
Abstract
Using vibro-fluidized bed dryers (VFB) is an alternative to perform drying with less specific energy consumption compared to fluidized bed dryers (FB). Finding an optimum combination of the dimensionless vibrating number (Γ) with the drying conditions is a key factor to analyze the viability of VFB towards energy efficiency. In the present study, the performance of a VFB was investigated by correlating the drying kinetics of porous particles with the specific energy consumption to obtain an optimum drying condition. Experiments were carried out under different operating conditions and three combinations of vibration amplitude (A) and frequency (F) chosen to yield a constant value of Γ. The impact of the operating parameters was analyzed by effective moisture diffusivity (Deff,G), estimated by fitting the diffusive model to the experimental data. It was found that vibration intensifies Deff,G and is the preponderant effect in the convective mass transfer. Different values of Deff,G were found for the same Γ obtained under the tested combinations of A and F, which indicates that this parameter cannot be used alone as a single descriptor of the vibration energy. Using a high temperature and a gas velocity exceeding the minimum fluidized velocity combined to a higher value of A and a lower value of F enhanced drying, as this combination yielded the highest Deff,G. This same combination of high A and low F associated to low values of temperature and gas velocity enhanced the energy performance. The results also showed that only Γ is not an adequate parameter to perform energy analysis of VFB.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Water evaporation from a porous solid is an energetic process involving latent heat, hence sufficient energy to overcome the enthalpy of evaporation needs to be provided. Many researchers investigated alternatives to reduce energy consumption in total industrial energy usage. Drying is a highly energy-intensive process, accounting for 10–20% of the total energy used in manufacturing processes [1]. Heating a drying medium requires high energy input because of the inefficient solid-gas heat transfer and the significant amount of energy lost in the air exhaustion [2]. In many practical cases only a maximum of 60% of the heat supplied to the dryer is used for moisture evaporation [3]. The remaining 40% is accounted for by heat losses and other inefficiencies. Moreover, a typical convective dryer can consume much more than its capital cost in energy during its lifetime [4]. On the other hand, Kemp [1] and Strumillo et al. [3] presented appealing energy-saving schemes in an existing dryer. In all cases considered, at least 10–30% of the total energy consumed in drying could be reduced by changing the operating conditions and selecting the most suitable drying technologies.
Vibro-fluidized bed drying is a technology developed to minimize bed channeling and defluidization and to improve heat and mass transfer in conventional fluidized bed dryers (FB) with the purpose of increasing drying efficiency. Vibro fluidized beds (VFB) are appealing for handling biomasses with high initial moisture content and heterogeneous thermophysical characteristics. It has been successfully used in drying biomasses [5] as a pre-thermal treatment to increase the efficiency of the thermochemical conversion systems in bioenergy production. VFB dryers are also used in processing materials difficult to fluidize, such as aromatic herbs [6, 7], lignite [8] and some agricultural products [9]. Additionally, an external vibrational acceleration added to a FB can lessen the energy consumption and promote energy savings, as the vibration might contribute to decreasing the minimum fluidization velocity and the bed pressure drop, while increasing the heat transfer rates. In a comparative analysis of the energy requirements for paddy drying in both VFB and FB, Soponronnarit et al. [10] demonstrated that drying with VFB consumed 7% less specific primary energy compared to FB. Zhao et al. [11] carried out a comparative analysis between a FB, a VFB, a medium fluidized bed (MFB) and a vibrated medium fluidized bed (VMFB) in drying lignite under different conditions of the inlet air. The authors concluded that by adding a vibration to the VFMFB, higher effective moisture diffusivity (Deff,G) and lower activation energy (Ea) were achieved. The knowledge of drying kinetics contribute to assessing how the different variables affect drying and the complex interactions between the drying conditions and the vibration parameters. Since the VFB drying units have high capital and operating costs, the drying conditions have to be carefully evaluated to provide an energetically effective operation.
As stated by Zhao et al. [11], the drying kinetics in VFBs can be characterized by estimating Deff,G. Mathematically, this parameter can be represented as a function of the vibration parameters, such as amplitude (A) and frequency (F), according to the study of Stakić and Urošević [12]:
In is clear from Eq. (1) that operating with fixed values of vibration parameters affects moisture transfer and hence, the drying dynamics. Taking the definition of the dimensionless vibration number as Г = A(2πF)2/g, Eq. (1) shows that increasing Deff,G increases by increasing Г. However, it is not clear in this approach if a combination of different values of A and F will give distinct values of Deff,G. Some studies in the literature [13, 14] demonstrated that different fluid dynamic behaviors were obtained under the same value of Г in drying pastes and solutions. Meili et al. [15] verified that the fluid dynamic behavior of a vibro-fluidized bed operating with Geldart C particles at a constant Г is strongly dependent on different combinations of A and F. This result was corroborated by Perazzini et al. [16], who estimated drying kinetics parameters by fitting experimental data obtained in drying alumina particles in a VFB to Page’s equation. The authors obtained different values for the drying kinetic constants for the same values of Г with different combinations of A and F. Such evidence motivated the authors to investigate how Eq. (1) can be used to predict the effective moisture diffusivity during drying in a VFB and to evaluate how the relationship between the vibration parameters and drying conditions could be combined achieve optimal operating conditions with less energy consumption.
