
Abstract
Polymer matrix composites are increasingly being used due to their low cost and simple fabrication methods. Polyester resins are amongst the most cost effective and efficient types of resins. But certain drawbacks limit the performance of these resins to be used as structural materials. These limitations include poor fire retardant properties, degradation on exposure to UV radiations and moisture diffusivity. To overcome these drawbacks, certain additives have been used such as aluminium trihydroxide (ATH) and carbon black. ATH serves the purpose of improving the fire retardant properties and carbon black provides UV resistance to the composite. In the present work, the effect of ATH and carbon black, to improve fire resistant properties and UV resistance of unsaturated polyester resin, has been investigated. An estimation of the limited oxygen index, smoke density rating and thermogravimetric analysis of ATH-filled resins has been carried out. Results indicate that the mechanical properties such as tensile strength and tensile modulus can be used to estimate the extent of degradation of carbon-filled resin on exposure to UV radiations. It has been found that even after UV exposure, the mechanical properties of carbon-filled samples do not decrease significantly. These tests have been performed at different loadings of the filler materials. Apart from the extent of loading, the amount of dispersion of the filler in the matrix is also found to influence the final properties of the polymer composite. The appropriate method of dispersion has been developed based on the observations made from the scanning electron microscope images.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Polymer matrix composites find diverse and far reaching applications in almost all industrial sectors ranging from commercial aircraft to bath tubs. The basic advantage of polymer composites is that it can be tailor made to fit the desired applications. Their properties can be altered by the addition of fillers and controlling the process parameters. Amongst a wide variety of polymer resins, unsaturated polyester resins find diverse applications because of their cost effectiveness and better efficiency than other resin types. But certain drawbacks limit the performance of these resins to be used as structural materials. These limitations include poor fire retardant properties, degradation on exposure to UV radiations and moisture diffusivity. To overcome these drawbacks, certain additives have been used such as aluminium trihydroxide (ATH) and carbon black. ATH serves the purpose of improving the fire retardant properties and carbon black provides UV resistance to the composite. The main modes of flame retardant agents have been reported in [1, 2]. Amongst the inorganic hydroxide flame retardant agents, ATH and magnesium hydroxide have been used widely. ATH has a lower cost compared to magnesium hydroxide. It decomposes at approximately 180 °C and during this process, it absorbs large amount of heat generating water vapour. Because of this tendency, it acts as a good smoke suppressant in polymers used for making cables, rubber products and structural materials as building or construction. Thermoplastics have been extensively modified with ATH for better flame retardant properties. These include modification of polypropylene [3], ethylene vinyl acetate [4], LDPE [5] and PMMA [6]. ATH-modified thermosets include epoxies [7], polyurethane [8] and unsaturated polyester [9]. The limitation of using ATH as a filler material is that the electrical and mechanical properties of the resin get deteriorated at temperatures near or exceeding the degradation temperature of ATH. Water vapour evolved in the process of ATH decomposition is supposed to be responsible for the degradation of the resin. Carbon fillers have been incorporated in various types of matrix which includes thermoplastics such as polypropylene [10], polyisobutylene and polyethylene [11], polyethylene terephthalate [12] and thermosets as polyesters [13] and epoxies [14]. It should be pointed out that the degree of enhancement of a resin property is largely dependent on the matrix system used, the extent of adhesion of additives and additives to the matrix, and the level of dispersion of the additive throughout the matrix.
Thermoplastics have been modified to a large extent using these fillers. But limited amount of literature is available for improving the quality of thermosetting polymers using these fillers. This paper aims at improving the thermal and weathering properties of unsaturated polyester resin so that it can be used as a durable structural material. For this purpose, different percentage of fillers such as ATH and carbon black has been added to the resin. Since the dispersion of fillers plays an important role in the final properties of the products, an optimum methodology for dispersion has been developed. Composite plaques were prepared and tested for the improved properties after the addition of fillers. Tests such as smoke density measurement, limited oxygen index, gel time, viscosity measurement, tensile modulus tests and thermogravimetric analysis (TGA) indicate that the addition of fillers is responsible for improving the properties of the resin. In addition, we also need to take into account the drawbacks of adding fillers as increased viscosity and reduction in mechanical properties of the composite material.
Experimental work
Raw material selection
Resin system
The polyester resin used is ISO RTM grade unsaturated isophthalic resin and is procured from Mechemco Resin Pvt. Ltd, Mumbai. It has an acid value of 16 mg KOH/g, a density of 1.08 g/cc, volatile content (w/w) of 43 % and viscosity of 255 cP at 30 °C. Cobalt octoate (3 %) is used as an accelerator and Methyl Ethyl Ketone Peroxide with 8 % active oxygen is used as an initiator. Both the above-mentioned chemicals were supplied by Mechemco Resin Pvt. Ltd, Mumbai.
Additives
The ATH and carbon black were supplied by Merck Specialties Private Limited, Mumbai. The particle size distributions of ATH and carbon black have been analysed with the help of a Mastersizer 2000 Particle Size Analyzer obtained from Malvern Instruments Ltd., UK. These are shown in Fig. 1a, b. It was observed that maximum particles of ATH lie close to 89.337 μm and those of carbon black lie in the range of 11–12.5 μm. The density of ATH and carbon black, as measured by pycnometer is found to be 2.43 and 2.13 g/cc, respectively. Desired sample dimensions for experiments were obtained using Electrical Cutting Machine to cut the composite samples.

