
Abstract
Rice straw is a suitable alternative to a cheaper carbohydrate source for the production of ethanol. For pretreatment efficiency, different sodium hydroxide concentrations (0.5–2.5% w/v) were tested. When compared to other concentrations, rice straw processed with 2% NaOH (w/v) yielded more sugar (8.17 ± 0.01 mg/ml). An alkali treatment induces effective delignification and swelling of biomass. The pretreatment of rice straw with 2% sodium hydroxide (w/v) is able to achieve 55.34% delignification with 53.30% cellulose enrichment. The current study shows the effectiveness of crude cellulolytic preparation from Aspergillus niger resulting in 80.51 ± 0.4% cellulose hydrolysis. Rice straw hydrolysate was fermented using ethanologenic Saccharomyces cerevisiae (yeast) and Zymomonas mobilis (bacteria). Overall, superior efficiency of sugar conversion to ethanol 70.34 ± 0.3% was obtained with the yeast compared to bacterial strain 39.18 ± 0.5%. The current study showed that pretreatment with sodium hydroxide is an effective method for producing ethanol from rice straw and yeast strain S. cerevisiae having greater fermentative potential for bioethanol production than bacterial strain Z. mobilis.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
A large portion of the world's energy is generated by fossil fuels. However, there is a high demand for renewable bioenergy because fossil fuels are depleting and some of these fuels have negative environmental consequences (Allen et al. 2016). Biofuels being renewable and green energy resources are the most promising alternatives to fossil fuels (Khan et al. 2021). Lignocellulosic biomass, which includes forest residues, wheat and rice straw, and woody materials, is currently a hot topic in discussions about industrial-scale biofuel production (Kumari et al. 2021). In terms of feedstock, rice straw (RS) is a promising candidate due to its high content of cellulose and hemicellulose and its large annual global production of 370–520 million tonnes per year (Valles et al. 2021). Asia provides around 84% (826 metric tonnes) rice residue of the total world’s output (980 metric tonnes) (Goswami et al. 2019). Rice straw accounts for 60% of all burned crop leftovers, with an estimated 50 million tonnes of rice residue burned in fields. However, the most recent estimates for rice-straw generation in India showed that the volume of residue generation has increased with yearly fluctuations based on rice grain production in the years 2012–13 (157.85 M tonnes), 2013–14 (159.97 M tonnes), 2014–15 (158.22 M tonnes), 2015–16 (156.61 M tonnes), 2016–17 (164.55 M tonnes), and 2017–18 (169.14 M tonnes). In India, rice straw has traditionally been used for a wide range of applications, including cattle feed, rural arts and craft industries, and thatching of houses (the cost of thatching varies by region due to the quality of straw from different varieties being different for thatching purposes, but in general it is about INR 60–70 (about US$ 1) per square metre in remote areas where such houses are prevalent) (Bhattacharya et al. 2021).
Agricultural straw or crop leftovers left in the field after grain harvest is purposefully burned; this method of residue management is known as stubble burning or crop residue burning. Residue burning emits various pollutants into the air, harming the ecosystem. To understand the effect of residue burning on adjacent areas and cities, the influence on human health must be addressed. To solve the problem of residue burning, a number of technical solutions for ex-situ and in-situ residue management are being promoted in India (Kaur et al. 2022). However, no single approach is powerful enough to eliminate it totally. The use of rice straw biomass for large-scale ethanol production not only provides a rice residue control solution but also creates nonconventional biomass for ethanol production.
Rice straw has the potential to be a feedstock for the production of cellulase (Prajapati et al. 2021), xylanase (Singh et al. 2022), methane (Kumari et al. 2021), bioethanol (Wang et al. 2021), biohydrogen (Kim et al. 2022), chitosan (Tejas et al. 2022), xylitol (Singh et al. 2021), and butanol (Valles et al. 2021). Carbon dioxide mitigation, agricultural system integration, and technological and economic feasibility are the three most important features of a cellulosic bioenergy industry that is long-term. In this way, the manufacture of rice straw-based bioethanol is a viable option for reducing greenhouse gas emissions, as it is readily available as an agri-residue and can be blended with gasoline to make transportation fuel (Samar et al. 2021). More than 85% of India’s petroleum needs are met by foreign suppliers. To reduce the country's reliance on imported fossil fuels, the Indian government has set targets for blending ethanol at 10 and 20% by 2022 and 2030, respectively, under the 2018 National Biofuel Policy (Sharma et al. 2021). Rice straw is converted to bioethanol by a process that includes pretreatment, enzymatic saccharification, and fermentation (Ashoor and Sukumaran 2020; Gundupalli et al. 2021). The most important step in this bioconversion is pretreatment as it disrupts the cellulose lignin complex and changes the structure and crystallinity of cellulose which will expose the carbohydrate content for better sugar yield during enzymatic hydrolysis and in turn will increase ethanol yield in subsequent steps during fermentation (Madadi et al. 2017). Lignocellulose hydrolysis and ethanol production from lignocellulose can be improved using a variety of pretreatment techniques (Bay et al. 2021). Among different pretreatment methods, alkaline pretreatment is one of the most effective techniques for the pretreatment of rice straw as it affects the cell wall directly and results in effective delignification (Wati et al. 2007).
