, imposing a force will easily disconnect the existent relation between the PET and the PP. Adding a little amount of the compatibilizers (2%) into the system will lead to improving polymers’ connection. Table 2 shows elastic modulus and aother properties for different percentage of competibilizer. Compatibilizer has low tensile properties and low molecular weight than pure PP [20].
Effects of r-PET on blend tensile strength
As shown in Fig. 4, there are different yield stress trends for a blend with compatibilizer and blend without compatibilizer. The graphs in Fig. 4 give useful information about the effect of r-PET and blend tensile strength in different percentages of r-PET. The yield stress of the specimen including 10–30% r-PET with compatibilizer is increased smoothly from 27.41 to 28.61 MPa. An increment in the amount of r-PET leads to a significant increase in the yield stress, where for 50% of r-PET, yield stress reaches 31.91 MPa from 28.61 MPa. A similar trend is observed for specimens without compatibilizer, but the yield stress value is lower than that of the specimens with compatibilizer. More information is presented in Table 3. Moreover, Fig. 5 shows modulus of elasticity (Young’s modulus) for specimens containing different r-PET content with/without compatibilizer. For the specimens containing 10% and 30% of r-PET with compatibilizer, modulus increases gently to 1463 and 1620 MPa, respectively. However, there is a great increase when the specimen has 50% of r-PET, in which the modulus is 1750 MPa. In other words, for specimens without compatibilizer, the behavior of the modulus variation is similar, except the magnitudes of the elastic modules are weaker compared to the specimens’ with compatibilizer. But as Fig. 5 shows, elastic modulus for specimens with 10%, 30%, and 50% of r-PET without compatibilizer is 1383, 1552, and 1697 MPa, respectively. More analysis shows that by adding r-PET into the PP matrix, the elastic modulus and yield stress are increased almost linearly. Therefore, it is clear that r-PET acts as a reinforcement for the blend. This can be rationalized as the presence of high interaction between phases when compatibilizer exists in the blend [21, 22]. This is also confirmed by mechanical properties, especially when the tensile strength is higher as shown in Table 4.

Elastic modulus diagram of the r-PET/PP/compatibilizer and PET/PP blends

Yield stress of the r-PET/PP/compatibilizer and r-PET/PP blend without compatibilizer
Effects of r-PET on blend behavior during an impact test
Figure 6 shows the variation of the impact energy with r-PET concentration. Generally, all specimens with/without compatibilizer show a similar non-monotonic pattern, except impact energy for the specimens with compatibilizer, which is higher. Increasing r-PET concentration from 0 to 10%, impact energy reaches the highest value, i.e., 14.58 J/cm2. However, a further increase in PET concentration leads to a reduction in impact energy of the blend, e.g., it falls to 10.81 J/cm2 and reaches 10.98 J/cm2 for r-PET concentration of 30% and 50%, respectively. These results are consistent with the reported data in the literature [23]. As shown in Table 5, high interaction between polymeric phases is expected when compatibilizer exists in the immiscible blend and it causes high mechanical performance in the samples.

Impact diagram of the r-PET/PP/compatibilizer and r-PET/PP blend
Physical aging
The physical aging process was conducted for all specimens under identical conditions in order to obtain accurate and reliable results. As shown in Figs. 7 and 8, both yield stress and modulus of elasticity experience significant increase after 10 days aging. For example, for a specimen with 30% of PET with compatibilizer after 10 days modulus of elasticity and yield stress reach 1800 MPa and 30 MPa, respectively. Besides, specimens containing r-PET have higher yield stress and modulus of elasticity compared to those without PET after the aging period because interaction between phases are stronger than samples without aging. This emphasizes that the mechanical properties of the specimens alter over time get improved. Results have been shown in Tables 6 and 7.

Effect of aging on the elastic modulus of PP/r-PET blends after 1 day and PP-g-MA aged for 10 days

Effect of aging on the yield strength of PP/r-PET blends after 1 day and PP-g-MA aged for 10 days
SEM micrographs
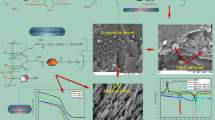
Figure 9 shows SEM micrographs of the polymer blends with the presence of 2% compatibilizer as optimum concentration with different amounts of r-PET. As can be seen in Fig. 9, r-PET has been dispersed into the PP matrix phase. The average size of the r-PET particles is presented in Table 8. By adding the compatibilizer, particle size gets smaller and reaches to a homogeneous distribution in the polymeric matrix. As the particle size is decreased, the total available area for r-PET particles is increased. On the other hand, the compatibilizer can act as a lubricant which leads to a reduction in particle accumulation. This ends in a small difference from the standard deviation (Table 8).

