
Abstract
To optimize the hole-making process and minimize the cost of time and other expenses, this paper explores femtosecond laser trepanning drilling of K24 alloy, focus on the control of the laser process parameter groups on the diameter, circularity, taper and material removal rate (MRR) for the micro-hole formation. The laser power, repetition rate, focal position, and cutting speed are selected as independent design factor for Taguchi orthogonal array with four levels employed to design and conduct the experiments. The effect of laser parameters on processing performance is evaluated in terms of both mean response and signal-to-noise (S/N) ratio, which are used to investigate the effect of the levels of the four process variables on the results in order to optimize and control the output. The experimental results reveal that the exit circularity, taper and MRR are affected mainly by the laser power. In addition, the entrance diameter increases with the laser power, and the exit diameter is decreased with the cutting speed increasing. However, the repetition rate has no significant effect on the above processing performance within the range of values investigated. Finally, the experimental results verified that the optimized laser hole–making parameters can improve the shape and dimensional accuracies of the obtained micro-holes. This optimized combination of laser processing parameters provides an effective method to improve the hole-making quality and efficiency.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Compared to mechanical machining, laser drilling possesses several merits such as applicability in a wide variety of materials, free of tool wear, capability of producing holes with high-aspect ratio. As an industrial technology, laser drilling has been important for achieving high efficiency and quality micro-holes with good repeatability. For example, in the preparation of cooling or injector micro-holes for aero-engines and gas turbines, laser drilling has shown higher efficiency than that of mechanical machining [1, 2]. In general, laser drilling hole can be divided into single pulse drilling, multi-pulse percussion drilling, and trepan drilling according to whether the spot is moving [1, 3], as shown in Fig. 1.

