
Abstract
Three α/β compound nucleating agents based on 1,3,5-benzenetricarboxylic acid tris(cyclohexylamide) (BTA-99) were prepared by using β-nucleating agents aromatic diamides (TMB-5), dicarboxylic acid salts (CaPi) and rare earth compound (WBG-II), and nucleation effects of the nucleating agents in isotactic polypropylene (iPP) were investigated. The optimal ratio of BTA-99 to TMB-5, CaPi and WBG-II was 1:1, 4:1 and 2:3, respectively, and the crystallization peak temperatures of iPP nucleated with BTA-99/TMB-5, BTA-99/CaPi and BTA-99/WBG-II were increased from 117.7 °C of pure iPP to 129.7 °C, 127.6 °C and 128.9 °C under the optimal ratio, respectively. Moreover, all compound nucleating agents with the optimal compound ratio improved both the stiffness and the toughness of iPP, and TMB-5 was more suitable as a component for preparing compound nucleating agents with BTA-99 than WBG-II and CaPi. Meanwhile, an interesting phenomenon was found that the smaller the difference of the nucleation efficiency between two nucleating agents, the better the nucleation effect of the compound agent was.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Isotactic polypropylene (iPP), as one of the most widely applied, fastest-growing semicrystalline polymers, received increasing attention because of its low production cost and excellent properties for industrial application [1,2,3,4]. It is a polymorphous material with several crystal modifications including the α, β, γ forms and the so-called smectic phase [5,6,7,8]. The α-crystal is the most stable modification and is generally obtained under standard processing conditions, which is primarily used to improve the stiffness of iPP [9,10,11]. Under normal processing conditions, metastable β modification cannot be formed, but it can be obtained by methods such as shearing, crystallization with temperature gradient or adding special β nucleating agent [12,13,14,15,16,17,18]. The β-crystal may become more and more popular in the industrial applications because β-iPP has obviously better impact toughness than α-iPP, which might be very important in industrial application. The γ-crystal can be obtained under high pressure and has no wide industrial application at present [19].
The mechanical properties of articles prepared from iPP mainly depend on the crystallization conditions and type of nucleating agents (NA) which affect the crystal structure and morphology. In order to improve the related properties of iPP, special NA are usually added into iPP. Adding NA can induce iPP to form α or β crystal form, so as to improve the properties of iPP [20,21,22]. Up to now, two series of NA have been developed for iPP crystallization, namely α-NA and β-NA. Sorbitol derivatives, organic carboxylic acid salts, organic phosphate salts, dehydroabietic acid salts and 1,3,5-benzenetricarboxylamides (BTAs) are all typical α-NA. Similarly, there are many kinds of β-NA, including dicarboxylic acid salts (CaPi), aromatic diamides (TMB-5) and rare earth compound (WBG-II), etc. [14, 23,24,25,26,27].
α-NA is capable of inducing iPP to form α crystal and improving the stiffness and transparency of iPP, but α-NA will decrease the toughness and impact strength of iPP. β-NA is capable of inducing iPP to form β crystal and improving the impact toughness and heat distortion temperature of iPP, but β-NA will decrease the flexural and tensile properties of iPP [28]. However, engineering plastics are required both high stiffness and high toughness in many industries. The properties of iPP with an individual nucleating agent added are sometimes not sufficient for the application of iPP as a promising engineering plastic. In order to enhance the utility and performance of iPP, many researchers incorporated α/β compound NAs into iPP to improve its comprehensive properties [3, 28,29,30,31,32,33]. Xin’s group investigated the crystallization kinetics of iPP nucleated by α/β compounded NA40/NABW, and the effects on crystallization behaviors and properties of iPP incorporated with the series of α/β compound NAs including 3988/DCHT, NA11/DCHT and HPN-68/DCHT were also investigated [29]. Zhang investigated the crystallization and melting behaviors of iPP under action of compounded NA40/NABW [30, 31]. Bai et al. [32, 33] investigated the crystallization behaviors of iPP modified with α/β compound NAs DMDBS/TMB-5 and 3988/TMB-5 under isothermal and non-isothermal conditions. However, little research is carried out on the optimal compound ratio between different α and β-NAs for application in iPP. In order to achieve a balance between various properties of iPP and improve the application of iPP in many industrials, it is necessary to study the compound ratio of different α and β-NA. BTAs are new discovered α-NAs for iPP in recent years with high efficiency among the α-NAs [4, 34]. This kind of NA has nucleation ability to induce β-crystal, and it can reduce the haze remarkably while improve the thermal properties of iPP to an extent. In addition, good dispersion and nucleation at low addition amount of NA is the greatest advantage of BTAs compared with other traditional α-NAs [35,36,37]. So it is meaningful to choose BTAs as a component for preparing compound NAs.
