
Abstract
Due to the anisotropic characteristic of carbon fiber-reinforced silicon carbide ceramics, the fiber orientation angle significantly affects the grinding force. Therefore, it is important to study the influence rule of different fiber orientations on the grinding force of 2.5D-Cf/SiC composites. To study the comprehensive influence of machine tool parameters and the anisotropy of carbon fiber-reinforced ceramic matrix composites on the grinding force, two-dimensional ultrasonic plane grinding was studied by orthogonal test and single-factor experiment. Based on the multi-exponential fitting analysis method of multiple linear regression equation, the empirical equations of power exponential grinding force prediction model of 2D ultrasonic-assisted grinding and conventional grinding 2.5D-Cf/SiC composites at 0°, 45°, and 90° fiber orientation and considering fiber orientation and ultrasonic amplitude were established, respectively. To verify the empirical formula model in predicting the grinding force of 2.5D-Cf/SiC composites under various fiber orientation angles, the regression equation and regression coefficient of the model were examined. The influence of 2.5D-Cf/SiC grinding parameters on the grinding force was analyzed. The parameters of the grinding force model were optimized based on range analysis and variance analysis, and the optimal process parameter combination was obtained. The results show that the grinding force is negatively correlated with the linear speed and positively correlated with the feed speed and grinding depth within the range of experimental parameters. The maximum reduction of the normal grinding force is 29.78% when the line speed is 10.48 m/s, the feed speed is 100 mm/min, the grinding depth is 50 μm, and along the 45° fiber direction. The optimal grinding parameter combination is a line speed of 23.60 m/s, feed speed of 5 mm/min, and grinding depth of 10 μm along the 0° fiber orientation.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
2.5D-Cf/SiC is a composite material with silicon carbide ceramics as the matrix and high-toughness carbon fiber as the reinforcement phase [1]. The needled fiber in the Z direction penetrates the continuous carbon fiber layer in the X and Y directions [2], so that 2.5D-Cf/SiC has higher toughness and strength than 1D-Cf/SiC and 2D-Cf/SiC [3]. 2.5D-Cf/SiC in addition to the advantages of silicon carbide such as high hardness, high-temperature resistance, corrosion resistance, wear resistance, low density, and ease of adapting to extreme environments [4] also greatly compensates for its disadvantages such as high brittleness [5]. 2.5D-Cf/SiC composites are currently recognized as one of the advanced high-temperature structural ceramic materials and friction and wear materials [6], which are mainly used in the field of aerospace and automotive brake systems [7]. 2.5D-Cf/SiC composites are commonly used in the machining of high-temperature-resistant structural components such as thermal shielding layers on spacecraft and nozzle-guided blades on aero-engines [8], to be adapted to extremely high temperatures and high pressures in the operating environment [9]. 2.5D-Cf/SiC composites with high temperature and wear resistance [10] are often used in the field of automotive brake discs to provide better braking performance [11]. Due to the high hardness and high brittleness of 2.5D-Cf/SiC, severe machined surface damage and tool wear can easily occur during conventional machining [12]. Ultrasonic-assisted grinding is an assisted machining method that applies ultrasonic vibration to the grinding process [13]. Especially for the machining of hard and brittle materials, ultrasonic vibration achieves better machining performance by changing the contact state between the abrasive particles and the workpiece [14]. Studies have shown that ultrasound-assisted grinding of 2.5D-Cf/SiC can reduce the grinding force and improve the surface quality more effectively than conventional grinding [15]. The anisotropy and inhomogeneity of 2.5D-Cf/SiC composites [16, 17] have led to the fact that aspects of the material removal mechanism and mathematical modeling of ultrasound-assisted grinding remain poorly understood.