Schematic diagram Laser drilling hole (a) single pulse drilling, (b) multi-pulse percussion drilling, and (c) trepan drilling
Single pulse drilling involves, in successive ablating, the target material at the same location, resulting in the diameter of micro-hole close to the size of the laser spot, which is highly efficient with poor quality. Contrarily, multi-pulse percussion drilling with lower efficiency can improve dimensional precision by avoiding more thermal damage due to material absorbing less energy from each pulse. Trepan drilling is a precise process by initially laser beam piercing and then scanning around the proposed perimeter of hole, which can cut out the shape of the hole by planning the scanning path of laser beam [4]. By optimizing the scanning path, trepan drilling can obtain the micro-holes with better circularity. However, the position of the focal spot remains constant in the depth direction relative to the target material, which can lead to difficulty in drilling holes with a high depth-to-diameter ratio [4, 5].
To improve the quality of micro-holes, many studies have been carried out to investigate the effect of the laser parameters by optimizing methods. Das et al. [6] investigated microstructural characteristics of holes under various processing conditions in CMSX4 by a femtosecond laser. They found that the circularity of the holes was distinctly observed better on the entrance side than that on the exit. Xia et al. [7] conducted experiments by a water-based ultrasound-assisted single-pulse laser drilling in thin nickel-based superalloy GH4037. The results demonstrated that higher ultrasound power can improve the surface quality of the inner sidewalls of the hole and increase the circularity of the entrance diameter. Wang et al. [8] analyzed the effect of laser parameters on trepan drilling in alumina ceramic plates. Duan et al. [9] investigated the effect of three main laser parameters, namely the cutting path, scanning speed, and the number of turns, on the geometry, quality, and recast layers of micro-hole. Essam Shehab et al. [10] designed three experiments (namely single-pulse, percussion, and trepanning drilling) in Inconel 718 alloy based on Taguchi method. The results showed that removal rate was higher in single-pulse drilling than that in trepan drilling, which resulted in a significant increscent in specific energy consumption and a better quality of drilled hole than that in the percussion process. Choudhury et al. [11] designed a Taguchi orthogonal experiment to investigate the effect of four laser parameters on the circularity and taper of the micro-hole. By analysis of variance, the optimum combination of parameters was obtained to ensure the quality of the micro-hole. To obtain an optimal solution for low-power femtosecond laser drilling, Zhang et al. [12] combined an optimal machine learning predictive model with a high-throughput genetic algorithm with modified and non-thermal laser parameters, which can improve the taper and efficiency of hole-drilling. Khai et al. [13] found that the focal position of the laser beam relative to the sample surface can affect the hole shape and drilling speed, and that laser-induced periodic surface structures with a period of 300 nm were formed on the sides of the hole walls by using circularly polarised beams for drilling hole. Surendra et al. [14] explored the effects of laser pulse width and pulse frequency on the circularity and taper of a micro-hole and concluded that pulse width and assist gas pressure were significant for spatter formation. Marimuthu et al. [4] utilized a millisecond fiber laser to drill a 30° angular hole in 2 mm thick Nimonic C263 alloy. They found that the best drilling performance was observed with a laser beam overlap of approximately 53%.
To sum up, despite laser trepanning drilling has been extensively reported, to our knowledge, there are few reports for investigating the application of K24. Due to a large number of internal intermetallic compounds and TiC strengthening phases [15], K24 is a high AlTi, low-density nickel-based alloy with superior high-temperature properties, and traditional hot melt machining, mechanical machining and electric discharge machining (EDM) fail to meet the application requirements of special fields such as aerospace and military industry. To prepare high-quality microholes in K24 by laser trepanning drilling, this paper aims to optimize the laser process parameter groups on performance microholes, which is evaluated in terms of both mean response and signal-to-noise (S/N) ratio. This experiment was designed to produce a through-hole with 200 μm diameter in a 1 mm thick K24 alloy plate, which focused on the control of the laser process parameter groups on the circularity and taper quality for the micro-hole formation. To improve the performance of micro-holes, the study aimed to obtain the optimum process parameters for laser drilling. For the case of the prepared structures with good quality and the more reliable process, the feasibility of laser drilling micro-holes will be demonstrated. Based on the Taguchi method [16], the experiments were designed by considering the laser parameters, which include laser power, repetition rate, focal position, and cutting speed. The experimental design used orthogonal arrays to rationalize the parameters affecting the process and the levels at which they should be varied accordingly. As the preliminary investigations suggested that four input variables affect the hole quality in terms of taper and circularity, the use of the Taguchi method is justified in the present investigation.
This paper is organized as follows: Section 2 provides the experimentation details including materials, equipment, and methods. Section 3 presents the hole-making optimized results by discussing the hole diameters, taper, circularity, and material removal rate (MRR). Finally, some conclusions are summarized.
2 Experimentation details
2.1 Materials, equipment, and methods
K24s were selected for laser drilling and sectioned into thin sheets of 10 mm × 10 mm × 1 mm using an electric discharge wire cutting machine. Prior to laser drilling, the polished K24 samples were subjected to remove oil esters and impurities from the surfaces using acetone, ethanol and deionized water through an ultrasonic cleaning machine, in turn, for 10 min each. Finally, the samples were put into an oven for drying.
Figure 2a shows a micro-machining system, which is composed of a five-axis linear motion stage, a galvanometer scanner, and a CCD real-time monitoring system. The sample was fixed on the 5-axis machining platform, whose position can be controlled by the A3200 software-based platform (Aerotech, USA) in three axes to complete the laser drilling. Then, the laser beam was focused on the sample by a focusing lens inside the galvanometer scanner, which can control the laser focal spot focus position, via rotating and reflecting to change the optical path and scan along a pre-defined tracking path in the X and Y axes. The experiments were performed by using a PHAROS-type femtosecond laser, which delivered average power 18 W, 342–1026 nm wavelength, 100 kHz repetition rate, and 200–10,000 fs pulse duration, as presented in Fig. 2b. The laser beam cross-section is the intensity distribution Gaussian with approximately circular spot of Φ =2.2 mm. In the case of alloy materials, the experiments were carried out in the infrared wavelength of 1026 nm.

a Schematics of femtosecond pulse laser processing system. b Laser drilling experimental setup
2.2 Taguchi design of experiments
Taguchi method is a robust design to select the best combinations of parameters affecting the quality of the micro-holes. Figure 3 shows a schematic diagram of the experimental scanning path for four concentric circles with diameters of d1=20 μm, d2=80 μm, d3=140 μm, and d4=200 μm from the inner circle to the outer circle, respectively.

