
Abstract
Chemical modification of wood is an established approach to improve its biological durability, water repellence, dimensional stability, and UV resistance. Norway spruce wood (Picea abies) in dry state, however, has an extraordinarily high recalcitrance towards impregnation with liquid modification reagents as drying triggers the irreversible closure of pits, i.e. the cell-to-cell valves in softwood. In the present study, it is shown that supercritical carbon dioxide is a highly suitable impregnation medium to overcome the recalcitrance of dry spruce wood. This has been exemplarily demonstrated for deca(dimethylsiloxane)-α,ω-diglycidylether (D8M OG2 ), a linear oligosiloxane with terminal epoxy-functionalities, which could be loaded into respective wood samples affording a weight gain of up to 63%. The thermally assisted reaction of the epoxy-functional siloxane with the wood polymers was catalysed with ring-opening Tin (II) octoate. The effort resulted in a remarkably reduced wettability with water, as evident from contact angle measurements (~ 140°), and in a significant decrease (≤ 20%) of the sample’s sensitivity towards moisture-induced dimensional changes.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
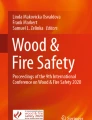
The improvement of technological properties, such as by suppression of moisture-dependent swelling/shrinking or by increasing the resistance towards microbial degradation through appropriate, environmentally compatible approaches, is one of the main goals of wood modification (Hill 2006; Militz and Mai 2008). Exposure to heat is an effective, facile opportunity in this respect. However, even though heat treatment of wood has been intensively investigated for a broad variety of species and processes, brittleness of the products caused by hornification, chemical alteration and degradation of polysaccharides is a major drawback of thermal wood modification (e.g. Bakar et al. 2013; Esteves and Pereira 2009; Priadi and Hiziroglu 2013; Salca and Hiziroglu 2014; Tjeerdsma and Militz 2005). Like thermal treatment, chemical modification of wood is also capable of increasing the resistance of wood towards degradation by fungi or of improving the dimensional stability in humid atmosphere. By incorporation of (reactive) chemical compounds into the wood cell wall and grafting onto cell wall constituents or polymerisation, mechanical properties can be drastically enhanced (e.g. Hill 2006; Rowell 2005; Sun et al. 2016). Generally, these cross-linking treatments target the abundance of hydroxyl groups present in lignin and the various cell wall polysaccharides as reactive sites. As derivatisation of hydroxyl groups—no matter whether ethers, silyl ethers, esters, urethanes, etc., are formed—principally renders the biopolymers less polar and, hence, less hydrophilic, water affinity of wood is greatly reduced improving therefore both dimensional stability and resistance towards microbial degradation. Norway spruce (Picea abies), which is a key species for the European wood industry, is particularly challenging in the context of treatment with conventional wood preservatives or chemical modification, since it is very difficult to impregnate with liquid reagents. This well-known recalcitrance is caused by irreversible pit closure during wood drying (Fig. 1). Pit openings between wood cells have various functions in physiologically active sapwood. While maintaining water flow throughout the entire plant in open state, they act as safety valves in closed state to prevent the living tree from air embolism. In technical impregnation, closure of pit openings caused by any drying operation is, however, undesired as it prevents any liquid agents from deeper penetration (Liese and Bauch 1967; Siau 1995).

Cross section of conventionally dried spruce wood showing closed pit valves (arrowheads). The insert shows an example of an open pit in physiologically active, never-dried wood for comparison (arrow)
Conventional pressure gradient-driven liquid impregnation or complex wood pre-treatment in terms of solvent exchange drying and mechanical or biotechnological perforation (Lehringer et al. 2009) feature major drawbacks in the form of time and energy efficiency, which are aimed to be overcome. To achieve satisfyingly high loading quantities and homogeneous distribution of the modification agent across spruce wood parts of desired size, alternative approaches are needed.