Rice straw is swollen by alkalis like NaOH, which reduces the material’s polymerization and crystallinity. Alkaline pretreatment is less energy-intensive than other pretreatment options because it is done at ambient temperatures and pressures. Alkali breaks the ester bonds that link lignin polymer and xylan, leading to an expansion of pores (Kumar et al. 2022). Furthermore, tiny changes in alkali concentration have no effect on the biomass's cellulose content, and the maximum saccharide part can be recovered because only a small fraction is solubilized. Enzymatic hydrolysis of pretreated biomass is an important step for the release of maximum fermentable sugars. Saccharification of any lignocellulosic biomass involves the action of a cocktail of three cellulolytic enzymes viz. endoglucanase, exoglucanases, and β-glucosidases (BGL) which act in a synergistic manner to hydrolyze cellulosic biomass (Kumar et al. 2023). Aspergillus niger is a well-studied fungus for the production of cellulases (Díaz et al. 2021). Brewer’s yeast, S. cerevisiae, is the most widely used and conventional cell factory for commercial bioethanol production. Due to its high fermentation rate and ethanol tolerance, S. cerevisiae ferments hexoses efficiently and produces a high ethanol yield (Sindhu et al. 2016). But in the last decade, the bacterial strain Z. mobilis has drawn attention due to its fast growth rate and its ability to ferment sugars into ethanol. Z. mobilis is a rod-shaped, gram-negative, motile bacteria that do not produce spores. Z. mobilis has a number of benefits over yeast as an alternative organism for the manufacture of ethanol. These include increased rates of glucose uptake and ethanol production, and increased tolerance to ethanol (Joon Lee et al. 1979; Rogers et al. 1980).
Rice straw biomass has received relatively little attention in terms of its potential as a substrate for bioethanol production. In investigations of ethanol production, S. cerevisiae is the most widely studied microbe. The Z. mobilis has attracted the greatest attention among the ethanol-producing bacteria listed in the literature. These bacteria are thought to be the most technologically interesting, serving as an alternative to distillery yeasts. From an industrial standpoint, fermentation with Z. mobilis has numerous advantages: it metabolises sugars via the Entner-Doudoroff route, which results in a lower energy gain due to reduced biomass output, but a higher ethanol yield.
So, the present study was carried out with the use of NaOH for the pretreatment of a locally grown variety of rice straw, followed by hydrolysis of pretreated biomass using crude enzymatic preparation from A. niger and finally comparative evaluation of S. cerevisiae and ethanologenic Z. mobilis for bioethanol production.
Materials and methods
Microorganisms
Aspergillus niger (The culture was obtained from the fermentation laboratory, Kurukshetra University, Kurukshetra, NCBI accession no. HM008328.1) was grown in Czapeck–Dox inorganic medium (g/L) with the following ingredients: NaNO3 2, KCl 0.5, FeSO4.7H2O 0.01, KH2PO4 0.5, and MgSO4.7H2O 0.5, pH 5.5. The culture S. cerevisiae NCIM 3280 (procured from National Collection of Industrial Microorganisms (NCIM), Pune, India) was routinely grown in YEPD broth (g/L) [Yeast extract 10, peptone 20, dextrose 20, pH 6.5]. The Z. mobilis(MTCC 2427) was procured from Microbial Type Culture Collection and Gene Bank(IMTECH, Chandigarh, India) was maintained on nutrient agar (g/L) (Beef extract 3, Peptone 5, Sodium chloride 8, Agar 15, pH 6.8).
Biomass preparation
Rice straw was procured from local fields of the Kurukshetra district of Haryana and used as substrate. To reduce the moisture content, the straw was air dried after washing. The dried biomass was pulverized in a blender and then sieved through a mesh size of 10 to get a particle size of 2 mm. Then, it was stored in an airtight container for further experiments.
Pretreatment of rice straw
The rice straw was pretreated in the autoclave at 121 °C, 15psi pressure for 30 min by taking ground rice straw in 250 ml Erlenmeyer flask with different concentrations of NaOH (0.5–2.5% w/v) at a biomass loading of 10%. The amount of sugar that came out of enzymatic hydrolysis with crude cellulase from A. niger was used to measure the efficiency of pretreatment. After alkaline pretreatment 10 ml distilled water was added to the flask and stirred for 0.5 h on a magnetic stirrer (REMI Magnetic Stirrers 2MLH) and the filtrate was collected after filtration through a muslin cloth. To remove any remaining alkali, neutralized the pH, the treated biomass was rinsed with distilled water. The presence of lignin in the alkaline extract was determined by measuring absorbance at 205 nm. The reducing sugar content of the extract was evaluated by the DNS method (Miller 1959). After air drying at room temperature, the pretreated biomass was either used directly for hydrolysis or stored in an airtight container for later use.
Compositional analysis of treated and untreated rice straw
Determination of cellulose content
To evaluate the cellulose content, 1 g of dry biomass was fluxed for 20 min with 10 mL of 80% acetic acid and 1.5 mL of nitric acid. The mixture was dried in a hot air oven at 105 °C until it reached a constant weight, and the difference between the initial and final weights was used to calculate the content of cellulose (%) (Ahmed et al. 2010).