SEM micrographs of the surface of: a PP/10% r-PET/2% compatibilizar, b PP/30% r-PET/2% compatibilizar, c PP/50% r-PET/2% compatibilizar
Figure 10 shows SEM micrographs of the polymer blends in the absence of compatibilizer. The accumulation of particles and matrix occurs in some regions. So the average size of particles becomes large. Hence, the difference from the standard deviation gets increased. Overall, blends morphology containing compatibilizer looks homogeneous. As a result, there will be strong interaction and good adhesion between matrix and particles in PP/r-PET blend compared to blends without compatibilizer.

SEM micrographs of the surface of: a PP/10% r-PET, b PP/30% r-PET, c PP/50% r-PET
Optical microscope morphology
Figure 11a, b shows the microscopic images of the apex of a crack in the pure PP sample during loading mechanical test. As can be seen, in this specimen the area where the plastic shape changes is limited to several crazes formed inside the matrix and at the top of the crack. Under the polarized light condition, the craze is seen in black. The change in the apex shape in pure PP is made through crazing, which forms and develops through stress in the crack head and works as the center of the stress.

Polarized light microscopic images of pure PP
Figure 12 shows polarized light images for three different specimens. Figure 12a shows the specimen containing 10% of r-PET and 2% of compatibilizer. This figure shows the specimen after the impact test and also shows the plastic deformation area from the top of the crack in polarized light. As it shows, there is clear alteration of crack in the specimen. It is obvious that adding 10% of r-PET and 2% of compatibilizer through the extrusion process into the specimen number of crazes gets higher than that of pure polymer. This ends in impact energy increasing. In Fig. 12b, the image shows the region of apex deformation in specimen containing 30% of r-PET and 2% of compatibilizer. In this case, the crazes are seen as bright areas. The separation of the second phase is clearly seen. As can be seen in Fig. 12c, for specimen containing 50% of r-PET and 2% of compatibilizer, shear stress occurs inside the mold due to the polymer injection. Increasing the volume of the second phase and increasing particle size results in possible particles tensile in the direction of injection. In other words, during the injection process by increasing the second phase percentage and as well as due to the existence of the shear stress between blend and the mold wall, the worm-shaped particles are formed.

Polarized light microscopic images from specimen contain a PP/10% r-PET/2% compatibilizer (photograph is from top of the crack), b PP/30% r-PET/2% compatibilizer, and c PP/50% r-PET/2% compatibilizar
As already mentioned, adding the second phase makes the particle size big. Also, the distance between the particles becomes small. As a result, the stress concentration areas are also become close to each other. So, the region of plastic deformation gets limited to a small region. This is shown in Fig. 13a (PP/10 r-PET without compatibilizer) and Fig. 13b (PP/30 r-PET without compatibilizer). From Fig. 13c (PP/50 r-PET without compatibilizer), the phase separation is clearly seen. The figure also shows that the crazes are grown-up.

