
Abstract
In industrial applications of laser welding of aluminum alloys, it is often a challenge to find optimal process parameters to produce welded joints of good quality. This study investigates the effect of changes in welding parameters on the resulting welding defects and tensile properties of laser-welded aluminum alloy joints. A high-power disk laser was used for welding 2.54 mm thick AA6061-T6 sheets with four different sets of process parameters. X-ray computed microtomography and full-field microhardness mapping were first used to characterize the as-welded joints. Surface strain mapping based on digital image correlation and a two-mirror optical setup was applied to tensile testing of welded joints up to ductile failure. It was found that the fusion zone of all four laser-welded joints has similar microhardness levels and spatial distributions. Small pores were detected in all four weld joints, except one had a few large pores. Both microstructural heterogeneities and surface geometric irregularities were found to induce highly non-uniform local tensile deformation in laser-welded joints. One set of laser welding parameters was identified to produce the aluminum welds with the best tensile properties even though its weld joint may contain a few relatively large pores.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Laser welding has been popularly recognized as one of the desired joining processes compared with other traditional welding methods [1,2,3,4,5] due to its unique process features of high energy density and penetration depths, small heat-affected zone (HAZ), and less distortions. Moreover, laser welding provides a more accessible approach to automation as a non-contact process. Aluminum alloys are one of lightweight structural metals with excellent properties of high corrosion resistance, good formability, and high thermal and electrical conductivity [2, 6,7,8,9]. These alloys have been widely used or adopted to replace conventional steel structures in many industrial sectors, like aerospace and automotive [1,2,3, 6, 10, 11]. However, laser welding of high-reflectivity materials like aluminum alloys faces many challenges, such as unstable weld penetration capability as a result of high laser reflectivity, critical weld porosity, and crack issues [1, 12,13,14,15]. Hence, obtaining a desirable laser weld quality without unacceptable defects is one of the technical challenges for those industrial applications on joining such type of material.
In past years, many studies have been carried out with different welding processes and materials from the experimental and computational fields [4, 12, 16,17,18,19,20,21]. For AA6061-T6, fusion zone (FZ) and HAZ of the weld joints are the potentially weakened regions due to the softening phenomenon that happened during the welding process and limit the service life of the part. Therefore, further understanding of the relationship between laser welding parameters and mechanical properties of weld joints is necessary and valuable to improve the quality of the weld seam.
Several experimental approaches are available to investigate the mechanical properties of welded joints, such as the uniaxial tensile test with digital image correlation (DIC) method for full-field measurements, scanning electron microscope (SEM) for fracture morphology, micro-hardness test, and X-ray computed microtomography (micro-CT) for porosity distribution [22,23,24,25,26,27]. DIC is one of the non-contact optical measurement methods widely used since the 1980s [28,29,30,31] and has recently been applied to study the mechanical properties of welded joints [22,23,24,25, 27, 32,33,34,35,36,37,38,39,40,41,42,43,44]. It is a reliable and well-developed technique to obtain full-field in-plane displacement and strain deformation in experimental mechanics. The global true stress–true strain curves can be obtained from the local constitutive equations of various weld zones utilizing uniaxial tensile tests with DIC. With the help of two cameras or an advanced camera, a three-dimensional (3D) DIC measurement could be employed to understand the 3D deformation of a single test coupon during the test [22, 25, 37, 38]. However, the synchronization between multiple cameras and the expensive cost of a 3D DIC system become issues when the 3D DIC measurement is employed. Chen and Pan [45] proposed a novel mirror-assisted panoramic camera system for full-surface 360-deg DIC measurement. Their experimental results validated that the panoramic-DIC method can provide accurate measurement in general material testing.
In past years, many studies have been carried out with different welding processes and materials from the experimental and computational fields [4, 12, 16,17,18,19,20,21, 46]. Chu et al. [4] studied the structural properties of laser-welded 6061 Al joints manufactured with various laser welding processing parameters. They found that the processing parameters in laser welding affect the size and shape of welds, microstructure distribution, and weld strength. A set of 4.8 mm thick AA6061-T6 aluminum plates were laser welded with various combinations of laser welding parameters sets to evaluate their effect on weld integrity and metallurgical and tensile properties by Mirakhorli’s group [17]. Liu et al. reported a predictive model of geometry and porosity of the 6061 weld joints under various welding processes [46]. Investigating the relationship between laser welding processes, weld defects, and metallurgical and mechanical properties is worthwhile.
In recent years, DIC has been introduced and employed to investigate the global and local tensile deformation of welded joints [22,23,24,25, 27, 32,33,34,35,36,37,38,39,40,41,42,43,44]. Bai et al. [24] obtained the elastic–plastic constitutive relationship of laser-welded 6061 aluminum alloy based on full-field optical measurement by DIC. Their results also indicate that the mechanical properties of welded joints were weaker than other regions and were consistent with hardness measurement. The material behavior of AA6061-T6 joined by friction stir weld was studied and characterized by uniaxial tensile tests using DIC presented by Ono and Yokoyama [27]. Although DIC helps to understand the surface deformation of a test coupon, the limitation of this method is obvious. Utilizing this method is hard to capture internal deformation or predict the possible location of failure initiated inside the test coupon. Micro-CT is an optional approach to characterize the 3D microstructure in many material studies [14, 23, 26, 47] that provides detailed information in a non-destructive way. For example, He et al. [23] used a 2D X-ray scanner to locate the position of porosity on the surface of the 2A97-T3 butt welded joints and studied the tensile using the DIC measurement. They discovered that porosity in the welded joints produces heterogeneous deformation, which quickens the failure's progression. Recently, a study related to the internal defects of weld joints generated during friction stir welding was proposed by Roy et al. [26]. They detected and quantified the shape and location of any internal defects in the weld joints. These defects would eventually affect the mechanical properties of the weld joints in some way. Therefore, it was necessary to use appropriate measurement methods to characterize the mechanical behaviors of weld joints with different welding parameters, detect the internal defects for welding parameter optimization, and provide reliable experimental data for further investigations.
Most published works focus on the tensile properties of welded coupons under various welding parameter sets or the local elastic–plastic behavior from DIC with a single view or porosity generation introduced during welding processes. Few works presented local strain distribution and stress–strain evolutions and linked them with the existing porosities produced during welding. Moreover, few studies employed micro-CT to detect and investigate internal porosities in the welded joints. This study utilized these methods to evaluate the welded joints of AA6061-T6 sheets with 2.54 mm thickness joined by laser welding under various welding parameters. A modified two-mirror fixture was designed and employed in the tensile tests of the welded joint using just one camera to monitor a 180 or 270-degree surface. This setup helped resolve the synchronization issue caused by multiple cameras and saved the cost of purchasing a new 3D DIC system. The tensile properties with different geometries at the joints were studied under different strain rates. The effects of welding parameters on the mechanical properties of joints were analyzed by comparing tensile properties, microhardness, and strain mapping obtained by DIC. Furthermore, the defects on the fractured surfaces and the porosity distribution per condition were obtained by SEM and micro-CT scanning. Finally, the relationship between the welding parameters and properties of welded joints and the benefits of optimizing the laser welding process and increasing the quality of welded joints were established.
2 Experimental Procedure
2.1 Material and laser welding processing
The base metal (BM) was a heat-treated 6061-T6 aluminum alloy sheet with a dimension of 304.8 mm × 127 mm × 2.54 mm. The chemical compositions of BM are listed in Table 1.
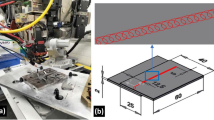
During the welding process, the high-power disk laser welding system in the current study is shown in Fig. 1. This system mainly consists of a 10-kW (TruDisk 10002) laser power source, a Laser Mechanisms’ reflective optic head, and a 9-axis KUKA Robotic motion system controlled by ESAB patented main process controller (MPC).

