
Abstract
Thermosetting resins like polyfurfuryl alcohol (PFA) tend to get prematurely cured and viscous during storage. Understanding a resin shelf-life is very helpful but no definite and validated method could be found in both scientific literature and standard methods. Cure kinetics of PFA was determined through tracing the complex viscosity changes as a function of time at elevated temperatures of 160, 170, 180, 190 and 200 °C. Adopting an empirical statistical approach, shelf-life of PFA resin at ambient temperature was estimated using the accelerated cure profiles. To this end, two functions were fitted on experimental results and then the empirical cure reaction rate constants at different temperatures were extrapolated to 25 °C. Subsequently, the viscosity versus time profiles were built for curing the resin at ambient temperature. The time interval corresponding to a viscosity range of 10–12.5 Pa.s was considered as the practical shelf-life of the resin at ambient conditions. The findings were validated by comparing the model results to the real-time, experimentally-obtained values.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Nowadays, thermosetting resins play an important role as engineering materials serving a lot to a widely expanding range of applications. These materials offer outstanding performances, which are demonstrated through decades of successful application. Dimensional stability, good electrical insulating properties, high temperatures for heat deflection, lower heat conductivity, corrosion resistance, fire retardancy and selective permeability are only some unique features for products made from thermosetting resins, which support their ever-increasing application as coating and composite materials, just to name a few [1,2,3].
Despite the striking characteristics of thermosetting resins, the issues arising during their storage and preservation are still challenging. Unwanted, premature cross-linking reactions usually increase viscosity of the resins by time under the influence of long-lasting storage. Since thermosetting resins are mostly designed to be molded into parts with a predefined final shape [4,5,6], the resin viscosity is an excellent indicator of the chemically occurred deteriorations during their storage and processing. As a general rule of thumb, a thermosetting resin can be generally used as long as its viscosity still conforms with the processing requirements for the intended parts, i.e, 10–12.5 pa.s in the case of polyfurfuryl alcohol (PFA) resin, a base resin for special coating purpose. The said range of viscosity is according to our own unpublished experience to develop special-purpose coatings based on this high char-leaving resin but it is the same need in other applications like foundry or concrete ones [7, 8]. Generally, it is possible to increase a thermosetting resin storage life in different ways, e.g., by preserving them in hermetically sealed containers until use, lowering the storage temperature by refrigeration [9], adding inhibiting agents to delay the curing reactions [10, 11], etc. [3]. Nevertheless, an optimal duration of resin storage, i.e., shelf-life by definition, must be derived based on a sound scientific basis to provide a practical guideline for practitioners in industrial fields.
Shelf-life is a period of time that the resin can be stored without losing any of its original chemical, physical or molding properties [12]. Simply, this means that how long a thermosetting resin can be stored before it becomes difficult or even impossible to be used in its intended application [3]. Most commercial resins must have a shelf-life longer than 6 months at room temperature; however, single-component systems require more strict precautions during storage to provide an acceptable shelf-life [12]. To this end, all specimens examined for determination of shelf-life must be stored in airtight containers; otherwise, the resin shelf-life and final properties can be drastically reduced by exposure to oxygen and humidity [12].
Shelf-life definition inherently suggests an arbitrary lifetime, e.g., at ambient conditions for practical storage of a resin depending on its specific application. Determination of shelf-life is possible by performing experiments in the real-time mode e.g., monitoring the changes occurring in the resin viscosity or any other final dynamic properties like bond strength after various storage periods of time at specified storage conditions [12]. Real-time experiments are time-consuming in their nature. Alternatively, shelf-life can be estimated by accelerated tests at elevated temperatures, which require a through investigation of the cure kinetics for neat resin.
The curing kinetics of thermosetting resins can be determined in different ways including differential scanning calorimetry (DSC), Fourier-transform infrared spectroscopy (FTIR), measuring dielectric properties and rheokinetic measurements [13]. Rheometric techniques are excellent preferences to determine kinetics of curing for thermosetting resins because kinetic parameters are strongly correlated with viscosity in a cross-linking reaction. To the best of our knowledge, there are very rare reports [14,15,16] on development of accelerated test methods to determine shelf-life of the thermosetting resins. Chan et al. [14] reported shelf-life estimation of different systems but there was no rheokinetic study for thermosetting resins. Smith et al. [15] reported a thorough viscometric experiment using a simple Arrhenius-like equation; however, no comprehensive kinetic interpretation was presented. The same fact is applicable to the availability of any report in the open literature on either long-term viscosity changes occurring during the curing reaction of furan resin at ambient conditions, which may serve as a criterion for determining shelf-life or developing an accelerated kinetics procedure.
