
Abstract
Mineral oil–based lubricants play an important role to serve industrial lubrication and cooling requirements. However, these oils are environmentally unacceptable due to their negative impact on human health and environmental ecology. The current research focuses on generating an eco-friendly oil which has enhanced lubrication properties. In this work, a four-ball tribometer was employed for friction and wear evaluation of a palm oil-commercial grade oil (PO-CGO) blend, which consisted of various weight fractions of functionalized multiwall carbon nanotubes (FMWCNTs) to lubricate steel-steel contacts of ball specimens mounted in tribometer. The specimens were lubricated by using 0.1 wt.% FMWCNT blended PO-CGO oil showed about 38% and 35% reduction in wear scar diameter and wear volume respectively compared to CGO lubricated test samples. Furthermore, roughness values of specimens obtained from atomic focal microscope (AFM) by using 0.1 wt.% nanomaterial blended lubricant showed about 88% lower values than that of CGO lubricated specimens. Raman spectroscopy and SEM/EDS results revealed the details of tribofilm formation and corresponding chemical composition on sliding contact surfaces of ball specimens subjected to PO-CGO and FMWCNT-blended oil lubrication.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Currently, there is a greater emphasis on investigating environmentally viable alternatives to petroleum products [1]. Friction occurs between the components when they are in motion, resulting in energy dissipation. In such instances, lubrication is required to reduce energy dissipation. Synthetic oils are typical lubricants that offer lubrication when the parts are in sliding action [2]. The utilization of synthetic oils has detrimental effects on the environment due to the pollution caused by their disposal. These substances possess a high level of toxicity and do not undergo natural decomposition. The majority of the pollutants generated by their disposal have a detrimental impact on the water reserves. In this context, there is a desire for bio-based lubricants to meet the requirements that are fulfilled by conventional synthetic oils [3]. The essential qualities required for adequate lubrication include viscosity, viscosity index, flash point and pour point. Vegetable oil is a viable alternative to synthetic oil due to its renewability and biodegradability.
Additionally, they feature significant qualities with their use as a lubricant. Vegetable oils have limitations that hinder their use as lubricants, such as thermal stability at elevated temperatures and poor oxidation stability. However, these limitations can be addressed through chemical modification procedures such as epoxidation, transesterification and hydrogenation [4, 5]. Specific additives, including anti-wear agents, detergents and dispersants, can enhance vegetable oils' characteristics. However, they depict a chemical hazard to the environment to a certain extent. The same functionality can be achieved by applying nanomaterials as an additive. The unique properties of nanomaterials are viz. high surface-to-volume ratio, self-assembly and quantum effects. These properties make them suitable for lubrication and cooling applications [6].
Nanomaterials have shown promising results in many applications as additives to improve rheological, mechanical and tribological properties. Numerous studies have been conducted on the use of nanomaterials based on their size, shape and concentration, according to the literature; nevertheless, the majority of these studies have to do with utilizing these particles in vegetable or synthetic oils. Blending mineral oil with vegetable oils such as mustard and jatropha oils showed better tribological results in minimizing friction and wear parameters than individual mineral or vegetable oils [7]. On the other hand, blending mineral oil with mustard oil showed a significant reduction in wear scar diameter (WSD). Vegetable oil bending with mineral/synthetic oils offers several advantages, including less toxicity, increased biodegradability and decreased wear of mating metal surfaces, which have attracted researchers to utilise their application in the preparation of fuel, lubricant and coolant for industrial applications [8, 9]. Yashvir et al. [10] tribological experiments showed that adding 0.8% silicon dioxide (SiO2) nanomaterial to Madhuca Indica oil improved lubrication performance by 2% in friction and 6% in wear reduction. Rupesh and Gautam [11] evaluated the tribological performance of soybean and sunflower oil blends with copper oxide (CuO) and zirconium dioxide (ZrO2) nanomaterials. Adding 0.25% CuO nanomaterials reduced the friction coefficient, while ZrO2 nanomaterial with sunflower oil showed a 39% reduction.
Chacko et al. [12] tested pure coconut oil to study wear and friction properties. In addition to that, molybdenum disulfide (MoS2) and surfactant-modified MoS2 nanoadditives were blended to base coconut oil under pin-on-disc tribometer tests. The results showed that the blends of MoS2 nanomaterial and MoS2 coconut oil showed 34% and 84% lower friction, respectively. Rajeev and Harsha [13] conducted tribological experiments on castor oil blended with surface-modified CuO nanomaterials. The results showed a significant reduction in wear scar diameter and coefficient of friction (COF) values for the nanomaterial-blended castor and paraffin oil lubricant samples, while the COF values were reduced by 34% and 17% compared to individual castor and paraffin oils. Dong et al. [14] conducted tribological experiments on a fourball tribometer using biodiesel and diesel blend lubricant samples after adding magnesium oxide, aluminium oxide (Al2O3) and graphene nanoparticles. The maximum wear scar diameter reduction was observed by 22% with 0.1 wt.% Al2O3 blend oil.