It is known that for softwood the permeability for gases usually increases with decreasing wood moisture (Siau 1995). Therefore, in a non-polar impregnation system, a low wood moisture content is beneficial. When aiming at a non-polar system, carbon dioxide is a promising impregnation medium, as it is a good solvent for lipophilic, non-polar modification agents. In supercritical state (scCO2), which can be reached with little effort (T > 31.1 °C, p > 7.39 MPa), carbon dioxide effuses through solids like a gas and dissolves materials like a liquid. ScCO2 is used to dye textiles (Van der Kraan et al. 2007), for extraction of various materials (De Melo et al. 2014), or as drying process (Jaxel et al. 2017; Liebner et al. 2010). ScCO2 technique is also used in wood modification successfully to impregnate biocides (Kjellow and Henriksen 2009) and to acetylate wood (Matsunaga et al. 2010). Furthermore, it has been tested as impregnation medium for wood in various studies (Deerberg et al. 2006; Demessie et al. 1995; Eastman et al. 2009; Hay and Johns 2000), demonstrating its superiority over other approaches.
The affinity of wood towards moisture and its proneness with regard to dimensional instabilities caused by swelling and shrinking can be impeded, or even suppressed, by hydrophobic modification reagents. Polydimethylsiloxanes are of particular interest in this respect due to their inherent hydrophobicity, very low surface tension, good biocompatibility, oxygen permeability and great stability and resistance towards environmental impacts. Several studies have shown that siloxanes can easily be loaded into wood using scCO2 technologies (Deerberg et al. 2006; Eastman et al. 2009) and improve moisture resistance of respectively treated materials (Donath et al. 2004; Saka et al. 1997; Weigenand et al. 2007), as also desired for plastics commodities, textiles, building materials or paper. However, low viscosity and surface tension of siloxanes just deposited into wood, render the treated materials prone to long-term leaching and surface spilling of siloxanes. Therefore, covalent immobilisation of siloxanes in wood is an approach capable of increasing long-term stability. This can be accomplished, using A) low molecular silica building blocks carrying hydrolysable functional groups (e.g., mixed alkoxyorganylsilanes, organohalogensilanes, hexamethyldisilazane), B) bi-component systems like mixtures of vinyl- and hydridosilanes that cross-link at room temperature with the aid of platinum catalysts (Eastman et al. 2009) or C) oligo/poly(diorganylsiloxanes), having appropriate terminal functional groups capable of forming covalent links with the principal wood constituents, i.e. cellulose, hemicellulose and lignin.
Following C), halogen or amino functional oligo- and polydimethylsiloxanes were considered less suitable for wood modification, due to the release of hydrogen halides and the formation of ion pair complexes with CO2, respectively, their epoxy-functional pendants can be easily dissolved in supercritical carbon dioxide without alteration. The principal loading of wood with siloxanes using scCO2 has been shown, for example, by Eastman et al. (2009) and Jelen and Ghosh (2009).
This paper investigates the modification of spruce wood (P. abies) with deca(dimethylsiloxane)-α,ω-diglycidylether (D8M OG2 ) using supercritical carbon dioxide as impregnation medium to overcome the recalcitrance of spruce wood towards impregnation with liquid media.
Materials and methods
Solid wood modification
Norway spruce wood (P. abies) was cut into pieces of 20 × 20 × 80 mm3 (radial, tangential and longitudinal). All specimens were dried for 48 h at 103 °C, and the end-grain sides were sealed with polyurethane (PU). For the treatment of these wood samples in scCO2, Separex equipment (Autoclave A31, Separex, Champigneulles, France) with a reactor volume of 500 ml was used. The wood samples were stored above 170 g of the modification agent (D8M OG2 ; deca(dimethylsiloxane)-α,ω-diglycidylether (Fig. 2); 1.5 wg% Tin (II) octoate catalyst) to prevent absorption due to physical contact before the supercritical state was reached. The liquefied CO2 was heated up to 45 °C and pumped into the reactor until a pressure of 18–20 MPa was reached. The treatment duration in supercritical state was 6 h. Subsequently, the system was depressurized via an external cooling system, until subcritical conditions were reached. Below 7 MPa and 30 °C, the system was stepwise depressurized by valve to prevent damage of the samples and to avoid uncontrolled leaching of the siloxane.