Here, shelf-life of PFA resin is determined in an accelerated mode by rheokinetic examination of the curing resin at higher temperatures. Considering our non-mechanistic point of view, an empirical statistical approach was adopted for determining the resin shelf-life at ambient temperature.
Materials and methods
Materials
Commercial-grade furfuryl alcohol (Daejung Chemicals and Metals, South Korea) was purified by fractional distillation under vacuum. The receiver flask contained anhydrous sodium sulfate to keep the monomer dried. If the monomer was not freshly used, it was stored over anhydrous calcium hydroxide and kept refrigerated at 4 °C. Maleic anhydride was purified by recrystallization from toluene at 40 °C. All of the chemicals including sodium hydroxide were purchased from Merck Chemicals Co., Darmstadt, Germany, and used as received without further purification except stated. Deionized water was obtained in house by reverse osmosis (Aquamax™ Ultra 370, Young Lin Instrument Co., South Korea).
PFA synthesis and characterization
PFA resin was synthesized by acid-catalyzed polycondensation of furfuryl alcohol under reflux condition using maleic anhydride as a catalyst. The resin was purified as previously reported elsewhere [17]. Briefly, 125 mL furfuryl alcohol, 400 mL deionized distilled water and 0.714 g maleic anhydride were mixed in a 1000-mL three-necked, round-bottomed reaction flask. The flask was heated up to 92 °C, i.e., furfuryl alcohol–water azeotrope temperature, under constant stirring at 400 rpm for 30 min. After purification, the resin was fully characterized by HNMR, CNMR, FTIR, DSC, TGA and GPC techniques in terms of chemical structure, molecular weight and thermal properties as reported elsewhere [17]. The resin was stored in a hermetically sealed container at 4 °C until further use.
Oscillatory rheometry
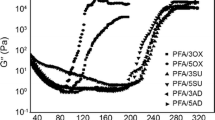
Changes occurring in complex viscosity of PFA resin specimens (sample weight ≈ 4 g) were followed by oscillatory rheometry using a MCR 300 rheometer (Anton Paar, Graz, Austria) in parallel plate geometry (25 mm diameter; 1 mm distance between plates) operating at 1 Hz frequency. Preliminary strain sweep test was performed at 25 °C and 1 Hz frequency to determine linear viscoelastic region ca. 1% strain. Figure 1 shows the changes observed in storage modulus of PFA resin versus strain in log–log scale.

Changes in storage modulus of PFA resin versus strain at 25 °C
PFA resin curing was investigated isothermally in the sample cup of the rheometer by tracing the changes observed in complex viscosity of the resin as a function of time at five different temperatures, i.e., 160, 170, 180, 190 and 200 °C. The changes observed in the complex viscosity of the PFA resin samples were correlated with their corresponding degree of conversion according to Eq. 1:
where; α is the curing conversion, η0 is the initial viscosity at a certain temperature and ηt stands for viscosity of the same specimen at time t. Experimental α versus time data were differentiated with respect to time using OriginPro 9 software (Ver. 9, Origin Lab Corporation, USA) for different temperatures in the range of 160–200 °C. The obtained dα/dt versus time data for different isothermal experiments were used for further calculations and modeling.
Data analysis and modeling
An arbitrary, empirical statistical model was adopted to turn PFA curing profiles to some numeric parameters. To this end, dα/dt versus time data were fitted to Eq. 2 using OriginPro 9 software for different isothermal experiments performed in 160–200 °C temperature range:
where; y0 is the offset of the function, xc is the center of the function, w is its width and A shows the amplitude of the function [18]. This equation purely represents a Gaussian function with no intended, explicit physical meaning. However, in a formalistic point of view, it is analogous to the generalized kinetics model of cure firstly suggested by Hsich [19]. According to Hsich model of cure [20, 21], any chemical reaction or structural relaxation can be explained using irreversible thermodynamic fluctuation theory in which changes of physical and mechanical properties during the relaxation process can be interpreted from the mean square fluctuations of thermodynamic ordering parameters. Then, the physical/mechanical properties at any given cure time can be written as a relaxation function:
where; Pt is the physical or mechanical property at time, t, and P0 and P∞ are the initial and final values of the property. β is a constant describing the width of the relaxation spectrum, and τ is the relaxation time which is a function of temperature, T, and activation energy of cure, H. Relaxation time can be defined as:
where; τ0 is a constant which represents the relaxation time (T → ∞) and R is the gas constant.