Particle size distribution of a ATH, b carbon black
Preparation of the polymer composite
Methodology for optimum dispersion
The additives to be incorporated in the thermosetting polymer have to be dispersed in the liquid pre-polymer state. Improper dispersion of these microsized particles may lead to agglomeration because of the strong attractive forces between them. Therefore, to ensure a uniform dispersion of these additives in the matrix, different techniques as mechanical stirring and ultrasonication have been performed and compared.
Aluminium trihydroxide and carbon black have been added to the polyester resin in a glass beaker and mechanically mixed for approximately 15 min. During the mixing process, some air bubbles were trapped in the solution. To remove this entrapped air, the mixture was kept in open air for 10 min. After this deaeration process, the mixture was subjected to ultrasonic mixing with the help of an ultrasonic processor of power 400 W. The duration of ultrasonication was varied and its effect on the dispersion of additives has been studied using optical microscope and scanning electron microscope (SEM).
Characterization of the dispersed filler–resin system
Analysis of curing behaviour (gel time calculation)
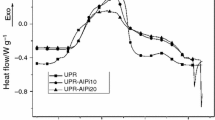
Gel time and peak exotherm of ATH and carbon-loaded samples were studied in terms of percentage by weight of filler added. 100 ml of polyester resin was loaded with different percentage of ATH and carbon black and mixed by the optimum dispersion technique as discussed above. 5 ml of catalyst methyl ethyl ketone peroxide (MEKP) and 5 ml of accelerator cobalt octoate was added to the above mixture which initiated the cross-linking reaction. The mixture was well stirred in the beginning and the temperature was recorded at various time intervals. The cure exotherm was then obtained by plotting temperature against time for each loading of ATH and carbon black.
Viscometric tests
The viscosity of resin was measured with the help of a coaxial cylinder Viscometer-BOHLIN VISCO88BV procured from Malvern Instruments Limited, UK. This measurement was repeated for different loadings of ATH and carbon black. The experimental conditions have been shown in Table 1. All the measurements were carried out at room temperature and at different shear rates. The viscosities were measured at different rotational speeds and average viscosity values were plotted as a function of the shear rate for different loadings of ATH and carbon black.
Preparation of the composite plaques
Different percentage of ATH was added to the resin and mixed in an ultrasonicator. Accelerator Cobalt Octoate (2.5 % by volume) was added to the above mixture using optimum dispersion method of ultrasonication. This was followed by the addition and dispersion of 2.5 % by volume of MEKP catalyst. The resultant mixture was transferred to a rectangular mould lined with thin sheets to obtain smooth flat surface. After polymerization, the resin mixture was allowed to cure at room temperature for 24 h. The samples were taken out and machined to desired sizes. This process was repeated for different loadings of ATH as 10, 20 and 30 % (by weight) and for various loadings of carbon black as 1, 2 and 3 % by weight.
Characterization of the filled USP composite plaques
ATH-filled polymer composite plaques
Aluminium trihydroxide acts as a flame retardant and a smoke suppressant. To justify the improvement in the flame retardant properties, two tests have been performed––the limiting oxygen index (LOI) test and the smoke density index test. Thermogravimetric analysis (TGA) has been performed for analysing the changes in the thermal properties of the resin system on addition of ATH. The effect of ATH addition on the cure kinetics (gel time) and viscosity has also been studied.
Smoke density test
