
Abstract
In electrical discharge machining (EDM), it is a much more effective method to improve working characteristics by changing the input process of pulse energy. However, it has not been investigated enough whether pulse form is the most adequate or not. In this study, the effect of superimposed pulse current waveform and its parameter on surface integrity was investigated. The surface topography, roughness, microstructure, white layer thickness, and residual stress were analyzed and discussed. Moreover, the material removal rate was also tested and compared. The results show that with the backward movement of the superimposed pulse current, the material removal rate and surface roughness decrease, while the white layer thickness, residual stress, and surface defects increase. The current waveform has little influence on microstructure. Under the same pulse discharge energy and pulse-on time, the samples processed by superimposed pulse current waveform instead of rectangular current waveform can obtain a thinner white layer, lower residual stress, fewer surface defects, and high surface roughness. With the increase of superimposed pulse-on time and current, the surface integrity becomes worse due to the increase of pulse energy. This paper provides a guide to the development and selection of EDM discharge current waveforms in EDM.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Electrical discharge machining (EDM) is a very important nontraditional machining technology that uses the electric corrosion phenomenon of pulse discharge between tool electrode and workpiece electrode in the dielectric to process any conductive materials regardless of their physical and metallurgical properties and make the size, shape, and surface quality of the parts meet the predetermined requirements [1,2,3,4]. It has become one of the most important machining methods indispensable to modern manufacturing technology with its unique machining mechanism (non-contact machining between tool and workpiece, no macro cutting forces) and good and stable machining performance. EDM is mainly used to solve the processing problems of various difficult-to-machine materials, complex shapes and parts with special requirements, and is an important supplement and expansion of conventional machining [5,6,7,8]. Currently, EDM technology has been widespread applied in aerospace, automobile, mold and other fields.
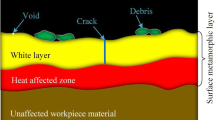
Surface integrity is a technical indicator to describe, identify and control the possible changes in the machined surface layer during the machining process of parts [9,10,11]. It is critical to their in-service functionality, longevity, and overall performance, usually characterized by surface topography, microstructure, residual stress, et al. In general, residual stress and surface roughness mainly affect high cycle fatigue lifetimes [12]. However, surface defects (e.g., cracks, grain deformation, and white layer) have an important influence on fatigue performance under the condition of both high and low cycle fatigue regimes [13, 14]. Poor surface integrity can easily lead to premature component failure during the application process. After EDM, the physical and chemical properties of the surface layer will change in varying degrees due to the effect of instantaneous high temperature and dielectric cooling. Although the EDM surface usually exhibits high hardness, excellent corrosion resistance, and good wear resistance, the existence of residual tensile stress and surface crack leads to the decrease of fatigue life. For instance, compared with the milled and ground components, the fatigue life of EDM components is reduced by 35% and 50%, respectively [15, 16]. Hence, it is necessary to study the surface integrity of EDM components for safety–critical applications and improve the fatigue life.
There are many factors affecting the surface integrity of EDM (Fig. 1), including dielectric, pulse parameters, material properties, et al. In the past, scholars from home and abroad have done a lot of research on the influence of processing parameters on surface integrity. Several researchers have reported that the material removal rate, surface roughness, residual stress, and white layer thickness increased with the increase of pulse-on time and discharge current due to the effect of discharge energy [17,18,19,20]. However, Lee and Amorim found that the material removal rate and surface roughness did not increase all the time with the increase of pulse-on time when the current remained constant [21, 22]. This phenomenon is related to the excessive expansion of plasma channel due to a very long pulse-on time. Excessive plasma channel diameter reduces the pressure of the plasma on the surface of the molten cavities. Accordingly, the ejection of material from the molten cavities at the end of the discharge occurs inadequately, the craters on the surface become large and shallow, and a smoother surface may produce under the long pulse-on time. In EDM, the molten materials are not completely removed from the workpiece surface. The remaining molten materials re-solidified and form white layer on the surface. The high peak current and long pulse-on time bring large discharge energy that causes more materials to melt. Bozkurt et al. showed that the quantity of molten metal on the surface of the workpiece washed away by the dielectric is constant during EDM [23]. As a consequence, the white layer thickness increased with the increase of pulse-on time and peak current. The influence of peak current on maximum residual stress is greater than that of pulse-on time, while the effect on the depth location of the maximal tensile stress is smaller. Compared with water dielectric liquid, the residual stress of processed surface is lower when kerosene is used as dielectric liquid [24]. However, the white layer is thicker and the surface is rougher in the kerosene dielectric liquid [25, 26]. Powder-mixed dielectric is conducive to decreasing the white layer thickness, surface roughness, and surface cracks density [17, 27]. Because of the difference in physicochemical properties of dielectric, the microstructure of the EDM is also different [25]. In addition, electrode material has a certain influence on the surface integrity of EDM. The surface residual stress of the workpiece processed with copper electrode is lower concerning that with graphite electrode [28]. Among copper, graphite, and copper-tungsten electrode materials, copper-tungsten electrode has shown good characteristics in surface roughness and surface morphology with no crack formation for processing Incoloy-800 [29]. Processing area and polarity also play an essential role in affecting surface integrity. Ming et al. found that the shape accuracy of the machined stainless steel microstructures increased and the eroded microcavities of the machined area reduced with the increase of electrode-pair scale from Φ1 mm to Φ8 mm [30]. Lee and Li found that when the workpiece is connected with the negative pole of the power supply, the processing efficiency and surface roughness are higher [31].