Determination of hemicellulose content
The method developed by Di Blasi et al. (1999) was used to determine the hemicellulose content. 10 ml of a 0.5 M solution of sodium hydroxide was added to 1 g of the dried biomass (w0). The contents were heated at a temperature of 80 °C for 3.5 h and stirred constantly. After that, the contents were filtered through glass crucibles (dried and weighed, w1) and washed with distilled water until the pH of the wash solution reached a neutral value. The solid residue (in the crucible) was dried in an oven at 105 °C to a constant weight (w2). The difference in the weight of the sample before and after this treatment gave the hemicellulose content (%w/w), as follows:
Determination of lignin content
The amount of lignin in the biomass was calculated using a method developed by Yao et al. (2010). After being hydrolyzed for two hours at 20 °C with 72% sulfuric acid, the biomass was filtered. The lignin concentration was calculated by comparing the solid residue’s pre- and post-acid hydrolysis weights after it had been dried at 105 °C in a hot air oven to a constant weight.
Determination of ash content
The Ash content was estimated by using methodology developed byErdei et al. (2010)0.1–5 g of dried powdered biomass taken in an appropriately dried and weighed (W1) crucible was kept in a muffle furnace at 650 °C for 4 h or until weight became constant, and weighed again (W2) after cooling in a desiccator.
Fourier-transform infrared spectroscopy (FTIR)
At 10 scans per sample, FTIR spectra of rice straw (raw and alkali treated) samples were recorded with a resolution of 4 cm−1 in the wave number range of 3600–600 cm−1.
Production of cellulases by A. niger under solid-state fermentation
To induce cellulolytic enzyme production the fungal isolate was grown on rice straw via SSF and for enzyme manufacture, the pretreated substrate (2 g) was moistened with Czapeck dox medium to obtain a 70% moisture level. The flasks were inoculated with 2 × 108 A. niger spores per/ml and incubated for 120 h at 28 °C. Following the incubation period, the enzyme was extracted using citrate buffer (0.05 M pH 4.8). The flasks were properly shaked for 1 h at 125 rpm at 30 ± 2 °C. Filtration through muslin cloth was used to separate the solids, which was followed by centrifugation (7200 × g for 15 min) at 4 °C. After biomass separation, the supernatant was employed as a crude enzyme. Four volumes of ice-cold acetone were used to precipitate the crude extract from SSF, and the precipitate was then resuspended in the appropriate volume of 0.05 M citrate buffer (pH 4.8). These solutions were employed to hydrolyze biomass. According to Ghose (1987), the filter paper assay was used to quantify the total amount of cellulase activity in crude enzyme preparation. p-nitrophenyl -D-glucopyranoside was used as a substrate to measure the activity of -glucosidase (Ghose 1987). The amount of an enzyme that releases 1 µmol of reducing sugars per minute, expressed as an international unit/gram (IU/gds) of dry solids, considered one unit of enzyme activity. The DNS method was used to calculate the total reducing sugars in the enzymatic hydrolysate of biomass (Miller 1959). Dehkhoda and Brandberg (2009) methods were used to concentrate the enzymatic hydrolysate.
Saccharification of pretreated rice straw
Enzymatic saccharification of alkali-treated biomass was carried out in a 100 ml screw cap flask with a solid loading of 5 and 10% (w/v) with different loading of crude unprocessed cellulases preparation, 200 µl 100 × antibiotic solutions of penicillin and streptomycin cocktail, and 100 µl Tween-80 surfactant. 0.05 M citrate buffer was used to make a total reaction volume of 20 ml (pH 4.8). The flasks were agitated at 200 rpm and kept at 50 °C for 48 h. As previously stated, the crude enzyme samples were prepared. After 24 h of incubation, the samples (0.5 ml) were extracted and the total reducing sugars were calculated using the DNS method. The saccharification efficiency was calculated as described by Saritha et al. (2012). Saccharification efficiency was calculated using the following formulae.
Saccharification efficiency (%) = (Amount of reducing sugars released × 100 × 0.9)/(amount of cellulose).
Ethanol production using rice straw hydrolysate
Bioethanol was produced from the sugar-rich hydrolysate produced by hydrolyzing alkali-pretreated rice straw with a crude enzymatic preparation. Hydrolysis of the pretreated biomass was carried out in a way that maximized the amount of sugar produced. Evaporation in a rotatory evaporator was used to concentrate enzymatic hydrolysate to improve sugar concentration, and the liquid's boiling temperature was kept at 80 °C. The hydrolysate was concentrated to a reducing sugars concentration of 5–20%. The synthetic sugars (YEPD with 20% glucose) were used as a control. The S. cerevisiae was used for fermentation for bioethanol production. The fermentation efficiency was also compared using bacterial strain Z. mobilis for fermentative production of bioethanol. Fermentation profile was studied for different time intervals (24-96 h), temperature (25–35 °C), pH (4–7), agitation speed (100–200 rpm), and hydrolysate from 5 and 10% solid loading. Ethanol concentration was measured by the method of Caputi et al. (1968) using purified ethanol as a standard. The fermentation parameters were calculated as:
Ethanol volumetric productivity (g/l/h) was calculated as the ratio of ethanol concentration (g/l) to the fermentation time t.
The yield of ethanol to consumed sugars (YP/S) was defined as the ratio of ethanol concentration to sugar consumption.
Sugar conversion (%) is calculated as a ratio of sugar consumption to the initial sugar concentration.
The efficiency of sugar conversion to ethanol (g, in percent) has been estimated by the ratio of ethanol yield to the theoretical value of ethanol yield (0.51%).