Yeoh et al. [15] evaluated the tribological performance of mineral and pongamia oil blends with and without graphene nanomaterial. The nanomaterial-based lubricant reduced COF and wear values by 17% and 12%, while the pongamia and mineral oil blend showed a higher reduction. Nurul et al. [16] investigated the tribological performance of graphene nanomaterial in palm kernel oil, with and without a surfactant using four-ball tribometer. Results showed that graphene-blended palm oil lubricant minimized friction and wear by 12% and 6%, respectively. Zahid and Hanief [17] examined the lubrication properties of Jatropha oil blended with MoS2 nanomaterials on sliding contact steel specimens. The addition of 2 wt.% MoS2 reduced friction by 18–52%, but increased nanoparticle concentration led to a shift from adhesive to abrasive wear, as noted by Gangqiang et al. [18]. The study examined the dispersion stability and tribological performance of graphene oxide derivatives (GO-D) and blends in rapeseed vegetable oil. GO-D-based nanolubricant showed higher stability and lesser friction due to its higher chemical susceptibility, as reported in Raman spectral peaks. Himanshu et al. [19] examined the tribological properties of nanomaterial blended mahua and flaxseed oil samples. Graphene nanomaterial in mahua oil showed superior anti-wear performance, while flaxseed oil blended with titanium dioxide (TiO2) showed similar protective film formation. Earlier experimental studies have shown that alkyl functionalization is an effective and simple method for improving the dispersibility of nanomaterials in oil-based solvents to resist oxidation in the nano-based additives [20].
Numerous studies highlight the significant impact of vegetable oil nanosuspensions on aspects including energy consumption, machining results and environmental deterioration [21,22,23,24]. Several studies have suggested that the concentrations of nanomaterials may vary in their experiments to find the most appropriate quantity for a specific application. This method highlights the necessity of finding the ideal amount of nanomaterial to add in the base fluid for minimizing wear and friction in tribocontacts. The objective of this work is to investigate the impact of functionalized multiwall carbon nanotube (FMWCNT) nanomaterials dispersed in commercial grade oil (CGO) and palm oil (PO) blend at varying weight percentages (wt.%) between 0.025 and 0.25% on the tribological performance of steel-steel composites. In addition, the study examined the performance in different nanomaterial concentrations: 0.025 wt.%, 0.05 wt.%, 0.1 wt.% and 0.25 wt.% of FWMCNT were added to the blend lubricant, and tribological results were then compared with those of a commercial grade oil (CGO) lubricant. A few characterization techniques were adopted to assess nanolubrication performance under steel contacts, such as Raman spectroscopy for tribochemical analysis, SEM/EDX to analyse the surface morphology and atomic force microscopy (AFM) considered the surface topography.
2 Materials and methods
2.1 Synthesis of functionalized MWCNTs and nanolubricant preparation
In this experimental study, functionalized multiwall carbon nanotubes (FMWCNTs) were used as an additive in the lubricant. FMWCNTs were synthesized from pristine multiwall carbon nanotubes (MWCNTs). MWCNTs were purchased from Nanoshel LLC, Ltd., with a purity of more than 90% with a diameter of 20 nm and length of 10–20 µm. For achieving oxidation on CNT surface atoms, we used 0.5 g of pristine MWCNTs that were evenly distributed in a solution consisting of 25 ml of concentrated nitric acid (HNO3) and 75 ml of sulfuric acid (H2SO4), with a volume ratio of 1:3. The dispersion process involved mechanical agitation at a temperature of 80 °C for 2 h. The concentrated dark brown solution obtained from the aforementioned method was mixed with deionized (DI) water and then filtered using a PTFE (polytetrafluoroethylene) membrane. The resulting precipitate was thoroughly washed with deionized water until the pH became neutral. To obtain the MWCNT-COOH, the black solid precipitate was finally dried in a vacuum for 24 h at 60 °C. Edible-based vegetable palm oil (PO) of 60 vol.% and commercial grade oil (CGO) of 40 vol.% were blended using a magnetic stirrer for about 2 h at 60 °C. Furthermore, different weight percentages of 0.025, 0.05, 0.1 and 0.25 of FMWCNTS were added individually to the blended oils. Subsequently, blend oils with varying percentages of the weight of FMWCNTs sonicated with a probe ultrasonicator for 2 h to ensure uniform dispersion and good suspension stability of nanomaterial in the oil.
2.2 Lubricantion mechanism of nano-enhanced FMWCNT in CGO and palm blend
Functionalized multiwall carbon nanotubes (FMWCNT) synthesized from pristine multiwall carbon nanotubes (MWCNTs). Pristine stage carbon nanomaterial is neutral and gets sediment quickly in the liquids. Functionalization is one of the best methods and is viable in adding the lubricant to take advantage of nano-CNT properties such as high mechanical strength and thermal conductivity. After preparing FMWCNTs from pristine stage CNT, the surface carbon atoms will gain polarity and form carboxylic acids on the surface of the functionalized CNT. The chemically tailored FMWCNT has a higher polarity and depicts a longer sedimentation duration in the lubricant.
Fatty acids are organic compounds composed of hydrocarbon chains, including an alkyl chain (a hydrophobic part) and carboxylic groups (a hydrophilic part). Subsequently, the hydrophilic segments of the fatty acid compounds adhered to the surface of the MWCNTs following exposure to the distinct fatty acids present in palm oil. In the case of the pristine form of CNTs, carbon nanotubes get sediment quickly in the liquids due to gravitational forces and Van der waals forces between CNTs. From the functionalization, the steric hindrance forces overcame the van der Waals contacts between the MWCNTs, enabling their separation. In addition, the steric hindrance forces can counteract gravity and prevent the coagulation of MWCNTs.