Influence of processing parameters on surface integrity in EDM
In EDM, the pulse parameter is one of the most important factors affecting the processing characteristics and surface integrity and is widely researched by scholars at home and abroad, especially to pulse-on time and peak current. Our previous study found that even if the energy is the same under different pulse-on times and current combinations, there are great differences in the surface integrity of EDM [5]. It is generally accepted that discharge sustaining voltage is constant during EDM. Therefore, when the pulse energy is the same, the different peak currents and pulse-on time combinations represent different energy input processes. In other words, the surface integrity of the EDM sample is not only related to pulse energy but also related to the input processes. Pulse current waveform determines the input process of energy and thus can affect surface integrity. Shinohara and Ishikawa studied the influences of discharge current pulse shape (ramp-up, ramp-down, and rectangular) on machining characteristics in EDM under single pulse discharge [32, 33]. The results showed that the removal volume per discharge of ramp-up pulse was the largest under any pulse durations from 60 to 200 µs. De Bruyn et al. reported that the tool wear ratio significantly increased when using the trapezoidal current waveform instead of the rectangular one [34]. Tsai and Lu compared the influence of rectangular, trapezoidal, and the 1st-order current waveforms on machining characteristics in EDM [35]. They found that the rectangular current waveform always results in the largest material removal rate (MRR) and relative wear ratio (RWR) due to the highest initial current and shortest current rising time. The MRR and RWR of trapezoidal are higher than that of the 1st-order current waveforms. When the trapezoidal, and the 1st-order current waveforms were used in EDM, the MRR and RWR decreased with the increase of current rising time. However, the pulse energy of these three waveforms used in EDM is not the same. Thus, this study does not really elucidate the effect of different current waveforms on machining characteristics. Liu et al. researched the effect of pulse shape on the EDM performance of Si3N4-TiN ceramic composite [36]. The findings show that discharge pulse type and its related pulse parameters affect processing performance, surface texture, and microstructure by affecting material removal mechanisms. Although the iso-energetic pulse has high MRR, and the surface fabricated by which is relatively smooth, the RWR is high and the flexural strength decreases. On the contrary, the relaxation pulse exhibits a low RWR and satisfies satisfactory machining speed, but the surface is rougher and showed more micro-pores [36]. Yue et al. found that the material removal volume in the discharge with the end composite pulse could be twice as high as that with the square pulse under the same discharge energy through single pulse discharge machining experiments. Meanwhile, due to high molten material removal rate of the end composite pulse, the thickness of the recast layer generated in the discharge with the end composite pulse was much thinner than that with the square pulse under the same discharge energy [37]. These researches indicated that it is a much effective method to improve processing characteristics by making a change the current waveform.
Up to now, it has not been investigated enough whether the current waveform is most adequate or not. Although some scholars researched the influence of the current waveform on processing characteristics, the effect on surface integrity is seldom reported. More importantly, the previous studies were based on single-pulse discharge or the discharge energy used to process is different. It is difficult to compare the machining characteristics and surface integrity of different current waveforms. Meanwhile, the effect of superimposed pulse current waveform on processing characteristics and surface integrity is not reported. Therefore, in this study, we researched the effect of superimposed pulse current waveform and its pulse parameter on processing characteristics under the same discharge energy. The MRR, surface topography, roughness, microstructure, and residual stress were investigated and compared. This article can provide some reference for the development of new current waveform.
2 Materials and methods
2.1 Materials
Mold manufacturing is the main application field of EDM. The material used for the mold is mostly molded steel. The STAVAX steel has excellent mechanical properties and terrific corrosion resistance, which is widely used as a mold material. Thus, it is selected as the workpiece material in this study. The chemical composition and its weight percent are shown in Table 1. Figure 2 exhibited the microstructure of STAVAX steel. The size of workpiece is 60 × 60 × 5 mm3. In EDM, copper electrode is often used to process steel due to their high thermal conductivity and relatively low price. Therefore, the copper rod with the dimension of Φ10 mm × 120 mm is used as tool electrode in the research. Kerosene is used as a dielectric.