In present work, we synthesized 1,3,5-benzenetricarboxylic acid tris(cyclohexylamide) (abbreviated as BTA-99) and then BTA-99 was utilized to prepare three kinds of compound NAs with three different types of β-NA, respectively, namely BTA-99/TMB-5, BTA-99/CaPi and BTA-99/WBG-II. Subsequently, the effects of BTA-99/TMB-5, BTA-99/CaPi and BTA-99/WBG-II in different proportions on the relative content of β-crystals (Kβ) and peak crystallization temperature (TC) of iPP were investigated. Moreover, the effect of obtained NAs on the crystallization and melting behaviors of iPP at different cooling rates was further demonstrated. Finally, the effects of these NAs with the optimal compound ratio on mechanical properties of iPP were also considered.
Experimental
Materials
iPP (isotacticity of 98%) powders (MFR = 2.5 g/(10 min) at 230 °C, 2.16 kg) were provided by SINOPEC Baling Company (China). 168 and 1010 (antioxidants) were supplied by Ciba Specialty Chemicals (Switzerland). β-NA including TMB-5 and WBG-II were provided by Shanxi Chemical Research Institute and Guangdong Winner Functional Materials Co. (China), respectively. CaPi was prepared in our laboratory according to the literature [38]. BTA-99 was synthesized in our laboratory according to the literature [39], and its structure was shown in Scheme 1.

Molecular structure of 1,3,5-benzenetricarboxylic acid tris (cyclohexylamide)
Sample preparation
BTA-99 was mixed with three different β-NAs in the ratios of 1:4, 1:3, 2:3, 1:1, 3:2, 3:1, and 4:1 to obtain different compound NAs firstly. Then, the iPP powders and 0.2 wt% different compound NAs were mixed together with antioxidants (concentration of both 1010 and 168 in iPP was 0.05 wt%). In addition, the α-NA BTA-99, β-NA TMB-5, CaPi or WBG-II (concentration of each NA in iPP was 0.2 wt%) was incorporated into iPP independently to prepare samples for comparison. All samples were blended in a SHR 100 high-speed mixer (China Zhangjiagang Haichuan Machinery Co., Ltd.) for 5 min. Next, the obtained mixture was moved into a SHJ-20B twin-screw extruder (Nanjing GIANT Machinery Co., Ltd., China) to extrude into strips about 2 mm in diameter, and the strips were then cut into pellets for DSC analysis. The compounds NAs BTA-99/TMB-5, BTA-99/CaPi and BTA-99/WBG-II were designated as BxTy, BxCy, and BxWy, respectively, in which x and y represent the simplest content ratio of α-NA to β-NA in the compound NAs, respectively.
Differential scanning calorimetry (DSC) analysis
The crystallization and melting behaviors of modified iPP were studied by using TA Q2000 DSC (TA Instrument Co., USA). DSC operations of all samples were carried out in nitrogen atmosphere. Each sample with mass of about 5 mg was sealed in an aluminum disk and heated from 80 to 200 °C with a heating rate of 10 °C/min and kept for 3 min at 200 °C to eliminate the thermal history. And then temperature of the sample was decreased at 10 °C/min from 200 to 80 °C. During investigation on crystallization and melting behaviors at different cooling rates of iPP, the samples were cooled to 80 °C at a predetermined cooling rate of 40, 20, 10, 5 and 2.5 °C/min, respectively. After crystallization was finished, temperature of the sample was raised from 80 to 200 °C at 10 °C/min. At each cooling rate, the instrument automatically records the heat flow curves as a function of time.