To provide a more consistent style of writing, Eq. 2 can be written as:
where; \(\left( {\frac{{{\text{d}}\alpha }}{{{\text{d}}t}}} \right)_{0}\) is the offset of function as said before but represents the state of conversion at the beginning stage of \(\frac{{{\text{d}}\alpha }}{{{\text{d}}t}}\) curves. In this way, the amplitude term of the function stands for the maximum of curing rate (s−1) and tc (s) term describes the time required to achieve the maximum curing rate. In this equation, w and \(\left( {\frac{{{\text{d}}\alpha }}{{{\text{d}}t}}} \right)_{0}\) terms will be expressed in second (s) and (s−1) units, respectively.
In addition to Eqs. 2 or 5, extrapolation of the kinetic constants and simulating η–t curve at 25 °C was also performed using Eqs. 6 and 7:
where; B and C are mathematical constants but kc and kd are chemical- and diffusion-controlled rate constants, respectively. In a mechanistic point of view, two regions of curing kinetics profile, i.e., chemical- and diffusion-controlled regions, were differentiated using Eqs. 6 and 7. When α < αonset, the curing kinetics is described by Eq. 6, and when α > αonset, the kinetics is best described by Eq. 7.
The kinetic constants extracted via this data-fitting approach were then plotted against temperature. Values for the same kinetic constants at 25 °C were determined by regression analysis and consequent extrapolation. To minimize the extent of “noise” or “error” in the collected dataset obtained through experimentation, the plots are designed as a pattern of points.
Results and discussion
Changes observed in complex viscosity (η*) of the neat PFA resin samples versus time are shown in Fig. 2a according to isothermal rheometry experiments performed at five different temperatures, i.e., 160, 170, 180, 190 and 200 °C.

Changes observed in the PFA resin viscosity (a) and degree of cure (b) as a function of the reaction temperature during isothermal curing experiments of PFA resin at different temperatures
After a latent phase, PFA resin viscosity increased as a function of time due to the increased degree of resin conversion into the corresponding cross-linked structure. It worth to note that the changes observed in complex viscosity of PFA resin were in the absence of any curing agent when only heat and oxygen from air are present. This increase may come from the reaction between methylol functional end groups to form a head-to-head linkage and consequent increment in the polymer molecular weight and viscosity which is a very well-known phenomenon occurring in resol-type resins [22]. Another chemical restructuring in PFA chains comes from their involvement in spontaneous hydride transfer reaction. At higher temperatures, activation energy barrier for hydride transfer reaction between chains can be easily passed. Chemical reformation in the backbone due to the hydride transfer reaction is almost ceaseless and culminates in extreme chromophore formation and proceeding conjugation in the backbone. The resulting conjugated backbone affords two reactive structures, diene and dienophile, which are potential reagents to form a substituted cyclohexene derivative through the well-known Diels–Alder cycloaddition [23,24,25]. This mechanism undoubtedly facilitates network formation and eventually makes the system highly viscous. The two said mechanisms are working with no need to any catalyst.
In our experiments, as no vestige of curing agent or additional reactant is used, the curing mechanism of neat PFA resin in high and low temperatures is supposed to be identical. Commercial formulations for thermosetting resins may be complex ones, containing curing agents, which makes them mechanistically very susceptible to the changes occurring in temperature. In contrast, the cure mechanism of the neat PFA resin remains unaltered in response to the temperature changes according to our experience. This idea works specifically in the case of PFA resin where the reaction between methylol groups and double bonds, a well-defined and dominant mechanism of cure, is previously investigated in depth [26]. This is of essential importance because statistical extrapolation of a dataset to values beyond the experimental points is mechanistically reliable only when nature of the process remains unchanged. For instance, in the case of a chemical reaction, the mechanism through which the reaction proceeds at higher temperatures must be the same with that of a low temperature, where the plot is extrapolated.