Based on energy aspects in VFB drying, this paper aims to investigate the drying kinetics of alumina particles (Geldart D group) by testing different combinations of vibration parameters and drying conditions to obtain the effective moisture diffusivities based on the experimental data and correlations proposed in the literature. The “universality” of Г obtained from different combinations of A and F and its impact on Deff,G will be analysed and the specific energy consumption for different operational conditions will be obtained to find the optimum condition in terms of energy performance.
2 Theoretical principles
Since VFB drying is performed with no significant temperature or moisture gradients, it can be modelled as a perfectly mixed vessel and the thin-layer approach can be applied. Once this criterion is satisfied, only the mass balance for the water is used to describe drying kinetics of alumina particles in a VFB. In typical drying applications, it is very common describing the problem of unsteady diffusion to represent the evaporation driving force. Thus, the mathematical modeling of moisture transfer in a particulate material can be conveniently described by Fick’s equation. In an isothermal process the partial differential equations describing the radial distribution of liquid and vapor water in a spherical particle are [17]:
The water content (liquid and vapor) can be associated to the moisture content of the material (total moisture content of the solid) in a dry basis according to the following equation:
Thus, assuming constant solid properties, the diffusive model can be rewritten as:
Since the vapor and liquid diffusivities are fundamentally different and the water content in both phases (liquid and vapor) is represented by the total moisture content, a new effective parameter (Deff,G) is defined to account for the ordinary moisture transfer in both vapor and liquid phases. Furthermore, in drying the water molecules might interact with the walls of the particle pores during evaporation, characterizing effusion or surface diffusion. Hence, it is convenient to define a new effective parameter that encompasses all the diffusive mechanisms that appear in drying a porous solid. The effective mass transfer parameter to be estimated is the overall effective diffusivity, which is obtained from the harmonic mean of all diffusion mechanisms [18]:
It is worth noting that the diffusion coefficients are all effective because they are dependent on solid characteristics (porosity and tortuosity) and operating conditions, including the vibrational parameters introduced in Eq. (1). Additionally, the global diffusive parameter, in this case, is a complex parameter that includes the numerous mechanisms observed presented in drying, including evaporation and condensation phenomena and those related to other moisture migration mechanisms, such as the capillary flow and the flow due to a pressure gradient or to a osmotic pressure difference.
Equation (5) is subjected to the following initial condition (for t = 0 and 0 ≤ r ≤ R):
The most common boundary condition applied to Eq. (5) assumes symmetry in the moisture concentration profile at the center of the particle, i.e. (for t > 0 and r = 0):
Initially assuming that the external mass transfer resistance is negligible (Bi→∞) and the equilibrium moisture content is established at the particle’s surface, a first type or Dirichlet condition is assumed (for t > 0 and r = R):
The analytical solution of Eq. (5) can be obtained assuming a uniform initial moisture content, a constant effective moisture diffusivity and negligible particle shrinkage and is given by the equation known as the “Crank’s Model” [19]:
The average moisture content of the particle as a function of the time is obtained from:
Introducing Eq. (10) in Eq. (11), the particle dimensionless average moisture content is obtained as a function of time:
Equation (12) is classically used in the literature to describe the variation of the average moisture content as a function of the drying time.
If an external resistance to the mass transfer is assumed at the particle surface (Bi→0), a third type or the Robin boundary condition (for t > 0 and r = R) is applied to solve Eq. (5) [20]:
In Eq. (13), βeff is an effective mass transfer coefficient, based on the assumption that the moisture loss rate is directly proportional to the excess moisture content above the equilibrium moisture [20]. Based on the initial and boundary conditions (C.C.1 and C.C.2 (b)), the solution of the diffusive model in terms of the Biot number is:
The solution of Eq. (14) requires the estimation of two parameters (Bi and Deff,G). The eigenvalues (λn) are obtained from the transcendental equation:
Calado et al. [21] proposed a model with a new set of parameters (Deff,G and ϕ) applicable to fast drying operations (as in vibro-fluidized beds) by adopting the boundary condition given by:
In this boundary condition, φ is a surface drying constant. It governs how fast is the approach of the surface moisture to the equilibrium value [22]. The analytical solution of the diffusive model for the convective boundary conditions presented in Eqs. (8) and (16) is [21]:
This two-parameter solution is expected to improve fitting as it has two degrees of freedom. To the best of authors’ knowledge, this boundary condition has not been applied to drying porous particles in VFBs.
In this study, the effective moisture diffusivity is estimated as a function of the drying air temperature according to an Arrhenius-type relationship:
With one initial condition and four possible boundary conditions, three different analytical solutions for the diffusive model (Eq. 5) can be tested to fit experimental data.
3 Materials and methods
3.1 Particulate material
The particles used ‘in the experiments were porous alumina F200, supplied by Alcoa (Poços de Caldas, Brazil). The particles’ average diameter, apparent density and internal porosity were measured and are shown in Table 1 [23]. The alumina particles were initially dry and were immersed into water for three hours prior to drying and then placed in a holder for 8 to 12 h to remove the excess of water according to the procedure recommended by Kudra et al. [24]. The final moisture content after wetting was of 0.3–0.34 kg water/ kg dry solid, on average. Alumina particles were chosen because they allow discussions about the relationship between the convective and diffusive mass transfer resistances in VFB.