Epoxy-functional siloxane modification reagent: deca(dimethylsiloxane)-α,ω-diglycidylether (D8M OG2 )
Macroscopic characterisation
All specimens were dried at 103 °C/48 h after the treatment to determine the weight per cent gain (WPG; (dry-masstreated − dry-massuntreated)/dry-massuntreated × 100), which corresponds to the ratio of dry mass increase after impregnation related to the original dry mass prior to impregnation. For further characterisation, the specimens were cut to a size of 20 × 20 × 10 mm3 (radial, tangential, longitudinal) and the WPG of each specimen was calculated based on the initial dry weight (PU sealing subtracted) of the impregnated pieces of 80 mm length before treatment. The specimens were allocated to three groups of similar WPG: 17% (n = 3), 45% (n = 10) and 63% (n = 10). After the modification, a leaching test according to DIN EN 84 (1997) was performed to wash out unreacted modification agent. The impact of the siloxane modification on the swelling/shrinking behaviour, as expressed by the anti-swelling efficiency (ASE; (cross-section-swellingmoist − cross-section-swellingdry)/cross-section-swellingdry × 100), was investigated by nine testing cycles. ASE refers to the ratio of reduction in swelling after modification compared to swelling prior to modification. For each cycle, the specimens were kiln-dried, and dimensions and mass were determined. Subsequently, the samples were stored in distilled water for 24 h before their dimensions and mass were determined again. Water contact angle (WCA) measurements were taken on radial, freshly sanded specimen surfaces using a Drop Shape Analyzer DSA30 (Kruess GmbH, Hamburg, Germany) device. Applying the sessile drop method, 20 WCA measurements were taken in 0.1 s intervals for 2 s. The arithmetic mean of these measurements and 5 drop repetitions represents the WCA value.
ATR-FTIR spectroscopy
ATR-FTIR spectroscopy was performed on inner cross sections of selected specimens to investigate the siloxane distribution over the cross section, using a Helios spectrometer (Bruker Optics GmbH, Ettlingen, Germany), operated with a diamond crystal and a Tensor 27. Per spectrum, 64 scans were recorded at a spectral resolution of 4 cm−1. The average spectra from three measurements were baseline-corrected using the Opus 6 software (Bruker Optics GmbH, Ettlingen, Germany) and the rubber band method.
Light microscopy
For light microscopy, specimens of untreated and treated wood were embedded in low-viscosity epoxy medium. Specimens were first impregnated with acetone, which was gradually exchanged with acetone-epoxy mixtures with increasing epoxy concentration. The final two soaking steps were carried out with pure epoxy. After curing, the specimens were cut in cross sections (1 µm thickness) using an ultra-microtome (Ultracut-R, Leica, Vienna, Austria) equipped with a diamond blade (Histo, Diatome, Hatfield, USA). Then, the sections were stained with Gentian violet and observed in transmitted light mode using a Zeiss Axioplan 2 research microscope (Zeiss, Jena, Germany).
Scanning Electron Microscopy (SEM)
SEM was carried out on cross sections of small modified specimen, using a Quanta™ 250 FEG (FEG-ESEM) (FEI, Hillsboro, OR, USA) device. Specimens of approximately 5 × 5 mm2 (on cross-section) were prepared from different positions in the original specimen. Cross sections were freshly cut on a microtome, and the measurements were taken under low vacuum at 60 Paabs. Subsequently, EDX (energy-dispersive X-ray spectroscopy; Ametek Materials Analytics Division, Berwyn, PA, USA) area measurements were taken on annual rings, early wood and late wood cell wall cross sections to determine siloxane modification agent distribution.