Schematic diagram of the laser drilling strategy
To investigate the effect of laser parameter on the quality and precision of micro-hole drilled, four process parameters of laser power (A), repetition rate (B), focal position (C), and cutting speed (D), are selected as design factors with four levels, which are illustrated in Table 1. A Taguchi L16 (44) orthogonal array according to Table 1 was used to plan and conduct the experiments to obtain the required information with the reduced number of experiments [17]. To reduce the error of experimental results, four repeat experiments were conducted for each set of laser parameters in the orthogonal experiment.
2.3 Evaluation of laser trepan drilled hole quality characteristics
The performance of micro-holes is ascertained in terms of hole diameter, hole taper, hole circularity. The experimental target is to fabricate a through-hole with a diameter of 200 μm (shown in Fig. 3) and to guarantee the greatest circularity as well as a small taper. The diameter is measured at 30° intervals by using a scanning electron microscope (ZEISS Sigma 300 SEM), as shown in Fig. 4. The average value at the entrance or exit corresponding to an experimental condition represents the hole diameter at entrance or exit, respectively [14].

Strategy for measuring hole diameter
The taper of micro-hole can be calculated based on the hole diameters of the micro-hole entrances and exits measured [18]. The schematic diagram of the taper is shown in Fig. 5. The intrinsic focusing characteristics and converging-diverging profile of the laser beam are responsible for the hole taper generation [19]. Besides, the melted material scatters around the drilled hole and adheres around the periphery of the hole resulting in spatter, as well as the barrel shape, which are both inherent defects in the laser drilling process.

Hole taper illustration
The taper is calculated as follows.
Where dentry and dexit denote the entrance and exit diameter of the micro-hole, respectively. t is the thickness of the specimen, t=1 mm.
The circularity of micro-hole can be determined by the minimum area method. To be specific, the inner tangent circle and the outer tangent circle are firstly obtained according to the actual contour, which are concentric at point O. As shown in Fig. 6, the maximum outer tangent circle and the minimum inner tangent circle are tangent to the actual contour at the tangent point a, c, b and d, respectively. Intersection point of line (ac) and line (bd) should be the point O. Finally, the radius difference Δr of two concentric circles is defined as circularity error. Accordingly, the smaller the Δr, the smaller the circularity error of the micro-hole.

Circularity error a Circularity error illustration. b Circularity error experiment
3 Results and discussions
The noise performance and target performance measure were used to analyze the effect of laser parameter [11]. Among them, the purpose of target performance measure aimed to calculate the range of the results and to distinguish the contribution of target control factor to the experimental response according to the rank of the range. These target control factors can be used to adjust the mean response, which is given by:
where yi is the response for the ith experiment and n is the number of trials.
In addition, the noise performance measures are carried out on the experimental results to calculate the signal-to-noise (S/N) ratio, which can be used to control the process parameters and enable a robust result of overall processing quality. Specifically, the combined contribution of the mean response and S/N ratio is used to investigate the effect of the levels of the four process variables on the results and then to optimize and control the target performance. The taper and circularity of the micro-hole in this study are smaller [16], the qualities of the laser drilling are better. It should be noted that the combined contribution of the entrance and exit signal-to-noise ratio for circularity error is used to investigate the experimental results. Therefore, the lower-the better criterion is applied for evaluating the S/N ratios of the various drilling parameters. This criterion is given by:
where n represents the total number of tests, and yi can be represented by the taper and circularity error of the specimen corresponding to the ith test.
3.1 Hole diameter analysis
The irradiated laser injection at the entrance is much higher than that at the exit, which leads to a trend of higher material removal rate, and causes the exit hole diameters observed greater than 200 μm. The mean responses for each factor of the entrance diameter can be obtained by Eq. (2), and summarized in Fig. 7. The effect of controlled factors on the mean response can be compared by the range. It can be obviously obtained from Fig. 7b that the rank of the effect is A (laser power), D (repetition rate), B (cutting speed), and C (focal position). The laser power and the focal position has the largest and lowest effect on the dimension of the holes, respectively. Due to all the hole diameters larger than the target of 200 μm, the combination of the factors with the lowest response is selected as A1D4B4C3, i.e., laser power of 2 W, repetition rate of 100 kHz, cutting speed of 400 mm/s and focal position of 200 μm.