3.2 Vibro-fluidized bed drying
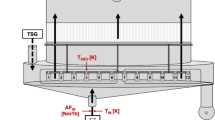
The experimental set up is depicted in Fig. 1. Air was supplied by a 7.5 HP radial blower (IBRAM, São Paulo-SP, Brazil), with a maximum flow rate capacity of 4 m3/min. The volumetric air flow rate was measured by a previously calibrated orifice plate. Both the orifice plate and the pressure tap located at the bottom of the bed were connected to pressure transducers linked to a data acquisition board AD PCI-6024E from National Instruments (São Paulo-SP, Brazil) connected to an AMD AthlonTM XP 1800 computer. The interface for data acquisition was developed in graphic language G, using the software LabVIEW 7 ExpressTM. An electrical resistance heated the drying air at a rate of 35 °C/min. The inlet air temperature was set at the specified values by a temperature controller (Flyever FE50RP, São Carlos-SP, Brazil). The vibro-fluidized bed was a cylindrical glass chamber 0.5 m high and 0.114 m internal diameter. An eccentric mechanism was used to set the amplitude of vibration and the frequency of vibration was adjusted by a mechanical controller located at the axle of the electric motor. The acceleration, velocity, and amplitude of vibration were measured with a Brüel&Kjær 4371 piezoelectric accelerometer linked to a Brüel&Kjær 2525 signal conditioner (Denmark). The frequency of vibration was measured using an optical tachometer Minipa MDT-2244A. The static bed height, that is the bed height without air percolation, was equal to 0.10 (± 0.05) m.

VFB experimental unit
The minimum fluidization velocity (umf) was measured with the dry particles according to the classical methodology used for conventional fluidized beds, namely, the interception of two straight lines depicted in the curve of pressure drop versus air velocity, one of which is the slope of the fixed-bed curve and the other is the slope of the fluidized-bed curve. A value of 1.17 (± 0.01) m/s was obtained.
It is worth noting that alumina particles do not fluidize well, but the term “fluidization” will be adopted here to refer to the condition in which the air velocity is set above umf and no mechanical vibration is imposed to the bed. Two superficial air velocities were selected for the thin-layer drying experiments, the first 20% above and the second 20% below umf. The same velocities were adopted in vibro-fluidized drying. The term vibro-fluidization will be used in this text to refer to the operation with air flow and mechanical vibration, regardless of the air velocity was set above or under umf. The experiments were performed under the fluidized-bed (Г = 0 and u = 1.2umf) and vibro-fluidized bed modes (Г = 4.00 and u = 1.2umf or 0.8umf). The vibration number was set combining two different values of vibration amplitude (A) and frequency (f), namely 0.003 m and 18.20 Hz and 0.015 m and 8.14 Hz. The experiments were performed as follows: the operating conditions were adjusted with air flowing through the empty vessel until a stable temperature was reached. At this stage, the wet particles were inserted into the unit to start drying. The ambient temperature in the experiments was about 25 °C. At predetermined time intervals, small samples were collected from the bed and stored in aluminum pans. The particles’ moisture was determined by the gravimetric method after drying the samples at 105 °C for 24 h. The operating conditions used in the present study are summarized in Table 2.
4 Results and discussions
First, the three analytical solutions of the diffusive model will be fitted to the experimental data to find which one best fits the results. After, the estimated values of Deff,G will be used to discuss drying kinetics and the specific energy consumption in VFB.
4.1 Analysis of the model fitting
The experimental data and the predictions given by the three different analytical solutions (Eqs. 12, 14 and 17) can be compared in Figs. 2, 3 and 4, as well as the respective error distributions for each equation tested. Equation (19) was used to estimate the error between the predicted and observed data at an specific point “k” and the error distribution was fitted by a 5-degree polynomial equation. The dispersion between experimental and observed data will be discussed for T = 80 °C, u = 1.2umf, A = 0.015 m and F = 8.14 Hz. The results for the other conditions were very similar to this one and will not be shown here for the sake of conciseness. The analytical solutions given by infinite series were solved by a computational routine (MatLab) and the models’ parameters were simultaneously estimated based on the least squares criterion.

Predicted and observed data of MR (a) and error distribution (b) of Eq. (12) for T = 80 °C, u = 1.2umf, A = 0.015 m and F = 8.14 Hz. Average error:-0.0778 (n = 1) and − 0.0084 (n = 58); 5-degree polynomial fitting: R2 = 0.9989 (n = 1) and 0.9978 (n = 58)

Predicted and observed data of MR (a) and error distribution (b) of Eq. (14) for T = 80 °C, u = 1.2umf, A = 0.015 m and F = 8.14 Hz. Average error:0.0087 (n = 1) and 0.0087(n = 58); 5-degree polynomial fitting: R2 = 0.9628 (n = 1) and 0.9627 (n = 58)

Predicted and observed data of MR (a) and error distribution (b) of Eq. (17) for T = 80 °C, u = 1.2umf, A = 0.015 m and F = 8.14 Hz. Average error:-0.0006 (n = 2) and 0.0057 (n = 100); 5-degree polynomial fitting: R2 = 0.8463 (n = 1) and 0.9368 (n = 100)
An inspection of Fig. 2 shows a significant deviation of data predicted by Eq. (12) (dashed line) not only in the beginning of the drying (t = 0) as pointed out by other authors who obtained similar results [25], but also in the next seven points. After these points, the predicted curves are coincident. It is clear that by solving the series with n = 58 terms to reduce the calculation error to 1%, as suggested by Efremov and Kudra [26], the solid line intercepts the ordinate close to the maximum moisture ratio value (MR ≈ 1.0). The moisture content predicted by Eq. (12) at t = 0, in the other hand, is equal to 0.61, which is fundamentally incorrect for a dimensionless variable such as the moisture content. The solution of the diffusive model with n = 1 predicts a low dimensionless moisture content at t = 0, a value which was found experimentally after 7 min drying in the VFB. The left side of Eq. (12) must be equal to the right side to minimize deviations at t = 0. However, this assumption is not really fulfilled, since (6/π2) is not equal to 1. This assumption would be satisfied only for a very thin material and long drying times, meaning that the Fourier number should be very high. In this case, the first harmonic component (n = 1) in the sum of Eq. (12) would contribute less to the average moisture content than the sum of all the other terms. Thus, Eq. (12)) with n = 1 is not recommended to fit the experimental data for the conditions tested in this study, as the dynamic equilibrium moisture content was achieved after drying for a few minutes. The advantage of using an analytical solution with only one term in the series is that the diffusivity, if assumed constant, can be easily estimated by a graphical method. Figure 2 shows that the solution of Eq. (12) with n = 1 results in a highly biased fitting, with a large average error.