Based on the many advantages of 2.5D-Cf/SiC composites, in recent years, more and more scholars have tended to study the processing mechanism of grinding C/SiC composites. Kun Zhou et al. [18,19,20] investigated the removal mechanism of Cf/SiC composites by laser ablation-assisted single-grain scratch grinding as well as belt grinding experiments, which showed that the grinding force, grinding temperature, surface roughness, and diamond wear of Cf/SiC composites were significantly reduced during laser ablation-assisted grinding. The main manifestations were microfracture and toughness removal, which enhanced the plastic domain removal behavior of the material. Jie Chen et al. [21,22,23] conducted ultrasound-assisted milling laser ablation experiments on Cf/SiC composites to investigate the microfracture mechanism and transformation mechanism of carbon fibers, and the results showed that ultrasonic vibration could reduce the milling temperature and milling force. Ultrasound-assisted milling promotes the removal of carbon fibers from nanoscale brittle fractures by reducing the maximum undeformed chip thickness, thus improving the machined surface quality. Zhigang Dong et al. [24, 25] developed a grinding force model for ultrasound-assisted grinding of ceramic matrix composites from the perspective of anisotropy and inhomogeneity so that the ultrasound-assisted grinding force can be well predicted. Guoyan Sun et al. [26] modeled three grinding force components, namely the plastic removal stage, brittle removal stage, and friction stage, in the ultrasonic grinding process by studying the thickness of undeformed cutting chips. The results showed that axial ultrasonic vibration could reduce the surface roughness by 18.0% and the normal and tangential forces by 27.31% and 22.52%, respectively. Yi-Feng Xiong et al. [27] investigated ultrasonic-assisted grinding of SiC/SiC composites, and the results showed that ultrasonic vibration-assisted machining technology is a suitable machining method for this material under suitable tool conditions. Xingzhi Xiao et al. [28] established a theoretical model of cutting force from the perspective of ultrasonically assisted grinding of zirconia ceramics with tough and brittle transition removal mechanism, which can well predict the critical grinding depth of tough removal and brittle removal transitions, to better understand the effect of tough fracture and brittle fracture mechanisms on the grinding force. Xiaofei Lei et al. [29] conducted ultrasound-assisted single-grain high-speed grinding experiments from different abrasive wear aspects. A novel dynamic grinding force model for ultrasound-assisted high-speed grinding of single-grain abrasives was established. Wei Li et al. [30] investigated the material removal mechanism of laser-assisted grinding of 3D-Cf/SiC from the perspective of the effect of laser parameters on material damage and came up with the results that laser heating can reduce the hardness of the material, achieving the removal of toughness region, and reduce the grinding force to improve the surface quality. At present, most experts study the grinding processing of Cf/SiC composites mainly focusing on process and experimental studies. Due to the anisotropic and inhomogeneous characteristics of Cf/SiC composites, the mechanism of the grinding force in its grinding process has not been understood thoroughly. Currently, the theoretical models for 2D ultrasound-assisted 2.5D-Cf/SiC are still not well researched; therefore, this study explores in depth the grinding force model for 2D ultrasound-assisted grinding of 2.5D-Cf/SiC. A few scholars have done a small amount of research on analytical and numerical theoretical models for grinding 2.5D-Cf/SiC. Still, the studies done are not sufficient to provide an in-depth explanation of the grinding forces in two-dimensional ultrasound-assisted grinding (TDUAG) and machining of 2.5D-Cf/SiC taking into account the fiber orientation of the material and the ultrasound amplitude. Based on the influence of ultrasonic amplitude, fiber orientation, process parameters, and other factors on the grinding force of 2.5D-Cf/SiC processed by TDUAG, an empirical formula model of the grinding force of TDUAG of 2.5D-Cf/SiC was constructed. This study is an important reference value for operators in engineering practice to control the grinding force to optimize the machining accuracy in precision machining of Cf/SiC composites.
2 Mechanism analysis of TDUAG and experimental conditions
2.1 Kinematic analysis of single grit for TDUAG
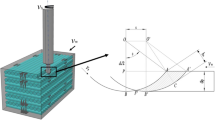
The principle of two-dimensional ultrasonic-assisted grinding is to change the relative motion trajectory of the abrasive grain and the workpiece by applying an elliptical ultrasonic vibration signal, to realize a series of excellent grinding processing characteristics. The motion of 2D ultrasonic-assisted grinding is shown in Fig. 1, including the rotary motion of the spindle, the linear feed motion, and the ultrasonic motion superimposed on the X and Y directions. Figure 2 shows a schematic diagram of the motion trajectory of a single grit for conventional grinding (CG) and TDUAG, and the motion trajectory equations and velocity equations of a single grit for conventional grinding and TDUAG can be expressed as the following Eqs. (1) and (2), respectively:

Motion diagram of 2D ultrasonic-assisted grinding

Motion path diagram of two-dimensional ultrasonic-assisted single grit grinding
The equations of trajectory and velocity of a single diamond grit for routinely grinding 2.5D-C/SiC composites can be expressed as shown in Eqs. (3) and (4), respectively:
From the kinematic trajectory equations and velocity equations of a single grit, it can be deduced that the contact arc length of a single grit for 2D ultrasound-assisted grinding and conventional grinding is:
where STDUAG(t), VTDUAG(t) and SCG(t), VCG(t) are the trajectories and speeds of a single grit of TDUAG and CG, respectively, in time t. R is the diameter of the grinding wheel, Sw(t) is the feed motion of the workpiece, Vw is the feed speed of the workpiece, t is the time of the rotation of a single grit, \(\phi\) is the angle of a single grit turning in time t, and is the angular speed of a single grit turning. The angular velocity of the rotation of a single grit. A1 and A2 are the ultrasound amplitudes of the 2D ultrasound platform, respectively. A1 = A2 = 6 μm.\({\phi }_{1},{\phi }_{2}\) \({\omega }_{1}={\omega }_{2}=2\pi \cdot {f}_{1}=2\pi \cdot {f}_{2},{f}_{1}={f}_{2}=20000Hz,\) are the phase angles of the two-dimensional ultrasonic vibration platform, respectively. \({\phi }_{1}={\phi }_{2}=90^\circ\).\({l}_{TDUG},{l}_{CG}\) are the contact arc lengths of single grits for TDUAG and CG, respectively.