Laser welding system in the lab (a) experimental setup and (b) schematic diagram
To obtain the optimized welding parameters, four pretests were carried out with a fixed travel speed (1.27 m/min, 2.54 m/min, 3.81 m/min, and 5.08 m/min) and consistently ramping laser power from 1 to 3 kW, 2 kW to 4 kW, 2.5 kW to 4.5 kW, and 3 kW to 5 kW with an increment of 0.01 kW per mm. As the travel speed was fixed during the welding processes, laser power became the major controllable variable to affect the penetration depth and appearance of the weld joints. Pretests were conducted to check out the minimum laser power input for obtaining a weld seam with full penetration and good appearance. Four sets of minimum laser power and travel speed were chosen and listed in Table 2. The laser beam was focused on the weld surface, and pure argon gas was used to shield the weld pool with a 40 L/min flow rate. A bead-on-plate test was performed in this study to simulate the butt joint configuration with a zero-gap condition. This test prevented the effect of gap size variance on the joint strength and weld formability in the laser welding tests. All the welding seams were not using back purge shield gas protection in this study.
2.2 Characterization and mechanical testing
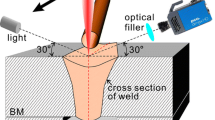
After the welding processes, the cross-section morphology of the welded joint was captured by the KEYENCE digital microscope (VHX 500) equipped with a VH-Z20 lens. The microscopic image size was 4800 by 3600 pixels with a resolution was 1.24 µm/pixel. The standard and customized tensile coupons were prepared by an abrasive waterjet cutting machine for analyzing the tensile properties of both BM and welded joints. As shown in Fig. 2 (e), the coupons of BM are machined along the plate’s transverse direction (TD), and the welded jointed coupons are cut from the same direction. Figure 2 (b) and (c) depict the dimensions of the standard and customized tensile coupons. For the micro-CT and microhardness measurement (see Fig. 2 (d)), a small rectangular coupon was cut from the welded joint of four welding parameter sets with an average size of 11 mm × 5.8 mm in length by width. To avoid the weld quality inconsistencies caused by laser start or stop, the weld samples for micro-CT scans were cut and extracted from the near-middle region of the weld seams and avoid from the both ends of the weld sample.

Schematic drawing of tensile test specimens’ dimensions and machining direction: (a) schematic drawing of the welded plate; (b) and (c) standard and modified tensile welded joint specimen; (d) rectangular weld joint specimen for micro-CT scanning and microhardness test; (e) standard tensile BM specimen
The microhardness test in various zones of welded joints was carried out to locate boundaries of various regions using a Clark microhardness tester (CM700-AT) with the loading force and dwelling time were 200 gf and 15 s. This measurement started at an average distance of 0.20 mm from the weld top surface and took place along the thickness in the direction perpendicular to the weld center. The area of interest was about 7.62 mm × 2.032 mm, with the spacing between two points being 0.254 mm.
Tensile tests were conducted to characterize the tensile behavior of welded coupons. Instron 5582 universal testing machine and Instron 5967 dual-column tabletop testing system were used to conduct the quasi-static tensile tests. Bluehill software (the built-in control package came with testing machines provided by Instron) was employed to control displacement during the tests. Before test, the coupon was decorated with a flat white surface and black speckle patterns for DIC measurement purposes. All tensile tests were performed at room temperature with a preload of about 60 N. The standard tensile coupon tests were carried out with three different loading conditions: 1 mm/min with a high-resolution PointGrey CCD camera and 10 or 100 mm/min with a high-speed PointGrey CCD camera, and the constant strain rate was 4.0 × 10–4, 4.0 × 10–3 and 4.0 × 10–2, respectively. The size of recorded images was 3376 by 2704 pixels for the high-resolution camera and 1920 by 1200 pixels for the high-speed camera and recording rate of the camera per speed was 1/10/100 fps. 1 mm/min loading speed tests were conducted with customized tensile coupons and a high-resolution camera with a recording frame rate of 1fps. Each testing conditions were conducted with at least two samples. One side of the customized square tensile coupon was polished and chemically etched by immersing it into a 2% Nital etching solution for a few seconds to reveal the microstructure of the welded joint. This etched view was used to further trace the local deformation and fracture location. The mirror-assisted design was employed to monitor the 3D deformation of the three views shown in Figs. 3 and 4. It consists of two or three views in an image: the central one (path 1 in Fig. 4) is captured directly by the camera, and the reflections of two sides (path 1 and path 2 in Fig. 3 or path 2 and path 3 in Fig. 4) are in the two perpendicular mirrors. This setup provides a 180- or 270-degree view of the testing coupon with a single image. Then, a modified open-source 2D DIC Matlab software NCORR was utilized to analyze the evolution of displacement and strain fields [50]. After failure, the Leo 1450 variable pressure electron microscope was employed to acquire the fracture surface morphology.