Degree of conversion to a cross-linked structure was determined by tracing the changes observed in complex viscosity of the resin as a function of time at different temperatures (Fig. 2b) ranging from 160 to 200 °C according to Eq. 1. The conversion values obtained according to Eq. 1 are reliable for tracing the curing reaction progress only if the viscosity changes solely depend on an increment in the cross-linking density. Therefore, it is essential to negate the effect of other parameters on the viscosity change to prevent the contribution of any systematic error in determining the resin conversion values. As the most important interfering parameter, temperature dependency of the resin viscosity was negated by performing all of the measurements in isothermal mode. Viscosity can also be influenced by the changes occurring in the shear rate applied on a non-Newtonian fluid. To this end, the experiments were carried out within the linear range of viscoelastic properties. Vaporization of the volatile compounds during the curing reaction is another possible source of error in viscosity measurements. The content of volatile compounds in the neat resin was reduced to negligible values during the resin purification steps after PFA synthesis as reported elsewhere [17].
The overall pattern of conversion profiles was sigmoidal supporting the significance of auto-acceleration and auto-deceleration effects on the PFA cross-linking reaction as previously reported by Domínguez et al. [27] for curing reaction of the same resin. In this way, the mechanism behind the resin curing reaction can be explained by the formation of reactive centers, i.e., furyl carbocations at the beginning of the reaction. However, the active centers are produced in every step of the reaction and cause the reaction to continue. After formation of a sufficient amount of active centers, condensation reactions dominate [26]. No increase in η* was evident at the initial latent phase of the reaction which can be attributed to the formation of active centers for further auto-acceleration effect. It can be assumed that the degree of cure in this stage is zero because \(\eta_{\text{t}} = \eta_{0}\) for each of the isothermal experiments. It worth to note that the time point at which complex viscosity sharply deviates from baseline shifted to earlier time points as a function of temperature in accordance with the classic effect of the temperature on acceleration of chemical cross-linking reactions. At the second phase, the cross-linking reaction rate took its highest values in an exponential manner [28, 29]. An ever-increasing conversion is expected because the \(\frac{{\eta_{0} }}{{\eta_{\text{t}} }}\) fraction in Eq. 1 multiplied by a negative sign. In the final plateau stage, the reaction is dominantly controlled by diffusion kinetics and degree of conversion gets close to 1 when \(\eta_{\text{t}} \gg \eta_{0}\). This implication of Eq. 1 is consistent with the well-known theory that explains the thermosetting resins never reach the complete cure.
Increasing the reaction temperature decreases the viscosity of resin, leading the curing kinetics to be slightly affected by diffusion of the reactive species. Equation 8 describes the effect of temperature on the onset of resin conversion at diffusion-controlled region [27]:
where; αonset stands for the onset conversion at the beginning of diffusion-controlled region, P2 is a fitting parameter, T is the curing temperature and T2 is a hypothetical critical temperature below which no chemical-controlled reaction could occur. The time at which the viscosity curve deviates from its linear step is denoted by tonset [24]. αonset values were determined at the onset time of the diffusion-controlled region (tonset). P2 and T2 values were obtained by extrapolating αonset (as a linear function of 1/T) to T = 0 and αonset= 0, respectively. Using these parameters, the diffusion- and chemical-controlled regions can be differentiated. The conversions at tonset, i.e., αonset, or curing of PFA resin are tabulated in Table 1. Using Eq. 8 and the linear plot (r2 = 0.99) of αonset versus 1/T (Fig. 3), P2 and T2 values were determined to be equal to 790 (1/ °C) and 35.4 °C, respectively.

Variations in αonset versus 1/T for curing of PFA resin
In general, the curing kinetics can be divided into chemical- and diffusion-controlled regions [30,31,32,33] in which the second one complicates the curing reaction. Therefore, more accurate details on the resin curing kinetics may get accessible when a model contains the elements describing both the chemical- and diffusion-controlled kinetics. Paramount to the success of a rheological model is the comprehension of the kinetics behind the thermoset cure reaction, chemo-rheology, i.e., the viscosity of the resin, and the effects of gelation. Extensive models are reported in the literature focusing on the influences of curing conditions on chemo-rheology of thermosets including gelation models [34, 35] used for polyester, epoxy and melamine systems, Arrhenius models [13, 36] used for many thermosets including epoxies and polyimides, modified Williams–Landel–Ferry (WLF) models [37, 38] used for filled epoxy novolac and other models used for characterizing the effects of shear rate [37, 39].