Wide angle X-ray diffraction (WAXD)
Wide angle X-ray diffraction (WAXD) patterns of iPP samples were studied on a Rigaku D/max-2550VB/PC (Bruker Company, Germany). The wavelength of Cu Kα was λ = 1.54 Å and spectra were recorded in the 2θ range of 5°–35° at a speed of 8° per min. The species for WAXD analysis were prepared by placing some iPP samples between two glass slides, heating to 200 °C and squeezing into a film with 0.5–1 mm thickness. Thermal history was eliminated by keeping the film at 200 °C for 5 min, and then temperature of the sample was decreased to 140 °C at 10 °C/min. Finally, the film was kept at 140 °C until the crystallization was completed. The obtained films were used for WAXD analysis.
Mechanical properties
Determination of the mechanical properties was performed in accordance with ASTM standards. Specifically, flexural modulus and tensile strength were measured based on D-790 and D-638 by Microcomputer Control Electronic Universal Testing Machine (MTS Industrial Systems Co., Ltd., China). Pendulum Impact Tester (MTS Industrial Systems Co., Ltd., China) was used to test impact strength based on D-256. For all materials, no less than three samples were tested.
Results and discussion
Nucleation efficiency of the individual α or β nucleating agent
The TC value is the most common and simplest parameter in several parameters used to characterize crystallization rate of polymers [40]. Generally speaking, sharper crystallization peak and higher crystallization temperature of iPP indicate faster crystallization rate and better nucleation efficiency. Figure 1 shows the DSC curves of iPP incorporated with individual BTA-99, TMB-5, CaPi and WBG-II with 0.2 wt% addition concentration at 10 °C/min.

DSC crystallization (a) and melting (b) curves of pure iPP and nucleated iPP with individual nucleating agent
We can see from Fig. 1b that only one melting peak was presented at approximately 163 °C in pure iPP and iPP nucleated by BTA-99, indicating only α-crystal formation in the presence of BTA-99 and BTA-99 is a typical α-NA for iPP. There are two melting peaks occurred in iPP independently nucleated with TMB-5, CaPi and WBG-II, an obvious one at about 150 °C and a weak one at about 163 °C, indicating that all of TMB-5, CaPi and WBG-II are highly efficient β-NA for iPP. We can also know from Fig. 1a and Table 1 that the TC values of iPP incorporated with BTA-99, TMB-5, CaPi and WBG-II were increased from 117.7 °C of pure iPP to 127.0, 128.0, 124.4 and 128.5 °C, respectively, which shows that they have relatively high nucleation effect regardless of α or β-NA.
The nucleation ability of a NA was usually characterized by nucleation efficiency (NE). In order to understand the efficiency of NA directly, the method based on the Fillon’s method [41] was used to estimate the NE. The NE value was calculated by using the following Eq. 1:
where TcNA is TC of the nucleated polymer, \( T_{{{\text{c}}1}} \) is TC of the non-nucleated polymer, which is the TC of pure iPP and taken as 117.7 °C, and \( T_{{{\text{c}}2\hbox{max} }} \) is TC of the self-nucleated polymer. It should be noticed that there is an hypothesis at the Fillon’s method, that is, the self-nucleation procedure permits the maximum crystallization temperature to be attained. As a first approximation, 140 °C is taken as the \( T_{{{\text{c}}2\hbox{max} }} \) value [42]. In consideration of this approximation, the NE values of iPP nucleated with individual α or β-NA were obtained and the results are included in Table 1.
From Table 1, the NE value of iPP nucleated by different NAs had the increasing order of CaPi < BTA-99 < TMB-5 < WBG-II. The result is well consistent with the change trend of TC.
The effect of the ratio of α to β-NA in the α/β compound NAs on the crystallization behaviors of iPP
BTA-99 was mixed with three different β-NAs in the ratios of 1:4, 1:3, 2:3, 1:1, 3:2, 3:1 and 4:1, respectively. Then the crystallization and melting curves of nucleated iPP were studied by DSC to obtain the optimal compound ratio of α to β-NA in different compound systems. The results are shown in Fig. 2. Figure 3 shows the plots of the TC of iPP with the mass ratio of BTA-99 to different β-NAs.