From the comparison of the two equations in Eq. (5), it can be seen that \({l}_{TDUG}\) is longer than \({l}_{CG}\), and the difference between them is caused by the amplitude and frequency of ultrasonic vibration. The application of 2D ultrasound increases the contact arc length between the abrasive grain and the workpiece. According to the literature [31], the average cross-sectional area of chips \({a}_{g\text{max}}\) can be expressed by formula (6):
Therefore, the average cross-sectional area of chips \({a}_{g\text{max}}\) is inversely proportional to the contact arc length. Therefore, the average cross-sectional area of chips \({a}_{g\text{max}}\) will be reduced when 2D ultrasonic-assisted grinding of a single abrasive particle is applied. By referring to the literature [31], we can see that the average cross-sectional area of chips \({a}_{g\text{max}}\) can also be expressed by the formula (7):
Therefore, the average chip cross-sectional area \({a}_{g\text{max}}\) is proportional to the grinding depth \({a}_{p}\). As a result, the average cross-sectional area of chips \({a}_{g\text{max}}\) is reduced when 2D ultrasonic-assisted grinding is applied to a single particle. It is also known from relevant literature [31] that the formula of normal grinding force \({F}_{n}\) and tangential grinding force \({F}_{t}\) per unit grinding width can be expressed by formula (8) and formula (9), respectively:
According to formulas (8) and (9), the normal grinding force and tangential grinding force per unit grinding width are proportional to the grinding depth \({a}_{p}\). Therefore, applying 2D ultrasonic-assisted grinding can reduce grinding force.
2.2 Workpiece material
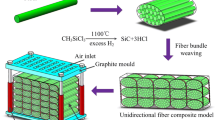
The workpiece material is a 2.5D-Cf/SiC composite fabricated by reactive melt infiltration (RMI). Its microstructure is shown in Fig. 3. The specific components include continuous carbon fiber layup in the X direction with constant carbon fiber layup in the Y direction (T700, carbon fiber volume fraction of φc = 50%, orthogonal layup of carbon fiber bundles), needled fibers in Z direction, SiC matrix, and a small number of pores with 10% porosity. The workpiece size is 7 × 7 × 4 mm, and Table 1 shows the mechanical property parameters of 2.5D-Cf/SiC composites. The schematic structure of the 2.5D-Cf/SiC composite is shown in Fig. 4.

2.5D-Cf/SiC microstructure diagram

2.5D-Cf/SiC three-dimensional structure diagram
2.3 Experimental instruments and schemes
The grinding experiments were carried out on a TCR500 vertical machining center shown in Fig. 5. Table 2 shows the main technical parameters of the machine. Table 3 shows the technical parameters of the grinding wheel. The 2D ultrasonic-assisted grinding platform is a 2D ultrasonic vibrating platform integrated into the machining center table, as shown in Fig. 6. The ultrasonic amplitude is changed by controlling the power percentage and phase angle of the ultrasonic device in X and Y directions through the ultrasonic generator. Figure 6 shows the three-dimensional structure of the two-dimensional ultrasonic vibration platform, and the two-dimensional ultrasonic vibration platform is composed of a set of amplitude-variable rods and transducers in the X direction and a set of amplitude-variable rods and transducers in the Y direction, as well as a porous universal platform connecting the ultrasound in the X and Y directions, and the 20,000 Hz ultrasonic generator together. Figure 7 shows the two-dimensional ultrasonic-assisted grinding processing platform.

TCR500 vertical machining center

Schematic diagram of 2D ultrasonic-assisted grinding processing platform

Two-dimensional ultrasonic-assisted grinding platform [32]
A Kistler 9119AA2 six-degree-of-freedom force gauge captured the grinding force. The working principle is that the piezoelectric crystal sensor collects the signal of grinding force and then transmits it in the form of a voltage signal to the 5080 charge amplifier for amplification. After, the amplified voltage signal is transmitted to the 5697 data acquisition card in the first A/D conversion, that is, the voltage signal is converted to a binary form of digital signals; the next step in the D/A conversion, that is, the binary digital signal, is converted to a decimal analog signal. Finally, the data acquisition card will be converted to voltage signal transmission to the host PC DynoWare software output grinding force. In the experiment, the force measuring instrument that collects the grinding force may generate a slight vibration signal. To ensure the accuracy of the collected ultrasonic-assisted grinding force, all the grinding force signals in this study were zero drift compensated and filtered, and then the net grinding force value was obtained by subtracting the vibration interference signal of the dynamometer from the total collected grinding force.
The main process parameters affecting the 2.5D-Cf/SiC grinding force are the grinding wheel line speed, workpiece feed speed, grinding depth, and Cf/SiC fiber orientation. Therefore, the orthogonal test method of three factors and four levels was adopted, and the orthogonal table of L16 (43) was selected. Table 4 is a horizontal table of process parameter factors for grinding 2.5D-Cf/SiC.