As mentioned earlier, T2 is a hypothetical critical temperature below which no chemical-controlled reaction could occur, so at the temperatures lower than 35.4 °C the reaction is only controlled by diffusion kinetics. Viscosity of PFA resin at 25 °C is very high compared to the viscosity of resin at temperature range of 160–200 °C. This supports the idea that curing kinetics is only controlled by diffusion kinetics at temperatures less than 35.4 °C. By extrapolation of αonset values to 25 °C, the αonset for this temperature was estimated to be − 0.0897. The negative value of the degree of conversion means that the curing reaction at 25 °C is totally controlled by diffusion kinetics from the beginning of the reaction. After differentiation of the conversion curve, the reaction rate was obtained as a function of temperature (Fig. 4a) or conversion (Fig. 4b). In both 4a and 4b figures, first the curing rate increases and then decreases after reaching a maximum, supporting the classical auto-acceleration and auto-deceleration diffusion kinetics pattern.

Variations in the rate of PFA resin curing reaction versus time (a) and conversion (b)
Statistical regression is a straightforward method for investigating mathematical relationships existing between two sets of data points and might provide a deep insight into manufacturing practices, data analysis and estimations [40]. This approach is fully discussed in the literature [40,41,42]. It is undeniable that a linear regression presents the best-fitted line to data; nevertheless, in many practical situations, there is not a linear dependency between variables. In such a case, a variety of well-recognized nonlinear equations like exponential, power, polynomial, etc., can be applied comfortably [43].
Equation 2 was fitted on dα/dt versus t data as shown in Fig. 5 (for 160 and 180 °C) for different isothermal experiments performed in 160–200 °C temperature range. Values obtained for coefficient of determination are tabulated in Table 1.

Experimental values of dα/dt − t curves and those predicted by applying Eq. 2 for curing of PFA resin versus time in the temperature range of 160 (a) and 180 °C (b)
All of the coefficients of determination were more than 0.95 in terms of value for all test runs supporting acceptable goodness-of-fit for this function. The width of the function, i.e., w, according to Eq. 2 was obtained by the same data-fitting approach. According to the classic Arrhenius theory (Eq. 9), the reaction rate constant is exponentially dependent on temperature. Linear extrapolation of Ln(k) gives the reaction rate constant at a given temperature. On the other hand, fitting of Eq. 2 shows that the width (w) and amplitude (A) of the function are both dependent on temperature so, it is expected that this temperature dependency follows the Arrhenius model (Eq. 9). In this work, we used Arrhenius model to achieve Eqs. 10 and 11 where B1, C1, B2 and C2 are constants.
Similar to k (rate constant) values in Arrhenius equation, Ln(w) and Ln(A) were plotted against 1/T (Fig. 6a, b) and then w and A value at 25 °C were obtained by linear regression and extrapolation. For both quantities, standard errors were less than (± 0.2):

Extrapolation of width (a), amplitude (b) and center (c) of fitted function (Eq. 2) to 25 °C
As temperature increases, the width of the function decreases. The width of the function has the same dimension as the time of the curing reaction since it is a time range. As temperature increases, the amplitude value increases showing that the maximum rate of reaction increases with increase in the reaction temperature. The center of function (tc) is the time at which the curing reaction rate reaches to its maximum. The center of function decreases with increase in the reaction temperature (Fig. 6c). In fact, less time is required to reach to the maximum rate at higher temperatures. Arrhenius equation approach (Eqs. 10 and 11) was used for extrapolation of A and w values to 25 °C, but linear extrapolation of Ln(tc) to 25 °C by Arrhenius theory will conclude a positive value for tc. It was previously shown that the cross-linking reaction at 25 °C is only controlled by diffusion mechanism. Therefore, tc should get a negative value because only the second region of dα/dt − t curve (with negative slope) should be extrapolated. In fact, at 25 °C when the reaction kinetics is governed by diffusion kinetics, the cure rate should only decrease as the reaction time increases. To gain the correct estimation, tc value should be extrapolated to a negative value. Extrapolation by quadratic equation provides a good approximation for tc at 25 °C as shown in Fig. 6c. The r2 value was greater than 0.99, and the standard error of intercept and constants of the fitted quadratic equation were lower than 0.12 of the original values. This proves the sufficiency of the quadratic equation as a function for data fitting. Using the extrapolated values for w, A and tc, Eq. 2 and then related curve can be simulated for hypothetical reaction occurring at 25 °C.