Experimental setup for standard tensile coupons: (a) schematic drawing of the test setup with a two-mirror fixture; (b) recorded image of a standard tensile coupon (the loading direction is marked in the direction of the arrow), left view (path 1): weld top surface and right view (path 2): weld bottom surface; (c) schematic drawing of the two-mirror fixture and location of test coupon and camera

Experimental setup for flattened tensile coupon: (a) schematic drawing of the test setup with a two-mirror fixture; (b) recorded image of a customized square (flattened) coupon (the loading direction is marked in the direction of the arrow), left view (path 2): etched side surface of coupon, middle view (path 1): decorated top surface of coupon, and right view (path 3): decorated side surface of the coupon; (c) schematic drawing of the two-mirror fixture and location of test coupon and camera
For porosity distribution via the micro-CT measurement, a Bruker SkyScan 1172 high-resolution desktop micro-CT scanner was employed and equipped with a maximum (max) of 10 watts of adjustable X-ray power and a 10-megapixel 12-bit CCD detector. The voltage of the scanner was 100 kV, and the corresponding current of the X-ray source was 57 µA for the first two welding parameter sets and 51 µA for the last two welding parameter sets based on the detected signal before the scanning. During each scan, the coupon was rotated 360° completely with a rotating step size of 0.15° to generate the image for each rotation was generated. Then, the projected images and Feldkamp cone-beam algorithm were employed to reconstruct images in a commercial software [47].
3 Experimental Results
3.1 Cross-section morphology and microhardness distribution
The macro cross-sectional morphology per welding parameter set is captured and depicted in Fig. 5. From these images, the cross-section of weld joints is a roughly triangular shape. With lower laser power and travel speed, a good appearance in the weld face and weld root is obtained, as shown in Fig. 5 (a). However, the bead profile becomes changeable and irregular with visible defects when the laser power and travel speed increase, such as underfill, undercut, excessive penetration, etc. The weld seam with visible defects is observed in Fig. 5 (d) when both laser power and speed increase to 4.20 kW and 5.08 m/min, respectively.

Cross-sectional morphology of the welded joints with different laser power and travel speed: (a) #1 welding parameter set; (b) #2 welding parameter set; (c) #3 welding parameter set; (d) #4 welding parameter set
The microhardness distribution per weld joint was obtained via the point-by-point hardness measurement and plotted in Fig. 6 (a). Here, the X-axis is the direction of measurement perpendicular to the weld center, and the Y-axis is the distance between the measured point and the top surface of the welded joint. The hardness was symmetrically distributed approximately toward the weld center. The average hardness of the weld center with the four welding parameter sets depicted in Fig. 6 (b) was 66.5 HV, 63.3 HV, 64.4 HV, and 66.3 HV, respectively. The largest hardness was obtained in the BM, about 108.9 HV, 113.9 HV, 123.9 HV, and 126.6 HV.

(a) Microhardness distribution of the welded joints under four welding parameter sets from top to bottom: #1 welding parameter set, #2 welding parameter set, #3 welding parameter set, and #4 welding parameter set; (b) average microhardness distribution across the weld centerline
3.2 Porosities in weld joints
A non-destructive test with micro-CT was carried out on the welded joints to quantify the porosity status: shape, size and location. The porosity distribution of the welded joints from the micro-CT scanning tests is displayed in Fig. 7, with the red voids representing the pores in the weld joints. The larger voids were observed in the first welding parameter set, and the void sizes became smaller in the second and third welding parameter sets. The voids became slightly larger in the fourth welding process than the middle two processes but smaller than the pores generated during the first welding condition. The porosity per condition was 0.42%, 0.0079%, 0.0016%, and 0.0054% if the weld joint coupons were flattened. The porosity became larger except in the first welding parameter set if no further machining was performed, about 0.32%, 0.0095%, 0.0064%, and 0.013%, respectively. The histograms of void number vs. void radius without and with reinforcement are depicted in Fig. 8. Considering the two international standards for acceptance of weld qualify, BS EN ISO 13919–2:2021 [51] and AWS D17.1:2001 [52], the max size of an individual pore should shall be the lower of either 30% of thickness or less than 0.80 mm. In this study, we chose a much smaller size to count the pores, a void with a diameter of 0.045 mm or larger to count as a valid void was observed. The average radius of the voids was 102.07 ± 150.79 µm, 46.82 ± 26.96 µm, 37.50 ± 8.96 µm, and 45.33 ± 19.89 µm for the flattened coupons. They were 79.96 ± 109.97 µm, 52.21 ± 19.52 µm, 64.20 ± 30.68 µm, and 57.41 ± 33.09 µm if the reinforcement was remained. Under the first welding parameters, the size of the voids varied widely, from a few microns to hundreds of microns, which explains why the error value for this condition was larger than the average value. As well-known, the root causes of porosity in laser welded aluminum alloy might come from the surrounding air contamination that is usually located at the weld surface area, keyhole collapse that is mainly positioned near the penetration bottom of the welds, or hydrogen entrapments, etc. [2, 3, 15]. In this study, we focused on experimentally studying the effect of process parameters on the weld porosity size and distribution and keeping all the rest conditions as consistent as possible, including applying the bead-on-plate welding to avoid the interruption of joint fit-up tolerance, maintaining the constant fixturing set-up and shield gas condition for all the cases, etc. So, it is that the most possible root cause of the porosity size and distribution changes in this study certainly came from process parameter-induced laser keyhole stabilities and partially came from the weld pool volume change-induced other causes, like surface contamination or hydrogen entrapments, which might need to be further quantitatively identified by detailed experiments. In recent studies, researchers claimed that primarily metallurgical processes caused the generation of voids in the welded joint, and their formations were related to heat input [53, 54]. Heat input is calculated by laser power and travel speed, which are the part of welding process parameters. In this study, the heat input (P/v) of these four welding parameter sets were 113.39, 75.59, 60.42 and 49.61 J/mm. Further comparisons of laser power, travel speed, the calculated heat input, porosity of weld joints produced under four welding processes are presented in Fig. 9.

3D reconstructed scanned volume of the welded joins without reinforcement (red: voids or pores) from left to right: #1 welding parameter set, #2 welding parameter set, #3 welding parameter set, and #4 welding parameter set

Void number vs. the corresponding radius range of the scanned volume with different coupons and welding parameter sets

Comparison of travel speed, laser power, calculated heat input, and porosities of the scanned welded joints: (a) porosity vs. travel speed; (b) porosity vs. laser power; (c) porosity vs. calculate heat input
3.3 Tensile properties and fractography
3.3.1 Overall stress–strain responses of base metal and weld joints
To investigate the tensile properties of base metal, the size and machining direction of the tensile coupon are depicted in Fig. 2. In addition, the deformation in the loading direction was measured using a customized video extensometer by tracking pixel changes based on the recorded image captured by a CCD camera. The engineering stress–strain curve and the fractured tensile coupons of base metal are displayed in Fig. 10. The discrepancy at the initial strain stage may be due to the adjustment of coupons. The average ultimate tensile strength and strain of BM machined along TD are 362.01 MPa and 0.088.