Phase composition of workpiece material
2.2 Influence of superimposed current waveform on discharge sustaining voltage
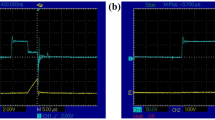
As we all know, when the discharge current waveform shape is rectangular, the discharge sustaining voltage is constant. However, the variation of the discharge sustaining voltage under the non-rectangular current waveform is unknown. Therefore, we investigated the effect of superimposed pulse current waveform on discharge sustaining voltage. The circuit diagram of power supply is exhibited in Fig. 3a. Figure 3b shows the discharge waveform collected by an oscilloscope. It is clear that the discharge sustaining voltage is slightly higher at the superposition of the pulse current. Since the fluctuation of the discharge sustaining voltage is not large, it can still be regarded as a fixed value. Therefore, discharge energy is determined by current waveform and pulse parameters.

(a) Simple circuit diagram for power and (b) influence of superimposed current waveform on discharge sustaining voltage
2.3 Machining experiment
The machining experiment was carried out by an industrial EDM machine tool (Fig. 4). The typical superimposed pulse current waveform used in the experiment is shown in Fig. 5. The superimposed pulse delay time td = 0, (ton-tp)/2, and (ton-tp) are respectively defined as the front (waveform A), middle (waveform B), post (waveform C) superimposed pulse current waveform. The rectangular current waveform (waveform D) under the same pulse discharge energy and pulse-on was used as the control group. Figure 6 displayed the discharge current waveform under different pulse parameters. The machining parameters used to study the influence of superimposed pulse current position on surface integrity and MRR are exhibited in Table 2. Since the current waveform is not a standard geometry and pulse parameters cannot be adjusted continuously, it is difficult to guarantee the same pulse discharge energy for different current waveforms. Relative to the total discharge energy, the difference in energy between different waveforms can be ignored in this study. To avoid the effect of initial stress of materials, the workpiece material was stress-relieved before EDM for ensuring stress-free conditions. Briefly, the sample was heated to 650 °C, held for 2 h, slowly cooled to 500 °C, and then placed in air to cool. The processing depth is set as 0.3 mm.

Machine tool used in EDM experiments

Superimposed pulse current waveform

Different pulse current waveforms: (a) waveform A, (b) waveform B, (c) waveform C, and (d) waveform D
2.4 Test method
Surface morphology is investigated by the field emission scanning electron microscope (SEM). Surface roughness is measured by a surface roughness profiler. The sampling length of the surface roughness is 4 mm. The value of λs and λc are 0.0025 mm and 0.8 mm, respectively. The crystalline phase was examined by X-ray diffraction (XRD). The diffraction angle 2θ ranges from 20 to 90°. To study the influence of discharge current waveform on material removal performance, MRR was calculated in this study. The mass of EDM sample before and after processing is weighed by electronic balance. The machining time is recorded by stopwatch. The MRR was equal to the mass of removal material divided by the processing time. The residual stress is tested by a portable X-ray stress analyzer (μ-X360n). The white layer thickness is observed and measured by optical microscopy (Fig. 7a). Briefly speaking, the EDM sample is embedded in a polymeric resin and polished by polish-grinding machine. Then, the sample is cleaned and followed by etching in Nital (4%) solution. After that, the white layer of EDM sample is investigated by optical microscopy. Figure 7b displayed an example of the cross-section and the calculation of the thickness of the white layer.