Mean response analysis of diameter at entrance; a hole diameter, b the mean response
Meanwhile, the significance of the effect of process parameter on hole diameter is discussed by an analysis of variance (ANOVA) of the mean values at the entrance and the results are shown in Table 2. The calculated F value is compared to the critical F value to indicate the effect of the factor on the output. The critical F value of F0.25 (3,3) = 2.36 for 75% confidence level is obtained by checking the relevant data. The F value for laser power and repetition rate is greater than the critical F value, which is considered as a significant factor affecting the entrance diameter. The result is consistent with the previous findings derived from the mean response and verify the reliability of the experiment.
Similarly, the mean response analysis is performed on the exit diameters to obtain Fig. 8, where the effects of the four factors were compared and evaluated to discuss the significance of various responses.

Mean response analysis of diameter at exit; a hole diameter, b the mean response
Based on Fig. 8a, it can be noted that the mean values of the exit sizes are all less than 200 μm and the actual measured hole sizes are all within 200 μm. The rank of the range presented in Fig. 7b and Fig. 8b demonstrates that laser power has the most significant effect on the exit size as well as the entrance size. The focal position and repetition rate have a similar range and are therefore considered to have a comparable effect on the exit size. The cutting speed has the smallest range and is considered to have the smallest effect on the exit size. The range is ranked as ADCB, and as the mean exit size is smaller than the target size. Conclusively, the combination of factors with the greatest response is chosen as A4D2C2B2, i.e., laser power of 5 W, a repetition rate of 33 kHz, focal position of 0 and cutting speed of 200 mm/s.
The entrance and exit diameters were measured, as shown in Fig. 9, which can illustrate the variation of the entrance and exit size with each factor.

Variation of hole at entrance and exit with factor level
Figure 9 shows that both entrance and exit diameters grow with increasing laser power, while the effect of laser power on the entrance dimension is smaller than that on the exit. It can be explained that the ablation threshold can be reached with laser power increasing, which lead to the hole exit size sharply increasing due to absorb more irradiated laser energy and this agrees with findings made by Zhang et al. [20]. However, increasing the cutting speed and repetition rate can lead to a reduction in laser energy and the laser fluence, which result in the declining hole size since less energy is absorbed [11]. The effect of focal position on the entrance size presents a slight fluctuate, while the exit size is gradually decreasing with the focal position increasing. This phenomenon can be explained that the laser is divergent for case of the positive focal position, the energy density of the beam is less than that on the focal plane, and the thickness of the material is within the Rayleigh length of the beam. Theoretically, the laser energy distribution difference between the exit and entrance of the hole is not significant. Considering plasma shielding phenomenon resulting from defocus increasing, as well as the attenuation of the laser energy transfer [21], the energy density on the exit area will be dramatically lower than that on the entrance area, which lead to the exit size gradually decreasing.
3.2 Hole taper analysis
The ANOVA of the signal-to-noise ratio and the mean response are conducted to optimize the combination of parameters for the drilling process. Figure 10 shows the mean response analysis for hole taper.

Mean response analysis for hole taper; a hole diameter, b the mean response
According to the range presented in Fig. 10b, the effect of laser power on the taper is more than that of the focal position, while the cutting speed and repetition rate of the laser have approximately the equivalent effect on the taper. The combined parameter is A4C2B2D1 in order to obtain the least taper.
Due to the slight difference in the effect of the laser cutting speed and repetition rate on the taper, the S/N ratio of the taper is calculated to improve the integrity of the experimental data, as shown in Fig. 11.