Engineering stress–strain curves of BM with various loading speeds: 1, 10, and 100 mm/min
To study the effect of welding parameters on mechanical properties, tensile coupons were machined in the TD and performed under uniaxial tensile tests. The tensile tests were conducted at different strain rates for standard tensile coupons. All tensile results of welded joints with various welding parameter sets or loading speeds are listed in Fig. 11. Here, the term BM refers to base metal, #1 to #4 are the four welding parameter sets. The term L, M, H represent the various loading speed as 1, 10, and 100 mm/min, respectively. A1, A2 and B1 are the geometries of the welded joints described in Fig. 2. Figure 12 compares engineering stress–strain curves of as-welded standard tensile coupons with the different strain rates or welding parameter sets. The engineering stress–strain curves shown in the figures obtain nearly identical curves at different strain rates under the same welding parameter set, except for coupons produced under the fourth welding parameter set. However, the results are scattered among different welding parameter sets at the large strain level. The average ultimate engineering strength of tensile coupons under four welding parameter sets was 260.43 ± 7.67 MPa, 243.08 ± 5.29 MPa, 240.35 ± 10.97 MPa, and 235.29 ± 18.77 MPa. The corresponding elongation of the welded joints is 4.32 ± 0.70%, 4.16 ± 0.80%, 3.44 ± 0.58%, and 3.88 ± 1.29%, respectively. Compared with base metal, the welded joints are easy to fail and weaker in ultimate tensile strength, with a reduction between 27.98% and 34.87%.

Results of tensile tests of welded joints with different welding parameter sets and loading speeds

Engineering stress–strain curves of tensile tests before fracture with different welding parameter sets and loading speeds (#1 welding parameter set: long dash lines; #2 welding parameter set: dash-dot lines; #3 welding parameter set: dash-dot-dot lines; #4 welding parameter set: solid lines; 1 mm/min loading speed: red lines, 10 mm/min loading speed: black lines, and 100 mm/min loading speeds: blue lines)
3.3.2 Local deformation of welded joints
To further investigate the local deformation of various regions of welded joints, the local stress–strain relations and strain distributions were investigated. The stress–strain relations of the BM/HAZ/FZ region, the square tensile coupon of the first welding parameter set was analyzed by selecting ROIs at different regions, as shown in Figs. 13 and 14. The solid lines are the measured ROIs in the figures, and the dashed lines are the corresponding locations marked on the etched surface. Figure 13 depicts the local stress–strain curves of different regions, and the local stress–strain curves of different locations of the same regions are presented in Fig. 14.

Engineering stress–strain curves obtained from different selected ROIs of AA6061B1L#1a for strain measurements by DIC in loading direction (Zone A (orange): BM; Zone B (green): left region of HAZ; Zone C (white): FZ; Zone D (blue): right region of HAZ)

Engineering stress–strain curves obtained from different selected ROIs of AA6061B1L#1a for strain measurements by DIC in the loading direction: (a) FZ: top region (white); middle region (blue); and bottom region (yellow); (b) HAZ: top region (red) and bottom region (green)
The strain mapping of different geometries of tensile coupons produced the first welding parameter set with 1 mm/min loading speed were presented. The strain distribution of as-welded tensile coupon was measured by the DIC method and is presented in Fig. 15. The results show a higher tensile strength with reinforcement remaining at the top and root surface. As known, the geometry of welded joints is one of the major factors affecting the material behavior of welding joints. To investigate the effects caused by welded joint geometry, two more modified tensile coupons were tested with the same loading speed: a flattened standard tensile coupon (without reinforcement) and a square tensile coupon, as shown in Fig. 2. The experimental results are also summarized in Fig. 11, and the strain mappings of the first welding parameter set are shown in Fig. 16 for flattened standard tensile coupons and Fig. 17 for the square tensile coupons.

Strain mappings of the weld root surface of AA6061A1L#1a coupon before fracture: (a) true strain mapping and magnified true strain mapping with marked max strain position in the axial direction; (b) true strain mapping and magnified true strain mapping with marked max strain position in the transverse direction

Strain mappings of the welded top and root surface of AA6061A2L#1a coupon before fracture: (a) and (b) true strain mapping and magnified true strain mapping with marked max strain position of weld top surface in the axial and transverse direction; (c) and (d) true strain mapping and magnified true strain mapping with marked max strain position of weld root surface in the axial and transverse direction

Strain mappings of AA6061B1L#1a coupon at different recording statuses: (a), (b), and (c) strain mappings in the axial direction of the initial stage (#21) and yield point (#120) or ultimate point (#190) or before fracture (#210); (d), (e) and (f) strain mappings in the transverse direction of the initial stage (#21) and yield point (#120) or ultimate point (#190) or before fracture (#210)
Different welding parameter sets also lead to various responses on tensile properties. To eliminate the effect caused by DIC processing on tracking uncertain strain changes, two sets of regions of interest (ROI) were considered with a fixed height or width of ROI, and the strain vs. time curves are shown in Fig. 18.

Axial strain measured at the welded top and root (bottom) surface of AA6061A2L#1a coupon before fracture: (a) strain measured by DIC in loading direction with a fixed width of the selected region and (b) strain measured by DIC in loading direction with a fixed height of the selected region
3.3.3 Fractography results
The fractured cross-sections of all square tensile coupons were examined by SEM with a magnification of 40X, as shown in Fig. 19. To fully understand the inconsistency of the max strain spot location of tensile coupon produced under the third welding parameter set as shown in Fig. 19 (a), fractured cross-section taken with the lens magnification of 200X and displayed in Fig. 20 (c).