Results and discussion
Efficiency of pretreatment at different alkali concentrations and its effect on compositional analysis of rice straw
The economics of large-scale processing of rice straw biomass for bioethanol production are affected by alkaline pretreatment, so the lowest concentration of this reagent is desired to weaken the barriers that cause lignocellulosic recalcitrance and convert the biomass into susceptible forms for saccharification by cellulolytic enzymes. So, rice straw powder was pretreated with different concentrations of NaOH (0.5–2.5% w/v), and reducing sugars obtained by enzymatic hydrolysis using crude cellulase were presented in Table 1. Pretreated rice straw (PRS) produced more fermentable sugars with 2% NaOH compared to 1.5 or 2.5% NaOH. Sugar yields were similar at 6.1 mg/ml for pretreated rice straw with 1.5% and 2.5% NaOH. According to the results obtained in the present study PRS with 2%, NaOH resulted in the maximum liberation of reducing sugars at 8.17 ± 0.01 mg/ml after 60 h of hydrolysis. So, PRS with 2% NaOH was used for further experiments. In the present study, the native or raw rice straw had 38.72 ± 0.25% cellulose, 24.10 ± 0.12% hemicelluloses, 19.37 ± 0.07% lignin, and 12.25 ± 0.15% ash (w/w) before alkali treatment (Fig. 1). The sugar yield decreased at the highest alkali concentration due to a higher pH, which changed the environment of enzymatic hydrolysis. While performing NaOH pretreatment of coastal bermuda grass at 121 °C it was observed that the increase in the concentration and retention time caused increased delignification, however, with a simultaneous decrease in the total solids as well as the carbohydrate polymers, ultimately affected the yield of total reducing sugars in the hydrolysis (Wang et al. 2010). Kataria and Ghosh, (2014) also achieved maximum hydrolysis yield from Saccharumspontaneumafter its pretreatment at 121 °C using 0.5% NaOH and 120 min retention time. They also reported that the higher NaOH levels are favorable for larger delignification but are undesirable because they cause solubilization of the carbohydrates causing a reduction in the yield of holocellulose. This in turn may affect the yield of total reducing sugars in the subsequent hydrolysis.

Effect of different NaOH concentrations on the compositional analysis of rice straw biomass
The pretreatment of rice straw with 2% NaOH resulted in 53.30% cellulose enrichment with 55.34% lignin loss (Table 2).
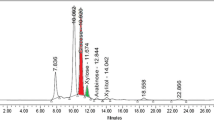
The decrease in lignin and ash content following alkaline pretreatment was mostly responsible for the increase in cellulose content. The chemical composition differences of the untreated, and alkali-pretreated rice straw was studied by using FTIR. The solid obtained (alkali pretreated) was washed with water and dried in the oven. The FTIR spectra of the raw and pretreated were recorded in solid-state. As a consequence of the pretreatment, the profile of the FTIR spectra in Fig. 2 displays structural changes in the untreated and pretreated samples. As shown in Fig. 2, the observed bands near 3342 cm−1, 1649 cm−1, 1383 cm−1, and 1043 cm−1 in the spectrum of untreated biomass shifted with the observation of new bands near 3309 cm−1, 1756 cm−1, 1366 cm−1, and 1027 cm−1 in the spectra of the pretreated biomass. According to the FTIR spectra, pretreatment led to a significant drop in the intensities of polysaccharide bands, resulting in the formation of functional groups. Pretreatment with NaOH is an effective delignification process as it releases ester linkages and disrupts the alkyl and aryl linkages of lignin. Alkaline hydrolysis removes lignin and reduces cellulose polymerization and crystallinity, making it more accessible to enzyme hydrolysis. It has been proven to be the most effective and beneficial technique. Due to the increased removal of lignin, alkali-treated biomass hydrolyzes better than acid-treated biomass. Lignin removal can also aid in removing non-productive cellulolytic enzymes bound to lignin during subsequent hydrolytic processes (Ying et al. 2018). Another study found that using 1% NaOH reduced lignin by 17.4% (Sharma et al. 2019). In this study, pretreatment with NaOH yielded a solid recovery of 57% on a dry weight basis, with the remainder being eliminated after washing. The alkali extract had an absorbance of 0.514 at 205 nm, indicating that degraded soluble lignin was present. After alkaline pretreatment and washing, the absorbance values of wash water were reduced (Table 3), indicating that lignin had been eliminated from the solids. Sugars were also found in the liquid portions of wash water.

FTIR spectra of untreated and pretreated rice straw
The pretreated washed substrate was significant because it improved subsequent enzymatic hydrolysis by lowering pH and eliminating phenolic chemicals formed by lignin that inhibit enzymes. The enzymatic hydrolysate containing lignin was not fermented and requires prior detoxification and pH adjustment before fermentation. After alkali treatment and washing the lignin can be recovered easily at low pH from the liquid extract and wash waters by acidification of extract when lignin is precipitated (Zhang and Cai 2008) (Table 3).