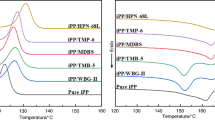
DSC crystallization (a, c, e) and melting (b, d, f) curves of pure iPP and iPP nucleated with different compound nucleating agents

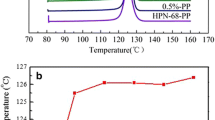
Plots of the crystallization temperature peak of iPP as a function of the mass ratio of BTA-99 to different β nucleating agents
We can know from DSC crystallization curves of Figs. 2 and 3 that the TC values of iPP nucleated with different compound NAs were obviously higher than that of pure iPP. However, the change of TC is different with the change of compound ratio in different compound systems. For both BxTy and BxWy compound systems, the TC of iPP increased firstly and then decreased with the increase in BTA-99. In the BxTy compound system, the TC value of iPP reaches the maximum of 129.7 °C when the ratio of BTA-99 to TMB-5 is 1:1. In the BxWy compound system, the TC of iPP reaches the maximum of 128.9 °C when the ratio of BTA-99 to WBG-II is 2:3. There is a bit difference in the BxCy compound system, the TC of iPP has been increased with the increase in BTA-99 and reaches the maximum of 127.6 °C when the ratio of BTA-99 to CaPi is 4:1. Based on the TC, we can draw a conclusion that the optimal ratio of BTA-99 to TMB-5, CaPi and WBG-II is 1:1, 4:1 and 2:3, respectively.
The effect of the ratio of α to β NAs in the compound system on the crystal form of iPP
The TC values of iPP nucleated with different compound NAs can be obtained from the DSC curves. In addition, the relative content of β-crystal in nucleated iPP can also be obtained from the DSC melting curves by using Eq. 2 as follows:
where Kβ is the relative content of β-crystal of iPP, Xα and Xβ is the crystallinity of α-iPP and β-iPP, respectively, which can also be obtained by using Eq. 3:
where \( \Delta H_{i}^{0} \) and \( \Delta H_{i} \) are the melting enthalpy of perfect crystals and the samples, respectively. The values of the melting enthalpy of perfect crystal for α-iPP and β-iPP were 177 J/g and 168.5 J/g, respectively [43].
It can be observed from DSC melting curves of Fig. 2 that two melting peaks appeared for almost all iPP samples nucleated with compound NAs. The one at lower temperature attributes to β-crystal and the one at higher temperature attributes to α-crystal. The plots of the Kβ value in iPP with the mass ratio of BTA-99 to different β-NAs from DSC are shown in Fig. 4. In general, the Kβ value decreased with increased content of BTA-99 in the compound systems, regardless of what are compound systems from the DSC. So it is difficult to determine the optimal compound ratio.

Plots of the relative content of β-crystal in iPP as a function of the mass ratio of BTA-99 to different β nucleating agent: a DSC, b WAXD
Except DSC, WAXD is also usually used to calculate the Kβ value in iPP, and WAXD is generally used to calculate the Kβ more frequently than DSC in iPP. This is because that the Kβ value calculated by DSC is not very precise. On the one hand, exact determination of the β-crystal content is very difficult because the melting peak of α- and β-crystals overlapped with each other. On the other hand, during the melting process, β-crystals can recrystallize into α crystals [23]. Therefore, the WAXD diagrams of all iPP samples were also investigated and are shown in Fig. 5. The plots of the Kβ in iPP as a function of the mass ratio of BTA-99 to different β-NAs from WAXD are shown in Fig. 4. The Kβ value was calculated by using the following Eq. 4 [44]:
where Hα (110), Hα (040) and Hα (130) are intensities of the strongest diffraction peaks of α-crystal attributing to (110), (040) and (130) planes of monoclinic cell, respectively, while Hβ (300) is intensity of the strongest diffraction peak of β-iPP attributing to (110) plane.