Fractography of square tensile coupons with the magnification of 40X taken by SEM: (a) #1 welding parameter set; (b) #2 welding parameter set; (c) #3 welding parameter set; (d) #4 welding parameter set

Strain mapping and fractured cross-section of AA6061B1L#3a: (a) strain mapping in the axial direction; (b) SEM image of the overall fractured cross-section with the magnification of 40X; (c) SEM image of partial fractured cross-section marked in (b) with the magnification of 200X
4 Discussion
In the current study, the welding parameters are the main factor influencing the mechanical properties of weld joints and will be discussed in detail.
4.1 Effect on hardness
The hardness gradually increases along the perpendicular direction to the weld center, as the microhardness distribution contours of the welded joints depicted Fig. 6. Such distribution may be related to the temperature evolution curves at different zones during a welding process. The hardness leads to various strengthening phases and redissolving of grain [16, 48, 55]. The figure also includes the hardness distribution along the thickness of the measured area. It can be observed that, in general, the hardness of the lower part of the welded joint is slightly greater than the upper part. The grain size may be another reason to explain the hardness distribution, as the higher hardness is easier to obtain when the grain size is small [16, 48]. Therefore, the FZ of the first welding parameter set has higher hardness distribution than the other three welding parameter sets, while the third welding parameter set has a broader and softer material in FZ.
4.2 Effect on porosity
In recent studies, researchers reported that the porosity would be reduced if the high laser input were used [53, 54]. The porosity decreases as the heat input increases between the second and third welding processes, as proposed in [53, 54]. However, the first and last welding processes did not hold this trend. The largest porosity is obtained in the first welding parameter set, and the porosity of the fourth welding parameter set is slighter larger than the other two remaining cases. This result may have been caused by the travel speed being either too slow or too fast and the pores or voids generated easily [56, 57]. According to the study proposed by Panwisawas et al. [58], they used constant laser power but various travel speeds to investigate the effect mainly caused by the travel speed. Their work showed that a large pore or void is generated when the speed is too low, and a slightly smaller pore or void exists in the 3D X-ray tomography when the speed is too fast. When the process's travel speed was properly employed, no visible voids were observed. It is also noticeable that the porosity of the analysis with standard tensile coupons slightly increased more than the flattened one, except in the first welding process. That is, the pores or voids of the first welding process existed more likely inside the weld joint than in the reinforcement area. Moreover, it was more likely to have pores or voids in the reinforcement region than inside the joints for the other three remaining welding processes. In summary, the direct comparison of porosities for the four welding processes is displayed in Fig. 9.
4.3 Effect on tensile properties
Different welding parameter sets also lead to various responses on tensile properties. To eliminate the effect caused by DIC processing on tracking uncertain strain changes, two sets of regions of interest (ROI) were selected and the results indicate that the selection of ROI from the DIC method affected the stress–strain results less than other strain changes, as shown in Fig. 18. Observing the curves also shows that the max strain is found at the top surface of the welded joint at the small strain level and then at the root surface at the large strain level. In Fig. 10, nearly identical stress–strain curves of BM are obtained at different strains at the large strain level. From the engineering stress–strain curves shown in Fig. 12, nearly identical stress–strain curves are obtained at different strain rates under the same welding parameter set at the small strain level, but the results are scattered among different welding parameter sets. As known, the higher heat input is beneficial in reducing porosities in the weld. This claim is consistent with the experimental results that the discrepancy of the stress–strain curves obtained from the fourth welding parameter set was more observable than in the other three welding parameter sets. The stress–strain curves of the first welding parameter set were nearly overlapped due to fewer internal defects generated in the welding joints. From the results, it is clearly shown that weld joints had weak rate-dependent material behaviors. Also, the weld joints with higher heat input had higher ultimate strength and slightly larger elongation, as listed in Fig. 11.
To further study the local the stress–strain relations of the different regions or various locations in the same region, the stress–strain curves displayed in Fig. 13, the material of FZ is more ductile than HAZ and BM, while the stress–strain curves of the left and right regions of HAZ are nearly identical. Figure 14 shows that the stress–strain curves at the top and bottom regions of HAZ are nearly identical. The strain hardening happened at the top and middle area of FZ at a small strain level and then at the bottom region of FZ when a large strain was reached. The strain level is consistent with the curves in Fig. 18 for the tensile couple joined with the first welding parameter set. The material responses at HAZ were more stable when different ROIs were selected, while the material located at FZ had slightly scattered stress–strain curves. The fusion metal was relatively ductile (though softer) and failed at large strains.
Moreover, all as-welded tensile fractures of different welding parameter sets were found in HAZ with the local max true strain in the loading direction ranging from 0.34 to 0.58, while the local min true strain in the transverse direction of coupon varies between -0.15 to -0.10. A strain distribution of weld root of as-welded tensile coupon joined under the first welding parameter set is shown in Fig. 15. The tensile results show that a higher tensile strength was obtained with the coupon with reinforcement at the top and root surface. To observe the discrepancy of various weld surfaces in detail, Fig. 16 shows the strain mapping measured from the welded top and root surface of the flattened standard tensile coupon of the first welding parameter set. The true strain of the root surface in the loading direction was slightly higher than the one measured from the top surface, with about a 0.50% difference. However, the difference between the true strain of the root surface and the top surface in the transverse direction of the coupon was