Saccharification of pretreated rice straw
In addition to pretreatment, the success of enzymatic saccharification depends on the effectiveness and suitability of the enzymes for certain biomass. An enzyme produced by A. niger using pretreated rice straw as substrate under SSF had a cellulase activity of 1.6 ± 0.2 FPU/ml and the same was concentrated to have activity of 15.3 ± 0.2 FPU/ml as described in materials and methods (Table 4). Singh and Bishnoi (2012) reported similar enzyme production. During saccharification, enzyme loading had a significant impact on sugar output and, as a result ethanol was recovered. The influence of enzyme concentration on PRS saccharification (with 2% w/v NaOH) was studied. Saccharification was carried out using PRS as the saccharification substrate at 5 and 10% solid loading. The reducing sugars production profile was studied throughout 120 h. As for the effect of incubation time, there was a significant difference (p < 0.05) in the production of reducing sugars from 0 to 120 h for all cellulase concentrations used during saccharification. The concentration of crude cellulase at the activity of FPase 15 U/g and β-glucosidase concentration of 235 U/g resulted in the production of 23.36 ± 0.2 and 29.33 ± 0.2 mg/ml reducing sugars for 5 and 10% hydrolysate, respectively (Table 5).
In the case of 10% loading, higher sugar release was observed (29.33 ± 0.2 mg/ml) compared to 5% loading in which 23.36 ± 0.2 mg/ml sugar was released. The saccharification efficiency was 50.24 ± 0.4, and 80.51 ± 0.4% for 5 and 10% loading, respectively. Thus, at higher solid loading higher concentration of reducing sugars was obtained in sugar hydrolysate but saccharification efficiency was lower. For the cost-effective production of ethanol, higher loading of the substrate and higher concentration of fermentable sugars are desired. To make the process economical minimum dose of the enzyme was desired. An increase in enzyme concentration up to 15 FPU/g resulted in an increased rate of hydrolysis of rice straw. However, a further increase in enzyme dose did not result in a significant increase in the hydrolysis of substrate. This might be due to improper mixing and suspension of the slurry. The increase in enzyme concentration should increase in hydrolysis rate but it will make the process uneconomical. But saccharification with high loading of the substrate causes an increase in viscosity of the medium which affects heat and mass transfer and results in higher energy consumption for mixing. Moreover, high substrate concentration produces more inhibitors which cause enzyme inhibition (Wang et al. 2016). Saccharification efficiency of 76% was obtained with 2.1% glucan loading of alkali-pretreated rice straw which was decreased to 50% with 4.2% glucan loading (Sharma et al. 2019). A similar trend was observed in other studies also where the yield of fermentable sugar gets increased with an increase in enzyme concentration (Ouyang et al. 2009). In fact, with an increase in enzyme concentration more active sites will be available for binding of the substrate and conversion to fermentable sugars.
Fermentation of enzymatic hydrolysate by yeast and bacterial strain for bioethanol production
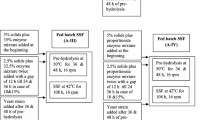
The fermentation process of concentrated sugar syrup obtained after hydrolysis of pretreated rice straw was utilized for ethanol production using yeast S. cerevisiae and bacterium Z. mobilis and synthetic sugar (glucose) was taken as control. The maximum fermentation efficiency of 90% was obtained in control containing synthetic sugar glucose (Table 6). The fermentation efficiency of 70.34 ± 0.3 and 39.18 ± 0.5% was observed in 10% sugar hydrolysate containing 29.33 ± 0.2 mg/ml sugar using S. cerevisiae and Z. mobilis, respectively. The ethanol yield of 0.36gg-1 was obtained with S. cerevisiae which produced 6.4 ± 0.3 g/L ethanol with 58.65% sugar consumption after 24 h (Table 7). While 10% sugar hydrolysate produced 3.07 ± 01 g/L ethanol with 55.23% sugar consumption using bacterial strain. The optimized cultural conditions of pH 6.0 times of 24 h and temperature of 30 °C using 10% hydrolysate for ethanol production were reported for both yeast and bacterial strain in the present study. The agitation rate has not affected bioethanol production significantly as the same bioethanol yield was obtained at high and low agitation speed. Microbial growth and metabolism for bioethanol production are effectively controlled by cultural parameters like pH, temperature, and time. The S. cerevisiae has been reported to produce maximum bioethanol at 30 °C and pH 6.0 (Łukajtis et al. 2018). Bioethanol production increased with increasing concentration of enzymatic hydrolysate this may be due to the higher concentration of enzymatic hydrolysate the uptake capacity of yeast cells for sugar increases and results in higher ethanol production. A low amount of bioethanol may be due to the presence of oligomeric sugars along with glucose in hydrolysate (Kumar et al. 2020). Łukajtis (2018) reported 8.8 g/L ethanol from alkaline pretreated wheat straw by S. cerevisiae. Enzymatic hydrolysate (20%) produced 18.07 g/L ethanol after 72 h using S. cerevisiae (Kumar et al. 2020). Kumar et al (2019) reported 78% fermentation efficiency from rice straw hydrolysate using an immobilized enzyme cocktail. In the majority of the studies, predetoxification of hydrolysate is involved before fermentation but in the present study no special detoxification is applied and biomass was simply washed with water to remove any kind of phenolic inhibitors generated after alkaline pretreatment. As evident from the present study, the ethanol production from enzymatic hydrolysate was significantly higher using S. cerevisiae than Z. mobilis. The S. cerevisiae produced 79% more ethanol from 10% hydrolysate compared to Z. mobilis. Earlier comparative studies on ethanol production also supported S. cerevisiae as a better producer than Z. mobilis. Kaur et al (2018) produced 0.170 g/g and 0.137 g/g ethanol from rice straw hydrolysate using S. cerevisiae and Z. mobilis. A summary of different studies of ethanol production and fermentation efficiency from NaOH-pretreated rice straw using S. cerevisiae is represented in Table 7.