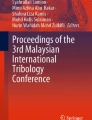
Figure 1 depicts the lubrication mechanism associated with the nanoparticles and lubricant interaction in the tribocontact zone. Inherited nanomaterial properties and lubricants can minimize wear developed on metal contact surfaces by filling effect, rolling effect, polishing effect and loading effect mechanisms. In a boundary lubrication regime, tribosurfaces are in contact due to lesser negligible lubrication, leading to develop high temperatures and surface debris. In this stage, nanomaterials play a significant role by attaining nanomechanisms to minimize the wear on contact surfaces. The partial thin film layer forms between tribo surfaces in mixed lubrication (ML) and elastohydrodynamic regime (EHL) conditions. During fatigue load conditions under ML and EHL regimes, polishing and loading mechanisms help form a nanofilm layer to minimize wear on tribo contact surfaces. In the hydrodynamic regime, a high shear rate of oil molecules can easily enlarge pits formed on the surfaces of tribo contacts. The filling effect nanomechanism helps by filling nanomaterials in surface pits and minimizing the enlargement of pits. The filling effect mechanism is very important in controlling surface deterioration, as shown in Fig. 1. Nevertheless, low friction coefficient values can be achieved with the optimum concentration of FMWCNts by attaining better lubrication properties between the tribo contact region. Exceeding a threshold nanousage in the lubricant causes increases in friction and wear.

Schematic diagram. (a) Four-ball tribometer, (b) wear mechanism involving the incorporation of nanoparticles as additives, (c) illustration of Stribeck and tribopair behaviour
2.3 Tribochemical analysis using Raman scattering
Raman spectroscopy is crucial for researching structural characteristics and studying the formation tribofilm on material surfaces. A confocal Renishaw Raman microscope was employed to identify the existence of a tribochemical layer with a continuous scan rate of 10 s and 532 nm laser source with 100 µm focus. The Raman spectra provide the structural details of the worn frictional surfaces lubricated using various concentrations of functionalized multiwall nanocarbon tubes blended with CGO and palm lubricants.
2.4 Dynamic response of tribocontacts under friction
The friction-induced vibration response in the rolling/sliding contact machine elements plays a vital role in the reliability and service life of the rotating machine [25]. An increase in wear on load-bearing contact surfaces of machine elements in conjunction with wear particles causes an increase in vibration response. Therefore, the vibration signals were acquired from the four-ball tribometer, and the RMS values of vibration signals were extracted to correlate the wear damage developed on the sliding contact surface of the ball specimens [26]. The RMS values of vibration signals which provided wear severity in the fourball tribometer are given in the following Eq. 1.
2.5 Experimental setup and procedure
The friction and wear under nanolubricants were evaluated through an experimental study using a four-ball tribometer, as depicted in Fig. 1, following the guidelines ASTM D5183-21a standards. An FMWCNT additive is added to a blend of palm and commercial-grade oil used as a base oil lubricant. The four-ball tribometer assembly consisted of a revolving ball at the top, and three stationary balls were securely fastened at the bottom of the entire assembly. In order to investigate the extreme pressure and wear capabilities of lubricants, the specimen balls can be subjected to various pressures and spinning speeds. The test steel balls had a diameter of 12.7 mm a micro-hardness grade ranging from 64 to 66 HRC. The operating spindle speed was fixed at 1200 ± 2 revolutions per minute, and the duration was 60 min. As shown in Fig. 2, the accelerometer was positioned vertically on the three-ball chuck holder. An eight-channel data acquisition system (Dewetron-DEWE 43 A) was used to acquire vibration signals with a sampling rate frequency of 20 kHz. The signals were saved in the computer for further processing of the vibration analysis. An optical microscope was used to investigate the point contact wear scars that had developed on the steel ball specimens. Various characterization techniques were employed to analyse ball contacts, including energy-dispersive X-ray analysis (EDS), atomic force microscopy (AFM) and Raman spectroscopy. The specifications of operating conditions are also shown in Table 1.

Methodology followed for the experiments
3 Results and discussions
3.1 Wear scar diameter and wear volume
The WSD and wear volume of three stationary balls were analysed, and the results were depicted in Figs. 3 and 4. Steel ball specimens were lubricated using various weight percentages of nanomaterial with blend oil. The wear scar diameter of ball specimens was measured using an optical microscope. Furthermore, the empirical equations were applied to calculate the wear volume [27, 28]. Figures 3 and 4 indicate the reduction in WSD and wear volume as a function of different oil samples. The higher concentration, i.e. 0.25 wt.% of FMWCNT blended lubricant, showed severe wear on the ball specimens. However, the higher nanoconcentration blend lubricants showed less wear scar values than commercial grade oil lubricated specimens. SEM analysis in Sect. 3.3 shows that sliding contact with a lubricant concentration of 0.25% led to abrasive wear on the ball contact surfaces. During the lubricating action, the hard particles generated from the specimen further abrade the contact surfaces, causing a significant mass loss and an increase in wear volume. The FMWCNTs in blend oil form a strengthened lubricant film on sliding contact surfaces. The results of WSD and wear volume obtained in this work by using FMWCNTs with blend oils were compared with the commercial-grade oil experimental results. The results showed a noticeable reduction in WSD of 38%, 35%, 33% and 14% compared to CGO when lubricated with blend oil with 0.01 wt.%, 0.025 wt.%, 0.1 wt.% and 0.25 wt.% of MMWCNTs. A similar kind of improvement was depicted in the reduction of wear volume, as compared to CGO value; varying weight percentages of FMWCNTs with blend oil showed 72%, 73%, 76% and 15% reductions observed.