Optical microscopy (a) and the calculation of the thickness of the white layer (b)
3 Results and discussion
3.1 MRR
Figure 8 showed the MRR of EDM under different current waveforms. From waveform A to waveform D, the change trend of the material removal rate when the pulse-on time is 8 μs is the same as that when the pulse width is 19 μs. It can be seen that the MRR decreased with the increase of td. The MRR of waveform A is about twice and three times that of waveform B and C, respectively. The energy of the superimposed pulse is less than 20% of the total discharge energy. However, the material removal rate varies greatly due to the difference in the position of the superimposed pulse. Therefore, td has an important influence on MRR. It further proved the importance of the energy input process to processing characteristic. Motoki and Ikai research results also indicate that the pre-superimposed pulse current waveform has a higher material removal rate [38]. However, Yue et al. showed that end composite pulse has the higher material removal rate through single pulse discharge machining experiments [37]. The reason for this difference may be due to the difference between single pulse discharge and continuous pulse discharge. In addition, in their study, the superimposed waveform is a triangular current waveform, while the superimposed waveform is a rectangular current waveform in our research. These reasons may lead to differences in research results. The MRR of waveform D is lower than that of waveform A but higher than those of waveforms B and C. The results indicated that applying a high discharge current in the early stage of discharge can improve the machining efficiency. A previous study reported that the high current with short pulse-on time had a higher MRR than the low current with long pulse-on time when the discharge energy is the same [5]. This is because the former has a larger heat flux density, resulting in a larger pressure acting on the surface of the molten material, thus making the MRR larger. With the increase of pulse-on time, the diameter of the plasma channel also increased. The pressure acting on the melting pool gradually decreased, resulting in the MRR decreased. For superimposed pulse current waveform, when the current in the later stage of discharge is large, the pressure of the plasma channel on the molten pool is small due to the large plasma channel, so it has little effect on the MRR. When the pulse-on time increased from 8 to 19 μs, the MRR increased due to the increase of pulse energy. Compared with pulse-on time, the current has more important influence on MRR. For a rectangular current waveform, the discharge energy at a pulse width of 19 μs is more than twice that at 8 μs. However, the difference in MRR is not significant. When the pulse width is too large, the material removal power is small in the later stage of the discharge due to the increase of the plasma channel, so the MRR increases slowly. Consequently, when the pulse width is too large, the MRR does not increase significantly.

The MRR of EDM under the different current waveform
3.2 Surface topography
Figures 9 and 10 presented the surface topography of sample produced by different current waveform. It is clear that the EDM surface consists of many overlapping discharge craters. Thus, there is no directivity on the surface of EDM sample. Some cracks, debris, and micro-voids were observed on the surface of EDM samples due to the rapid heating and cooling during EDM. The generation of surface cracks attributed to the stress produced by EDM exceeds the tensile strength limit of the material. The formation of micro-void is caused by the bubbles expelled from the molten material during the process of cooing. The existence of debris is due to the splashed molten material that falls back to the surface and solidifies, and thus, the shape of debris is usually spherical. With the increase of td, the cracks increased. The reason for this phenomenon may be due to the backward shift of the superimposed pulse current, which leads to a higher heat flux density in the later stage of discharge, as well as a large amount of residual molten metal remaining on the surface of the workpiece during the processing, resulting in higher stress generation. Consequently, the waveform C has more surface cracks than waveform A and B. The sample surface fabricated by waveform D had the most cracks. It is demonstrated that superimposed current waveform is beneficial to reduce to surface cracks, especially to the front superimposed pulse current waveform. From Fig. 10, we can find that the surface produced by the rectangular current wavefrom is flatter than that produced by the superimposed pulse current waveform. In addition, for the rectangular current waveform, compared to the long pulse-on time (19 μs), the short pulse-on time (8 μs) has a rougher surface and less cracks. It is consistence with the previous study [5]. Therefore, when the discharge energy is larger, the surface is not necessarily rougher. The surface topography is related to the combination of current waveform and pulse-on time.