around 18.01%. This value was larger than the value obtained in the loading direction. The max true strain of the tensile coupon with different welding parameter sets was found in FZ or the boundary between FZ and HAZ. Compared to the standard tensile coupon with reinforcement, the flattened welded joints were weaker in ultimate strength. The joints had even larger reduction ranges from 29.31% to 38.48% for the first three welding parameter sets. However, the tensile strength of the flattened tensile coupon with the fourth welding parameter set increased from 235.28 MPa to 245.81 MPa. This increase may have been caused by the reduced porosity of the welded joint after removing the reinforcement. The local max true strains in the loading direction were about the same as the standard coupons ranging from 0.29 to 0.61. The local min true strain in the transverse direction of the coupon varied between -0.15 to -0.09. Hence, it can be concluded that the geometry of welded joints was one of the significant factors affecting the material behaviors of welded joints.
Even using the DIC method, it was hard to identify where the failure happened when the coupon was decorated. The tensile tests with square tensile coupons and an etched view were carried out to identify the failure location visually: all fractures happened at FZ. It is found that the strain distributions of flattened welded joints were more uniform than coupon with reinforcement (as-welded coupon) but still quite inhomogeneous, indicating some microstructural inhomogeneities. Figure 17 describes the strain distribution of the square tensile coupon produced with the first welding parameter set at different loading statuses. The max strain was found at the HAZ around the yield point and then at FZ when the ultimate load was reached. The tensile strength of the square tensile coupon was found at about the same level as the values of standard tensile coupons. The local max true strains of different welding parameter sets were found to be at least 43.60% larger than the standard tensile coupon. The local max true strain in the loading direction ranged from 0.49 to 1.98, and the local min true strain in the transverse direction of the coupon varied between -0.23 to -0.88. Clearly, reinforcement of the weld zone affected the strain map measurement and stress–strain results. The max strain was located at the HAZ area of the standard tensile test coupon, and the max strain was located at the FZ area with the flattened test coupon. These results are consistent with the micro-hardness test results. Notably, the max strain was distributed along the interface of FZ and HAZ or a particular line in FZ. Except for the max strain location spot of the third welding parameter set is not along the interface of FZ and HAZ, as shown in Fig. 20 (a). The possible reason for the concentrated spot of this strain is that some internal pores are closely located near the surface. The sensitivity of position of porosity on mechanical properties is also verified by Liu et al. [46]. The assumption is verified by the SEM images of the fractured cross-section taken with the two lens magnifications displayed in Fig. 20 (b) and (c). The fractured cross-sections of all square tensile coupons were examined by SEM with a magnification of 40X, as shown in Fig. 19. The larger voids were observed in the fractured surface of the first and last welding parameter sets, and smaller voids were found in the later three conditions. These results were consistent with the micro-CT results. In terms of tensile strength, the larger voids located inside the weld joints but away from the surface had a more negligible effect than multiple smaller voids near the surface.
From the results above, the welded joints of the AA6061-T6 sheet were weaker than BM in terms of ultimate tensile strength. The weakest area of joints is located at FZ, which is consistent with the microhardness results. It is confirmed that the higher heat input of the welding process was beneficial in reducing the existence of defects in the weld and the weld had a higher tensile ultimate strength. Considering the porosity effect and experimental results, the optimized welding parameter in this study was the first set, in which the laser power and travel speed were 2.40 kW and 1.27 m/min.
5 Conclusions
The tensile properties of the laser-welded AA6061-T6 butt joints with four different welding parameter sets have been evaluated. DIC method was used to obtain stress–strain curves and strain mappings. In addition, two modified tensile coupons were utilized to identify the effects of the geometry of welded joints. From this study, the main conclusions are as follows:
-
(1)
The stress–strain curves of AA6061-T6 welded joints were very similar at different strain rates, and their tensile failure strain was measured by DIC. The average ultimate strength of standard tensile coupons under four welding parameter sets was 260.43 ± 7.67 MPa, 243.08 ± 5.29 MPa, 240.35 ± 10.97 MPa, and 235.29 ± 18.77 MPa. The corresponding elongation of the welded joints is 4.32 ± 0.70%, 4.16 ± 0.80%, 3.44 ± 0.58%, and 3.88 ± 1.29%, respectively.
-
(2)
The tensile strength of AA6061-T6 welded joints was weaker than the value of BM. The reductions were between 27.98% to 34.87% for the standard and square tensile coupons and 29.31% to 38.48% for most flattened standard tensile coupons. From the DIC results and strain mappings, the fusion metal showed softer but more ductile behavior than the HAZ and BM material. Test coupons failed at FZ or the interface of FZ and HAZ at large strains.
-
(3)
The reinforcement of the welded zone in the as-welded joints had effects on increasing tensile strength and affected the location where the failure occurred. From the strain map measurements, the max strain was located at the HAZ area with the reinforcement test coupon, and the max strain was located at the FZ area with the flattened test sample. These results were consistent with the micro-hardness test results and micro-CT results.
-
(4)
The strain distributions of flattened welded joints were uniform. However, the strain distributions of some coupons with reinforcement were still quite heterogeneous, indicating some microstructural inhomogeneities in the welded joints.
-
(5)
With the help of micro-CT scanning, the porosity of all welding parameter sets was examined. The voids near the surface had more effect on tensile strength than ones inside the joint. Furthermore, if the location of the void were fixed, the void with a larger diameter would reduce the tensile strength.
-
(6)
Various welding processes greatly affected the mechanical properties of welding joints. In this study, the tested couples joined by the first welding parameter sets had reasonable porosities inside the joints and better tensile behaviors. Hence, an optimized laser processing parameter set with appropriate heat input can be expected to enhance tensile strength and reasonably control internal defects of welding joints.