Wear scar diameter with various lubricants (a) CGO, (b) blend + 0.025 wt.% FMWCNTs, (c) blend + 0.05 wt.% FMWCNTs, (d) blend + 0.1 wt.% FMWCNTs and (e) blend + 0.25 wt.% FMWCNTs, test conditions 60 min, the load applied 392 N

Wear volume values with various lubricants (a) CGO, (b) blend + 0.025 wt.% FMWCNTs, (c) blend + 0.05 wt.% FMWCNTs, (d) blend + 0.1 wt.% FMWCNTs and (e) blend + 0.25 wt.% FMWCNTs; test conditions at 60 min duration, with a load of 392 N applied
3.2 Tribocontact surface topography analysis
To better understand tribopair surface contacts, it is necessary to analyse surface texture and wear profiles. The roughness measurement through 3D parameters indicates better diagnostic information of worn surfaces than that of 2D parameters obtained using a conventional Perthometer. The contact mode of atomic force microscopy (AFM) was used to investigate the surface imperfections of the worn steel surfaces. The AFM topographical images of the wear scar ball samples are shown in Fig. 5(aa*–ee*). The lubricated ball specimens were subjected to tribotest by considering CGO and palm blended with 0.01 wt.%, 0.025 wt.%, 0.1 wt.% and 0.25 wt.% of FMWCNTs. The surface topography of the worn specimen was evaluated by considering roughness parameters, viz. root mean square area roughness (Sq) and root mean square line roughness (Rq), which was measured using AFM. Initial surface roughness values are measured using AFM; the average value of root mean square roughness (Rq) is 4.251 nm, and the area RMS roughness (Sq) is 5.792 nm. After conducting tribological tests, lesser values of Rq and Sq were identfied for the specimen lubricated using 0.1 wt.% FMWCNTs in blend oil shown in Fig. 5(d–d*). In contrast, the highest Rq and Sq values were obtained for the blended lubricant, which consists of 0.25 wt.% FMWCNTs as shown in Fig. 5(e–e*).

AFM topographical deflection (2D, top view) and 3D images of the worn surfaces lubricated with CGO (a–a*), blends with varying FMWCNT percentages 0.025 wt.% (b–b*), 0.05 wt.% (c–c*), 0.1 wt.% (d–d*), 0.25 wt.% (e–e*)
The specimen lubricated using 0.025 wt.% nanolubricant shows surface destruction with grooves along the sliding direction on ball contact surfaces, as shown in Fig. 5(b–b*). On the other hand, Fig. 5(c–c*) shows lesser deep grooves along with the sliding direction of ball specimens. The surface roughness values observed in 0.05 wt.% lubricated ball specimens showed a reduction in Rq and Sq parameters at about 9.25 nm and 15.306 nm, respectively. This decrement in roughness can be attributed to the appropriate weight percentage concentration of FMWCNT in blend oil, resulting in tribofilm forming between sliding contact surfaces. On the other hand, FMWCNTs in blend lubricant result in a considerable reduction in roughness in comparison to different concentrations of 0.1 wt.% lubricated ball surfaces, which exhibited 5.149 nm and 6.540 nm, respectively, as shown in Fig. 5(d–d*).
Tribofilm buildup on the sliding contact surfaces could be the cause of this. The tribofilm present on sliding contact surfaces consists of blend oil with nanomaterials, which possess a good affinity towards adsorption, desorption and appropriate lubrication mechanism to facilitate lubricating action on the sliding contact surfaces [29]. There is an abnormal increase in the wear on the specimen surfaces, which were lubricated by using 0.25 wt.% nanomaterial blended lubricant samples, as shown in Fig. 5(e–e*). This could be due to higher shear stress in the nanolubricant at tribocontact surfaces, which resulted in an overall increase in wear.
3.3 Surface film tribochemical analysis
3.3.1 Surface morphology analysis
In order to identify the presence of the various elements, the surface morphology of the worn scar surfaces was analysed using scanning electron microscopy (SEM) and energy-dispersive X-ray spectroscopy (EDX) after the tribotests had been performed. Figure 6(a–e) show the SEM images of the worn surfaces of steel ball samples, which were obtained after the interaction of tribo tests in the presence of CGO and palm blended lubricant with nanoadditive. The worn surfaces in the presence of 0.1 wt.% nanoadditive lubricant showed smoother surfaces compared to the CGO lubricated specimen surfaces shown in Fig. 6d. Figure 6b shows the SEM and EDX details of tribocontact surfaces lubricated under blend oil with 0.025 wt.% of FMWCNT. From the SEM image, it was noticed that abrasive wear occurred due to lesser lubricant film strength. This is because the small micro-abrasive particles came out during sliding action due to interactions of asperity contacts that created furrows and small pits. The above statement is supported by using EDX plot which highlighted a higher level of Fe concentration. Furthermore, the chromium coated on the ball specimen oxidized due to sliding action and high temperatures during the tribotest, highlighted in Fig. 6d in the EDX spectrum. Oxygen and carbon elements appeared in the EDX plots, which revealed the oxidation layer formed on contact surfaces, which were lubricated by using blend oil with FMWCNTs to minimize wear severity.