The smoke density test was carried out as per ASTM standard D2843. The fire-test-response test method covers a laboratory procedure for measuring and observing the relative amounts of smoke obstructions. The smoke density index measurement was done in a chamber obtained from S.C. Dey & Co., Kolkata. The samples to be tested were cut in a dimension of 120 mm × 100 mm and burnt in a closed specimen frame. The loss of light transmission through this collected volume of smoke was given by the light meter readings after every 15 s for 4 min. This process was repeated at ATH loadings of 10, 20 and 30 %.
Limiting oxygen index (LOI) test
The LOI tests were carried out as per ASTM standard D 2863. The LOI chamber was purchased from S. C. Dey & Co., Kolkata. This test was used to measure the minimum concentration of oxygen that will just support the flaming combustion of plastics. The samples were cut in the dimensions of 140 mm × 52 mm and fed to the LOI chamber. This process was repeated for 10, 20 and 30 % dosing levels of ATH.
Thermogravimetric analysis (TGA)
Thermogravimetric analysis (TGA) indicates the structural modification of the unsaturated polyester system when it is loaded with different types of fillers. The TGA equipment used was procured from Mettler-Toledo International Inc. The scanning was performed at temperatures ranging from 36 to 600 °C at a heating rate of 20 °C/min in nitrogen atmosphere. The tests were carried out for pure USP and maximum loading of ATH, i.e. 30 % by weight.
Carbon black-filled polymer composite plaques
To estimate the improvement in the properties of polymer composite on the addition of carbon black, different tests have been performed which includes UV stability test (test of the changes in the mechanical strength on exposure to UV radiation), TGA and DSC (for studying the changes in the thermal properties), estimation of the cure kinetics (changes in gel time) and viscometric tests (to estimate the changes in viscosity on addition of carbon black).
UV stability and weather ability test
These tests were performed in accordance with the ISO standard 527. The samples were cut in a dimension of 150 mm × 19 mm. The specimen was fed to the UV exposure chamber with a medium pressure 150 W mercury lamp that provided UV irradiance at wavelengths of 310–450 nm within the chamber. Two set of experiments were performed for periods of 30 and 60 h, respectively. The samples were then taken out and tested for the changes in mechanical properties on UV exposure. For this purpose, a Universal Testing Machine (UTM), obtained from Tinius Olsen, was employed to measure the tensile strength and tensile modulus of the specimens. The load cell capacity of the UTM was 1 kN and maximum load was 50 kN. These tests were performed by a three-point bending test according to ASTM standards.
Thermogravimetric analysis (TGA)
Thermogravimetric analysis has been carried out for pure unsaturated polyester resin and 3 % carbon-loaded USP. The effect of filler loading on the curing characteristics of the matrix has been analysed and compared with the maximum loading of ATH.
Results and discussions
Optimum dispersion method
Optical microscope and SEM images are shown in Fig. 2a–c. These images show the dispersion of carbon filler using different methods and durations of mixing. As evident from the optical microscope images, a combination of mechanical stirring and ultrasonication provides a better dispersion of carbon black filler in the resin compared to only mechanical stirring. This is because the absence of vigorous mixing tends to produce fine aggregates of carbon black in the resin. On comparison of Fig. 2b, c, it can also be observed that a 60-min ultrasonication provides a better dispersion compared to 30 min. Also, on comparing the SEM images in Fig. 3a, b, it can be seen that further increase in the duration of ultrasonication to 2 h had no pronounced difference as compared to 1-h ultrasonication.