Results and discussion
The most critical aspect in the chemical modification of spruce wood is the difficulty encountered in impregnating this species with liquid media. Using supercritical carbon dioxide as a carrier solvent for siloxane modification reagent, remarkable impregnation loading was achieved, as shown in Table 1. Using the relative increase in sample mass prior to and after impregnation, a WPG of up to 63% (wt) was observed. This is of remarkable efficiency compared to values reported by Deerberg et al. (2006) and Jelen and Ghosh (2009), who obtained WPG values of 2–5%, when loading Scots pine (primary sapwood) with silicones in a comparable process. Loadings of higher and nearly the same quantity as in the present study were reported by Ghosh et al. (2009) and Weigenand et al. (2007), who used a conventional vacuum-pressure impregnation route with Scots pine sapwood.
It should be stressed here that high impregnation efficiencies are routinely reported for Scots pine sapwood, which remains viable for impregnation liquids even after drying due to specific microstructural features in pit regions (e.g. Comstock and Côté Jr 1968). By contrast, to the best of the authors’ knowledge, the present study is the first one to report impregnation efficiencies in comparable order of magnitude for spruce wood, which is notoriously difficult to impregnate. As shown in Fig. 3, closed pits, which obstruct impregnation of spruce wood in conventional vacuum-pressure treatment, are abundant even after impregnation with supercritical carbon dioxide. It is therefore postulated that the specific supercritical state of carbon dioxide enables widely unhindered passage through the closed cell porous architecture of spruce wood tissue.

Cross sections of spruce wood impregnated with siloxane in supercritical carbon dioxide (WPG 45%). Same as in conventionally air-dried wood, closed pits are abundant (arrowheads)
The qualitative FTIR investigations on the siloxane distribution through the specimen cross section confirm the good penetrative properties of the solvent scCO2 in spruce wood (Fig. 4). At 800 cm−1, a characteristic siloxane peak indicates the incorporation of the modification agent. A higher amount of siloxane was detected at the outer regions of the specimens, indicating a slope in agent distribution. Yet, it is not clear, whether the siloxane was not able to enter the inner region of the specimen or siloxane diffused back to outer regions while pressure was released at the end of the treatment process. Keeping in mind the relatively small specimen size, further upscaling investigations in this respect are necessary.

FTIR spectra of spruce wood samples. Gradient of signal quality between outer, and inner region, untreated sample at the wavelength region typical for siloxane at 800 cm−1(bold arrow)
Due to their particular chemical structure, siloxanes are expected to provide hydrophobicity to solid wood. This hypothesis was evaluated by means of contact angle measurements in order to determine possible changes in surface wettability, and by means of measuring changes in the extent of shrinkage of wood at varying moisture content comparing modified and unmodified specimens. The results of contact angle measurements with deionised water are shown in Table 2. Clearly, there is an explicit surface hydrophobisation due to siloxane modification in all modified variants. No strong effect of WPG on the degree of hydrophobisation was observed. Roughly, initial contact angles in the order of 140° were measured, which decreased to mean values of 132°–138° after 2 s. In the literature, comparable contact angles can be found for silicon-modified softwood (Sèbe and Brook 2001), while for furfurylated and acetylated wood, much lower values around 60°–80° water contact angle (Englund et al. 2009) are documented. It is important to note that the modified samples were chemically altered by siloxane modification, which also involves a heating and drying step at 103 °C. Since it is well known that thermal treatment leads to surface inactivation in terms of hydrophobisation for solid wood (Gindl et al. 2004), the contact angle of a specimen which underwent all treatment steps with the exception of siloxane modification was also determined. As expected the wettability of this specimen is clearly reduced, compared to the unmodified reference, but far from the degree of hydrophobisation achieved with siloxane modification.