Because the resulting conversion values should be 0 to 1, the value of y0 at 25 °C must be chosen after integrating from dα/dt − t curve. The correct y0 value was determined to be 6.8 (± 0.1) × 10−10 s−1. After integrating dα/dt − t curve, the α − t curve was plotted and using α − t curve and Eq. 5 the viscosity versus time curve (η − t curve) was plotted. Now, this viscosity curve is an extrapolated profile for the viscosity changes during cross-linking reaction of PFA resin at 25 °C.
Equations 3 and 4 were fitted on dα/dt − α curves at different temperatures of 160, 170, 180, 190 and 200 °C. B and kc values are reported in Table 1 for different temperatures. Extrapolation of kc to 25 °C did not result in a reasonable estimation of resin shelf-life. This is why the value acquired by this extrapolation was unreasonable and very different from the value obtained by experimental measurement. Thus, Eq. 3, developed for chemical-controlled region, is only useful to describe curing kinetics at higher temperatures, and hence, extrapolation of its constants is unnecessary. In conclusion, shelf-life estimation at 25 °C temperature is only feasible by extrapolation of kinetic constants in diffusion-controlled region (Eq. 4), where data fitting is done in conversion ranges higher than αonset. Figure 7 shows extrapolated data and the fitted function. Values of k and C constants are shown in Table 1.

Experimental values of dα/dt − t curves and predicted values using Eq. 4 at diffusion-controlled region versus α in the range of 160, 170, 180, 190 and 200 °C
The fluctuations in experimental data at 200 °C were attributed to the inherent limitations of mathematical differentiation. Any small deviation from data points causes a larger irregularity in the obtained plot after differentiation. Considering data points of other temperatures and the overall trend of the curve at 200 °C, an optimized fitting was carried out. The obtained values for C constant were very close together; thus, an average value of − 0.2348 was calculated and considered for model fitting. kd value at 25 °C was obtained equal to 2.82 (± 0.2) × 10−8 s −1 (r2= 0.99) by extrapolation (Fig. 8).

Extrapolation of kd constant to 25 °C
The corresponding equation for 25 °C was simulated using the aforementioned constant values and drawn as dα/dt − α curve for 25 °C temperature. By reversing dα/dt values, the dt/dα − α curve was obtained and integrated to plot αdt curve and then v–t plot was obtained for 25 °C.
The profiles of estimated viscosity changes for storage temperature of 25 °C (obtained by the two equations) are compared in Fig. 9. The viscosity of PFA resin at 25 °C was 3.5 Pa.s, and the end of shelf-life is defined when the resin becomes unusable or difficult to use. PFA resin is viscous enough to be an expired product in the viscosity range of 10–12.5 Pa.s. This viscosity range is proposed considering the previous experiences of the authors in the same field and must be defined based on the type of resin and application one by one. Thus, the time corresponding to these values is considered as shelf-life.

It must be emphasized that shelf-life is an arbitrary time which depends on intended application of the resin. The difference in plots of Eqs. 2 and 4 arises from that Eq. 2 was fitted on total timescale of the reaction but Eq. 4 was just used for diffusion-controlled region. Therefore, it is expected that Eq. 4 presents a more accurate estimate on the resin shelf-life. Using the predicted range of viscosity limitations (10–12.5 Pa.s), the estimated shelf-life by Eqs. 2 and 4 was 12 and 18 months, respectively. The real-time, experimental findings for PFA resin viscosity after 4, 6, 8 and 10 months storage showed that the viscosity grows to 5.23 ± 0.14, 6.70 ± 0.13, 7.45 ± 0.16 and 9.50 ± 0.10 Pa.s, respectively. Viscometric measurements were compared with the values of complex viscosity estimated by Eqs. 2 and 4 (Fig. 9). These findings support that Eq. 4 has been more successful in predicting the shelf-life of resin.
Conclusion
To estimate the shelf-life of polyfurfuryl alcohol resin, variations in viscosity of neat PFA resin were measured during curing reaction by isothermal rheometric experiments performed at 160, 170, 180, 190 and 200 °C. The results proved that the reaction is only controlled by diffusion kinetics at 25 °C. Two equations were fitted on the experimental data, and the resulting kinetic constants were extrapolated to 25 °C. Analogous functions were simulated for 25 °C, and the profiles of viscosity changes were obtained by two models. The experimental data from real-time storage of resin at 25 °C were compared with estimated conclusions according to the models. The estimations on shelf-life obtained by an equation were found closer to the experimental data. Shelf-life of polyfurfuryl alcohol resin was estimated to be 12 and 18 months by applying two equations.