Optical micrographs showing dispersion of carbon particles in the resin for a 15-min mechanical stirring (at 500 rpm), b 15-min mechanical stirring (at 500 rpm) followed by 30-min ultrasonication (400 W), c 15-min mechanical stirring (at 500 rpm) followed by 60-min ultrasonication (400 W) (Scale: 100 μm)

SEM micrographs showing the dispersion of carbon particles in resin for dispersion by 15-min mechanical stirring (at 500 rpm) followed by a ultrasonication (400 W) for 1 h, b ultrasonication (400 W) for 2 h (Scale: X 1000)
Also, a larger duration of ultrasonication may raise the temperature of the resin and lead to degradation. Following this observation, it can be concluded that an optimized dispersion of fillers in the resin is obtained by 15 min of mechanical stirring followed by 1 h of ultrasonication. Similar results were obtained in the case of ATH used as an additive for dispersion.
Curing behaviour of the dispersed resin system
The decrease in gel time with the increase in loading of the ATH and carbon black has been tabulated in Tables 2 and 3 respectively. The gel time of pure resin was found to be 400 s. It can be seen from Table 2 that on addition of 10 % of ATH, the gel time was found to be 380 s which does not vary much from the gel time of pure resin. The gel time reduced by around 70 s for 20 % ATH addition and 75 s for 30 % ATH addition. Since the decrease in gel time is very less (a few hundred seconds) it can be said that the addition of ATH does not alter the curing behaviour of the resin.
A similar marginal reduction in gel time has been observed on addition of carbon black (Table 3). It can be shown that on addition of 1 % carbon black, the gel time decreased by only 20 s. Further addition of carbon filler reduces the gel time by approximately 95 and 110 s for 2 and 3 % carbon loading, respectively. Thus, it can be said that the curing characteristics of the resin is not much affected by the addition of ATH and carbon black. This eliminates the need for any major modifications in the design of the manufacturing equipments for the processing of polymer composites.
Viscosity of the dispersed systems
Figures 4 and 5 show a plot of viscosity as a function of shear rate for ATH-filled and carbon-filled USP. Pure USP shows a Newtonian behaviour over a fairly wide range of shear rates. With the introduction of fillers, the Newtonian behaviour is not affected up to a shear rate of 600 s−1. As it evident from the figure, maximum loading of ATH and carbon black has the highest viscosity amongst the other resin–filler system. The viscosity of pure resin was about 2 Pa s. On addition of 10 and 20 % ATH, the viscosity increased to approximately 2.5 and 2.75 Pa s, respectively. Addition of 30 % ATH showed a major increase in the viscosity of the resin, the magnitude being 4 Pa s.

Change in viscosity with shear rate for different loadings of ATH-filled unsaturated polyester resin

Change in viscosity with shear rate for different levels of carbon black-filled unsaturated polyester resin
Addition of carbon black had a much greater influence on the viscosity of the resin. On addition of 1 % carbon black, the viscosity increased from 2 Pa s to approximately 3 Pa s. Further addition of carbon black to 2 and 3 % increased the viscosities to 5 and 5.5 Pa s, respectively. The reason for the greater increase in viscosity for carbon black can be owed to a lower particle size of carbon black compared to ATH. It can be seen from Fig. 1a, b that the maximum number of particles of ATH lies around 100 μm and those of carbon black lie around 10 μm. Due to the presence of a large amount of fines in carbon black, the tendency of the particles to agglomerate is higher. It has been stated in [15] that agglomerated particles produce larger increase in viscosity than well-dispersed systems. Thus, the increase in viscosity of carbon-filled systems is much higher even at lower loadings of carbon black compared to ATH. Consequently, higher level of fillers can pose problem during processing due to increased viscosity. Thus, a judicious selection between the improvement in properties and the difficulty in processing needs to be taken into account.
Fire retardant properties of ATH
Smoke density measurement
The readings at 15-s interval of light absorption for the three specimens in case of each type of composite sample were averaged. The average light absorption was plotted against time which is shown in Fig. 6. The light absorption value for 10 % ATH-filled sample was found to be 50 %. On increasing the loading to 20 %, the light absorption decreased significantly to 10 % which indicated a decrease in the smoke emission tendency at higher loadings of ATH. There was no appreciable difference in the light absorption percentage with 30 % ATH-loaded samples.

Variation of average light absorption with time for the composite specimens with 10, 20 and 30 % loadings of ATH, respectively
The maximum smoke density index is defined as the highest point in the plot of average light absorption versus time. From Fig. 7, it can be seen that the maximum smoke density and the smoke density rating show a decreasing trend as the percentage of ATH in the composite increased. The smoke density rating for 10 % ATH-filled plaque was found to be 37.9. The value of smoke density rating, similar to percentage of light absorption, was found to decrease sharply to 8.01 on addition of 20 % ATH. But the smoke density rating for 30 % ATH loading did not vary significantly from 20 % ATH-filled composite. This observation is in accordance with that observed for the percentage light absorption at different ATH loadings. Thus, keeping in view, the viscosity increase with higher ATH content and the cost for processing, 20 % ATH can be considered to be a better choice for enhanced flame retardant properties compared to 10 and 30 % of ATH.