A comparison between the observed and predicted data in Fig. 2 shows that Eq. (12) underestimates drying kinetic data in the beginning of drying and overestimates them in the end. The deviations can be attributed mainly to the assumptions of isothermal process and constant effective diffusivity. The hypothesis of an isothermal process is not always justified [27], but measuring the true particle temperature in VFB is a challenge [28]. Moreover, it is necessary an special apparatus to guarantee isothermal conditions [29]. When a constant Deff,G is assumed, Eq. (12) fits the experimental data by averaging this parameter. During drying, Deff,G can be a function of the drying time [26], solid characteristics [30], operational conditions [31] and moisture content. As the diffusivity should depend on the instantaneous values of the local moisture content (the solid water content varies in space and time), the equation is highly nonlinear and difficult to solve, and it is not in the scope of this paper to obtain an exact analytical solution for this problem.
Once the diffusivity may vary throughout drying, the exact value of this parameter could be lower than the estimated average value for the global effective diffusivity. In other words, the hypothesis of constant diffusivity is not good when “equilibrium” moisture (Eq. 9) and negligible external resistance (Bi → ∞) are assumed as boundary conditions. A similar analysis could be applied for drying under 40 °C and air velocity of 0.8umf. The fitting did not improve even operating under conditions of lower temperature and air velocity, when high Fourier numbers are obtained. This suggests that the equilibrium between the vapor concentration at the particle surface and the air stream is not achieved. It is possible to infer that, in drying particulate inorganic compounds in a VFB, it is difficult to obtain low Fourier numbers due to the vibration imposed to the system to reduce the drying time.
Chen [17] stated that the deviations between the experimental data and predicted values by Eq. (12) are due to the assumption that the moisture content on the particle surface is equal to the dynamic equilibrium moisture. To consider the external resistance to mass transfer, a convective boundary condition (Eq. 13) was applied and the diffusive model was solved for Bi ≠ ∞ at r = R. The results are presented in Fig. 3, which shows that the data predicted by Eq. (14) using a substantial number of terms in the solution agree well with the experimental values. This means that the first harmonic component (n = 1) is more significant for the average moisture content than the sum of all the others. According to Khatchatourian [32], the influence of this harmonic component becomes predominant as time increases. Thus, at a specific period of time it achieves the so-called “regular regime”, when the diffusion coefficient inside the particle can be calculated with a prescribed accuracy by considering only the first harmonic [32]. The fitting of the diffusive model considering the external resistance to mass transfer improved when compared to results presented in Fig. 2. This means that the external resistance to moisture removal cannot be neglected and the effective moisture diffusivity might depend on the air velocity.
As observed for Eq. (12), the results depicted in Fig. 4 show that the results predicted by Eq. (17) depend on the number of terms used in the solution of the infinite series. Significant deviations are observed between the predicted and observed data when n = 58, which can be attributed to an overfitting. In this case, the overall fitting was improved using few terms in the solution and tests indicated that the predictions of drying kinetic data were good enough by solving the model with n = 2 and fitting did not improve increasing the number of terms in the solution. For this approach, the average error was the lowest amongst the tested ones.
The performance of the analytical solutions were also compared regarding the agreement between the observed and predicted data and the error distribution patterns. As the first seven experimental points were poorly described by Eq. (16), this model presented a biased error distribution and the highest average error, but it has the advantage of simplicity and lower degrees of freedom. Eq. (17) presented the best fitting amongst the tested equations and a random error distribution. It was observed, however, that the fitted effective moisture diffusivity was strongly dependent on the initial values given as input. Additionally, the estimated Deff,G were very similar to those estimated by Eq. (12) and presented narrow range of confidence intervals, suggesting that Eq. (17) is not consistent to describe kinetic data in VFB, as an external layer resistance (Bi →0) was detected. Eq. (14) yielded good predictions of experimental data and the estimated values of Deff,G were considered the most representative for the experimental conditions evaluated. Hence, they were adopted to estimate the dimensionless vibration numbers with the purpose of discussing the physical consistency of this parameter.