References
Kutz M (2015) Mechanical engineers’ handbook, vol 1: materials and engineering mechanics, 4th edn. Wiley, London
Mital A, Desai A, Subramanian A, Mital A (2014) Product development: a structured approach to consumer product development, design, and manufacture, 2nd edn. Butterworth-Heinemann, London
Dodiuk H, Goodman SH (2013) Handbook of thermoset plastics, 3rd edn. Elsevier Science, Amsterdam
NPCS Board of Consultants and Engineers (2014) Disposable products manufacturing handbook. NIIR Project Consultancy Services
Whelan T, Goff J (2012) Molding of thermosetting plastics. Springer, London
Pascault JP, Sautereau H, Verdu J, Williams RJJ (2002) Thermosetting polymers. CRC Press, Amsterdam
De Miranda LF, Vale M, Júnior AHM, Masson TJ, e Silva LGDA (2016) Zinc chloride influence on the resins furan polymerization to foundry moulds. In: Ikhmayies SJ et al (eds) Characterization of minerals, metals, and materials. Springer, London, pp 771–778
Wang Z, Cao N, He J, Du R, Liu Y, Zhao G (2017) Mechanical and anticorrosion properties of furan/epoxy-based basalt fiber-reinforced composites. J Appl Polym Sci 134:44799. https://doi.org/10.1002/app.44799
Balasubramanian M (2017) Composite materials and processing. CRC Press, Amsterdam
Astrom BT (1997) Manufacturing of polymer composites. CRC Press, Amsterdam
Berins M (1991) SPI plastics engineering handbook of the society of the plastics industry. Springer, USA
Harper CA, Petrie EM (2008) Plastics materials and processes: a concise encyclopedia. Wiley, London
Halley PJ, Mackay ME (1996) Chemorheology of thermosets-an overview. Polym Eng Sci 36:593–609. https://doi.org/10.1002/pen.10447
Woo L, Palomo J, Ling MTK, Chan EK, Sandford C (1996) Shelf-life prediction methods and applications. Med Plast Biomater 3:36–40
Smith HM (1981) Shelf life determination of an epoxy resin by accelerated aging. Final report. Bendix Corp, Kansas City
Zarrelli M, Skordos AA, Partridge IK (2010) Toward a constitutive model for cure-dependent modulus of a high temperature epoxy during the cure. Eur Polym J 46:1705–1712. https://doi.org/10.1016/j.eurpolymj.2010.06.002
Marefat Seyedlar R, Imani M, Mirabedini SM (2016) Curing of poly(furfuryl alcohol) resin catalyzed by a homologous series of dicarboxylic acid catalysts: kinetics and pot life. J Appl Polym Sci 133:44009. https://doi.org/10.1002/APP.44009
Christodoulides C, Christodoulides G (2017) Analysis and presentation of experimental results. Springer, London
Hsich HSY (1978) A unified theory for studying chemical relaxation by using light scattering or ultrasonic absorption experiments. J Mater Sci 13:2560–2568. https://doi.org/10.1007/BF02402742
Hsich HSY (1980) Physical and thermodynamic aspects of the glassy state, and intrinsic non-linear behaviour of creep and stress relaxation. J Mater Sci 15:1194–1206. https://doi.org/10.1007/BF00551809
Hsich HSY, Yanyo LC, Ambrose RJ (1984) A relaxation model for property changes during the cure reaction of filled and unfilled silicone elastomers. J Appl Polym Sci 29:2331–2345. https://doi.org/10.1002/app.1984.070290709
Maciel GE, Chuang IS, Gollob L (1984) Solid-state carbon-13 NMR study of resol-type phenol-formaldehyde resins. Macromol 17:1081–1087. https://doi.org/10.1021/ma00135a018
Diels O, Alder K (1931) Synthesen in der hydroaromatischen Reihe. XII. Mitteilung. (“Dien-Synthesen” sauerstoffhaltiger Heteroringe. 2. Dien-Synthesen des Furans.). Justus Liebigs Ann Chem 490:243–257. https://doi.org/10.1002/jlac.19314900110
Eggelte TA, de Koning H, Huisman HO (1973) Diels-Alder reaction of furan with some dienophiles. Tetrahedron 29:2491–2493. https://doi.org/10.1016/S0040-4020(01)93382-4