3 Results and discussion
3.1 Influence of process parameters on grinding force
As shown in Table 4, the effects of wheel speed, feed rate, and grinding depth on the grinding force when CG and TDUAG of 2.5D-Cf/SiC composites along the three fiber orientations of 0°, 90°, and 45° are shown in Fig. 8a–c, Fig. 8d–f, and Fig. 8g–i, respectively, while keeping the feed rate of 50 mm/min and the depth of grinding at 50 μm. It can be seen that in the range of parameters of this experiment, with or without the application of ultrasound, the normal grinding force and tangential grinding force decrease with the increase of the linear speed of the grinding wheel, with the increase of the linear speed Vs, the number of abrasive grains acting on the surface of the grinding process per unit of time increases, and the thickness of the chip of a single abrasive grain becomes smaller, and the grinding force decreases. The grinding force increases with the increase of feed speed and grinding depth. With the increase of grinding depth ap and table feed speed, the number of effective abrasive grains increases, the relative contact area between abrasive grains and workpiece increases, the total amount of material removed per unit of time increases, and the thickness of the chip of abrasive grains becomes larger, which increases the grinding force. Under the same machining parameters, the grinding force after applying TDUAG was significantly smaller than the CG force, which was because the contact arc length of a single grit with ultrasonic-assisted grinding was larger than that without ultrasonic, and the maximum undeformed chip thickness of material removed by the grits per unit of time was inversely proportional to the contact arc length, and therefore, the maximum undeformed chip thickness of a single grit was reduced by applying ultrasonic vibration. The grinding force of the grits was proportional to the maximum undeformed chip thickness, so the grinding force assisted by the application of 2D ultrasonic vibration was reduced compared with the normal grinding force. The maximum percentage reduction in normal grinding force was 29.78% for grinding along the 45° fiber orientation with a feed rate of 100 mm/min. Due to the anisotropy and inhomogeneity between the reinforcing fiber phase of 2.5D-Cf/SiC composites and the silicon carbide ceramic matrix, the variation of the grinding force concerning the process parameters is not linear.

Influence of process parameters on grinding force
The surface morphology of ground 2.5D-Cf/SiC with fiber orientations taken at 0°, 45°, and 90° are shown in Fig. 9a, b, and c, respectively. As shown in Fig. 9a, when grinding along the 0° fiber orientation, the fiber is compressed and deformed, followed by fiber stripping, and finally fiber wear until the fiber breaks to form a new surface. As shown in Fig. 9b, when grinding along the 90° fiber orientation, the fiber shear deformation occurs, followed by fiber stripping, and finally fiber wear until the fiber breaks to form a new surface. As shown in Fig. 9c, when grinding along the 45° fiber orientation, the fiber has both extrusion deformation and shear deformation and finally fiber wear. From Fig. 9, it can be found that the three fiber orientations fracture in different ways. Therefore, it is of great importance to study the effect of fiber orientation on the grinding process. It is very necessary to establish an empirical formula model considering the effect of fiber orientation on the grinding force.

Three fiber-oriented grinding surface morphology
3.2 Orthogonal experimental design results
Table 5 shows the orthogonal test table of three factors and four levels of the influence of process parameters such as line speed, feed speed, and grinding depth on the grinding force of 2.5D-Cf/SiC, and the test results.
3.3 5D-Cf/SiC empirical equation model of grinding force
3.3.1 Empirical formula model for grinding forces in different fiber directions
2.5D-Cf/SiC composites have a very complex structural arrangement due to the different properties of the reinforcing phase carbon fibers and the SiC matrix material, as well as the material’s internal structure. Therefore, Cf/SiC has obvious anisotropy and inhomogeneity. The inhomogeneity and anisotropy of Cf/SiC lead to a different material removal mechanism during the grinding process than that of SiC materials. Its grinding material removal mechanism is still unclear. At present, there is still no very accurate predictive model relationship equation between grinding process parameters such as grinding wheel linear speed, feed rate, grinding depth, and grinding force. Based on this research gap, the specific relationship between grinding process parameters and grinding force was investigated. An empirical formula prediction model for the grinding force of 2.5D-Cf/SiC composites was established.
Model the empirical equation of the power exponential form of the grinding force, set Eq. (10):
where λ is the empirical coefficient and α, β, γ, are the coefficient to be determined concerning the modeled process parameters.
To facilitate the calculation of the equality coefficients, Eq. (11) is obtained by taking logarithms on both sides of the equality sign:
Make
Then Eq. (12) can be converted to
Based on the multiple linear regression equation, the transformed experimental data were regressed and analyzed to find the values of the coefficients in Eq. (12).
The value in Eq. (11) is then inverted. An empirical formula prediction model for grinding force in power exponential form can be derived. Based on the experimental results, the following empirical formula is established with the grinding force as the target:
The normal and tangential grinding forces for CG were modeled for fiber orientations of 0°, 45°, and 90° in Eq. (13), (14), respectively:
The normal and tangential grinding force models for TDUAG at fiber orientations of 0°, 45°, and 90°, respectively, are as follows in Eq. (15), (16):
3.3.2 Empirical formulation model of grinding force considering 2D ultrasound and fiber orientation angle
Model the empirical equation of the power exponential form of the grinding force, set Eq. (17):
In Eq. (17) ε is the empirical coefficient and a, b, c, d are the coefficients to be determined concerning the model process parameters and fiber orientation angle.