Surface topography of sample fabricated by EDM when the pulse-on time is 8 μs: (a1, a2) waveform A, (b1, b2) waveform B, (c1, c2) waveform C, (d1, d2) waveform D

Surface topography of sample fabricated by EDM when the pulse-on time is 19 μs: (a1, a2) waveform A, (b1, b2) waveform B, (c1, c2) waveform C, (d1, d2) waveform D
The influence of current waveform on surface roughness is shown in Fig. 11. It can be seen that the sample processed by waveform D had the lowest surface roughness, while that manufactured by waveform A exhibited the highest surface roughness. With the backward shift of superimposed pulse current, the surface roughness of EDM sample decreased. For the waveform A, the roughness of the machined surface when the pulse width is 8 μs is slightly lower than that when the pulse width is 19 μs. However, for waveform B, C, and D, the roughness of the machined surface when the pulse width is 8 μs is higher than that when the pulse width is 19 μs. In general, when the MRR is large, the surface roughness is also high. However, in this study, we found that when the MRR is high, the surface roughness is not necessarily high. Therefore, there is no specific relationship between surface roughness and MRR. In fact, surface roughness is determined by surface topography. High material removal rate does not mean large surface fluctuation. In EDM, the diameter of plasma increases with the increase of pulse-on time or current. When the plasma channel becomes large, its energy density decreases. Therefore, the pressure of the plasma over the molten cavities decreased. Although the diameters of craters increase, the depth does not necessarily increase or may even decrease due to the influence of the expanding plasma channels. Lee et al. found that when the pulse width exceeds a certain value and continues to increase, there is a downward trend in surface roughness, and the critical value of pulse width is related to the magnitude of pulse current [21]. Therefore, surfaces are not necessarily rougher at high MRR. These results indicated that the appropriate machining parameters play an important role in improving EDM properties.

Surface roughness of different sample fabricated by EDM
3.3 Surface components
The process of EDM is a fairly complex microscopic and transient process, including the breakdown of the medium and the formation of the channel, the energy distribution and heat transfer, the throwing and transfer process of the galvanic corrosion products, and the pyrolysis and colloid chemical process of the working fluid. Moreover, it is also accompanied by vocalization, luminescence and electromagnetic radiation. Therefore, the surface components of EDM surface would change. The composition of electrode material will be detected on the workpiece surface due to the serious alloying of surface materials in EDM. For example, the element of Cu appeared on the EDM surface (Fig. 12). Figure 13 displayed the microstructure of different samples. There are α-Fe, γ-Fe, and cementite on the EDM surface. In EDM, kerosene would decompose and produce carbon due to the extremely high temperature of the plasma channel. Therefore, the carburization phenomenon existing during EDM. Combined with rapid cooling, resulting in microstructural transformation. No significant difference in microstructure on the sample surface processed by different discharge current waveform. The results implied that the current waveform has little effect on the microstructure.

Surface component of sample produced by waveform A

Effect of current waveform on microstructure under the pulse width of 19 μs
3.4 White layer
The thickness of white layer has an important influence on the service life of samples. Therefore, it is necessary to investigate the white layer thickness, whose the result was shown in Fig. 14. From this figure, it can be found that the white layer of sample machined by waveform A was the thinnest. Compared with the superimposed pulse current waveform, the rectangular current waveform can produce the thicker white layer. For the superimposed pulse current waveform, the white layer thickness increased with the increase of td. The order of the thickness of the white layer on the surface of each waveform processed sample does not change due to the change of the pulse-on time. In EDM, the thickness of white layer depends on the amount of remaining molten materials. Combined with the result of MRR, we can conclude that the amount of molten materials under different current waveform is different even if the discharge energy is the same. When the pulse-on time increases, the white layer thickness also increases. The increase of pulse-on time causes the increase of pulse energy, resulting in more heat to be transferred to the workpiece surface. Thus, the amount of molten materials also increases. Since only a small amount of molten material is removed from the workpiece surface, and the material erosion kinetics is reduced when the pulse width is larger, the thickness of the white layer increases.