The stability of a chemical modification procedure in terms of forming chemical bonds with wood polymers or polymerisation is indirectly assessed via leaching tests in water according to EN 84 (Tables 1 and 3). The weight loss of the siloxane-modified samples due to leaching in water was less than 3% (Table 3), which compared favourably with studies in the literature (Table 1). It should be noted that also unmodified wood shows leaching in such a test, due to loss in water soluble extractives. Therefore, the leaching values diminish to 2% and less after compensation for loss of water soluble extractives (Table 3).
Besides surface hydrophobisation, a hydrophobisation of the bulk in terms of reduced hygroexpansion and shrinkage is desired in chemical wood modification. In this regard, significantly reduced shrinkage—expressed as ASE value—compared to the untreated material was observed in the present study (Fig. 5). While Deerberg et al. (2006) reported ASE values of up to 3% for a similar treatment of Scots pine, the shrinkage of siloxane-stabilised spruce wood obtained in the present study reduced by up to 23% compared to the unmodified reference material. Notably, this reduction in shrinkage persisted even after repeated re-wetting and drying cycles irrespective of the WPG achieved (Fig. 5).

Reduction of swelling behaviour after repeated water storage and drying cycles as expressed by ASE values. Standard deviation displayed as whiskers
In summary, both contact angle measurements and shrinkage trials demonstrated a high hydrophobisation efficiency of the siloxane used even for the lowest WPG variants, suggesting that moderate loading suffices to achieve the desired effects. Having succeeded in impregnating spruce wood to significant WPG, chemical reaction of the siloxane was induced by heating to 103 °C. As a result, it is thought that the siloxane polymerises, forms bonds with wood cell wall polymers via its epoxy-functionalities, while at the same time it may cross-link to higher-molecular structures.
For a more detailed investigation of siloxane distribution on cell wall scale, SEM–EDX measurements were taken. SEM pictures (Fig. 6) show the pronounced structural impact of the leaching cycles (EN 84 and ASE) on the materials integrity. Even though the specimens are of relatively small dimensions, cracks, caused by inhomogeneous swelling, and massive cell collapse, primary in early wood regions, are displayed. The obvious defects are caused by the repeated wetting and drying cycles of the EN 84 and ASE investigation and were not obtained after the scCO2 treatment. Furthermore, SEM pictures of high loaded specimens (Fig. 6) reveal major amounts of impregnation agent filling the late wood cell lumen. This observation explains the inferior effect of higher loadings on contact angle and ASE values. Extreme loadings result only in redundant agent material in the cell lumen and do not enter the cell wall for desired effects.

SEM pictures of high loaded spruce wood specimen (63% WPG) after leaching cycles (EN 84 and ASE): shrinkage cracks (a), collapsed early wood cells (b), siloxane filled lumen (a, b), especially in the latewood
EDX area measurements on different specimens (low and high loaded), on inner and outer specimen cross-section regions and in early and latewood, reveal the effect of these factors on the silicon (Si)—and therefore the impregnation agent—concentration (Fig. 7). No big difference between early and latewood was observed concerning the weight per cent (wg%) of Si in the cell walls, nevertheless the amounts in the latewood were mostly roughly 2% higher. Except for the 17% loaded centre specimen, neither the amount of loaded siloxane nor the location in the cross-sectional centre or edge (as discussed earlier by Deerberg et al. 2006) influences the detected Si wg%. A rough range of 5–8 wg% Si cell wall loading seems to be the maximum for the performed conditions. Modification agent amounts exceeding this limit need to be located in the cell lumen (Fig. 6, excessive siloxane in lumen). Certain scattering in the data (Fig. 7) is evident of single measurements; nevertheless, it indicates certain inhomogeneity in the impregnation process, which is already pronounced by the wide WPG range of 17–63% in general.