Conclusion
The pretreated rice straw with 2% NaOH has achieved 11% delignification with 20.9% cellulose enrichment. The current study shows the effectiveness of crude cellulolytic preparation from A. niger resulting in 80.51 ± 0.4% cellulose hydrolysis. Using S. cerevisiae 70.34% fermentation efficiency was achieved after 24 h without any detoxification of enzymatic hydrolysate. The results of this study concluded that S. cerevisiae and Z. mobilis differ significantly with respect to ethanol production i.e. better ethanol production was recorded using yeast strain compared to bacterial strain. The S. cerevisiae produced 79% more ethanol from 10% hydrolysate compared to Z. mobilis. The current study focuses on recent advances in improved bioethanol production: (1) highlighting current results from using novel biomass sources such as rice straw, (2) describing developments in pretreatment technologies for the conversion of lignocellulosic biomass, and (3) listing the use of enzyme cellulase and microbial strains during saccharification and fermentation processes. Keeping in view the need, feasibility, and progress in lignocellulosic bioethanol, rice straw is one of the most important, promising, and potential feedstock not only for bioethanol production but also for future biorefineries.
Data availability
Not available.
References
Ahmed I, Zia MA, Iqbal HM (2010) Bioprocessing of proximally analyzed wheat straw for enhanced production of cellulase through parameters optimization with Trichodermaviride under SSF. Int J Biol Sci 6:164–170
Allen SA, REE AG, Ayodeji SA, Deborah SA, (2016) Lignocelluloses: an economical and ecological resource for bio-ethanol production-a review. Management 1(3):128–144. https://doi.org/10.11648/J.IJNREM.20160103.18
Arora A, Priya S, Sharma P, Sharma S, Nain L (2016) Evaluating biological pretreatment as a feasible methodology for ethanol production from paddy straw. BiocatalAgricBiotechnol 8:66–72. https://doi.org/10.1016/j.bcab.2016.08.006
Ashoor S, Sukumaran RK (2020) Mild alkaline pretreatment can achieve high hydrolytic and fermentation efficiencies for rice straw conversion to bioethanol. Prep Biochem Biotechnol 50(8):814–819. https://doi.org/10.1080/10826068.2020.1744007
Bay MS, Karimi K, Mirmohamadsadeghi S (2021) Improved environmental and socio-economic impacts of ethanol production from rice straw. Biomass Convers Biorefin 11(5):1909–1920. https://doi.org/10.1007/s13399-019-00573-4
Bhattacharya P, Bisen J, Bhaduri D, Priyadarsini S, Munda S, Chakraborti M, Adak T, Panneerselva P, Mukherjee AK, Swain SL, Dash PK, Padhy SR, Nayak AK, Pathak H, Kumar S, Nimbrayan P (2021) Turn the wheel from waste to wealth: economic and environmental gain of sustainable rice straw management practices over field burning in reference to India. Sci Total Environ 775:145896. https://doi.org/10.1016/j.scitotenv.2021.145896
Caputi A, Ueda M, Brown T (1968) Spectrophotometric determination of ethanol in wine. Am J EnolVitic 19(3):160–165
Dehkhoda A, Brandberg T (2009) Comparison of vacuum and high pressure evaporated wood hydrolyzate for ethanol production by repeated fed-batch using flocculating Saccharomyces cerevisiae. BioResources 4(1):309–320
Di Blasi C, Signorelli G, Di Russo C, Rea G (1999) Product distribution from pyrolysis of wood and agricultural residues. Ind Eng Chem Res 38(6):2216–2224
Díaz GV, Coniglio RO, Chungara CI, Zapata PD, Villalba LL, Fonseca MI (2021) Aspergillus niger LBM 134 isolated from rotten wood and its potential cellulolytic ability. Mycology 12(3):160–173. https://doi.org/10.1080/21501203.2020.1823509
Erdei B, Barta Z, Sipos B, Réczey K, Galbe M, Zacchi G (2010) Ethanol production from mixtures of wheat straw and wheat meal. Biotechnol Biofuels 3(1):1–9
Ghose TK (1987) Measurement of cellulase activities. Pure Appl Chem 59(2):257–268. https://doi.org/10.1351/pac198759020257
Goswami SB, Mondal R, Mandi SK (2019) Crop residue management options in rice-rice system: a review. Arch Agron Soil Sci 66(9):1218–1234. https://doi.org/10.1080/03650340.2019.1661994
Gundupalli MP, Chuetor S, Cheenkachorn K, Rattanaporn K, Show PL, Cheng YS, Sriariyanun M (2021) Interferences of Waxes on Enzymatic Saccharification and Ethanol Production from Lignocellulose Biomass. Bioengineering 8(11):171
Hashem M, Ali EH, Abdel-Basset R (2013) Recycling rice straw into biofuel. J Agric Sci Technol 15(4):709–721
Joon Lee K, Tribe DE, Rogers PL (1979) Ethanol production by Zymomonasmobilis in continuous culture at high glucose concentrations. Biotechnol Lett 1(10):421–426