Optical microscope: a PP/10% r-PET, b PP/30% r-PET, c PP/50% r-PET
Scratch test
Results indicate that adding r-PET to PP does not change the scratch resistance significantly. The width of the scratch area was measured by the video analysis software and was calculated by scratch hardness number. The results are presented in Table 9. Note that, the scratch test was carried out for specimens including 10–50% of r-PET.
Conclusions
This study’s aim was to investigate the effects of polypropylene homopolymer, anhydride-grafted-polypropylene compatibilizers on the mechanical and physical properties of r-PET/PP blends.
Results showed that the elastic modulus, the yield stress, and the impact energy were increased by adding 2 wt% of the compatibilizer into the specimens containing 10% of r-PET. Investigating the effect of compatibilizers on the tensile properties, modulus and yield stress indicated that these properties were increased almost linearly by increasing the amount of r-PET in the PP matrix. Adding MA as compatibilizer into the immiscible blend resulted in improving the interaction between two phases. Adding PP/PP-g-MA into r-PET, the impact of energy was increased smoothly. This was due to the existence of a bond between the matrix and the r-PET. The results showed that the elastic modulus of the specimens was increased after 10 days of injection in compare to the specimens’ without aging.
After 10 days, aging modulus of elasticity and yield stress were improved 24.1% and 5.3 MPa, respectively. Overall, in this study, the mechanical properties of r-PET as a well-known material for industrial applications were modified and reproduced by adding PP-MA. This polymer blends, because of thermoplastic properties, can repeatedly process to industry and daily life consumption.
References
Pracella M, Pazzagli F, Galeski A (2002) Reactive compatibilization and properties of recycled poly(ethylene terephthalate)/polyethylene blends. Polym Bull 48:67–74
Thomas S, Grohens Y, Jyotishkumar P (2014) Characterization of polymer blends: miscibility, morphology and interfaces. Wiley, Hoboken
Utracki L, Shi Z (1992) Development of polymer blend morphology during compounding in a twin-screw extruder. Part I: droplet dispersion and coalescence—a review. Polym Eng Sci 32:1824–1833
Barlow J, Paul DR (1984) Mechanical compatibilization of immiscible blends. Polym Eng Sci 24:525–534
Khan QU, Mushtaq MA, Khan SA, Kiani M, Zaman F, Khan K et al (2019) Enhancement of mechanical and electrical properties for in situ compatibilization of immiscible polypropylene/polystyrene blends. Mater Res Express 6:105301
Chand N, Manepatil S, Tiwari S, Namdeo R (2020) Experimental analysis of dry sliding friction and wear behavior of OMMT nanoclay added EVA/HDPE/MA-g-PE compatibilized polymer blends with parametric study of influencing factors. J Test Eval. https://doi.org/10.1520/jte20170611
Li H, Xie X-M (2017) Morphology development and superior mechanical properties of PP/PA6/SEBS ternary blends compatibilized by using a highly efficient multi-phase compatibilizer. Polymer 108:1–10
Robeson L (2014) Historical perspective of advances in the science and technology of polymer blends. Polymers 6:1251–1265
Deanin RD, Manion MA (1999) Compatibilization of polymer. In: Shonaike GO, Simon GP (eds) Polymer blends and alloys. Marcel Dekker Inc., New York
Wei B, Chen D, Wang H, You J, Wang L, Li Y et al (2019) In-situ grafting of carboxylic acid terminated poly(methyl methacrylate) onto ethylene-glycidyl methacrylate copolymers: one-pot strategy to compatibilize immiscible poly(vinylidene fluoride)/low density polyethylene blends. Polymer 160:162–169
Deng S, Bai H, Liu Z, Zhang Q, Fu Q (2019) Toward Supertough and heat-resistant stereocomplex-type polylactide/elastomer blends with impressive melt stability via in situ formation of graft copolymer during one-pot reactive melt blending. Macromolecules 52:1718–1730
Liu T, Zhang H, Zuo M, Zhang W, Zhu W, Zheng Q (2019) Selective location and migration of poly(methyl methacrylate)-grafted clay nanosheets with low grafting density in poly(methyl methacrylate)/poly(styrene-co-acrylonitrile) blends. Compos Sci Technol 169:110–119
Volokhova AS, Waugh JB, Arrington KJ, Matson JB (2019) Effects of graft polymer compatibilizers in blends of cellulose triacetate and poly(lactic acid). Polym Int 68:1263–1270
Tanrattanakul V, Jaratrotkamjorn R, Juliwanlee W (2019) Effect of maleic anhydride on mechanical properties and morphology of poly(lactic acid)/natural rubber blend. Mater Sci Forum 819:284–289
Gaikwad KK, Singh S, Ajji A (2019) Moisture absorbers for food packaging applications. Environ Chem Lett 17:609–628
Araujo LMG, Morales AR (2018) Compatibilization of recycled polypropylene and recycled poly(ethylene terephthalate) blends with SEBS-g-MA. Polímeros 28:84–91
Kiani A, Garmabi H (2009) Study on the effects of temperature and compatibilizer on the interfacial tension of PP/PA6 and PP/PET pairs. Int Polym Proc 24:2–8
Favis B, Therrien D (1991) Factors influencing structure formation and phase size in an immiscible polymer blend of polycarbonate and polypropylene prepared by twin-screw extrusion. Polymer 32:1474–1481
Al-Saleh MH (2016) Carbon nanotube-filled polypropylene/polyethylene blends: compatibilization and electrical properties. Polym Bull 73:975–987
Parker G (2001) Encyclopedia of materials: science and technology. Pergamon, Oxford
Pawlak A, Morawiec J, Pazzagli F, Pracella M, Galeski A (2002) Recycling of postconsumer poly(ethylene terephthalate) and high-density polyethylene by compatibilized blending. J Appl Polym Sci 86:1473–1485
Papadopoulou C, Kalfoglou N (2000) Comparison of compatibilizer effectiveness for PET/PP blends: their mechanical, thermal and morphology characterization. Polymer 41:2543–2555
Yang XL, Hu SY, Cai YB (2013) Preparation of R-PET/PP alloy and mechanical properties. Appl Mech Mater 285:1806–1809
Acknowledgements
Authors thank Danesh Paper Company (DPC) and University of Tabriz for technical support.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Ahmadlouydarab, M., Chamkouri, M. & Chamkouri, H. Compatibilization of immiscible polymer blends (R-PET/PP) by adding PP-g-MA as compatibilizer: analysis of phase morphology and mechanical properties. Polym. Bull. 77, 5753–5766 (2020). https://doi.org/10.1007/s00289-019-03054-w
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00289-019-03054-w