Berson JA, Swidler R (1953) The stereochemistry of the Furan–Maleic acid reaction. J Am Chem Soc 75:1721–1726. https://doi.org/10.1021/ja01103a060
Choura M, Belgacem NM, Gandini A (1996) Acid-catalyzed polycondensation of furfuryl alcohol: mechanisms of chromophore formation and cross-linking. Macromol 29:3839–3850. https://doi.org/10.1021/ma951522f
Domínguez JC, Grivel JC, Madsen B (2012) Study on the non-isothermal curing kinetics of a polyfurfuryl alcohol bioresin by DSC using different amounts of catalyst. Thermochim Acta 529:29–35. https://doi.org/10.1016/j.tca.2011.11.018
Zarrelli M, Partridge IK, D’Amore A (2006) Warpage induced in bi-material specimens: coefficient of thermal expansion, chemical shrinkage and viscoelastic modulus evolution during cure. Compos Part A: Appl Sci Manuf 37:565–570. https://doi.org/10.1016/j.compositesa.2005.05.012
Zarrelli M, Skordos AA, Partridge IK (2008) Thermomechanical analysis of a toughened thermosetting system. Mech Compos Mater 44:181–190. https://doi.org/10.1007/s11029-008-9009-x
Zhao L, Hu X (2007) A variable reaction order model for prediction of curing kinetics of thermosetting polymers. Polymer 48:6125–6133. https://doi.org/10.1016/j.polymer.2007.07.067
Guigo N, Mija A, Vincent L, Sbirrazzuoli N (2007) Chemorheological analysis and model-free kinetics of acid catalysed furfuryl alcohol polymerization. Phys Chem Chem Phys 9:5359–5366. https://doi.org/10.1039/B707950H
Dominguez JC, Alonso MV, Oliet M, Rodríguez F (2010) Chemorheological study of the curing kinetics of a phenolic resol resin gelled. Eur Polym J 46:50–57. https://doi.org/10.1016/j.eurpolymj.2009.09.004
Dominguez JC, Madsen B (2014) Chemorheological study of a polyfurfuryl alcohol resin system—pre-gel curing stage. Ind Crops Prod 52:321–328. https://doi.org/10.1016/j.indcrop.2013.11.006
Yang Y, Suspene L (1991) Curing of unsaturated polyester resins: viscosity studies and simulations in pre-gel state. Polym Eng Sci 31:321–332. https://doi.org/10.1002/pen.760310505
Castro JM, Macosko CW (1982) Studies of mold filling and curing in the reaction injection molding process. AIChE J 28:250–260. https://doi.org/10.1002/aic.690280213
Kamal MR (1974) Thermoset characterization for moldability analysis. Polym Eng Sci 14:231–239. https://doi.org/10.1002/pen.760140312
Hale A, Garcia M, Macosko CW, Manzione LT (1989) Spiral flow modelling of a filled Epoxy–Novolac molding compound. In: ANTEC’89 Plastics Create a World of Difference, pp 796–799
Chiou PL, Letton A (1992) Modelling the chemorheology of an epoxy resin system exhibiting complex curing behaviour. Polymer 33:3925–3931. https://doi.org/10.1016/0032-3861(92)90384-9
Dusi MR, May CA, Seferis JC (1983) Chemorheology of thermosetting polymers. ACS Symp Ser 301:1983
Montgomery DC, Peck EA, Vining GG (2012) Introduction to linear regression analysis. Wiley, London
Freund RJ, Wilson WJ, Sa P (2006) Regression analysis. Elsevier, Amsterdam
Rhinehart RR (2016) Nonlinear regression modeling for engineering applications: modeling, model validation, and enabling design of experiments. Wiley, London
Rao RV (2010) Advanced modeling and optimization of manufacturing processes: international research and development. Springer, London
Acknowledgement
Hereby, we express our sincere gratitude to Iran Polymer and Petrochemical Institute for supporting this research.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Behzadfar, A., Imani, M. & Farahmandghavi, F. Shelf-life of polyfurfuryl alcohol resin: an accelerated rheokinetics study. Polym. Bull. 76, 5903–5918 (2019). https://doi.org/10.1007/s00289-019-02692-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00289-019-02692-4