Jung YH, Park HM, Kim DH, Park YC, Seo JH, Kim KH (2015) Combination of high solids loading pretreatment and ethanol fermentation of whole slurry of pretreated rice straw to obtain high ethanol titers and yields. Bioresour Technol 198:861–866. https://doi.org/10.1016/j.biortech.2015.09.102
Kataria R, Ghosh S (2014) NaOH pretreatment and enzymatic hydrolysis of Saccharumspontaneum for reducing sugars production. Energy Sources a: Recovery Util Environ Eff 36(9):1028–1035
Kaur P, Kocher GS, Monica ST (2018) Comparison of ethanol production from rice straw by Saccharomyces cerevisiae and Zymomonas mobilis. Jbiofuels 9(2):92. https://doi.org/10.5958/0976-4763.2018.00010.7
Kaur M, Malik DP, Malhi GS, Sardana V, Bolan NS, Lal R, Siddique KH (2022) Rice residue management in the Indo-Gangetic Plains for climate and food security. A Review. Agron Sustain Dev 42(5):1–25. https://doi.org/10.1007/s13593-022-00817-0
Khan MA, Bonifacio S, Clowes J, Foulds A, Holland R, Matthews JC, Percival CJ, Shallcross DE (2021) Investigation of biofuel as a potential renewable energy source. Atmosphere 12(10):1289. https://doi.org/10.3390/atmos12101289
Kim DH, Jo IS, Kang BJ, Lee BD, Kumar S, Kim SH, Yoon JJ (2022) Evaluation of bio-hydrogen production using rice straw hydrolysate extracted by acid and alkali hydrolysis. Int J Hydrog Energy. https://doi.org/10.1016/j.ijhydene.2021.12.177
Kumar V, Patel SK, Gupta RK, Otari SV, Gao H, Lee JK, Zhang L (2019) Enhanced saccharification and fermentation of rice straw by reducing the concentration of phenolic compounds using an immobilized enzyme cocktail. Biotechnol J 14(6):1800468. https://doi.org/10.1002/biot.201800468
Kumar A, Jain KK, Singh B (2020) Process optimization for chemical pretreatment of rice straw for bioethanol production. Renew Energy 156:1233–1243. https://doi.org/10.1016/j.renene.2020.04.052
Kumar V, Singh D, Singh B (2021) A greener, mild, and efficient bioprocess for the pretreatment and saccharification of rice straw. Biomass Convers Biorefin 30:1–3. https://doi.org/10.1007/s13399-021-01450-9
Kumar N, Mittal M, Yadav A, Saini DK, Aggarwal NK (2022) Statistical optimization of enzymatic saccharification of sodium hydroxide pretreated partheniumhysterophorus biomass using response surface methodology. J Wood Chem Technol 7:1–2
Kumar N, Sharma R, Aggarwal N, Yadav A (2023) Parthenium hysterophorus weed as a novel substrate for β-Glucosidase production by Penicillium citrinum NAF5: Application of the crude extract to biomass saccharification. Lett Appl Nano BioScience 12:1. https://doi.org/10.33263/LIANBS121.013
Kumari D, Jain Y, Singh R (2021) A study on green pretreatment of rice straw using Petha wastewater and Mausami waste assisted with microwave for production of ethanol and methane. Energy Convers ManagX 10:100067. https://doi.org/10.1016/j.ecmx.2020.100067
Łukajtis R, Kucharska K, Hołowacz I, Rybarczyk P, Wychodnik K, Słupek E, Nowak P, Kamiński M (2018) Comparison and optimization of saccharification conditions of alkaline pre-treated triticale straw for acid and enzymatic hydrolysis followed by ethanol fermentation. Energies 11(3):639. https://doi.org/10.3390/en11030639
Madadi M, Tu Y, Abbas A (2017) Pretreatment of lignocelollusic biomass based on improving enzymatic hydrolysis. Int J Appl Sci Biotechnol 5(1):1–1. https://doi.org/10.3126/ijasbt.v5i1.17018
Miller GL (1959) Use of dinitrosalicylic acid reagent for determination of reducing sugar. Anal Chem 31(3):426–428. https://doi.org/10.1021/ac60147a030
Ouyang J, Li Z, Li X, Ying H, Yong Q (2009) Enhanced enzymatic conversion and glucose production via two-step enzymatic hydrolysis of corncob residue from xylo-oligosaccharides producer’s waste. BioResources 4(4):1586–1599
Prajapati BP, Kango N (2021) Rice straw saccharification using cellulolytic cocktail from Aspergillustubingensis and structure alterations studies of the wall polymer. Biomass Convers Biorefin 2:1–5. https://doi.org/10.1007/s13399-020-01237-4
Rogers PL, Lee KJ, Tribe DE (1980) High productivity ethanol fermentations with Zymomonasmobilis. Process Biochem 1;15(6):7–11
Samar W, Arora A, Sharma A, Sharma S, Nandal P (2021) Material flow of cellulose in rice straw to ethanol and lignin recovery by NaOH pretreatment coupled with acid washing. Biomass Convers Biorefin 7:1. https://doi.org/10.1007/s13399-021-01278-3
Saritha M, Arora A, Nain L (2012) Pretreatment of paddy straw with Trametes hirsuta for improved enzymatic saccharification. Bioresour Technol 104:459–465. https://doi.org/10.1016/j.biortech.2011.10.043
Sharma S, Nandal P, Arora A (2019) Ethanol production from NaOH pretreated rice straw: a cost effective option to manage rice crop residue. Waste Biomass Valorization 10(11):3427–3434. https://doi.org/10.1007/s12649-018-0360-4