WAXD patterns of pure iPP and nucleated iPP: a pure iPP and iPP nucleated with individual nucleating agent, b iPP/BxTy, c iPP/BxCy, d iPP/BxWy
We can know from Fig. 4 that the general trend of Kβ values of iPP calculated by WAXD is similar to that calculated by DSC. It indicates that it is effective to use DSC to estimate the Kβ value roughly, but the exact value of Kβ may be obtained from WAXD. From Fig. 5, obvious diffraction peaks of (110), (040) and (130) crystal planes corresponding to 2θ of about 14.1°, 16.9° and 18.5° were observed in pure iPP and iPP nucleated by BTA-99, and they are the main diffraction peaks of α-crystal iPP. For iPP nucleated with β-NA and compound NAs, the diffraction peak of (300) crystal plane at approximately 16.1° was observed and this peak was the marker diffraction peak of β-crystals. Tables 2 and 3 list the Kβ values calculated by the Turner-Jones formula.
In the BxTy, BxWy and BxCy compound system, the Kβ values of iPP reach the maximum of 0.5363, 0.4750 and 0.1035 when the ratio of BTA-99 to TMB-5, WBG-II and CaPi is 1:1, 2:3 and 4:1, respectively. It indicates that the nucleation ability of CaPi is not as good as that of TMB-5 and WBG-II in iPP nucleated by compound NAs. At the same time, we can draw a conclusion that based on the crystal form, the optimal ratio of BTA-99 to TMB-5, CaPi and WBG-II is 1:1, 4:1 and 2:3, respectively, which is consistent with the conclusion obtained from TC by DSC. However, there is an obvious difference when the compound ratio of BTA-99 to β-NA is 1:4, the Kβ in iPP nucleated with BxCy decreases drastically from 0.8744 of iPP nucleated with 0.2% CaPi to 0.0822 while decreases from 0.7697 and 0.8551 of iPP nucleated with 0.2% TMB-5 and 0.2% WBG-II to 0.5083 and 0.4419 in the compound systems BxTy and BxWy, respectively. This is caused by that NE of individual NA is different. Compared to BTA-99, both TMB-5 and WBG-II have higher NE while NE of CaPi is weaker slightly. So TMB-5 and WBG-II play a dominant role in crystallization of iPP nucleated with the compound systems BxWy and BxTy, while BTA-99 plays a leading role during crystallization of iPP nucleated with the compound system BxCy, which can well explain the change of Kβ in iPP nucleated with the different compound systems [33].
The effect of compound NAs with the optimal compound ratio on crystallization peak temperature and relative content of β-crystal of iPP
The crystallization and melting behaviors of iPP samples at different cooling rates were studied. The melt samples were cooled at different cooling rates, and the heat flow curves were recorded by DSC. (shown in Figs. 6, 7).

DSC crystallization curves of pure iPP and nucleated iPP with different compound nucleating agents at different cooling rates: a pure iPP, b iPP/B1T1, c iPP/B4C1, d iPP/B2W3

DSC melting curves of pure iPP and nucleated iPP with different compound nucleating agents at different cooling rates: a pure iPP, b iPP/B1T1, c iPP/B4C1, d iPP/B2W3
We can obviously observe from Fig. 6 that the TC values decreased and the width of the crystallization peak became wider as the cooling rate increased for all iPP samples. The possible reason was that the regularly arranged crystal structure needs to be formed by the irregular iPP segments with continuously rotating and folding in iPP crystallization, and it takes some time to complete. When the cooling rate increased, the irregular iPP segments had not enough time to form neatly arranged unit cells. At the same time, the movement rate of the iPP segments was slowed down with the temperature decreased, so the time for complete crystallization was increased. As a result, the TC was lowered and the peak width of crystallization was increased. Because the main nucleation pattern is homogeneous nucleation and the nucleation density is relatively low in pure iPP, pure iPP had the smallest TC value. In addition, we can found from Fig. 7 that the melting peak of β-crystal shifts to lower temperature with increasing the cooling rate, which may be caused by that more thin lamellar crystals exist and crystals are formed imperfectly at higher cooling rate. The results of the corresponding TC and Kβ of iPP at different cooling rate are presented in Figs. 8 and 9.