Influence of current waveform on white layer thickness
3.5 Residual stress
Figure 15 revealed the test result of residual stress for different discharge current waveforms. Apparently, all EDM sample surfaces exhibited high residual tensile stress. Compared with other current waveform used in this study, the residual stress of sample surface fabricated by waveform A is the lowest. Residual stress increased as the td increase. The residuals stress of sample fabricated by waveform C was slightly lower than that of sample manufactured by waveform D. Therefore, discharge current waveform has a significant influence on residual stress. Compared with the samples processed with short pulse width, the residual stress on the surface of the samples processed with long pulse width is larger. The residual stress in EDM is as a result of the common action by thermal stress and phase transformation stress. The formation of thermal stress is attributed to the uneven deformation of materials caused by temperature changes, which is affected by the temperature gradient. In EDM, the microstructure of materials is due to the effect of carburization and change of temperature. From Fig. 13, it can be seen that the microstructure of EDM sample surface processed by different current waveform is not significantly different. It is indicated that the difference in residual stress is owing to the difference of thermal stress. Therefore, the current waveform can affect the magnitude of thermal stress by affecting the distribution of temperature, thereby affecting the residual stress. The increase of pulse-on time leads to the increase of discharge energy, and thus more heat transfer to the workpiece surface. Therefore, the thermal stress is higher under the condition of long pulse-on time.