Signal-to-noise ratio analysis for hole taper; a S/N ratio, b the mean response
The S/N ratio from the taper is found to be well consistent with the results of the mean response analysis in Fig. 10, which verify the accuracy of the experimental analysis. It is thought that the hole taper is the lower, the quality of hole is the better, the optimal combination of factor can be obtained as A1C4B1D3 according to Fig. 11b.
Combined Fig. 10 with Fig. 11, it can be obtained that the rank of factors affecting taper by the mean response is the same with the S/N ratio analysis. However, the final selection of the level combinations of each parameter is different. Subsequently, an ANOVA can be applied to determine the optimal process method. Tables 3 and 4 show the ANOVA for the mean response and for the S/N ratio of taper, respectively.
It is observed that only the F-value of laser power is greater than 1 among all factors, indicating that the laser power has the highest magnitude of effect on the taper. According to the ANOVA of the mean response, the contributions of each factor were 36.20% for laser power, 8.597% for cutting speed, 16.44% for focal position, and 12.368% for repetition rate. In contrast, the contributions of each factor were 34.138% for laser power, 8.276% for cutting speed, 15.816% for focal position, and 11.357% for repetition rate via the ANOVA of S/N ratio. The optimum combination of the above analyses is found to be A4C2B2D1 with a laser power of 5 W, a cutting speed of 200 mm/s, a focal position of 0, and a repetition rate of 25 kHz, which result in a taper of 0.688° at this condition.
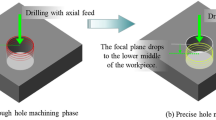
It is evident from Fig. 10 that the mean response of hole taper can be significantly reduced with the laser power level increasing in the narrower magnitude, which indicate that higher laser power led to more material ablation and a reduction in the dimensions difference of entrance and exit. In addition, the effect of focal position on hole taper should not be negligible. With a positive focal position, a large exit diameter, and small taper can be obtained; this result is due to the relative spatial position of the Gaussian beam and the matrix material. Figure 12a presents that the laser beam is a convergent beam, the material above the focal position absorbs convergent laser energy and forms a large amount of plasma and molten metal due to the extremely high peak power [22]. The existence of plasma and molten metal could prevent downward laser irradiance. This results in the decrease of laser fluence at the exit of the holes, which in turn causes the exit diameter to decrease, resulting in a smaller taper [6]. When the center of laser beam is focused on the surface of workpiece, which leads to the material absorbing the most energy, as shown in Fig. 12b. Due to the thickness of the sample less than the Rayleigh length of the laser, it is easier for the material to reach its ablation threshold, and the morphology of entrance and exit is more complete avoiding severe distortion. However, when a larger positive focal position is utilized, as shown in Fig. 12c, the reduction in laser energy density makes it hard to remove the material, the depth of the ablated hole decreases, greatly reducing the quality of the exit hole and the taper increases due to adverse ablation.

Schematic diagram of trepan drilling with different focal position (a) negative focal position, (b) zero focal position, (c) positive focal position
3.3 Hole circularity analysis
It can be noted that there is a time interval between laser on and off in each scan cycle of the program, and therefore a residual process bump can be seen at the initial processing position of the micro-hole entrance, as shown in Fig. 13. Apart from that, the melted material is scattered around the drilled hole and adheres around the periphery of the hole. These adhered droplets of molten materials are known as spatter. It is one of the inherent defects during laser drilling [23]. The exited crown-like recasts can be obviously observed as well. There exists a large pressure inside the micro-hole due to the large amount of plasma and molten metal. Since when the ablation material is ejected out of the hole, which further drives the hole wall material at the entrance discharged out from micro-hole, leading to the generation of recasts. Meanwhile, the exit hole with various distortions is generally less complete than the entrance, therefore the circularity is poorer, basically with a narrow elliptical shape, as shown in Fig. 13. Ref. [24] argued that the circularity of hole exit may be affected by poor penetration, uneven melting, formation of uneven recast. When the trepanning speed is high, the interaction time between the laser beam and workpiece will be low and the chances of instant through-hole will be less. Meanwhile, if the focal position is kept high, the time involved in penetrating the through-hole will be more, resulting in poor circularity [25]. Besides, there is almost no obvious machining spatter residue and recasting layer around the process area, and the edge quality of the exit hole is good.

The variation of entrance (left) and exit (right) morphology of holes on K24 superalloy processed by femtosecond laser
The study of the circularity error of the hole is mainly performed using the ANOVA of the S/N ratio. From the hole circularity error for 16 orthogonal experiments in Fig. 14, it can be seen that the circularity error of the exit is generally larger than that of the entrance, and the dispersion of the circularity error of the exit is also larger than the entrance.

Circularity error of micro-hole entrance and exit
Figure 15 presents the S/N ratios of the entrance circularity error and exit circularity error factors at different levels, respectively. From the S/N ratio, the optimal combination is A2B3C3D3, based on the lower-the better characteristic of the inlet circularity error, and similarly A3B2C3D4 for the exit.