To facilitate the calculation of the coefficients of equivalence, Eq. (18) is obtained by taking logarithms on both sides of the equal sign:
Set
Then Eq. (19) can be converted to
Based on the multiple linear regression equation, the transformed experimental data were regressed and analyzed to find the values of the coefficients in Eq. (19).
The value in Eq. (18) is then inverted. An empirical formula prediction model for grinding force in the form of a power exponent considering the fiber orientation angle can be derived. Based on the experimental results, the following empirical formula is established with the grinding force as the target:
The normal and tangential grinding force models for conventional grinding considering fiber orientation are as follows Eq. (20):
The normal and tangential grinding force models for ultrasonically assisted grinding considering fiber orientation are as follows Eq. (21):
The empirical equations for the normal and tangential grinding force prediction models that combine ultrasonic amplitude and fiber orientation are in Eq. (22), respectively:
3.3.3 Significance testing of empirical formula models
Significance tests were performed on the grinding force prediction model to determine the degree of model fit. Equations (4), (5), (6), (7), (11), (12), and (13) were analyzed for significance test, and the results of the statistical test are shown in Table 6. f represents the degrees of freedom of ANOVA, SS represents the sum of squares, MS represents the mean square value, and F represents the mean square ratio. U-Fn, and C-Fn represent the ultrasound-assisted normal grinding force and conventional normal grinding force, respectively. U-Ft, and C-Ft represent the ultrasound-assisted tangential grinding force and conventional tangential grinding force, respectively.
Table 6 demonstrates the significant test results of the grinding force models, and the p-value of each prediction model is less than 0.05. Therefore, the experimental grinding force prediction model is highly significant with a good state of fit and high confidence.
3.4 Range analysis and variance analysis of orthogonal test data
3.4.1 Range analysis results of different fiber orientation angles
Table 7 shows the range analysis results of the test results of 2.5D-Cf/SiC composites with fiber angles of 0°, 45°, and 90°, respectively. In the table, K1, K2, K3, and K4, respectively, represent the sum of the measured values of the grinding force index corresponding to levels 1, 2, 3, and 4 under each factor. k1, k2, k3, and k4 respectively represent the average values of the measured values corresponding to levels 1, 2, 3, and 4 under each factor. R represents the range value of the influence of each factor on the grinding force results. OC stands for the optimal combination. A, B, and C represent line speed, feed speed, and grinding depth.
The results of the range analysis of 2.5D ultrasonically assisted grinding and conventional grinding orthogonal tests for 2.5D-Cf/SiC are shown in Table 7. The order of magnitude of the range values for different process parameters and fiber orientations is shown in Fig. 10. The results are as follows: When the fiber angle is 0°, the influence of process parameters on normal and tangential grinding forces of 2D ultrasound-assisted grinding in the experimental parameter range is in the same order of A > B > C, i.e., linear speed > feed speed > grinding depth. The process parameters affect the normal and tangential forces of conventional grinding in the same order, A > C > B, i.e., linear speed > grinding depth > feed rate. When the fiber orientation is 45°, the order of influence of process parameters on the normal grinding force of 2D ultrasonically assisted grinding is A > B > C, i.e., line speed > feed speed > grinding depth. The influence of process parameters on the ultrasonic tangential grinding force was in the order of A > C > B, i.e., line speed > grinding depth > feed speed. The different order of influence of process parameters on normal and tangential forces of 2D ultrasonically assisted grinding may be due to the effect of the 45° fiber orientation angle. The process parameters affect the normal and tangential forces of conventional grinding in the same order A > C > B, i.e., linear speed > grinding depth > feed rate. When the fiber orientation is taken as 90°, the influence of process parameters on the normal force and tangential force of 2D ultrasonic-assisted grinding is in the same order of A > C > B, i.e., line speed > grinding depth > feed speed. The influence of process parameters on normal force and tangential force of conventional grinding is in the same order, A > B > C, i.e. line speed > feed speed > grinding depth. As can be seen from Table 7, the optimal combinations of process parameters for normal and tangential grinding forces under 2D ultrasonically assisted grinding and conventional grinding conditions of 2.5D-Cf/SiC were the same for A1B1C1, i.e., a line speed of 23.60 m/s, a feed rate of 5 mm/min, and a depth of grind of 10 μm, when the fiber orientations were 0°, 45°, and 90°.