Sharma S, Swain MR, Mishra A, Mathur AS, Gupta RP, Puri SK, Ramakumar SS, Sharma AK (2021) High solid loading and multiple-fed simultaneous saccharification and co-fermentation (mf-SSCF) of rice straw for high titer ethanol production at low cost. Renew Energy 179:1915–1924. https://doi.org/10.1016/j.renene.2021.07.146
Sindhu R, Kuttiraja M, Prabisha TP, Binod P, Sukumaran RK, Pandey A (2016) Development of a combined pretreatment and hydrolysis strategy of rice straw for the production of bioethanol and biopolymer. Bioresour Technol 215:110–116. https://doi.org/10.1016/j.biortech.2016.02.080
Singh A, Bishnoi NR (2012) Optimization of enzymatic hydrolysis of pretreated rice straw and ethanol production. Appl Microbiol Biotechnol 93(4):1785–1793. https://doi.org/10.1007/s00253-012-3870-1
Singh S, Kaur D, Yadav SK, Krishania M (2021) Process scale-up of an efficient acid-catalyzed steam pretreatment of rice straw for xylitol production by C. Tropicalis MTCC 6192. BioresourTechnol 320:124422. https://doi.org/10.1016/j.biortech.2020.124422
Singh B, Bala A, Anu A, Kumar V, Singh D (2022) Biochemical properties of cellulolytic and xylanolytic enzymes from Sporotrichum thermophile and their utility in bioethanol production using rice straw. Prep BiochemBiotechnol 52(2):197–209. https://doi.org/10.1080/10826068.2021.1925911
Sluiter A, Hames B, Ruiz R, Scarlata C, Sluiter J, Templeton D, Crocker DL (2008) Determination of structural carbohydrates and lignin in biomass. Lab Anal Procedure 1617(1):1–6
TejasNamboodiri MM, Manikandan A, Paul T, Pakshirajan K, Pugazhenthi G (2022) Chitosan production by Penicilliumcitrinum using paper mill wastewater and rice straw hydrolysate as low-cost substrates in a continuous stirred tank reactor. EnvironTechnol 3:1–16. https://doi.org/10.1080/09593330.2022.2026486
Valles A, Capilla M, Álvarez-Hornos FJ, García-Puchol M, San-Valero P, Gabaldón C (2021) Optimization of alkali pretreatment to enhance rice straw conversion to butanol. Biomass Bioenergy 150:106131. https://doi.org/10.1016/j.biombioe.2021.106131
Wang Z, Keshwani DR, Redding AP, Cheng JJ (2010) Sodium hydroxide pretreatment and enzymatic hydrolysis of coastal Bermuda grass. Bioresour Technol 101(10):3583–3585
Wang R, Unrean P, Franzén CJ (2016) Model-based optimization and scale-up of multi-feed simultaneous saccharification and co-fermentation of steam pre-treated lignocellulose enables high gravity ethanol production. Biotechnol Biofuels 9(1):1–3. https://doi.org/10.1186/s13068-016-0500-7
Wang W, Tan X, Imtiaz M, Wang Q, Miao C, Yuan Z, Zhuang X (2021) Rice straw pretreatment with KOH/urea for enhancing sugar yield and ethanol production at low temperature. Ind Crops Prod 170:113776. https://doi.org/10.1016/j.indcrop.2021.113776
Wati L, Kumari S, Kundu BS (2007) Paddy straw as substrate for ethanol production. Indian J Microbiol 47(1):26–29
Yao S, Wu G, Xing M, Zhou S, Pu J (2010) Determination of lignin content in Acacia spp using near-infrared reflectance spectroscopy. BioResources s5(2):556–562
Ying W, Shi Z, Yang H, Xu G, Zheng Z, Yang J (2018) Effect of alkaline lignin modification on cellulase–lignin interactions and enzymatic saccharification yield. Biotechnol Biofuels 11(1):1–3. https://doi.org/10.1186/s13068-018-1217-6
Zhang Q, Cai W (2008) Enzymatic hydrolysis of alkali-pretreated rice straw by Trichoderma reesei ZM4-F3. Biomass Bioenergy 32(12):1130–1135. https://doi.org/10.1016/j.biombioe.2008.02.006
Acknowledgements
The authors would like to thank the Department of Microbiology, Kurukshetra University, Kurukshetra, Haryana, India, for providing the lab facility for performing the experimentation.
Funding
This work was supported by Haryana State Council for Science, Innovation and Technology (HSCSIT), Panchkula: (grant number HSCSIT/R&D/2012/2376-77/ 20–12-12).
Author information
Authors and Affiliations
Contributions
NKA, designed the study; NK performed the experiment; AY, GS and AS analysed the data; NKA, NK, AS and PK wrote and finalized the manuscript.
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare that they have no competing interests.
Ethical approval
Not available.
Consent to participate
Not available.
Consent for publication
All authors have read and agree to the publish.
Additional information
Communicated by Yusuf Akhter.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Kumar, N., Yadav, A., Singh, G. et al. Comparative study of ethanol production from sodium hydroxide pretreated rice straw residue using Saccharomyces cerevisiae and Zymomonas mobilis. Arch Microbiol 205, 146 (2023). https://doi.org/10.1007/s00203-023-03468-1
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00203-023-03468-1