Signal-to-noise ratio at four levels of circularity error at a entrance and b exit
Table 5 shows the contribution of the four processing parameters to the entrance circularity error which are: laser power 10.91%, cutting speed 24.60%, focal position 9.83%, repetition rate 13.59%; therefore, the order of the four factors on the entrance circularity error is: cutting speed > repetition rate > laser power > focal position. And the exit from Table 6 can be obtained as follow: laser power 37.09%, cutting speed 10.67%, focal position 3.66%, repetition rate 27.46%; then the four factors on the exit circularity error influence in order: laser power > repetition rate > cutting speed > focal position.
Figure 16 shows that the cutting speed and repetition rate have a relatively significant effect on the entrance circularity. Based on Lin et al. [26], the pulse overlap rate Sover is related to the cutting speed vs, laser repetition frequency f and focus diameter df, the parameter of spot overlap ratio Sover can be calculated as follows:

Schematic diagram of the pulse overlap
Under different combinations of cutting speeds and repetition rates, different spot overlap ratios were obtained and utilized as independent variables to investigate the impact of the spot overlap ratio on laser trepan drilling. According to Eq. (4), excessive cutting speeds will result in a reduced and incomplete area of material ablation reaching its threshold, therefore causing large circularity errors. When the cutting speed reaches above 300 mm/s, there is an inflection point in the circularity error signal-to-noise ratio, as shown in Fig. 15a. Further, when the frequency decreases below 50 kHz, it is not conducive to control the circularity error as well. The above phenomena are consistent with Ref. [26], which mainly due to insufficient spot overlap ratio is unable to remove the effective volume of the material, when the corresponding parameters cannot be matched for the excessive cutting speed or the inadequate repetition rate. Figure 17 and Fig. 18 present the SEM images for the selected repetition rate and cutting speed causing the lowest S/N ratio for the entrance circularity error.

The SEM image of the entrance hole with repetition rate of 50 kHz

The SEM image of the entrance hole with cutting speed of 300 mm/s
From the ANOVA analysis of the S/N ratio of the entrance circularity, the higher repetition rate is a result in decreasing the S/N ratio of the circularity error, which is conducive to improving the circularity of the micro-hole. As can be seen from the critical F values, the four factors do not have an especially significant effect on the entrance hole circularity but have a greater effect on the exit circularity error. From the ANOVA of the exit circularity error, laser power and repetition rate have considerable influence on the exit circularity. The high laser power increases the S/N of the circularity error, indicating that it is difficult to maintain the circularity of the exit hole after ablation. The high repetition rate reduces the S/N ratio of the exit circularity error and contributes to the improvement of the circularity of the processed micro-hole in general.
The combination of the S/N ratio and the contribution of each level in the ANOVA for the circularity error of the micro-hole entrance and exit is selected as A1B3C3D4, i.e., a laser power of 2 W, a cutting speed of 300 mm/s, a focal position of 200 μm and a repetition rate of 100 kHz.
3.4 Hole MRR analysis
To improve efficiency of the laser trepanning drilling, in this paper, the MRR is also calculated according to Ref. [27] as follows
Where Vexp is volume of material removed and T is the time of drilling operation.
The mean responses of the MRR are summarized in Fig. 19. From Fig. 19(a), it can be seen that the laser power increasing is beneficial to the material removal. The cutting speed increasing can also improve the MRR, while too high speed will reduce the effective number of pulses, which lead to insufficient material ablation and thereof decreasing the MRR. The effect of repetition rate on MRR can also be explained in terms of the number of effective pulses. Besides, the too far and close focal position is also not conducive to improving MRR. Figure 19(b) illustrates that the power has the most significant effect on the MRR, followed by the focus position, scanning speed and repetition rate. The main source of MRR variation is the difference in volume removal between the different laser parameters, owing to small differences in the drilling time. The combined parameter is A4C3B3D1 in order to obtain the optimal MRR.

Mean response analysis of MRR; (a) MRR, (b) the mean response
3.5 Experimental verification of optimized parameters
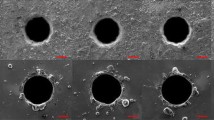
Finally, experimental results verified the laser-optimized combination of parameters for the obtained micro-hole dimensional accuracy, taper, circularity and removal efficiency, and the SEM of the processed micro-hole is shown in Fig. 20.