Residual stress of EDM surface processed by different current waveform
4 Conclusions
The paper investigated the influence of superimposed pulse current waveform on surface integrity in EDM. The surface topography, roughness, microstructure, white layer thickness, and residual stress were measured and analyzed. In addition, the material removal rate was also investigated. Some important findings in this study were summarized as follows.
-
(1)
As the superimposed pulse current moves back, the material removal rate and surface roughness decreased, while the white layer thickness, surface defects, and residual stress increased. When the pulse-on time increases, the material removal rate, white layer thickness, residual stress also increase.
-
(2)
The surface roughness does not necessarily increase with the increase of pulse-on time. Therefore, when the material removal rate is high, the surface roughness is not necessarily high. In other words, there is no specific relationship between material removal rate and surface roughness. The surface roughness is determined by surface topography.
-
(3)
Compared with the sample processed by the front superimposed pulse current waveform, the sample processed by the rectangular current waveform has the lower surface roughness, higher white layer thickness and residual stress. Moreover, the former has a higher material removal rate than the latter. The current waveform has little effect on microstructure. The microstructure of EDM surface included α-Fe, γ-Fe, and cementite.
Availability of data and materials
All the data and materials of this work are available to the readers, according to the magazine policies.
References
Zhou M, Mu X, He L, Ye Q (2019) Improving EDM performance by adapting gap servo-voltage to machining state. J Manuf Process 37:101–113. https://doi.org/10.1016/j.jmapro.2018.11.013
Hardik B, Pandey PM (2018) Experimental investigations to evaluate the effect of magnetic field on the performance of air and argon gas assisted EDM processes. J Manuf Process 34:356–373. https://doi.org/10.1016/j.jmapro.2018.06.026
Ishfaq K, Sana M, Ashraf WM, Dua V (2023) Sustainable EDM of Inconel 600 in Cu-mixed biodegradable dielectrics: modelling and optimizing the process by artificial neural network for supporting net-zero from industry. J Clean Prod 421:138388. https://doi.org/10.1016/j.jclepro.2023.138388
Chen N, Kong L, Lei W, Qiu R (2023) Experimental study on EDM of CFRP based on graphene aqueous solution. Mater Manuf Process 38:1180–1189. https://doi.org/10.1080/10426914.2023.2165674
Wang G, Han F, Zhu L (2022) Influence of energy input process on the white layer and residual stress in electrical discharge machining. Int J Adv Manuf Tech 119:4925–4937. https://doi.org/10.1007/s00170-022-08657-8
Yue X, Yang X, Li Q, Li X (2020) Novel methods for high-speed observation of material removal and molten pool movement in EDM. Precis Eng 66:295–305. https://doi.org/10.1016/j.precisioneng.2020.07.009
Mishra BP, Routara BC (2020) Evaluation of technical feasibility and environmental impact of Calophyllum inophyllum (Polanga) oil based bio-dielectric fluid for green EDM. Measurement 159:107744. https://doi.org/10.1016/j.measurement.2020.107744
Jahan MP, Rahman M, Wong YS (2011) A review on the conventional and micro-electrodischarge machining of tungsten carbide. Int J Mach Tool Manu 51(12):837–858. https://doi.org/10.1016/j.ijmachtools.2011.08.016
Liao Z, Monaca AL, Murray JW, Speidel A, Ushmaev D, Clare A, Axinte D, M’Saoubi R (2021) Surface integrity in metal machining-Part I: fundamentals of surface characteristics and formation mechanisms. Int J Mach Tool Manu 162:103687. https://doi.org/10.1016/j.ijmachtools.2020.103687
Monaca AL, Murray JW, Liao Z, Speidel A, Robles-Linares JA, Axinte DA, Hardy MC, Clare AT (2021) Surface integrity in metal machining-Part II: functional performance[J]. Int J Mach Tool Manu 164:103718. https://doi.org/10.1016/j.ijmachtools.2021.103718
Wang G, Han F (2021) A comparative study on the surface integrity of single-step and multi-step sequential machining in electric discharge machining. Int J Adv Manuf Tech 114:1803–1817. https://doi.org/10.1007/s00170-021-06947-1
Aigner R, Pusterhofer S, Pomberger S, Leitner M, Stoschka M (2019) A probabilistic Kitagawa-Takahashi diagram for fatigue strength assessment of cast aluminium alloys. Mat Sci Eng A-Struct 745:326–334. https://doi.org/10.1016/j.msea.2018.12.108
Cox A, Herbert S, Villain-Chastre JP, Turner S, Jackson M (2019) The effect of machining and induced surface deformation on the fatigue performance of a high strength metastable β titanium alloy. Int J Fatigue 124:26–33. https://doi.org/10.1016/j.ijfatigue.2019.02.033
Herbert C, Axinte DA, Hardy M et al (2014) Influence of surface anomalies following hole making operations on the fatigue performance for a nickel-based superalloy. J Manuf Sci Eng 136:051016. https://doi.org/10.1115/1.4027619
Ghanem F, Sidhom H, Braham C, Fitzpatrick ME (2002) Effect of near-surface residual stress and microstructure modification from machining on the fatigue endurance of a tool steel. J Mater Eng Perform 11:631–639. https://doi.org/10.1361/105994902770343629
de Jesus AMP, Ramos GFS, Gomes VMG, Marques MJ, de Figueiredo MAV, Marafona JDR (2020) Comparison between EDM and grinding machining on fatigue behaviour of AISI D2 tool steel. Int J Fatigue 139:105742. https://doi.org/10.1016/j.ijfatigue.2020.105742
Wu KL, Yan BH, Huang FY, Chen SC (2005) Improvement of surface finish on SKD steel using electro-discharge machining with aluminum and surfactant added dielectric. Int J Mach Tool Manu 45:1195–1201. https://doi.org/10.1016/j.ijmachtools.2004.12.005