EDX measurement for silicon (Si) weight per cent (wg%) determination on specimen cross sections, performed in early and latewood cell walls. Additional regions in the centre and on the edge of the specimens were investigated. SEM picture: exemplary measurement region (here latewood)
Furthermore, larger area measurements on entire annual rings were taken (Fig. 8). Basically, the data confirm the measurements on the cell wall scale. Since the larger area also covers the cell lumen—and therefore excessive siloxane in the cavities—the overall Si wg% is much higher with roughly 15% (Si wg% may not be mistaken for WPG). Beside the reference specimen, only in the centre sample of the minor loaded specimen (17% WPG), very few or no Si was detected (Fig. 8; compare Fig. 7). A certain Si gradient, dependent on WPG, can be divined, when consulting mean values from centre and edge positions per loading (17%, 45%, 63%). As previously observed, also here the scattering may be evidence of certain inhomogeneity of the siloxane distribution.

EDX measurement for silicon (Si) weight per cent (wg%) determination on specimen cross sections. Area measurements were undertaken on entire annual rings. SEM picture: exemplary measurement region
Conclusion
The results presented here clearly show that the use of supercritical carbon dioxide as solvent for modification reagents overcomes the well-known recalcitrance of spruce wood towards impregnation with liquid reagents. Very high siloxane loadings of up to 63% were achieved using this approach. Nevertheless, for dimensional stabilisation, loadings of more than 17% seem to be not mandatory, since higher amounts do not enter the cell wall. ASE was similar for all different quantities of loading. Reason for that might be that scCO2 does not swell the cell wall, and therefore, the diffusion of siloxane is limited. Furthermore, it was shown that an epoxy-functional siloxane provides highly effective hydrophobisation of spruce wood in terms of reduced wettability with water. A possible cross-linking or reaction of siloxane with wood cell wall polymers was not investigated in the present study. The highly effective impregnation method needs further development in terms of controlled and homogeneous reagent uptake.
References
Bakar BFA, Hiziroglu S, Tahir PM (2013) Properties of some thermally modified wood species. Mater Des 43:348–355
Comstock G, Côté W Jr (1968) Factors affecting permeability and pit aspiration in coniferous sapwood. Wood Sci Technol 2:279–291
De Melo M, Silvestre A, Silva C (2014) Supercritical fluid extraction of vegetable matrices: applications, trends and future perspectives of a convincing green technology. J Supercrit Fluids 92:115–176
Deerberg G, Danzig J, Jelen E (2006) Modifizierung von einheimischen Hölzern durch Imprägnierung mit überkritischem Kohlendioxid (Modification of local wood species using supercritical carbon dioxide). Frauenhofer-Institut für Umwelt-, Sicherheits- und Energietechnik Oberhausen UMSICHT, Oberhausen
Demessie ES, Hassan A, Levien KL, Kumar S, Morrell JJ (1995) Supercritical carbon dioxide treatment: effect on permeability of Douglas-fir heartwood. Wood Fiber Sci 27:296–300
DIN EN 84:1997-05 Wood preservatives—accelerated ageing of treated wood prior to biological testing—Leaching procedure (1997)
Donath S, Militz H, Mai C (2004) Wood modification with alkoxysilanes. Wood Sci Technol 38:555–566
Eastman SA, Lesser AJ, McCarthy TJ (2009) Supercritical CO2-assisted, silicone-modified wood for enhanced fire resistance. J Mater Sci 44:1275–1282
Englund F, Bryne LE, Ernstsson M, Lausmaa J, Wålinder M (2009) Spectroscopic studies of surface chemical composition and wettability of modified wood. Wood Mater Sci Eng 4:80–85
Esteves BM, Pereira HM (2009) Wood modification by heat treatment: a review. BioResources 4:370–404