SEM of micro-holes fabricated after optimization of parameters
The results of the optimized laser parameters show the improvement in the accuracy of the holes compared to the previous results. As shown in Fig. 20(a) and (b), the difference between the entrance and exit dimensions of the micro-hole is reduced, and the dimensional accuracy and taper are effectively controlled. Figure 20(c) demonstrates the comparison of the circularity of the entrance and exit of the micro-hole, although the exit circularity is not as good as the entrance circularity, it is significantly enhanced compared with that before optimization. The morphology of the micro-hole at the maximum MRR is also obtained by optimizing the parameter combinations as shown in Fig. 20(d), which shows that the exit margins are relatively flat and smooth, but material exfoliation occurs at the exit.
It should be noted that due to the trepanning drilling process, the bumps at the entrance of the holes cannot be avoided, and the recast and spatter have not been effectively solved, which needs to be further investigated and discussed experimentally to eliminate.
4 Conclusions
Based on the results of the experiment, the following conclusions can be drawn:
-
1.
The laser power has the most significant effect on the entrance and exit dimensions of the micro-hole, the focal position has the least effect on the entrance diameter, and the cutting speed has the least effect on the exit. In particular, as the entrance diameter is larger than the target size, the least responding combination of factors is selected as A1D4B4C3.
-
2.
For the hole taper, the effect of average power remines the most significant compared to other factors, and the focus position affects only behind it. The optimum combination of factors derives from comparing the contribution in the ANOVA of the S/N ratio is A4C2B2D1, in which case the hole taper is 0.688°.
-
3.
The entrance circularity error is smaller compared to the exit. The cutting speed has the greatest influence on the circularity of the entrance, while the most influential factor on the exit is the laser power. Comparing the contributions of the factors at the entrance and exit, the combination of parameters with the lowest circularity error is selected as A1B3C3D4.
-
4.
The laser power has the most significant effect on the hole-making MRR, followed by the focus position and cutting speed, and the repetition rate has the least effect on MRR, the largest responding combination of factors is selected as A4C3B3D1.
References
Biscaia RVB, Ribas MT, Júnior AB (2020) Effects of processing parameters on the micro-drilling through fast hole electroerosion and laser trepanning in Inconel 718. Int J Adv Manuf Technol 106(5–8):31–45
Sezer HK, Li L, Schmidt M, Pinkerto AJ, Anderson B, Williams P (2006) Effect of beam angle on HAZ, recast and oxide layer characteristics in laser drilling of TBC nickel superalloys. Int J Mach Tools Manuf 46(15):1972–1982
Rajurkar KP, Levy G, Malshe A, Sundaram MM, McGeough J, Hu X, Resnick R, DeSilva A (2006) Micro and nano machining by electro-physical and chemical processes. CIRP Ann Manuf Technol 55(2):643–666
Marimuthu S, Antar M, Dunleavey J, Hayward P (2019) Millisecond fibre laser trepanning drilling of angular holes. Int J Adv Manuf Technol 102(9-12):2833–2843
Nicolau IM, Rajkumar R, Jörn M, Sundar M, Simon G, Tracey R, John N (2018) Investigation of recast and crack formation in laser trepanning drilling of CMSX-4 angled holes. Int J Adv Manuf Technol 95(9):4059–4070
Das DK, Pollock TM (2009) Femtosecond laser machining of cooling holes in thermal barrier coated CMSX4 superalloy. J Mater Process Technol 209(15-16):5661–5668
Xia KB, Ren NF, Wang HX, Shi CH (2018) Analysis for effects of ultrasonic power on ultrasonic vibration-assisted single-pulse laser drilling. Opt Lasers Eng 110:279–287
Wang XC, Zheng HY, Chu PL, Tan JL, The KM, Liu T, Ang BCY, Tay GH (2010) Femtosecond laser drilling of alumina ceramic substrates. Appl Phys A 101(2):271–278