The micromorphology of wear scar of lower ball (stationary ball) via SEM characterization and elemental distribution for 60 min of friction surfaces lubricated with (a) CGO oil, blend with various weight percentages of FMWCNT, (b) 0.025 wt.%, (c) 0.05 wt.%, (d) 0.1 wt.%, (e) 0.25 wt.%, under magnification of 1000 ×
Figure 6c shows the SEM/EDX details of 0.05 wt.% of FMWCNTs in blend lubricated tribocontact surfaces. Black colour layer marks are observed on the wear scar surfaces due to the formation of the oxide layer. EDX results revealed an increase in carbon element percentage, which highlighted the formation of a thin oxide layer on the specimen surface, which facilitated the minimization of wear and friction. The EDX plots show a reduction in base element percentage due to CNT layer formation on the contact surfaces. Figure 6d shows the SEM/EDX details of 0.1 wt.% of FMWCNTs in blend oil–lubricated tribocontact surfaces, and this micrograph indicates the formation of the nano-CNT layer on the ferrous and chromium oxide layers. EDX results of 0.1 wt.% of nano-lubricated ball specimens showed increased carbon element percentage compared with 0.025 wt.% and commercial oil-lubricated specimens. However, CGO consists of anti-wear additives such as zinc dialkyldithiophosphate (ZDDP), which can minimize the wear at higher temperatures and load conditions. Figure 6e shows the SEM/EDX spectrum details of 0.25 wt.% of FMWCNTs blended in CGO and palm blend lubricated on tribocontact surfaces. The increase in oxidation level in the tribocontact region resulted in a negative effect on lubricant and specimen contact surfaces. The addition of 0.25 wt.% FMWCNTs to blend oil took longer duration for sedimentation than other combinations of blend nanolubricants. Nevertheless, elevated amounts of nanomaterials adversely impacted the lubricating performance. From Fig. 6e, the SEM image depicted a large amount of oxidation precipitates adhered to the contact surfaces. Adding 0.25 wt.% of FMWCNTs with blend results in higher viscosity of lubricant which affects the rolling/mending capabilities of CNTs. As a result, the CNTs fail to provide adequate lubrication due to increased fatigue load cycles, which led to the enlargement of pits followed by deep furrows. The EDX plot depicted in Fig. 6e demonstrates a higher proportion of oxygen elements compared to the EDX results of the other samples. Furthermore, an increase in carbon percentage due to the deposition of excessive nanomaterials formed pit was shown in SEM image. Hence, it was concluded that the optimum usage of FMWCNTs to blend lubricant results in better lubrication performance, which minimizes friction and wear on contact surfaces.
3.3.2 Raman spectra analysis
In order to conduct an in-depth investigation into nanolubrication on sliding contact surfaces, a comprehensive analysis of tribochemistry is required. In this context, Raman spectroscopy technique has been used to evaluate the chemical composition and structural information of worn ball specimens lubricated by using blend and MWCNT additive lubricants. Figure 7a represents the synthesized FMWCNT with characteristic peaks at around 1340 cm−1 and 1570 cm−1, which indicate the D and G bands of the MWCNT-COOH [30]. In contrast to the G band, which is caused by in-plane vibrations of the CNTs sp2 linked carbon atoms, the D band is connected to structural defects because of out-of-plane vibrations related to their presence in CNTs. However, after the tribo test, the FMWCNTs formed on the worn surface displayed a more profound D band, indicating a rise in nanotube defect levels [31, 32]. Hence, a thin tribofilm of FMWCNTs is formed on the siding contact surfaces of the specimen. The frictional region is flattened and smooth by the FMWCNTs blended into the blend oil, significantly reducing friction and wear.

Raman spectra of (a) FMWCNT. Worn surface images of various wt.%: (b) 0.025 wt.%, (c) 0.05 wt.%, (d) 0.1 wt.% and (e) 0.25 wt% of FMWCNT’s nanoblend lubricated surfaces. (f, g) Corresponding Raman spectra peaks of wear surfaces
Figure 7a indicates Raman spectra obtained from FMWCNT before conducting tribotests; hence, ID/IG ratio has a value of 0.94. This ratio often indicates the degree of disorder or defects in carbon materials. A higher ID/IG ratio is typically associated with increased disorder or structural defects. Figure 7b–e depict the Raman spectra in which the chemical composition variations can be observed due to structural changes occurred in the ball specimen subjected to tribotests. When FMWCNT was used as an additive, the ID and IG characteristic peaks of carbon materials showed higher values, which is highlighted in the formation of the carbon-based lubricant film on the sliding contact surfaces. Raman spectra showed ID/IG values of 1.64, 1.35, 1.34 and 1.29 for the specimen lubricated by using various 0.25 wt.%, 0.1 wt.%, 0.05 wt.% and 0.025 wt.% FMWCNTs in blended oil, respectively.