4.2 Analysis of drying kinetics
The parameters estimated for all the operating conditions by Eq. (14) are presented in Table 3. The assays under fluidized bed mode (Γ = 0) were performed using the same equipment operating without the mechanical vibration. The effective moisture diffusivities were calculated by Eq. (18) with the estimated parameters D0 and Ea estimated for various Biot numbers related to the tabulated roots of the transcendental equation presented by Carslaw and Jaeger [33] for spherical geometry. The “optimum” value of Bi was the one that provided the best fitting based on the highest value of the determination coefficient and the lowest value of the variation coefficient. The estimated value of Bi was equal to 0.04. Figure 5 shows a good agreement between the experimental data and those predicted by Eq. (14) for VFB drying with vibration (experiments 2, 3, 5, 6, 8, 9, 11 and 12). For the experiments with no vibration a good agreement was observed for some conditions (experiments 1 and 7), but large deviations were observed for the experiments 4 and 10.

Predicted and observed data of average moisture content in the experiments with mechanical vibration – VFB (experiments 2, 3, 5, 6, 8, 9, 11 and 12) (a) and with no vibration (experiments 1, 4, 7 and 10) (b)
It is observed in Table 3 that different values of D0 and Ea are obtained for the same value of Γ. This is evidence that this parameter is not unique for different combinations of A and F. According to the literature, Ea is constant under different temperatures and a fixed air velocity. Based on our data, Ea changes for different combinations of A and F. This shows the potential of Ea in discussing energy performance, since this parameter is interpreted as an energy barrier for the water molecules. However, there is evidence that D0 also indicates the impact of distinct combinations of vibrating parameters, hence drying kinetics was analyzed in terms of the Deff,G, which is a combination of Ea and D0.
According to results presented in Table 3, it is clear that vibration intensifies the moisture transfer for both gas velocities tested (above and under umf). According to Strumillo and Kudra [34], using intensive vibrations with Γ >1 has a significant effect on the mass transfer. The results show that vibration contributes to a higher effective moisture diffusion in the bed of alumina particles, especially for the conditions of T = 80 °C and gas velocity of 1.2umf, wherein this effect is more pronounced. For these conditions, Deff,G was almost 60% higher than the Deff,G obtained for conditions of the non-vibrated bed (Γ = 0 and 1.2umf). The vibration intensity can be particularly beneficial for drying materials of low effective diffusivity, such as biomasses.
The influence of the air conditions in Deff,G for non-vibrated bed can also be discussed. As expected, Deff,G increases by rising the air temperature and air velocity, as more thermal energy is supplied to moisture evaporation. This suggests that the external resistance to mass transfer is relevant in VFD, which is in accordance with the low value of Biot number calculated (Bi <0.1). Higher air velocities reduce the boundary layer thickness and the convective resistance to mass transfer. Strumillo and Kudra [34] stated that this increase is due to an improvement in the bed structure. An increase in the mass flow rate, however, might have a significant effect on the energy consumption. According to drying textbooks [20, 35,36,37], an alternative to increase the energy efficiency is to reduce the air flow rate and increase the air inlet temperature. Even though the drying rates were enhanced by increasing the air velocity in the present case, the blower energy consumption can contribute to increasing the energy consumption, as it can be even higher than the energy consumption of the acceleration modulus. The energetic aspects of the process will be further discussed in the next topic.
As can be observed in Table 3, the same dimensionless vibrating number (Γ = 4) was obtained for the tested combinations of amplitude and frequency, as also reported for drying pastes, solutions and slurries [14, 37, 38] and Geldart C particles [15]. Additionally, distinct values of Deff,G were obtained for Γ = 4, corroborating that the influence of Γ on drying processes depends on the combination of A and F andthat this parameter alone does not characterize the vibrational effect on drying kinetics. This can be clearly observed in Fig. 6, which shows the values of Deff,G for different combinations of amplitude and frequency of vibration. Eq. (1) is not adequate to quantify the influence of the vibration intensity, as it gives similar values of Deff,G under different values of A and F. Hence, unless this equation is used to compare results obtained under fixed values of A and F, it does not have the necessary physical consistency to describe drying kinetics in vibro-fluidized beds. Informing only the value of the dimensionless vibration parameter to estimate Deff,G is not sufficient to quantify the vibration intensity in VFB drying, it is necessary to give the values of amplitude or frequency and estimate Deff,G separately for each operating condition investigated.

Effective moisture diffusivity (Deff,G) for different combinations of amplitude and frequency of vibration
With regard to the operational aspects of VFB, the vibration parameters must be carefully chosen, as a wrong combination of A and F can increase the energy lost in the air exhaustion, so. A and F should be specified to maximize the drying rate and reduce the energy consumption. Based on our data, for T = 80 °C, u = 1.2umf, A = 0.015 m and F = 8.14 Hz, Deff,G increased by a factor of four times in comparison to that estimated for A = 0.003 m and f = 18.20 Hz under similar air conditions. As showed in Table 3 and in Fig. 6, the combination with A = 0.015 m and F = 8.14 Hz gave the highest value of Deff,G amongst the conditions investigated. Hence, these vibrating parameters will provide a lower diffusion resistance to moisture transfer (for the same characteristic dimension) in vibro-fluidized bed drying, which is attractive to enhance the drying rates. This means that for a fixed value of Γ, enhanced process conditions can be achieved with regard to energy consumption and drying performance.
A careful assessment of the vibrating parameters is important to balance the drying energy consumption and the process costs and to identify the most cost-effective process conditions. Such analysis is relevant, since design and operating changes [34] may contribute to, which could be useful for scale up towards process and equipment design and energy consumption.