Variation of smoke density rating with the loading of ATH in the composite
Limiting oxygen index (LOI)
It has been reported that the endothermic decomposition of ATH occurs between 180 and 200 °C which results in the formation of water and alumina [16]. Consequently, it cools down the polymeric material by absorbing heat. In addition, the formation of aluminium oxide forms a protective coating which thermally insulates the polymer and the water vapour formed dilutes the gas phase. This dilution in turn demands more oxygen for the combustion to initiate and propagate. Thus, the LOI increases. This can be seen in Fig. 8. It can be observed that the LOI increases from 23 to 24.8 on 10 % ATH loading. On increasing the loading to 20, 30 and 80 %, the LOI value increase to 25.4, 26.1 and 28.5, respectively.

Variation of LOI with the percentage of ATH in the composite
UV resistance of carbon black-filled samples
To analyse the effect of carbon loading on the UV stability of the polymer composite, tensile strength, tensile modulus and flexural strength have been measured. Figure 9 represents a bar diagram showing the effect of UV exposure and the carbon filler content on Young’s Modulus of the composite. It can be seen that there is a marginal decrease in the tensile modulus of the composite on exposure to UV radiation. The decrease in modulus is more at higher UV exposure times. Another observation which can be made is that the percentage decrease in the tensile modulus at higher loadings of carbon black is comparatively less. The decrease in modulus can be attributed to the breakage of molecular bonds on exposure to UV radiation. This bond breakage generates free radicals which take part in the chain reaction. Smaller chains formed make the polymer brittle. In addition, exposure to UV generates heat which is further responsible for the degradation of composite.

Effect of UV exposure and the carbon filler content on Young’s Modulus of the composite
Carbon absorbs the UV radiation inhibiting the photo oxidation by its surface chemical properties. Figure 10 shows the percentage decrease of modulus of the composite sample on exposure to UV compared to base sample without any UV exposure. For the specimen without any carbon black additive, the modulus decreased by 7.5 and 15.9 % on UV exposure at 30 and 60 h, respectively. For similar UV exposure conditions, for specimens with 2 % carbon black additive, the specimen modulus decreased by 4.6 and 7.9 %, respectively, on UV exposure at 30 and 60 h, respectively. As seen from Fig. 10, on using 3 % carbon black as additive, the modulus decreases by 2.5 and 5.2 % on UV exposure for 30 and 60 h, respectively. Thus, it can be observed that at higher loadings of carbon black, the decrease in tensile modulus is relatively less compared to that at lower loading. Also, the extent of decrease in modulus is not significant for different loadings of carbon black. Thus, it can be concluded that addition of carbon black helps to improve the UV resistance of the resin with a minor decrease in the tensile modulus.

Percentage decrease of the modulus of composite samples with UV exposure compared to the base sample without any UV exposure
Thermogravimetric analysis (TGA)
Figure 11 shows weight loss as a function of temperature for pure USP, 30 % ATH-filled USP and 3 % carbon-filled USP. It can be seen that the use of carbon as a filler up to 3 % does not affect the degradation profile of pure USP. The degradation of the resin system can be attributed to the decomposition of the polystyrene cross-links followed by the volatilization of styrene [17]. 30 % ATH loading does not have significant effect on the decomposition behaviour up to around 412 °C. After this temperature, the profile becomes flat at a much higher residual weight % of approximately 20 % compared to the other two curves. Thus, it is thermally more stable compared to the pure resin. This is because at higher temperatures, Al(OH)3 changes to more stable Al2O3 which has a high melting temperature of 2054 °C. The degradation temperature of all the three systems, pure resin, 30 % ATH-filled resin and 3 % carbon black-filled resin was found to be around 200 °C. This shows that the addition of fillers does not alter the degradation temperature of the polymer resin. Thus, the ability of the USP to withstand a range of temperature is not affected by the introduction of fillers as ATH and carbon black.