Data availability
Data will be made available on request.
References
Li Y, Zou W, Lee B, Babkin A, Chang Y (2020) Research progress of aluminum alloy welding technology. Int J Adv Manuf Technol 109:1207–1218. https://doi.org/10.1007/s00170-020-05606-1
Hong K-M, Shin YC (2017) Prospects of laser welding technology in the automotive industry: A review. J Mater Process Technol 245:46–69. https://doi.org/10.1016/j.jmatprotec.2017.02.008
Xiao R, Zhang X (2014) Problems and issues in laser beam welding of aluminum–lithium alloys. J Manuf Process 16:166–175. https://doi.org/10.1016/j.jmapro.2013.10.005
Chu Q, Bai R, Jian H, Lei Z, Hu N, Yan C (2018) Microstructure, texture and mechanical properties of 6061 aluminum laser beam welded joints. Mater Charact 137:269–276. https://doi.org/10.1016/j.matchar.2018.01.030
Nabavi SF, Farshidianfar A, Dalir H (2023) A comprehensive review on recent laser beam welding process: geometrical, metallurgical, and mechanical characteristic modeling. Int J Adv Manuf Technol 129:4781–4828. https://doi.org/10.1007/s00170-023-12536-1
Joost WJ (2012) Reducing Vehicle Weight and Improving U.S. Energy Efficiency Using Integrated Computational Materials Engineering. Jom 64:1032–1038. https://doi.org/10.1007/s11837-012-0424-z
Zwicker MFR, Moghadam M, Zhang W, Nielsen CV (2020) Automotive battery pack manufacturing – a review of battery to tab joining. J Adv Join Process 1:100017. https://doi.org/10.1016/j.jajp.2020.100017
Allwood JM, Ashby MF, Gutowski TG, Worrell E (2013) Material efficiency: providing material services with less material production. Philos Trans R Soc Math Phys Eng Sci 371:20120496. https://doi.org/10.1098/rsta.2012.0496
Carruth MA, Allwood JM, Moynihan MC (2011) The technical potential for reducing metal requirements through lightweight product design. Resour Conserv Recycl 57:48–60. https://doi.org/10.1016/j.resconrec.2011.09.018
Dursun T, Soutis C (2014) Recent developments in advanced aircraft aluminium alloys. Mater Des 56:862–871. https://doi.org/10.1016/j.matdes.2013.12.002
Sun T, Franciosa P, Sokolov M, Ceglarek D (2020) Challenges and opportunities in laser welding of 6xxx high strength aluminium extrusions in automotive battery tray construction. Procedia CIRP 94:565–570. https://doi.org/10.1016/j.procir.2020.09.076
Ke W, Bu X, Oliveira JP, Xu W, Wang Z, Zeng Z (2021) Modeling and numerical study of keyhole-induced porosity formation in laser beam oscillating welding of 5A06 aluminum alloy. Opt Laser Technol 133:106540. https://doi.org/10.1016/j.optlastec.2020.106540
Chen L, Wang C, Xiong L, Zhang X, Mi G (2020) Microstructural, porosity and mechanical properties of lap joint laser welding for 5182 and 6061 dissimilar aluminum alloys under different place configurations. Mater Des 191:108625. https://doi.org/10.1016/j.matdes.2020.108625
Zhang Q, Lee PD, Singh R, Wu G, Lindley TC (2009) Micro-CT characterization of structural features and deformation behavior of fly ash/aluminum syntactic foam. Acta Mater 57:3003–3011. https://doi.org/10.1016/j.actamat.2009.02.048
Huang L, Hua X, Wu D, Fang L, Cai Y, Ye Y (2018) Effect of magnesium content on keyhole-induced porosity formation and distribution in aluminum alloys laser welding. J Manuf Process 33:43–53. https://doi.org/10.1016/j.jmapro.2018.04.023
Liu H, Yang S, Xie C, Zhang Q, Cao Y (2017) Microstructure characterization and mechanism of fatigue crack initiation near pores for 6005A CMT welded joint. Mater Sci Eng A 707:22–29. https://doi.org/10.1016/j.msea.2017.09.029
Mirakhorli F, Nadeau F, Guillemette GC (2018) Single pass laser cold-wire welding of thick section AA6061-T6 aluminum alloy. J Laser Appl 30:032421. https://doi.org/10.2351/1.5040645
Pakdil M, Çam G, Koçak M, Erim S (2011) Microstructural and mechanical characterization of laser beam welded AA6056 Al-alloy. Mater Sci Eng A 528:7350–7356. https://doi.org/10.1016/j.msea.2011.06.010
Wang L, Gao M, Zhang C, Zeng X (2016) Effect of beam oscillating pattern on weld characterization of laser welding of AA6061-T6 aluminum alloy. Mater Des 108:707–717. https://doi.org/10.1016/j.matdes.2016.07.053
Braun R (2006) Nd:YAG laser butt welding of AA6013 using silicon and magnesium containing filler powders. Mater Sci Eng A 426:250–262. https://doi.org/10.1016/j.msea.2006.04.033
Lipscomb CA, Fortier A, Kong F, Das S, Kumar N, Mishra RS (2016) Evaluation of plastic zone development in WE43 magnesium alloy upon friction stir processing using finite element modeling. Mater Sci Eng A 673:178–184. https://doi.org/10.1016/j.msea.2016.07.051
Saranath KM, Ramji M (2015) Local zone wise elastic and plastic properties of electron beam welded Ti–6Al–4V alloy using digital image correlation technique: A comparative study between uniform stress and virtual fields method. Opt Lasers Eng 68:222–234. https://doi.org/10.1016/j.optlaseng.2015.01.005
He E, Liu J, Lee J, Wang K, Politis DJ, Chen L, Wang L (2018) Effect of porosities on tensile properties of laser-welded Al-Li alloy: an experimental and modelling study. Int J Adv Manuf Technol 95:659–671. https://doi.org/10.1007/s00170-017-1175-3
Bai R, Wei Y, Lei Z, Jiang H, Tao W, Yan C, Li X (2018) Local zone-wise elastic-plastic constitutive parameters of Laser-welded aluminium alloy 6061 using digital image correlation. Opt Lasers Eng 101:28–34. https://doi.org/10.1016/j.optlaseng.2017.09.023
Bai R, Jiang H, Lei Z, Liu D, Chen Y, Yan C, Tao W, Chu Q (2018) Virtual field method for identifying elastic-plastic constitutive parameters of aluminum alloy laser welding considering kinematic hardening. Opt Lasers Eng 110:122–131. https://doi.org/10.1016/j.optlaseng.2018.05.017
Roy RB, Ghosh A, Bhattacharyya S, Mahto RP, Kumari K, Pal SK, Pal S (2018) Weld defect identification in friction stir welding through optimized wavelet transformation of signals and validation through X-ray micro-CT scan. Int J Adv Manuf Technol 99:623–633. https://doi.org/10.1007/s00170-018-2519-3
Ono Y, Yokoyama T (2022) Determination of local constitutive behavior of AA6061–T6 friction stir welds using digital image correlation. Proc Inst Mech Eng Part J Mater Des Appl 14644207221075467. https://doi.org/10.1177/14644207221075467
Peters WH, Ranson WF (1982) Digital Imaging Techniques In Experimental Stress Analysis. Opt Eng 21:427–431. https://doi.org/10.1117/12.7972925
Sutton MA, Wolters WJ, Peters WH, Ranson WF, McNeill SR (1983) Determination of displacements using an improved digital correlation method. Image Vis Comput 1:133–139. https://doi.org/10.1016/0262-8856(83)90064-1
Tong W (2013) Formulation of Lucas-Kanade Digital Image Correlation Algorithms for Non-contact Deformation Measurements: A Review: Lucas-Kanade Digital Image Correlation Algorithms. Strain 49:313–334. https://doi.org/10.1111/str.12039