Plots of the crystallization temperature peak of iPP as a function of the cooling rates

Plots of the relative content of β-crystal in iPP as a function of the cooling rates
We can observe from Fig. 8 that the TC value of iPP nucleated with compound NAs was significantly increased when compared to that of pure iPP at the same cooling rate, and Kβ in iPP was firstly increased rapidly and then tend to be stable with increase in cooling rate from Fig. 9. However, the TC and Kβ values in iPP nucleated with B1T1 were higher than those in iPP nucleated with B2W3 at the same cooling rates. We can know from the front that the NE of nucleated iPP had the decreasing order of WBG-II > TMB-5 > BTA-99. These results indicated that the smaller the difference of the nucleation efficiency (ΔNE) of the two kinds NA, the higher the TC and Kβ values induced by nucleating agent with strong NE were in the iPP nucleated with compound NAs. In other words, the smaller the ΔNE between two kinds of NA, the better the nucleation effect of compound NAs was when the two different NAs are compounded [33].
The effect of compound NAs with the optimal compound ratio on mechanical properties of iPP
Table 4 shows the results of mechanical properties of different iPP samples. Normally, two parameters, namely, flexural modulus and tensile strength, were used to characterize the stiffness of polymers while the impact strength was used to characterize the toughness of polymers. We can know from Table 4 that all compound NAs of different systems can improve both stiffness and toughness of iPP at the optimal compound ratio. This indicates that all three kinds of compound NAs are highly efficient for iPP, which can better balance stiffness and toughness of iPP, and can be applied to more high-end industrial production fields. Most obviously, the flexural modulus and impact strength of iPP incorporated with B1T1 have been increased by 43.78% and 27.24%, respectively, when compared to those of pure iPP. The flexural modulus and impact strength of iPP incorporated with B4C1, by contrast, have been improved slightly, increasing by 39.53% and 13.43%, respectively, which is consistent with the conclusions that the smaller the ΔNE of two NAs, the better the nucleation effect of compound NAs was when the two different NAs are compounded. In addition, it also shows that TMB-5 is more suitable as a component for preparing compound NAs with BTA-99 than WBG-II and CaPi.
Conclusions
In this paper, three kinds of α/β compound NAs based on BTA-99 were prepared by using three β-NA, namely TMB-5, CaPi and WBG-II. Then the crystallization and melting behaviors and the Kβ of iPP nucleated were studied. The main conclusions include:
-
1.
In the BxTy compound system, the optimal compound ratio was 1:1, which makes the TC of nucleated iPP increase from 117.7 °C of pure iPP to 129.7 °C. In the BxCy and BxWy compound systems, the optimal compound ratio was 4:1 and 2:3, respectively, which makes the TC of nucleated iPP increased from 117.7 °C of pure iPP to 127.6 °C and 128.9 °C, respectively.
-
2.
Under the optimal compound ratio, the TC value of nucleated iPP was decreased and the Kβ value in iPP was firstly increased rapidly and then reached a relatively stable value with increase in the cooling rates during crystallization.
-
3.
All compound NAs with the optimal compound ratio can both improve and balance stiffness and toughness of iPP. Especially, the flexural modulus and impact strength of iPP incorporated with B1T1 were 43.78% and 27.24% higher than those of pure iPP, respectively.
-
4.
For iPP incorporated with compound NAs, the smaller ΔNE of the two kinds NA, the higher the TC and Kβ values induced by NA with strong NE were in the iPP nucleated with compound NAs.