4.3 Analysis of the energy consumption
There are various indices to assess the energy performance of a specific drying process. Among then, the specific energy consumption (Es), defined as the amount of energy required to evaporate an unit mass of water is a classical index to compare efficiency of drying operations [39]. Es provides some estimates of energy costs and project evaluation for industrial purposes [25]. For a convective theoretical batch dryer, Es is calculated according to:
Figure 7 shows calculated values of Es for different experiments. It is clear that for the same Γ different energy consumption can be obtained, indicating that different combinations of A and F can lead to distinct energy performances of the VFB. Thus, Γ cannot be considered a universal parameter to describe the vibration energy and must not be used as a basis to discuss or describe the energy performance of VFB, as it does not indicate the impact of A or F separately. According to the results, the lower values of Es were obtained for the highest value of amplitude (A = 0.015 m) and for the lowest value of frequency (F = 8.14 Hz) (experiments 3, 6, 9, and 12). These results corroborate those presented in Table 3, in which higher values of Deff,G were obtained for these same vibration conditions. It is noticed that the addition of a mechanical vibration to the bed of particles did not improve the VFB energy performance compared to the FB drying mode at (Γ = 0) for the higher temperature and air velocity (experiments 4 and 10). However, VFB energy consumption in the fixed-bed mode (experiments 1 and 7) was lower for all the conditions investigated. It is also possible to note that Es was higher for the experiments in which operation was conducted for air velocity above the minimum fluidization velocity (experiments 5, 6, 11 and 12, highest air flow rate), which agrees with results reported in the literature [20, 35,36,37, 40]. Regarding the energy consumption, the best condition was observed at T = 40 °C, u = 0.8umf, A = 0.015 m and F = 8.14 Hz, which yielded to the lowest value of Es. At this condition, the thermal loss in the exhaustion is reduced and the drying rate is improved.

Specific energy consumption (Es) for experiments carried out under different drying conditions
Moreover, the mass transfer parameter used to describe the drying kinetics in VFB is an apparent (or effective) parameter, meaning that it is also dependent on the ordinary gas diffusion and dynamic effects of the drying air. In fact the drying dynamics will depend on the air velocity and on other complex transport mechanisms, which are encompassed by Deff,G. Increasing air velocity increases the drying rate, but also increases the energy consumption. A balance between drying conditions and vibrating parameters is important when dealing with VFB.
The results show that higher drying rates and lower energy consumption are not necessarily observed under the same operating conditions. To identify the most cost-effective condition to be implemented in industrial processes it is relevant to balance the energy demand and the capital and operating costs. It is interesting, then, analyzing other combinations of vibration parameters and air drying conditions to evaluate whether VFB has better performance than FB drying. For the conditions evaluated in this study, VFB is superior to FB in terms of energy consumption only for lowest air temperature. These discussions are consistent with those presented by Grabowski et al. [41].
The energy consumption would be optimized if all the heat supplied to the dryer was used for moisture evaporation. This does not occur due to typical inefficiencies of drying processes such as the sensible heating of the material, heat losses in the exhausting air and from the dryer body [42]. Using low temperature and air velocity is a good strategy to reduce the thermal losses. Comparing FB and VFD dryers in drying pretreated cranberries, Grabowski et al. [41] found that VFD is superior to FB drying in terms of energy efficiency due to the favorable drying conditions and relatively low air velocities. The FB drying presented lower energy efficiency compared to the VFB.
5 Conclusions
-
1.
Drying kinetics of porous alumina particles in VFB was strongly dependent on the superficial air velocity, suggesting the presence of a mass transfer resistance at the boundary layer. Significant increase in the drying rate and in the energy consumption were observed as the air flow rate increased.
-
2.
The use of mechanical vibration improved particle mixing compared to the air-fluidized drying mode and improved the drying rates. Amongst the tested conditions, the highest amplitude (A = 0.015 m) and the lowest frequency (F = 8.14 Hz) enhanced Deff,G .
-
3.
Evidence shows that empirical equations available in the literature to estimate Deff,G based only in the parameter Γ might not be adequate, as the vibration energy is not properly quantified by this parameter alone. For the same value of Γ, different values of Deff,G were obtained, suggesting that drying kinetics in VFB must be analyzed in terms of different combinations of A and F to identify optimum operating conditions.
-
4.
The VFB specific energy consumption was lower for the highest A and the lowest F. With regard to the drying air conditions, VFB performed better than FB in terms of energy consumption when operated at lower air temperature and velocity.
-
5.
Higher drying rates and lower energy consumption in VFBs are not necessarily observed under the same operating conditions when the resistance to mass transfer in the gas phase is more significant than the internal diffusive resistance.