Gostimirovic M, Kovac P, Sekulic M, Skoric B (2012) Influence of discharge energy on machining characteristics in EDM. J Mech Sci Technol 26:173–179. https://doi.org/10.1007/s12206-011-0922-x
Rebelo JC, Dias AM, Kremer D, Lebrun JL (1998) Influence of EDM pulse energy on the surface integrity of martensitic steels. J Mater Process Tech 84:90–96. https://doi.org/10.1016/S0924-0136(98)00082-X
Gostimirovic M, Pucovsky V, Sekulic M, Radovanovic M, Madic M (2018) Evolutionary multi-objective optimization of energy efficiency in electrical discharge machining. J Mech Sci Technol 32:4775–4785. https://doi.org/10.1007/s12206-018-0925-y
Lee HT, Hsu FC, Tai TY (2004) Study of surface integrity using the small area EDM process with a copper-tungsten electrode. Mater Sci Eng A Struct 364:346–356. https://doi.org/10.1016/j.msea.2003.08.046
Amorim FL, Weingaertner WL (2005) The influence of generator actuation mode and process parameters on the performance of finish EDM of a tool steel. J Mater Process Tech 166:411–416. https://doi.org/10.1016/j.jmatprotec.2004.08.026
Bozkurt B, Gadalla AM, Eubank PT (1996) Simulation of erosions in a single discharge EDM process. Mater Manuf Process 11:555–563. https://doi.org/10.1080/10426919608947508
Li XS, Cai AH, Zeng JJ (2012) Effect of EDM conditions on surface residual stress of Cr12MoV steel. Mater Sci Forum 697:171–175. https://doi.org/10.4028/www.scientific.net/MSF.697-698.171
Ekmekci B (2009) White layer composition, heat treatment, and crack formation in electric discharge machining process. Metall Mater Trans B 40:70–81. https://doi.org/10.1007/s11663-008-9220-0
Zhang Y, Liu Y, Ji R, Cai B (2011) Study of the recast layer of a surface machined by sinking electrical discharge machining using water-in-oil emulsion as dielectric. Appl Surf Sci 257:5989–5997. https://doi.org/10.1016/j.apsusc.2011.01.083
Pecas P, Henriques E (2008) Electrical discharge machining using simple and powder-mixed dielectric: the effect of the electrode area in the surface roughness and topography. J Mater Process Tech 200:250–258. https://doi.org/10.1016/j.jmatprotec.2007.09.051
Sidhu SS, Batish A, Kumar S (2015) Analysis of residual stresses in particulate reinforced aluminium matrix composite after EDM. Mater Sci Tech 31:1850–1859. https://doi.org/10.1179/1743284715Y.0000000033
Rao MJ, Shaik RU, Buschaiah K (2020) Electrical discharge machining: a comparative surface integrity study for Incoloy-800. Mater Today 22:3286–3296. https://doi.org/10.1016/j.matpr.2020.03.290
Ming P, Zhu R, Hu R et al (2010) Area effect of bath mode micro electro-discharge machining. Key Eng Mater 431–432:65–69. https://doi.org/10.4028/www.scientific.net/KEM.431-432.65
Lee SH, Li XP (2001) Study of the effect of machining parameters on the machining characteristics in electrical discharge machining of tungsten carbide[J]. J Mater Process Tech 115:344–358. https://doi.org/10.1016/S0924-0136(01)00992-X
Shinohara M, Kunieda M (2020) Influences of discharge current pulse shape on machining characteristics in EDM. Procedia CIRP 95:200–203. https://doi.org/10.1016/j.procir.2020.03.146
Ishikawa A, Kunieda M (2019) Influence of current waveforms on single discharge crater in EDM. J Jpn Soc Precis Eng 85:717–721. https://doi.org/10.2493/jjspe.85.717
De Bruyn HE, Pekelharing AJ, Delft TH (1980) Comparison of various erosion systems with rectangular and trapeziodal pulse forms. CIRP Ann-Manuf Techn 29:103–106. https://doi.org/10.1016/S0007-8506(07)61303-1
Tsai YY, Lu CT (2007) Influence of current impulse on machining characteristics in EDM. J Mech Sci Technol 21:1617–1621. https://doi.org/10.1007/BF03177384
Liu K, Reynaerts D, Lauwers B (2009) Influence of the pulse shape on the EDM performance of Si3N4-TiN ceramic composite. CIRP Ann 58:217–220. https://doi.org/10.1016/j.cirp.2009.03.002
Yue X, Sun Q, Fan J, Han J, Zhang Q (2023) High-efficiency EDM based on a composite pulse current. Int J Adv Manuf Tech 127:1433–1446. https://doi.org/10.1007/s00170-023-11518-7
Motoki M, Ikai T (1981) EDM of tungsten carbide alloy by using superimposed pulse. J Jpn Soc Elec Machin Eng 14:10–19. https://doi.org/10.2526/jseme.14.28_10
Funding
The authors would like to acknowledge the financial support from the National Natural Science Foundation of China (52275439), National Key Foundation of China (61409230307), and the National Key R&D Program of China (2018YFB1105900).
Author information
Authors and Affiliations
Contributions
Guisen Wang: Conceptualization, methodology, experiment, validation, formal analysis, investigation, data curation, writing—original draft preparation, writing—review and editing, conceptualization, formal analysis, supervision.
Fuzhu Han: Supervision, project administration, funding acquisition.
Corresponding author
Ethics declarations
Ethics approval
The authors claim that there are no ethical issues involved in this research.
Consent to participate
All the authors consent to participate in this research and contribute to the research.
Consent for publication
All the authors consent to publish the research. There are no potential copyright/plagiarism issues involved in this research.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Wang, G., Han, F. Influence of superimposed pulse position in superimposed pulse current waveform on surface integrity in electrical discharge machining. Int J Adv Manuf Technol 132, 3179–3191 (2024). https://doi.org/10.1007/s00170-024-13454-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-13454-6