Duan WQ, Wang KD, Dong X, Mei XS, Wang WJ, Fan ZJ (2015) Study on machining of high-quality micro-holes by laser trepan drilling. J Xi'an Jiaotong Univ 49(03):95-103+112
Sarfraz S, Shehab E, Salonitis K, Suder W (2019) Experimental investigation of productivity, specific energy consumption, and hole quality in single-pulse, percussion, and trepanning drilling of IN 718 superalloy. Energies 12(24):1–25
Choudhury IA, Chong WC, Vahid G, Vahid G (2012) Hole qualities in laser trepanning of polymeric materials. Opt Lasers Eng 50(9):1297–1305
Zhang Z, Liu SZ, Zhang YQ, Wang CC, Zhang SY, Yang ZN, Xu W (2022) Optimization of low-power femtosecond laser trepan drilling by machine learning and a high-throughput multi-objective genetic algorithm. Opt Laser Technol 148:1–9
Khai XP, Rie T, Yoshiro I (2012) Trepanning drilling of microholes on cemented tungsten carbide using femtosecond laser pulses. J Laser Appl 24(3):032007-1-6
Surendra KS, Avanish KD, Upadhyay BN, Choubey A (2018) Study of hole characteristics in laser trepan drilling of ZTA. Opt Laser Technol 103:330–339
Wang ML, Yang LJ, Zhang S, Wang Y (2018) Experimental investigation on the spiral trepanning of K24 superalloy with femtosecond laser. Opt Laser Technol 101:284–290
Ren NF, Zhang L, Wang HX, Xia KB, Shi CH (2017) Orthogonal experiments and variance analysis in Nd: YAG pulsed laser trepanning drilling. Laser Optoelectron Prog 54(06):202–209
Surendra KS, Avanish KD (2019) Study of material characteristics in laser trepan drilling of ZTA. J Manuf Process 44:349–358
Zhao WQ, Mei XS (2021) Optimization of trepanning patterns for holes ablated using nanosecond pulse laser in Al2O3 ceramics substrate. Materials 14(14):1–12
Yilbas BS (2013) Laser drilling-practical applications. Springer
Zhang ZF, Wang WH, Jiang RS, Zhang XB, Xiong YF, Mao Z (2020) Investigation on geometric precision and surface quality of microholes machined by ultrafast laser. Opt Laser Technol 121(C):1–10
Tang Q, Wu CJ, Wu TH (2021) Defocusing effect and energy absorption of plasma in picosecond laser drilling. Opt Commun 478:1–10
Schou RJ (1997) Laser-beam interactions with materials: physical principles and applications. Nucl Instrum Methods Phys Res Sect B 124(4):647–648
Gautam GD, Pandey AK (2018) Pulsed Nd: YAG laser beam drilling: a review. Opt Laser Technol 100:183–215
Goya R, Dubey AK (2016) Modeling and optimization of geometrical characteristics in laser trepan drilling of titanium alloy. J Mech Sci Technol 30(3):1281–1293
Dhaker LK, Singh B, Shrivastava Y (2020) Experimental investigation and parametric optimisation of the hole-circularity and recast layer during the laser trepan drilling. Aust J Mech Eng 20(5):1–14
Lin QY, Fan ZJ, Wang WJ, Yan ZX, Zheng QZ, Mei XS (2020) The effect of spot overlap ratio on femtosecond laser planarization processing of SiC ceramics. Opt Laser Technol 129:1–8
Sarfraz S, Shehab E, Salonitis K, Suder W (2019) Experimental investigation of productivity, specific energy consumption, and hole quality in single-pulse, percussion, and trepanning drilling of IN 718 super alloy. Energies 12(24):1–25
Funding
The first author has received research support from the National Natural Science Foundation of China (Grant nos. 52105477, 52175275).
Author information
Authors and Affiliations
Contributions
Jianlin Sun contributed to the experiments, analysis and writing and editing.
Xiubing Jing contributed to the conceptualization and editing.
Shuxian Zheng and Dawei Zhang provided resources and editing.
Huilai Sun contributed to the methodology.
Corresponding authors
Ethics declarations
Consent to participate
Yes, consent to participate from all the authors.
Consent for publication
Yes, consent to publish from all the authors.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Sun, J., Zhang, D., Jing, X. et al. Experimental investigation and optimization on trepanning drilling in K24 superalloy by femtosecond laser via orthogonal experiment. Int J Adv Manuf Technol 128, 3343–3356 (2023). https://doi.org/10.1007/s00170-023-12157-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-12157-8