TGA curves showing weight loss as a function of temperature for pure USP, 30 % ATH-filled USP and 3 % carbon-filled USP
Conclusion
Polymer composites with different loadings of ATH and carbon black have been prepared. It was observed that ATH significantly improved the flame retardant properties which was evident from decreased smoke density rating and increased LOI. Incorporation of carbon additive increased the UV stability of the composite sample. This was concluded based on the fact that there was not much decrease in the tensile modulus of the carbon-loaded samples with and without exposure to UV. TGA curves of maximum loadings of ATH and carbon black did not reveal any significant change in the degradation profile of polymer composites as compared to the profile of the base resin. It has also been observed that the gel times are only slightly reduced on addition of ATH and carbon black which avoids the need for an additional design modification to avoid the gelling of the composite during processing. As a limitation of addition of ATH and carbon black at higher loadings, it was seen that the viscosity of the composite increased with the loading. Consequently, at higher viscosity, additional energy is required which demands a judicious selection between the processing technique and optimum loading condition of the fillers.
References
Troitzsch J (1990) International plastics flammability handbook, 2nd edn. Hanser Publishers, Munich
Horrocks AR, Price D (2001) Fire retardant materials. CRC Press, Boston
Shah AR, Lee D, Kim S, Wasy A, Wang YQ, Ham KC, Jayaraman K, Kim BS, Song JI (2013) Effect of wt% of ATH on mechanical strength of polypropylene/aluminium trihydrate (PP/ATH) composite. In: 9th international conference on fracture & strength of solids
Ling Zhang, Zhong Li Chun, Qiuling Zhou, Wei Shao (2007) Aluminum hydroxide filled ethylene vinyl acetate (EVA) composites: effect of the interfacial compatibilizer and the particle size. J Mater Sci 42:4227–4232
Genlin Wang, Pingkai Jiang, Zikang Zhu, Jie Yin (2002) Structure–property relationships of LLDPE-highly filled with Aluminum hydroxide. J Appl Polym Sci 85:2485–2490
Kazuki Daimatsu et al (2007) Preparation and physical properties of flame retardant acrylic resin containing nano-sized aluminum hydroxide. Polym Degrad Stab 92:1433–1438
Formicola et al (2009) Synergistic effects of zinc borate and aluminium trihydroxide on flammability behaviour of aerospace epoxy system. eXPRESS Polym Lett 3(6):376–384
Koning Alexander, Malek Alicia, Fehrenbacher Ulrich, Brunklaus Gunther, Wilhelm Manfred, Hirth Thomas (2010) Silane-functionalized flame retardant aluminum trihydroxide in flexible polyurethane foam. J Cell Plast 46(5):395–413
Quanlin Zhao, Zhijun Jia, Xiaogang Li, Zhengfang Ye (2010) Effect of Al(OH)3 particle fraction on mechanical properties of particle-reinforced composites using unsaturated polyester as matrix. J Fail Anal Prev 10:515–519
Vassiliou A, Bikiaris D, Chrissafis K, Paraskevopoulos KM, Stavrev SV, Docoslis A (2008) Nanocomposites of isotactic polypropylene with carbon nanoparticles exhibiting enhanced stiffness, thermal stability and gas barrier properties. Compos Sci Technol 68:933–943
Emma Jakab, Maria Omastova (2005) Thermal decomposition of polyolefin/carbon black composites. J Anal Appl Pyrolysis 74:204–214
Fechine GJM, Rabello MS, Souto-Maior RM (2002) The effect of ultraviolet stabilizers on the photodegradation of poly (ethylene terephthalate). Polym Degrad Stab 75:153–159
Al-Mosawi Ali I, Al-Maamori Mohammad H, Al-Mayalee Khalidah H (2013) Spectroscopic studies of polyester––carbon black composites. Res J Mater Sci 1(2):10–14
Lillemose M, Gammelgaard L, Richter J, Thomsen EV, Boisen A (2008) Epoxy based photoresist/carbon nanoparticle composites. Compos Sci Technol 68:1831–1836
Litchfield DW, Baird DG (2006) The rheology of high aspect ratio nano-particle filled liquids. Rheol Rev 1–60
Laoutid F, Bonnaud L, Alexandre M, Lopez-Cuesta JM, Dubois Ph (2009) New prospects in flame retardant polymer materials: from fundamentals to nanocomposites. Mater Sci Eng R63:100–125
Piotr Penczek, Piotr Czub, Jan Pielichowski (2005) Unsaturated polyester resins: chemistry and technology. Adv Polym Sci 184:1–95
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Maheshwari, N., Thakur, S., Neogi, P. et al. UV resistance and fire retardant property enhancement of unsaturated polyester composite. Polym. Bull. 72, 1433–1447 (2015). https://doi.org/10.1007/s00289-015-1346-z
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00289-015-1346-z