Influence of three process parameters on the value of the extreme difference
The machining parameters selected near and far from the optimal process parameter combinations for the two machining methods of TDUAG and CG for 2.5D-Cf/SiC composites are shown in Fig. 11a–d, respectively. The 3D contour plots selected in Fig. 11a and b are close to the optimal combination of process parameters. The linear speed is taken as 10.56 m/s, the feed rate is taken as 50 mm/min, and the grinding depth is taken as 10 μm. Figure 11a shows the 3D contour of TDUAG, the surface roughness Sa is 0.236 μm, the normal force is 1.05 N, and the tangential force is 0.23 N. Figure 11b shows the 3D contour of CG, the surface roughness Sa is 0.259 μm, the normal force is 1.44 N, and the tangential force is 0.72 N. The three-dimensional profiles selected in Fig. 11c and d are away from the optimum combination of process parameters. The linear speed is taken as 0.66 m/s, the feed rate is taken as 100 mm/min, and the grinding depth is taken as 150 μm. Figure 11c shows the 3D contour of TDUAG, the surface roughness Sa is 0.66 μm, the normal force is 49.6 N, and the tangential force is 32.86 N. Figure 11d shows the 3D contour of CG. The surface roughness Sa was 0.82 μm, the normal force was 95.7 N, and the tangential force was 64.01 N. From Fig. 11, it can be seen that the TDUAG can significantly reduce the grinding force and surface roughness under the same processing conditions. The closer the processing parameters are to the optimal parameter combination, the better the processing effect is.

2.5D-C/SiC three-dimensional contours of machined surfaces
3.4.2 Analysis of variance for different fiber orientation angles
Range analysis cannot distinguish data fluctuations caused by changes in test conditions (changes in factor levels) during a test from those caused by test errors nor can give a precise quantitative estimate of the significance of factor effects. Therefore, the results of the range analysis method are used as a reference only. A detailed analysis of the degree of influence (significance) of each parameter is also required to carry out an ANOVA on the orthogonal test data and, based on the results of the ANOVA to find the optimal combination of parameters, to achieve the optimization of the test parameters to achieve the processing effect of the minimum grinding force.
The F-test analyzes the data in Table 5 in ANOVA to determine the degree of influence of each factor on the test results, and the judgment criteria based on which the F-test is performed on the factors can generally be considered in four cases: (1) If F > F0.01 (ffactor, fe), then the factor has a highly significant effect on the test results and is recorded as **. (2) If F0.05 (ffactor, fe) < F < F0.01 (ffactor, fe), then the factor has a significant effect on the test results, recorded as *. (3) If F0.10 (ffactor, fe) < F < F0.05 (ffactor, fe), then the factor affects the test results and is recorded as (*). (4) If F < F0.10 (ffactor, fe), then the factor does not affect the test results. From the ANOVA results, we can see that the factor degrees of freedom ffactor = 3 and the error degrees of freedom fe = 6. A check of the F-distribution table gives F0.01(ffactor, fe) = F0.01(3, 6) = 9.78, F0.05(ffactor, fe) = F0.05(3, 6) = 4.757, and F0.1(ffactor, fe) = F0.1(3, 6) = 3.29.
Table 8 shows the ANOVA results for each of the orthogonal test results in Table 5. Figure 12 visualizes the F-value results of the significance analysis F-test for the effect of each process parameter on the grinding force of 2.5D-Cf/SiC fibers oriented at 0°, 45°, and 90°. The results show that when the fiber angle is taken as 0°, the effects of the process parameters on the TDUAG force are linear speed, depth of grind, and feed in that order. This is inconsistent with the results of the range analysis. The range analysis does not take into account the effect of error, so the results of ANOVA prevail. The effects of process parameters on 2D ultrasonic tangential force were linear speed, feed rate, and grinding depth in that order. The effects of process parameters on normal and tangential forces for conventional grinding were in the same order, linear speed, grinding depth, and feed rate. This is consistent with the results of the range analysis in Table 7. When the fiber angle is taken as 45°, the effects of process parameters on the 2D ultrasonic normal grinding force are in the order of line speed, feed rate, and grinding depth. The effects on the ultrasonic tangential grinding force were line speed, grinding depth, and feed rate in that order. In conventional grinding, the effects of process parameters on normal and tangential forces were in the order of line speed, depth of grind, and feed rate. This is in agreement with the results of the range analysis in Table 7. When the fiber angle is taken as 90°, the effects of process parameters on the 2D ultrasonic normal and tangential forces are linear speed, feed rate, and depth of grind in that order. This is inconsistent with the results of the range analysis. The range analysis did not consider the effect of error and therefore was based on the results of the ANOVA. In contrast, the effects of normal and tangential grinding forces for conventional grinding were in the order of line speed, feed rate, and depth of grind. This is consistent with the results of the range analysis in Table 7.

Effect of three process parameters on ANOVA F-values
ANOVA can more accurately perform error analysis, distinguishing the differences between experimental results caused by changes in factor levels from those caused by fluctuations in error. Therefore, it is more appropriate to take the ANOVA results for the optimal process parameters.