Abbreviations
- a:
-
Activity [−]
- A:
-
Amplitude of vibration [m]
- Bi:
-
Mass transfer biot number [−]
- cpg :
-
Specific heat of dry air [kJ/kg°C]
- C:
-
Concentration [kg m−3]
- Cl :
-
Liquid concentration [kg m−3]
- Cv :
-
Vapor concentration [kg m−3]
- D:
-
Diffusion coefficient [m2 min−1]
- D0 :
-
Pre-exponential factor [m2 min−1]
- Deff,G :
-
Effective moisture diffusivity (global) [m2 min−1]
- Deff,k :
-
Effective Knudsen diffusivity [m2 min−1]
- Deff,l :
-
Effective liquid diffusivity [m2 min−1]
- Deff,s :
-
Effective surface diffusivity [m2 min−1]
- Deff,v :
-
Effective vapor diffusivity [m2 min−1]
- Dl :
-
Liquid diffusion [m2 min−1]
- Dv :
-
Vapor diffusion [m2 min−1]
- Ea :
-
Activation energy [kJ.mol−1]
- f:
-
Mass flux [kg.m−2.s−1]
- F:
-
Frequency of vibration [Hz]
- g:
-
Gravitational acceleration [m s−2]
- \( {\dot{\mathrm{m}}}_{\mathrm{g}} \) :
-
Air mass flow rate [kg/min]
- ms :
-
Mass of dry solid [kg]
- MR:
-
Moisture ratio [−]
- n:
-
Number of terms of the sum [−]
- Qh :
-
Heat imput to the dryer [kJ.s−1]
- r:
-
Radial coordenate [−]
- R:
-
Particle radius [m]
- Rg :
-
Universal gas constant [J mol−1 K−1]
- t:
-
Drying time [min]
- T:
-
Temperature of the drying air [°C]
- Ta :
-
Ambient temperature [°C]
- u:
-
Gas velocity [m s−1]
- umf :
-
Minimum fluidization velocity [m s−1]
- Wev :
-
Mass of evaporated water [kg]
- X:
-
Moisture content [kg kg−1]
- \( \overline{\mathrm{X}} \) :
-
Average moisture content [kg kg−1]
- X0 :
-
Initial moisture content [kg kg−1]
- Xeq :
-
Dynamic equilibrium moisture content [kg kg−1]
- βeff :
-
Effective mass transfer parameter [m s−1]
- Γ:
-
Dimensionless vibration number [−]
- μ:
-
Chemical potential [J mol−1]
- χ:
-
Dimensionless moisture content [−]
- λn :
-
Roots of the transcendental equation [−]
- ϕ:
-
Parameter of Eq. (17) [−]
- ρs :
-
Solid specific mass [kg m−3]
References
Kemp IC (2014) Fundamentals of energy analysis of dryers. In: Tsotsas E, Mujumdar AS (eds) Modern drying technology: energy savings. Weinheim, Willey-VCH, pp 1–45
Kudra T (2009) Energy aspects in food dehydration. In: Ratti C (ed) Advances in food dehydration. CRC Press, Boca Raton, pp 423–445
Strumillo C, Jones PL, Zylla R (2014) Energy aspects in drying. In: Mujumdar AS (ed) Handbook of industrial drying, 4th edn. CRC Press, Boca Raton, pp 1077–1100
Baker CGJ (2005) Energy efficient dryer operation - an update on developments. Dry Technol 23:2071–2087. https://doi.org/10.1080/07373930500210556
Jia D, Cathary O, Peng J et al (2015) Fluidization and drying of biomass particles in a vibrating fluidized bed with pulsed gas flow. Fuel Process Technol 138:471–482. https://doi.org/10.1016/j.fuproc.2015.06.023
Lima-Corrêa RAB, Andrade MS et al (2017) Thin-layer and vibrofluidized drying of basil leaves (Ocimum basilicum L.): analysis of drying homogeneity and influence of drying conditions the composition of essential oil and leaf color. J App Res Med Aroma 7:54–63. https://doi.org/10.1016/j.jarmap.2017.05.001
Ardestani SMA, Sadeghi M et al (2015) Vibro-fluidized bed heat pump drying of mint leaves with respect to phenolic content, antioxidant activity and color indices. Chem Ind Chem Eng 21:239–247. https://doi.org/10.2298/CIQEQ131206021A
Zhao P, Zhao Y et al (2014) Feasibilty studies of the sequential dewatering/dry separation of chinese lignite in a vibration fluidized-bed dryer: effect of physical parameters and operation conditions. Energ Fuel 28:4383–4391. https://doi.org/10.1021/ef5004181
Rivakumar R, Saravanan R et al (2016) Fludized bed drying of some agro products - a review. Renew Sust Energ Rev 61:280–301. https://doi.org/10.1016/j.rser.2016.04.014
Soponronnarit S, Wetchacama S, Trutassanawin S, Jariyatontivait W (2001) Design, testing, and optimization of vibro-fluidized bed paddy dryer. Dry Technol 19:1891–1908. https://doi.org/10.1081/DRT-100107278
Zhao Y, Luo Z, Zhao P et al (2016) Drying characteristics and kinetics of Shengli lignite using different drying methods. Energy Convers Manag 120:330–337. https://doi.org/10.1016/j.enconman.2016.04.105
Stakić M, Urošević T (2011) Experimental study and simulation of vibrated fluidized bed drying. Chem Eng Process Process Intensif 50:428–437. https://doi.org/10.1016/j.cep.2011.02.006
Daleffe RV, Freire JT (2004) Analysis of the fluid-dynamic behavior of fluidized and vibrofluidized bed containing glycerol. Braz J Chem Eng 21:35–46. https://doi.org/10.1590/S0104-66322004000100005
Meili L, Freire FB, Ferreira MC, Freire JT (2012) Fluid dynamics of vibrofluidized beds during the transient period of water evaporation and drying of solutions. Chem Eng Technol 35:1803–1809. https://doi.org/10.1002/ceat.201200147
Meili L, Daleffe RV, Freire JT (2012) Fluid dynamics of fluidized and vibrofluidized beds operating with Geldart C particles. Chem Eng Technol 35:1649–1656. https://doi.org/10.1002/ceat.201100546