Tong W, Alharbi M, Sheng J (2020) On the New Shear Constraint for Plane-Stress Orthotropic Plasticity Modeling of Sheet Metals. Exp Mech 60:889–905. https://doi.org/10.1007/s11340-020-00596-3
Wu X, Shuai J, Xu K, Lv Z (2020) Local Constitutive Behavior of Undermatched Welded Joints in Pipeline Steel Using Digital Image Correlation Technology. J Press Vessel Technol 142.5. https://doi.org/10.1115/1.4047271
Reynolds AP, Duvall F (1999) Digital image correlation for determination of weld and base metal constitutive behavior. Weld J 356–s. https://api.semanticscholar.org/CorpusID:137842769
Lockwood WD, Tomaz B, Reynolds AP (2002) Mechanical response of friction stir welded AA2024: experiment and modeling. Mater Sci Eng A 323:348–353. https://doi.org/10.1016/S0921-5093(01)01385-5
Peng Y, Wu C, Gan J, Dong J (2018) Determination of the local constitutive properties of the welded steel joints using digital image correlation method. Constr Build Mater 171:485–492. https://doi.org/10.1016/j.conbuildmat.2018.03.182
Sutton MA, Yan JH, Avril S, Pierron F, Adeeb SM (2008) Identification of Heterogeneous Constitutive Parameters in a Welded Specimen: Uniform Stress and Virtual Fields Methods for Material Property Estimation. Exp Mech 48:451–464. https://doi.org/10.1007/s11340-008-9132-6
Kubit A, Bucior M, Kluz R, Święch Ł, Ochał K (2019) Application of the 3D Digital Image Correlation to the Analysis of Deformation of Joints Welded With the FSW Method After Shot Peening. Adv Mater Sci 19:57–66. https://doi.org/10.2478/adms-2019-0022
Tu H, Schmauder S, Li Y (2019) 3D optical measurement and numerical simulation of the fracture behavior of Al6061 laser welded joints. Eng Fract Mech 206:501–508. https://doi.org/10.1016/j.engfracmech.2018.12.005
Tong W, Tao H, Zhang N, Jiang X, Marya MP, Hector LG, Gayden XQ (2005) Deformation and fracture of miniature tensile bars with resistance-spot-weld microstructures. Metall Mater Trans A 36:2651–2669. https://doi.org/10.1007/s11661-005-0263-4
Tong W, Hector LG, Dasch C, Tao H, Jiang X (2007) Local Plastic Deformation and Failure Behavior of Nd:YAG Laser Welds in AA5182-O and AA6111-T4. Metall Mater Trans A 38:3063–3086. https://doi.org/10.1007/s11661-007-9341-0
Tao H, Tong W, Hector LG, Zavattieri PD (2008) Uniaxial Tensile and Simple Shear Behavior of Resistance Spot-Welded Dual-Phase Steel Joints. J Mater Eng Perform 17:517–534. https://doi.org/10.1007/s11665-007-9170-8
Tao H, Zavattieri PD, Hector LG, Tong W (2010) Mode I Fracture at Spot Welds in Dual-Phase Steel: An Application of Reverse Digital Image Correlation. Exp Mech 50:1199–1212. https://doi.org/10.1007/s11340-009-9323-9
Yang G, Sheng J, Tong W, Carlson BE, Wang H-P, Kovacevic R (2018) Tensile behavior of fusion-brazed aluminum alloy coach-peel joints fabricated by a dual-beam laser. J Mater Process Technol 261:184–192. https://doi.org/10.1016/j.jmatprotec.2018.06.016
Suthar H, Bhattacharya A, Paul SK (2022) DIC-based approach to predict post necking behavior for AA6061, AA7075 and their friction stir welded joints. Mech Mater 172:104364. https://doi.org/10.1016/j.mechmat.2022.104364
Chen B, Zhao J, Pan B (2020) Mirror-assisted Multi-view Digital Image Correlation with Improved Spatial Resolution. Exp Mech 60:283–293. https://doi.org/10.1007/s11340-019-00563-7
Liu Y, Li S, Li M, Li Q, Lu X, Zhu X (2023) Mechanical Characterization and Prediction of Aluminum Alloy Laser Welding Joints Including Roles of Geometries and Porosity. J Mater Eng Perform 32:8040–8053. https://doi.org/10.1007/s11665-022-07722-3
Loeffler CM, Qiu Y, Martin B, Heard W, Williams B, Nie X (2018) Detection and segmentation of mechanical damage in concrete with X-Ray microtomography. Mater Charact 142:515–522. https://doi.org/10.1016/j.matchar.2018.06.018
Duan C, Yang S, Gu J, Xiong Q, Wang Y (2019) Microstructure and ratcheting behavior of 6061 aluminum alloy laser-MIG hybrid welding joint. Mater Res Express 6:086534. https://doi.org/10.1088/2053-1591/ab17f8
Yokoyama T, Nakai K, Sukedai E, Katoh K (2011) Tensile Properties and Constitutive Modeling of Friction Stir Welded AA6061-T6 Butt Joints. J Solid Mech Mater Eng 5:780–792. https://doi.org/10.1299/jmmp.5.780
Blaber J, Adair B, Antoniou A (2015) Ncorr: Open-Source 2D Digital Image Correlation Matlab Software. Exp Mech 55:1105–1122. https://doi.org/10.1007/s11340-015-0009-1
International Organization for Standardization (2021) ISO 13919–2:2021: Electron and laser-beam welded joints — Requirements and recommendations on quality levels for imperfections — Part 2: Aluminium, magnesium and their alloys and pure copper. https://www.iso.org/standard/75515.html. Accessed Jan 2021
American Welding Society, AWS D17.1:2001: Specification for Fusion Welding for Aerospace Applications (2001) https://pubs.aws.org/Download_PDFS/d17.1-2001PV.pdf. Accessed January 19, 2001
Zhao Y, Zhan X, Zhou X, Liu T, Kang Y (2021) Effect of heat input on macro morphology and porosity of laser-MIG hybrid welded joint for 5A06 aluminum alloy. Int J Adv Manuf Technol 115:4035–4045. https://doi.org/10.1007/s00170-021-07378-8
Fan C, Yang S, Duan C, Zhu M, Bai Y (2022) Microstructure and mechanical properties of 6061 aluminum alloy laser-MIG hybrid welding joint. J Cent South Univ 29:898–911. https://doi.org/10.1007/s11771-022-4954-4
Yang W, Ji S, Huang L, Sheng X, Li Z, Wang M (2014) Initial precipitation and hardening mechanism during non-isothermal aging in an Al-Mg-Si-Cu 6005A alloy. Mater Charact 94:170–177. https://doi.org/10.1016/j.matchar.2014.05.007
Katayama S (2013) Handbook of Laser Welding Technologies, 1st edn. Woodhead Pub, Philadelphia
Katayama S (2020) Fundamentals and details of laser welding, 1st edn. Springer Singapore, Singapore
Panwisawas C, Perumal B, Ward RM, Turner N, Turner RP, Brooks JW, Basoalto HC (2017) Keyhole formation and thermal fluid flow-induced porosity during laser fusion welding in titanium alloys: Experimental and modelling. Acta Mater 126:251–263. https://doi.org/10.1016/j.actamat.2016.12.062
Acknowledgements
This work was financially supported by ESAB Corporation. Many thanks were given to Dr. Mingpu Yao and Mr. Kenneth Sangston for their help in preparing test coupons, Ms. Erin Summerlin-Donofrio for her help with SEM images, and Mr. Mohamed A. Abbas for his help with micro-CT scanning.
Author information
Authors and Affiliations
Contributions
Jie Sheng: Conceptualization, Experiments, Formal analysis, Writing—original draft. Fanrong Kong: Experiments, Supervision, Writing—review & editing. Wei Tong: Supervision, Writing—review & editing.
Corresponding authors
Ethics declarations
Competing interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Sheng, J., Kong, F. & Tong, W. Experimental investigations on mechanical properties of AA6061-T6 aluminum alloy joined by laser welding using digital image correlation. Int J Adv Manuf Technol 132, 1951–1967 (2024). https://doi.org/10.1007/s00170-024-13488-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-13488-w