4 Conclusion
Single-factor experiments and orthogonal tests were conducted to investigate the two-dimensional ultrasound-assisted grinding versus conventional grinding for the grinding force pair of 2.5D-Cf/SiC. An empirical formula equation for the grinding force prediction model of 2.5D-Cf/SiC was developed by using power exponential function multiple linear regression analysis. Within the experimental parameters of this study, the following conclusions were drawn:
(1) The grinding force varies negatively with linear velocity and positively with feed rate and depth of grind. 2D ultrasound reduces the grinding force, and the maximum reduction of the normal grinding force is 29.78% when the line speed is 10.48 m/s, the feed speed is 100 mm/min, the grinding depth is 50 μm, and along the 45° fiber direction. Under the same process conditions, the grinding force is the smallest along the 0° fiber orientation.
(2) Based on this experimental study, normal and tangential grinding force prediction models for 2.5D-Cf/SiC composites were developed for TDUAG and CG with three fiber orientations of 0°, 45°, and 90°, respectively. The grinding force prediction models for 2.5D-Cf/SiC composites for TDUAG and CG considering ultrasound amplitude, fiber orientation, and process parameters were developed, respectively.
(3) The order of significance of the influence of the grinding process parameters on the grinding force was determined. The order of influence of the process parameters on the ultrasonic normal force at 0° fiber orientation was linear speed, grinding depth, and feed rate. The order of influence of ultrasonic tangential force was line speed, feed rate, and depth of grind. For conventional grinding, the order of influence of process parameters on the normal force and tangential force was the same: line speed, depth of grind, and feed rate. When the fiber angle was 45°, the effects of the process parameters on the 2D ultrasonic normal force were in the order of line speed, feed rate, and grinding depth, while the effects on the ultrasonic tangential grinding force were in the order of line speed, grinding depth and feed rate. For conventional grinding, the effects of the process parameters on the normal and tangential forces were in the order of linear speed, grinding depth, and feed rate. At a fiber angle of 90°, the effects of process parameters on the 2D ultrasonic normal and tangential forces were in the order of line speed, feed rate, and depth of grind, while the effects on the normal and tangential forces for conventional grinding were in the order of line speed, feed rate and depth of grind.
(4) The optimum combination of process parameters for this experiment was a linear speed of 23.60 m/s, a feed rate of 5 mm/min, and a grinding depth of 10 μm for grinding along the 0° fiber orientation.
Data Availability
All data generated or analyzed during this study are included in this published paper.
Code availability
Not applicable.
References
Xu QH, Xiao SL, Wang YQ et al (2024) Wear-induced variation of surface roughness in grinding 2.5D Cf/SiC composites [J]. Int J Mech Sci 264:108811
Zhao CW, Tu ZC, Mao JK et al (2023) The dynamic thermophysical properties evolution and multi-scale heat transport mechanisms of 2.5D C/SiC composite under high-temperature air oxidation environment [J]. Composites Part B 263:110831
Xue R, Wang ZX, Zhang ZJ et al (2022) Anisotropic tribological behavior of LSI-based 2.5D needle-punched carbon fiber reinforced Cf/C–SiC composites [J]. Ceram Int 48:21283–21292
Zhai CT, Xu JK, Hou YG et al (2022) Effect of fiber orientation on surface characteristics of C/SiC composites by laser-assisted machining [J]. Ceram Int 45:6402–16413
Morel C, Baranger E, Lamon J et al (2024) The influence of the grinding process on the mechanical behavior of SiC/SiC composite tubes under uniaxial tension [J]. J Eur Ceram Soc 44(1):91–106
Diao QW, Zou HB, Ren XY et al (2023) A focused review on the tribological behavior of C/SiC composites: present status and prospects [J]. J Eur Ceram Soc 43:3875–3904
Diaz Oriol Gavalda, Luna Gonzalo Garcia, Liao Zhirong et al (2019) The new challenges of machining ceramic matrix composites (CMCs): review of surface integrity [J]. J Mach Tools Manuf 139:24–36
Du JG, Zhang HZ, Geng YM et al (2019) A review on machining of carbon fiber reinforced ceramic matrix composites [J]. Ceram Int 45:18155–18166
Li YC, Ge X, Wang H et al (2019) Study of material removal mechanisms in grinding of C/SiC composites via single-abrasive scratch tests[J]. Ceram Int 45(4):4729–4738
Hu Y, Ni DW, Chen BW et al (2024) Cf/(CrZrHfNbTa)C–SiC high-entropy ceramic matrix composites for potential multi-functional applications[J]. J Mater Sci Technol 182:132–140
Gavalda Diaz O, Axinte DA (2017) Towards understanding ceramic matrix composites’ cutting and fracture mechanism [J]. International Journal of Machine Tools and Manufacture, 118–119 12–25