References
Zhang YF, Luo XX, Zhu L, Yang XJ, Chang Y (2012) Effects of α/β compound nucleating agents on mechanical properties and crystallization behaviors of isotactic polypropylene. J Macromol Sci Part B Phys 51(12):2352–2360
Blomenhofer M, Ganzleben S, Hanft D, Schmidt HW, Kristiansen M, Smith P, Stoll K, Mäder D, Hoffmann K (2005) “Designer” nucleating agents for polypropylene. Macromolecules 38(9):3688–3695
Housmans JW, Gahleitner M, Peters GWM, Meijer HEH (2009) Structure-property relations in molded, nucleated isotactic polypropylene. Polymer 50(10):2304–2319
Zhang YF, Zhou PZ, Guo LH, Hou HH (2017) The relationship between crystal structure and nucleation effect of 1,3,5-benzenetricarboxylic acid tris(phenylamide) in isotactic polypropylene. Colloid Polym Sci 295(4):619–626
Varga J (1992) Supermolecular structure of isotactic polypropylene—review. J Mater Sci 27(10):2557–2579
Meille SV, Bruckner S (1989) Non-parallel chains in crystalline γ-isotactic polypropylene. Nature 340(6233):455–457
Lotz B (2014) A new ε crystal modification found in stereodefective isotactic polypropylene samples. Macromolecules 47(21):7612–7624
Zhao SC, Yu X, Gong HZ, Xin Z, Shi YQ (2015) The crystallization behavior of isotactic polypropylene induced by a novel antinucleating agent and its inhibition mechanism of nucleation. Ind Eng Chem Res 54(31):7650–7657
Weng W, Hu W, Dekmezian AH, Ruff CJ (2002) Long chain branched isotactic polypropylene. Macromolecules 35(10):3838–3843
Zhang YF, Hou HH, Guo LH (2018) Effects of cyclic carboxylate nucleating agents on nucleus density and crystallization behavior of isotactic polypropylene. J Therm Anal Calorim 131(2):1483–1490
Libster D, Aserin A, Garti N (2007) Advanced nucleating agents for polypropylene. Polym Adv Technol 18(9):685–695
Zhao SC, Cai Z, Xin Z (2008) A highly active novel β-nucleating agent for isotactic polypropylene. Polymer 49(11):2745–2754
Luo BJ, Li HF, Zhang Y, Xue FF, Guan PP, Zhao J (2014) Wall slip effect on shear-induced crystallization behavior of isotactic polypropylene containing β-nucleating agent. Ind Eng Chem Res 53(34):13513–13521
Kersch M, Schmidt HW, Altstädt V (2016) Influence of different beta-nucleating agents on the morphology of isotactic polypropylene and their toughening effectiveness. Polymer 98:320–326
Ergoz E, Fatou JG, Mandelkern L (1972) Molecular weight dependence of the crystallization kinetics of linear polyethylene. I. Experimental results. Macromolecules 5(2):147–157
Chen Y, Yang S, Yang H, Zhang M, Zhang Q, Li Z (2016) Toughness reinforcement in carbon nanotube-filled high impact polypropylene copolymer with β-nucleating agent. Ind Eng Chem Res 55(32):8733–8742
Varga J, Karger-Kocsis J (1993) The occurence of transcrystallization or row-nucleated cylindritic crystallization as a result of shearing in a glass-fiber-reinforced polypropylene. Compos Sci Technol 48(1–4):191–198
Tjong SC, Shen JS, Li RKY (1996) Morphological behaviour and instrumented dart impact properties of β-crystalline-phase polypropylene. Polymer 37(12):2309–2316
Aboulfaraj M, G’Sell C, Ulrich B, Dahoun A (1995) In situ observation of the plastic deformation of polypropylene spherulites under uniaxial tension and simple shear in the scanning electron microscope. Polymer 36(4):731–742
Lotz B, Wittmann JC, Lovinger AJ (1996) Structure and morphology of poly(polypropylenes): a molecular analysis. Polymer 37(22):4979–4992
Dong M, Guo Z, Su Z, Yu J (2011) The effects of crystallization condition on the microstructure and thermal stability of istactic polypropylene nucleated by β-form nucleating agent. J Appl Polym Sci 119(3):1374–1382
Ma Z, Fernandez-Ballester L, Cavallo D, Gough T, Peters GW (2013) High-stress shear-induced crystallization in isotactic polypropylene and propylene/ethylene random copolymers. Macromolecules 46(7):2671–2680
Jiang CQ, Zhao SC, Xin Z (2015) Influence of a novel β-nucleating agent on the structure, mechanical properties, and crystallization behavior of isotactic polypropylene. J Thermoplast Compos 28(5):610–629
Vleeshouwers S (1997) Simultaneous in situ WAXS/SAXS and dsc study of the recrystallization and melting behaviour of the α and β form of iPP. Polymer 38(13):3213–3221