A careful examination of the wear scar’s 3D and 2D morphologies revealed a distortion in the crystalline carbon structure, resulting in a minor shift in the D and G bands. This shift could result in sliding surface-induced stress. The iron and chromium oxide peaks were emphasized in the spectrum in Fig. 7f–g, which resulted from friction-induced lubricant oxidation during the tribo test. While the peak at 271 cm−1 is made up of a convolution of the α-Fe2O3 and Cr2O3 peaks, the peak at 226 cm−1 belongs to the α-Fe2O3 band. The presence of (Fe, Cr)O3 and γ-Fe2O3 is shown by the peaks at 382 cm−1 and 486 cm−1 respectively [33]. A similar kind of observation was made by Vinay et al. [34], in which authors have discussed the Raman spectra peak obtained around 664 cm−1 wavenumber. This peak highlighted the formation of ferrous oxide in the form of Fe3O4 that appeared on the ball specimen subjected to tribotest. Due to lesser concentrations of nanoparticle in the lubricant and larger sliding contact area in the point contact surfaces, the specimen substrate surfaces are exposed to local pressure [35, 36].
However, in comparison to 0.025 wt.% FMWCNT-lubricated specimen, the contact surfaces of other specimens lubricated by using 0.05 wt.%, 0.1 wt.% and 0.25 wt.% FMWCNTs with blend oil lubricants showed less adsorption on their sliding track surfaces. This less adsorption can be attributed to the dominance of chromium oxide and ferrous oxide compositions on the substrate surfaces, where the nanomaterial formation occurred as an oxidation film to protect as coating in the sliding contact surfaces [37]. As a result, the FMWCNT layer effectively separates the sliding contact surfaces of ball specimens. The nanomaterial present on the surface as a layer acts as a roller, thereby minimizing friction and wear.
On the other hand, an increase in nanomaterial percentage in blend oil resulted in a noticeable increase in wear scar and friction, which is evident in Fig. 7e. Increased CNT weight percentages in the lubricant cause the sliding contact surfaces of the ball specimen to clump together and interlock with one another, increasing the resistance to relative motion between the sliding contact surfaces during tribotest. Consequently, the high concentration of FMWCNT-blended lubricant resulted in an increase in wear on specimen contact surfaces than that of specimen lubricated by using a lesser concentration of FMWCNTs in blend lubricant oil [38]. A non-uniform carbon oxide film depicted in Fig. 7e, highlighted in black colour precipitation on the tribocontact surfaces, can be ascribed to an increase in ID/IG value (1.64). The higher ID/IG ratio increment for the nano-based blend oil tribofilm reveals that the nanomaterials were mechanically sheared and stressed due to sliding action during lubrication.
3.4 Friction-induced vibration response on tribocontact surfaces
The efforts were made to correlate the friction generated in the tribosystem with the vibration signals acquired from the test rig. Figure 8a–e depict the RMS values of vibration signals acquired from the tribometer, in which the specimens were lubricated by using blend oil with various weight percentages of FMWCNTs. The RMS and friction values showed a similar trend with respect to operating time. During tribotests, the operating parameters, viz. lubricant temperature, viscosity and surface roughnes values, get change at tribocontact region which leads to breakdown of lubricant film thickness. As a result, the normal load acting on the specimen is increased, which results in scuffing wear on the sliding contact surfaces. An increase in load cycles on the specimen further causes severe wear thereby result in a rise in vibration levels. On the other hand, the development of scuffing causes the removal of metal particles/wear particles from the sliding track and causes higher temperature and a negative effect on the intended lubrication performance in the tribopairs. However, the lubricant samples blended with FMWCNTs showed a better lubrication performance than that of individual CGO, which is vividly discussed in the aforementioned results and discussion sections.

Mean vibration RMS signal plots from four-ball tribometer tests under the same sliding condition but using different lubricant oil samples (a) CGO oil, blend with various weight percentages of FMWCNT, (b) 0.025 wt.%, (c) 0.05 wt.%, (d) 0.1 wt.%, (e) 0.25 wt.%, (f) Average value of vibration signals.
Figure 8a indicates the trends of RMS values extracted from the vibration signals; these vibration signals were acquired from the specimen which lubricated under CGO. In this CGO lubrication conditions, the RMS values showed an overall increase trend with respect to operating time. Furthermore, Fig. 8(b-e) depict the blend oil and FMWCNTs with different concentrations (0.05 wt.% and 0.1 wt.%) significantly reducing RMS values of vibration signals by over 5.5% and 7%, respectively. This reduction is due to the rolling/mending effect of FMWCNTs during lubricating action in the sliding contact surfaces. The blend with 0.25 wt.% of FMWCNTs showed a little higher RMS level in comparison to the lower concentration nanomaterials blends.
However, the results showed about a 3% reduction in RMS values of vibration signal than that of RMS values obtained from the test setup lubricated under CGO. The above-discussed results were clearly indicated in Fig. 8b–f, which suggests that the nanoadditives significantly affect friction and wear reduction. This could be due to the synergistic effect of nanoadditives and lubrication characteristics of CGO-palm oil blend charecterisctics. An increase in the weight percentage of nanomaterials in the lubricant affects the shear stress of lubricant, i.e. a blend containing 0.25 wt.% nanolubricant, which contains a large number of nanomaterials, results in higher shear stress than that of a blend with a lower weight percentage of nanomaterials. The higher shear stress causes an increase in asperity contacts on sliding contact surfaces, thereby increasing friction and vibration levels in the tribopairs. It was also postulated that the excess amount of nanomaterials acts as a third body particle between the contact surfaces, which increases fiction-induced vibrations [39].