Yin JF, Xu JH, Ding WF et al (2021) Effects of grinding speed on the material removal mechanism in single grain grinding of SiCf/SiC ceramic matrix composite [J]. Ceram Int 47(9):12795–12802
Qin SQ, Zhu LD, Wiercigroch Marian et al (2022) Material removal and surface generation in longitudinal-torsional ultrasonic assisted milling [J]. Int J Mech Sci 227:107375
Yang ZC, Zhu LD, Zhang GX et al (2020) Review of ultrasonic vibration-assisted machining in advanced materials [J]. Int J Mach Tools Manuf 156:103594
Xie ZW, Liu ZQ, Wang B et al (2021) Longitudinal amplitude effect on material removal mechanism of ultrasonic vibration-assisted milling 2.5D-C/SiC composites [J]. Ceram Int 47:32144–32152
Wang JJ, Feng PF, Zang JF et al (2018) Experimental study on vibration stability in rotary ultrasonic machining of ceramic matrix composites: cutting force variation at hole entrance [J]. Ceram Int 44:14386–14392
Wang J, Zang JF, Feng PF et al (2017) Effects of tool vibration on fiber fracture in ultrasonic machining of C/SiC ceramic matrix composites[J]. Compos B 129:233–242
Zhou K, Xiao GJ, Huang Y et al (2024) Understanding machinability improvements and removal mechanism of ceramic matrix composites during laser-ablating assisted grinding [J]. Wear 538–539:205199
Zhou K, Xu JY, Xiao GJ et al (2019) Enhancing ductile removal of Cf/SiC composites during abrasive belt grinding using low-hardness rubber contact wheels[J]. Ceram Int 48(18):26042–26054
Zhou K, Xu JY, Xiao GJ et al (2022) A novel low-damage and low-abrasive wear processing method of Cf/SiC ceramic matrix composites: laser-induced ablation-assisted grinding [J]. J Mater Process Technol 302:117503
Chen J, An QL, Chen M et al (2020) Investigation on machined surface quality in ultrasonic-assisted grinding of Cf/SiC composites based on fracture mechanism of carbon fibers[J]. Int J Adv Manuf Technol 109(7):1583–1599
Chen J, Ming WW, An QL et al (2020) Mechanism and feasibility of ultrasonic-assisted milling to improve the machined surface quality of 2D Cf/SiC composites[J]. Ceram Int 46:15122–15136
Wang CG, Chen J, Zhang XX et al (2023) Effects of ultrasonic vibration assisted milling with laser ablation p retreatment on fatigue performance and machining efficiency of SiCf/SiC composites[J]. J Eur Ceram Soc 43(14):5925–5939
Dong ZG, Zhang HT, Kang RK et al (2022) Mechanical modeling of ultrasonic vibration helical grinding of SiCf/SiC composites [J]. Int J Mech Sci 234:107701
Ran YC, Kang RK, Dong ZG et al (2023) Ultrasonic assisted grinding force model considering anisotropy of SiCf/SiC composites[J]. Int J Mech Sci 250:108311
Sun GY, Zhao LL, Ma Z et al (2018) Force prediction model considering material removal mechanism for axial ultrasonic vibration-assisted peripheral grinding of Zerodur[J]. Int J Adv Manuf Technol 98:2775–2789
Xiong YF, Wang WH, Jiang RS et al (2022) Feasibility and tool performance of ultrasonic vibration-assisted milling-grinding SiCf/SiC ceramic matrix composite [J]. J Market Res 19:3018–3033
Xiao XZ, Zheng K, Liao WH et al (2016) Study on cutting force model in ultrasonic vibration assisted side grinding of zirconia ceramics[J]. Int J Mach Tools Manuf Design Res Appl 104:58–67
Lei XF, Xiang DH, Peng PC et al (2022) Establishment of dynamic grinding force model for ultrasonic-assisted single abrasive high-speed grinding [J]. J Mater Process Technol 300:117420
Li W, Long CJ, Ma WQ et al (2023) Key technologies for laser-assisted precision grinding of 3D C/C-SiC composites[J]. J Eur Ceram Soc 43(10):4322–4335
Ren J, Hua D (2011) Grinding principle. [M]. Beijing, Publishing House of Electronics Industry,1 ,35–48
Wang Y, Li J (2024) Experimental study of the removal characteristics of C/SiC with different fiber structure arrangements for two-dimensional ultrasound-assisted grinding. [J]. Int J Adv Manuf Technol 131:3467–3485
Funding
This research was financially supported by the Natural Science Foundation of Liaoning Province (Grant No. 2023-MS-085) and the Fundamental Research Funds for the Central Universities (Grant No. N2203014), PR China.
Author information
Authors and Affiliations
Contributions
The proposal and experimental design of the technique and the writing of the first draft of the paper were mainly done by Yashuai Wang. Bo Xin guided the research direction and made final revisions to the manuscript. Jiangtao Li provided the experimental materials and participated in the discussion of the technique. Lida Zhu provided valuable comments on the revision of the paper.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Wang, Y., Xin, B., Li, J. et al. Empirical formula model and process parameter optimization of two-dimensional ultrasonic-assisted grinding force based on 2.5D-Cf/SiC fiber orientation. Int J Adv Manuf Technol 134, 3355–3371 (2024). https://doi.org/10.1007/s00170-024-14318-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-14318-9