Perazzini H, Freire FB, Freire JT (2017) The influence of vibrational acceleration on drying kinetics in vibro-fluidized bed. Chem Eng Process Process Intensif 118:124–130. https://doi.org/10.1016/j.cep.2017.04.009
Chen XD (2007) Moisture diffusivity in food and biological materials. Dry Technol 25:1203–1213. https://doi.org/10.1080/07373930701438592
Freire JT, Freire FB, Perazzini H (2014) On the influence of particles characteristics on moisture diffusivity during drying of granular porous media. Adv Chem Eng Sci 04:7–16. https://doi.org/10.4236/aces.2014.41002
Crank AS (1975) The mathematics of diffusion, 2th edn. Oxford, Claredon Press
Keey RB (1992) Drying of loose and particulate materials, 1st ed. CRC Press, Boca Raton-USA
Calado VMA, Biscaia Jr. EC, Massarani G (1987) Drying of grains in spouted bed: application of a diffusion model. In: Proceedings of the 15th Brazilian Conference on Particulate Systems (ENEMP), Uberlândia-MG, Brazil (in Portuguese)
Gastón AL, Abalone RM et al (2004) Effect of modelling assumptions on the effective water diffusivity in wheat. Biosyst Eng 88:175–185
Narimatsu CP, Ferreira MC, Freire JT (2007) Drying of coarse particles in a vertical pneumatic conveyor. Dry Technol 25:291–302. https://doi.org/10.1080/07373930601119599
Kudra T, Gawrzynski Z, Glaser R et al (2002) Drying of pulp and paper sludge in a pulsed fluid bed dryer. Dry Technol 20:917–933. https://doi.org/10.1081/DRT-120003769
Jittanit W, Srzednicki G, Driscoll RH (2013) Comparison between fluidized bed and spouted bed drying for seeds. Dry Technol 31:52–56. https://doi.org/10.1080/07373937.2012.714827
Efremov G, Kudra T (2005) Model-based estimate for time-dependent apparent diffusivity. Dry Technol 23:2513–2522. https://doi.org/10.1080/07373930500340387
Zogzas NP, Maroulis ZB (1996) Effective moisture diffusivity estimation from drying data. A comparison between various methods of analysis. Dry Technol 14:1543–1573. https://doi.org/10.1080/07373939608917163
Picado A, Martínez J (2012) Mathematical modeling of a continuous vibrating fluidized bed dryer for grain. Dry Technol 30:1469–1481. https://doi.org/10.1080/07373937.2012.690123
Roberts JS, Tong CH (2003) The development of an isothermal drying apparatus and the evaluation of the diffusion model on hygroscopic porous material. Int J Food Prop 6:165–180. https://doi.org/10.1081/JFP-120016632
Wang W, Chen G, Mujumdar AS (2007) Physical interpretation of solids drying: an overview on mathematical modeling research. Dry Technol 25:659–668. https://doi.org/10.1080/07373930701285936
Srikiatden J, Roberts JS (2008) Predicting moisture profiles in potato and carrot during convective hot air drying using isothermally measured effective diffusivity. J Food Eng 84:516–525. https://doi.org/10.1016/j.jfoodeng.2007.06.009
Khatchatourian OA (2012) Experimental study and mathematical model for soya bean drying in thin layer. Biosyst Eng 113:54–64. https://doi.org/10.1016/j.biosystemseng.2012.06.006
Carslaw HS, Jaeger J (1959) Conduction of heat in solids, 2th edn. Oxford University Press, Oxford
Strumillo C, Kudra T (1986) Drying: principles, applications and design. Gordon and Breach Science Publishers, Montreaux, France
Cook EM, DuMont HD (1991) Process drying practice, 1st edn. McGraw-Hill, New York
Masters K (1991) Spray drying handbook. Longman Scientific & Technical, Harlow
van’t Land C (2012) Drying in the process industry. Willey-VCH, New York
Daleffe RV, Ferreira MC, Freire JT (2005) Drying of pastes in vibro-fluidized beds: effects of the amplitude and frequency of vibration. Dry Technol 23:1765–1781. https://doi.org/10.1080/07373930500209681
Kudra T, Martynenko A (2015) Energy aspects in electrohydrodynamic drying. Dry Technol 33:1534–1540. https://doi.org/10.1080/07373937.2015.1009540
van’t Land CM (1991) Industrial drying equipment: selection and application, 1st edn. Marcel Dekker, New York
Grabowski S, Marcotte M, Poirier M, Kudra T (2002) Drying characteristics of osmotically pretreated cranberries – energy and quality aspects. Dry Technol 20(10):1989–2004
Kemp IC (2011) Drying models, myths, and misconceptions. Chem Eng Technol 34(7):1057–1066
Acknowledgments
The authors thank to National Council for Scientific and Technological Development (CNPq/Brazil) and Coordination for the Improvement of Higher Education Personnel (CAPES/Brazil).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Meili, L., Perazzini, H., Ferreira, M. et al. Analyzing the universality of the dimensionless vibrating number based on the effective moisture diffusivity and its impact on specific energy consumption. Heat Mass Transfer 56, 1659–1672 (2020). https://doi.org/10.1007/s00231-019-02787-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00231-019-02787-8