John WR, Milliken RC (1992) Bis(3,4-dialkyl benzylidene)sorbitol acetals and compositions containing same. US Patent, US 5135975
Wales M, Creek W (1965) Polymer crystallization method. US Patent, US 3207739
Feng JC, Chen MC, Huang ZT, Guo YQ, Hu HQ (2002) Effects of mineral additives on the β-crystalline form of isotactic polypropylene. J Appl Polym Sci 85(8):1742–1748
Horváth F, Gombár T, Varga J, Menyhárd A (2017) Crystallization, melting, supermolecular structure and properties of isotactic polypropylene nucleated with dicyclohexyl-terephthalamide. J Therm Anal Calorim 128(2):925–935
Zhao SC, Xin Z (2010) Nucleation characteristics of the α/β compounded nucleating agents and their influences on crystallization behavior and mechanical properties of isotactic polypropylene. J Polym Sci Part B Polym Phys 48(6):653–665
Zhang YF, Xin Z (2007) Isothermal crystallization behaviors of isotactic polypropylene nucleated with α/β compounding nucleating agents. J Polym Sci Part B Polym Phys 45(5):590–596
Zhang YF (2008) Crystallization and melting behaviors of isotactic polypropylene nucleated with compound nucleating agents. J Polym Sci Part B Polym Phys 46(9):911–916
Bai H, Wang Y, Zhang Q, Liu L, Zhou Z (2009) A comparative study of polypropylene nucleated by individual and compounding nucleating agents. I. Melting and isothermal crystallization. J Appl Polym Sci 111(3):1624–1637
Bai H, Wang Y, Liu L, Zhang J, Han L (2008) Nonisothermal crystallization behaviors of polypropylene with α/β nucleating agents. J Polym Sci Part B Polym Phys 46(17):1853–1867
Timme A, Kress R, Albuquerque RQ, Schmidt HW (2012) Phase behavior and mesophase structures of 1,3,5-benzene-and 1,3,5-cyclohexanetricarboxamides: towards an understanding of the losing order at the transition into the isotropic phase. Chem Eur J 18(27):8329–8339
Zhang YF, Chen H, Liu BB, Gu YH, Li XX (2014) Isothermal and non-isothermal crystallization of isotactic polypropylene nucleated with 1,3,5-benzenetricarboxylic acid tris(cyclohexylamide). Thermochim Acta 590:226–231
Mes T, Smulders MM, Palmans ARA, Meijer EW (2010) Hydrogen-bond engineering in supramolecular polymers: polarity influence on the self-assembly of benzene-1,3,5-tricarboxamides. Macromolecules 43(4):1981–1991
Zhang YF, Chen H (2014) Effects of nucleating agent 1,3,5-benzenetricarboxylic acid tris(cyclohexylamide) on properties and crystallization behaviors of isotactic polypropylene. Colloid Polym Sci 292(2):493–498
Li JX, Cheung WL (1997) Pimelic acid-based nucleating agents for hexagonal crystalline polypropylene. J Vinyl Addit Technol 3(2):151–156
Schmidt HW, Smith P, Blomenhofer M (2007) Polypropylene resin compositions. US Patent, US 7235191
Chen Y, Xu M (1998) Comparison of methods for characterizing the effect of nucleating agents on process of polymer crystallization. Acta Polym Sin 6:671–678
Thierry A, Wittmann JC (1993) Self-nucleation and enhanced nucleation of polymers. Definition of a convenient calorimetric “efficiency scale” and evaluation of nucleating additives in isotactic polypropylene (α phase). J Polym Sci Part B Polym Phys 31(10):1395–1405
Marco C, Gómez MA, Ellis G, Arribas JM (2002) Highly efficient nucleating additive for isotactic polypropylene studied by differential scanning calorimetry. J Appl Polym Sci 84(9):1669–1679
McGenity PM, Hooper JJ, Paynter CD, Riley AM, Nutbeem C, Elton NJ, Adams JM (1992) Nucleation and crystallization of polypropylene by mineral fillers: relationship to impact strength. Polymer 33(24):5215–5224
Turner-Jones A, Aizlewood AM, Beckett DR (1963) Crystalline forms of isotactic polypropylene. Macromol Chem 75(1):134–158
Acknowledgements
The authors are grateful to National Natural Science Foundation of China (Grant No. 21376031) for financial support.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
He, J., Zhang, YF., Ren, XQ. et al. Nucleation effect of α/β compound nucleating agents based on 1,3,5-benzenetricarboxylic acid tris(cyclohexylamide) in isotactic polypropylene. Polym. Bull. 76, 5559–5575 (2019). https://doi.org/10.1007/s00289-018-02671-1
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00289-018-02671-1