4 Conclusions
Experimental studies were conducted to analyse the tribological characteristics of vegetable oil blended with commercial-grade oil (CGO) lubricant with the addition of FMWCNTs. The lubrication performance was assessed by analysing the wear volume, topography, dynamic response and spectrometric studies of the sliding contact surfaces. The findings from the experimental investigations are presented below.
-
1.
Wear scar diameter of ball specimens lubricated with 0.1 wt.% nanoblend showed 38% reduction, which is superior to other oil lubrication conditions. Moreover, other nanomaterial blended lubricant samples exhibited consistent wear scar diameters.
-
2.
The wear volume findings obtained from ball specimens lubricated with 0.1 wt.% nanolubricant presented an average reduction of 35% compared to samples lubricated with commercial-grade oil.
-
3.
The AFM results showed the synergistic effect of nanolubricant by reducing 88% surface roughness Rq parameter values with 0.1 wt.% nanolubricant compared to surface lubricated with commercial oil.
-
4.
SEM/EDX results analysed an in-depth examination of elemental transfer films on tribosurfaces in addition to the Raman spectrometry.
-
5.
The specimens lubricated with CGO showed a higher vibration response than other nanoblend lubricants. Adding 0.1 wt.% nanoblend lubricant resulted in lesser friction-induced vibrations, approximately 7% lower than those observed with CMO.
This study explores the application of a blend with FMWCNT in machine components like bearings, gears and rotating machines. The testing is underway, and the results will be duly considered in future research publications.
References
Singh Y, Sharma A, Singh NK, Chen W-H (2020) Development of bio-based lubricant from modified desert date oil (balanites aegyptiaca) with copper nanoparticles addition and their tribological analysis. Fuel 259:116259. https://doi.org/10.1016/j.fuel.2019.116259
Araújo Junior AS, Sales WF, da Silva RB et al (2017) Lubri-cooling and tribological behavior of vegetable oils during milling of AISI 1045 steel focusing on sustainable manufacturing. J Clean Prod 156:635–647. https://doi.org/10.1016/j.jclepro.2017.04.061
Zhang Y, Li HN, Li C et al (2022) Nano-enhanced biolubricant in sustainable manufacturing: from processability to mechanisms. Friction 10:803–841. https://doi.org/10.1007/s40544-021-0536-y
Sajeeb A, Rajendrakumar PK (2019) Comparative evaluation of lubricant properties of biodegradable blend of coconut and mustard oil. J Clean Prod 240:118255
Shahabuddin M, Masjuki HH, Kalam MA et al (2013) Comparative tribological investigation of bio-lubricant formulated from a non-edible oil source (Jatropha oil). Ind Crops Prod 47:323–330. https://doi.org/10.1016/j.indcrop.2013.03.026
Shahnazar S, Bagheri S, Abd Hamid SB (2016) Enhancing lubricant properties by nanoparticle additives. Int J Hydrog Energy 41:3153–3170
Katpatal DC, Andhare AB, Padole PM (2020) Performance of nano-bio-lubricants, ISO VG46 oil and its blend with Jatropha oil in statically loaded hydrodynamic plain journal bearing. Proc Inst Mech Eng Part J J Eng Tribol 234:386–400
Narayanasarma S, Kuzhiveli BT (2021) Evaluation of lubricant properties of polyolester oil blended with sesame oil-An experimental investigation. J Clean Prod 281:125347
Kamarapu SK, Muniyappa A, Bheemappa S et al (2022) Tribological and vibration characteristics of the palm-mineral blend as a sustainable lubricant in steel-steel contacts. Biomass Convers Biorefinery. https://doi.org/10.1007/s13399-022-03603-w
Singh Y, Abd Rahim E, Singh NK et al (2022) Friction and wear characteristics of chemically modified mahua (madhuca indica) oil based lubricant with SiO2 nanoparticles as additives. Wear 508:204463
Kumar R, Gautam RK (2024) Tribological investigation of sunflower and soybean oil with metal oxide nanoadditives. Biomass Conv Bioref 14:2389–2401. https://doi.org/10.1007/s13399-022-02411-6
Koshy CP, Rajendrakumar PK, Thottackkad MV (2015) Evaluation of the tribological and thermo-physical properties of coconut oil added with MoS2 nanoparticles at elevated temperatures. Wear 330–331:288–308. https://doi.org/10.1016/j.wear.2014.12.044
Gupta RN, AP H (2018) Tribological study of castor oil with surface-modified CuO nanoparticles in boundary lubrication. Ind Lubr Tribol 70:700–710. https://doi.org/10.1108/ILT-02-2017-0030
Loo DL, Teoh YH, How HG et al (2023) Effect of nanoparticles additives on tribological behaviour of advanced biofuels. Fuel 334:126798
Jason YJJ, How HG, Teoh YH et al (2021) Tribological behaviour of graphene nanoplatelets as additive in pongamia oil. Coatings 11:732. https://doi.org/10.3390/coatings11060732
Azman NF, Samion S, Musa MN (2023) The role of oleic acid on the structural changes of graphite nanoplatelets in enhancing the tribological performance of a palm oil-based lubricant. Proc Inst Mech Eng J J Eng Tribol 237:1353–1371. https://doi.org/10.1177/13506501221134162