Ghosh SC, Militz H, Mai C (2009) Natural weathering of Scots pine (Pinus sylvestris L.) boards modified with functionalised commercial silicone emulsions. BioResources 4:659–673
Gindl M, Reiterer A, Sinn G, Stanzl-Tschegg S (2004) Effects of surface ageing on wettability, surface chemistry, and adhesion of wood. Eur J Wood Prod 62:273–280
Hay J, Johns K (2000) Supercritical fluids—a potential revolution in wood treatment and coating. Surf Coat Int Part B Coat Trans 83:106–110
Hill CA (2006) Wood modification: chemical, thermal and other processes, vol 5. Wiley, Chichester. https://doi.org/10.1002/0470021748.ch2
Jaxel J, Markevicius G, Rigacci A, Budtova T (2017) Thermal superinsulating silica aerogels reinforced with short man-made cellulose fibers. Compos Part A Appl Sci Manuf 103:113–121
Jelen E, Ghosh SC (2009) Modification of domestic timbers by impregnation using supercritical carbon dioxide-a comparison. In: European conference on wood modification, Stockholm
Kjellow AW, Henriksen O (2009) Supercritical wood impregnation. J Supercrit Fluids 50:297–304
Lehringer C, Richter K, Schwarze FW, Militz H (2009) A review on promising approaches for liquid permeability improvement in softwoods. Wood Fibre Sci 41:373–385
Liebner F et al (2010) Aerogels from unaltered bacterial cellulose: application of scCO2 drying for the preparation of shaped, ultra-lightweight cellulosic aerogels. Macromol Biosci 10:349–352
Liese W, Bauch J (1967) On the closure of bordered pits in conifers. Wood Sci Technol 1:1–13
Matsunaga M, Kataoka Y, Matsunaga H, Matsui H (2010) A novel method of acetylation of wood using supercritical carbon dioxide. J Wood Sci 56:293–298
Militz H, Mai C (2008) Sonstige Vergütungsverfahren. In: Wagenführ A, Schlolz F (eds) Taschenbuch der Holztechnik, vol 1. Hanser Fachbuchverlag, München, pp 485–499. https://doi.org/10.3139/9783446431799
Priadi T, Hiziroglu S (2013) Characterization of heat treated wood species. Mater Des 49:575–582
Rowell RM (2005) 14 Chemical Modification of Wood. In: Handbook of wood chemistry and wood composites, vol 381
Saka S, Miyafuji H, Tanno F, Yamamoto A, Tanaka M, Yamamoto K (1997) Modification of wood. US Patent US5652026,
Salca E-A, Hiziroglu S (2014) Evaluation of hardness and surface quality of different wood species as function of heat treatment. Mater Des 62:416–423
Sèbe G, Brook MA (2001) Hydrophobization of wood surfaces: covalent grafting of silicone polymers. Wood Sci Technol 35:269–282
Siau J (1995) Wood: influence of moisture on physical properties. Virginia Polytechnic Institute and State University. Blacksburg. 227 pgs. ISBN 0-9622181-0-3
Sun W, Shen H, Cao J (2016) Modification of wood by glutaraldehyde and poly (vinyl alcohol). Mater Des 96:392–400
Tjeerdsma B, Militz H (2005) Chemical changes in hydrothermal treated wood: fTIR analysis of combined hydrothermal and dry heat-treated wood. Eur J Wood Prod 63:102–111
Van der Kraan M, Cid MF, Woerlee G, Veugelers W, Witkamp G (2007) Dyeing of natural and synthetic textiles in supercritical carbon dioxide with disperse reactive dyes. J Supercrit Fluids 40:470–476
Weigenand O, Militz H, Tingaut P, Sebe G, de Jeso B, Mai C (2007) Penetration of amino-silicone micro-and macro-emulsions into Scots pine sapwood and the effect on water-related properties. Holzforschung 61:51–59
Acknowledgements
The authors gratefully thank Prof. Dr. Martin Wendland from the Institute for Chemical and Energy Engineering of BOKU University Vienna, Austria, who enabled the use of the scCO2 plant and Markus Hauptmann who operated the scCO2 plant.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Meints, T., Hansmann, C., Müller, M. et al. Highly effective impregnation and modification of spruce wood with epoxy-functional siloxane using supercritical carbon dioxide solvent. Wood Sci Technol 52, 1607–1620 (2018). https://doi.org/10.1007/s00226-018-1050-x
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00226-018-1050-x