Mushtaq Z, Hanief M (2020) Evaluation of tribological performance of jatropha oil modified with molybdenum disulphide micro-particles for steel–steel contacts. J Tribol 143. https://doi.org/10.1115/1.4047752
Zhang G, Xu Y, Xiang X et al (2018) Tribological performances of highly dispersed graphene oxide derivatives in vegetable oil. Tribol Int 126:39–48
Gupta HS, Sehgal R, Wani MF (2022) Tribological characterization of eco-friendly bio-based mahua and flaxseed oil through nanoparticles. Biomass Convers Biorefinery. https://doi.org/10.1007/s13399-022-03174-w
Liu Z, Yang J, Grey F et al (2012) Observation of microscale superlubricity in graphite. Phys Rev Lett 108:205503. https://doi.org/10.1103/PhysRevLett.108.205503
Gupta MK, Korkmaz ME, Shibi CS et al (2023) Tribological characteristics of additively manufactured 316 stainless steel against 100 cr6 alloy using deep learning. Tribol Int 188:108893
Etri HEL, Singla AK, Özdemir MT et al (2023) Wear performance of Ti-6Al-4 V titanium alloy through nano-doped lubricants. Arch Civ Mech Eng 23:147. https://doi.org/10.1007/s43452-023-00685-9
Gupta MK, Demirsöz R, Korkmaz ME, Ross NS (2023) Wear and friction mechanism of stainless steel 420 under various lubrication conditions: a tribological assessment with ball on flat test. J Tribol 145:041703
Korkmaz ME, Gupta MK, Demirsöz R (2022) Understanding the lubrication regime phenomenon and its influence on tribological characteristics of additively manufactured 316 Steel under novel lubrication environment. Tribol Int 173:107686
Li S, Dong C, Yuan C, Bai X (2023) Effects of TiO2 nano-particles on wear-resistance and vibration-reduction properties of a polymer for water-lubricated bearing. Wear 522:204713. https://doi.org/10.1016/j.wear.2023.204713
Chern S-Y, Ta T-N, Horng J-H, Wu Y-S (2021) Wear and vibration behavior of ZDDP-containing oil considering scuffing failure. Wear 478:203923
Kasar AK, Reeves CJ, Menezes PL (2022) The effect of particulate additive mixtures on the tribological performance of phosphonium-based ionic liquid lubricants. Tribol Int 165:107300
Shang W, Cai T, Zhang Y et al (2018) Facile one pot pyrolysis synthesis of carbon quantum dots and graphene oxide nanomaterials: all carbon hybrids as eco-environmental lubricants for low friction and remarkable wear-resistance. Tribol Int 118:373–380
Ouyang T, Lei W, Tang W et al (2022) Synergistic low friction effect and mechanism of inorganic fullerene-like tungsten disulfide and talcum at the interface of steel tribo-pairs under severe conditions. Appl Surf Sci 585:152570. https://doi.org/10.1016/j.apsusc.2022.152570
Lonkar SP, Kushwaha OS, Leuteritz A et al (2012) Self photostabilizing UV-durable MWCNT/polymer nanocomposites. RSC Adv 2:12255–12262
Sui X-M, Giordani S, Prato M, Wagner HD (2009) Effect of carbon nanotube surface modification on dispersion and structural properties of electrospun fibers. Appl Phys Lett 95:233113. https://doi.org/10.1063/1.3272012
Salah N, Abdel-wahab MSH, Alshahrie A et al (2017) Carbon nanotubes of oil fly ash as lubricant additives for different base oils and their tribology performance. RSC Adv 7:40295–40302. https://doi.org/10.1039/C7RA07155H
Reinert L, Lasserre F, Gachot C et al (2017) Long-lasting solid lubrication by CNT-coated patterned surfaces. Sci Rep 7:42873. https://doi.org/10.1038/srep42873
Saini V, Seth S, Ramakumar SSV, Bijwe J (2021) Carbon nanoparticles of varying shapes as additives in mineral oil assessment of comparative performance potential. ACS Appl Mater Interfaces 13:38844–38856. https://doi.org/10.1021/acsami.1c09478
Stott FH, Wood GC (1978) The influence of oxides on the friction and wear of alloys. Tribol Int 11:211–218. https://doi.org/10.1016/0301-679X(78)90178-0
Gachot C, Rosenkranz A, Reinert L et al (2013) Dry friction between laser-patterned surfaces: role of alignment, structural wavelength and surface chemistry. Tribol Lett 49:193–202. https://doi.org/10.1007/s11249-012-0057-y
Reinert L, Suárez S, Rosenkranz A (2016) Tribo-mechanisms of carbon nanotubes: friction and wear behavior of CNT-reinforced nickel matrix composites and CNT-coated bulk nickel. Lubricants 4:11. https://doi.org/10.3390/lubricants4020011
Su Y, Tang Z, Wang G, Wan R (2018) Influence of carbon nanotube on the tribological properties of vegetable-based oil. Adv Mech Eng 10:1687814018778188. https://doi.org/10.1177/1687814018778188
Rajkumar K, Aravindan S (2013) Tribological behavior of microwave processed copper–nanographite composites. Tribol Int 57:282–296. https://doi.org/10.1016/j.triboint.2012.06.023
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Ethics approval
The authors state that the research was conducted according to ethical standards.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Kumar, K.S., Muniyappa, A., Tiwari, S. et al. Tribological performance of steel-steel contact tribosurfaces by using nano-enhanced biolubricant. Int J Adv Manuf Technol 132, 3605–3620 (2024). https://doi.org/10.1007/s00170-024-13564-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-13564-1