
Abstract
To overcome the difficulties of forming S-shaped bellows by conventional hydroforming, such as excessive thinning and high internal pressure, and to obtain S-shaped aluminium alloy bellows with large diameters and large expansion rates with minimal reduction in wall thickness, the axial hydroforging method was proposed. In this method, the deformation area produced bending deformation and gradually fitted the die by the end axial feeding under the support of the internal pressure. First, a finite element model was created to investigate the effect of initial internal pressure, final forming internal pressure and axial feeding on the forming quality of 5A03 aluminium alloy S-shaped bellows after springback from the wall thinning ratio and profile accuracy. The results demonstrated that the overall wall thickness of bellows decreased significantly during the bulging and forming stages, whereas the local thickening of the convolution crown occurred during the forging stage, which caused a shift in the position of the maximum wall thinning ratio and a decrease in the wall thinning ratio. The increase in the initial internal pressure increased the maximum wall thinning ratio, convolution height and convolution pitch of the bellows and decreased the convolution thickness. The increase in the final forming internal pressure increased the maximum wall thinning ratio and convolution height of the bellows and decreased the convolution thickness and convolution pitch. The increase in axial feeding increased the convolution height of the bellows and decreased the maximum wall thinning ratio, convolution thickness and convolution pitch. Finally, the experimental setup was designed, and the S-shaped bellows with a small wall thinning ratio and high profile accuracy were successfully manufactured based on the best simulation parameters, which verified the accuracy of the finite element model and the feasibility of the axial hydroforging process. It is essential to develop the bellow hydroforming technology and improve the quality of S-shaped bellows.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The corrugated rotary thin-walled tubes compensate for displacement, reduce vibration and noise and seal [1]. Bellows were used as elastic instruments, displacement compensation and connection elements after the 1980s and 1990s [2]. Bellows have grown in diameter and precision as modern industry and equipment have grown, placing more demands on the forming process and quality.
There are numerous methods for forming bellows, including welding forming [3], rolling forming [4], mechanical bulging [5], rubber forming [6], electrodeposition forming [7] and hydroforming [8,9,10], and each method has its own advantages, disadvantages and applicable situations. Due to its advantages in the formation of tubular components, hydroforming has gained popularity in recent years. Hydroforming is used to produce small-diameter, thin-walled bellows. During the hydroforming process, the inner surface of the tube is subjected to uniform pressure and there is no stress concentration area. The resultant bellows have a moderate decrease in wall thickness, a smooth surface and dependable quality. For large-diameter S-shaped metal bellows, however, the performance requirements of the dies and equipment for hydroforming have increased, as have the costs. In addition, during hydroforming, the crown of the convolution undergoes significant thinning, and the springback of the removed portion causes the profile to deviate from its standard dimensions. These flaws hinder the development and application of the hydroforming process for S-shaped bellows.
The forming quality of the bellows directly affects the subsequent working condition and life, so it must be investigated. During the forming process, numerous factors influence the final forming quality of a tubular component. If the parameters of the forming process are not optimal, three primary failure modes [11] can occur: buckling, local wrinkling and bursting due to excessive thinness. Kang et al. [12] used a single-step hydroforming process with controlled internal pressure and axial feeding to study the effect of friction on thickness distribution in rectangular, circular and triangular bellows. Faraji et al. [13] investigated the effect of internal pressure, wall thickness and die stroke on the forming quality of bellows utilising a combination of experimentation and LS-DYNA simulation. Bakhshi-Jooybari et al. [14] investigated the effect of pressure paths on bellows formed during both the bulging and final forming stages using finite element simulation and experimentation. Alzahrani and Ngaile [15] combined forging and hydroforming principles to form thick tubes into complex hollow structures with high strength-to-weight ratios and established the process window for forming components with various geometries. Hao et al. [16] performed a finite element simulation and experiment to analyse the strain and wall thickness distribution of metal bellows formed by conventional and improved hydroforming processes. Jiang et al. [17] examined the effect of internal pressure, axial feeding and loading path on the wall thickness variation and fittability of bellows by constructing a finite element model of the hydroforming process during the bulging and forming stages for bellows. Ye et al. [18] performed finite element simulation of the hydroforming process for single-layer single-convolution-shaped bellows and double-layer four-convolution-shaped bellows, analysed the effect of structural and process parameters on the convolution roundness and relative wall thickness reduction of the bellow in the hydroforming process and derived the calculation formula for wall thickness reduction. Liu et al. [19] investigated the effect of 316L stainless steel material parameters on the bellow hydroforming process using finite element analysis and the Taguchi method. Furushima et al. [20] investigated the relationship between expansion coefficient, wall thickness distribution pattern, convolution pitch and compression ratio utilising a semi-mouldless process with partial induction heating. A typical metal bellow, the S-shaped bellow can withstand high pressure [21]. Yuan et al. [22] investigated the hydroforming process and simulation technology for reinforced S-shaped bellows, and they discussed the mechanical properties of reinforced S-shaped bellows under internal pressure, axial force and bending displacement conditions using theoretical and numerical simulation. The majority of research focused on the forming, analytical and experimental technology of traditional U-shaped bellows, whereas S-shaped bellows received less attention. Therefore, it is essential to comprehend the axial hydroforging process of S-shaped bellows in a systematic manner.
In this paper, an axial hydroforging process was proposed and an experimental setup was constructed to solve the problems of conventional hydroforming for large-diameter S-shaped bellows of 5A03 aluminium alloy and the high requirement of wall thickness reduction of the formed parts. Hydroforming is followed by axial forging to reduce the rate of thinning and form S-shaped bellows with high shape accuracy. Analysing the influence of initial internal pressure, final internal pressure and axial feeding on the forming quality of 5A03 aluminium alloy S-shaped bellows, the extent of wall thickness thinning and key shape parameters after springback were compared. On the basis of the optimal coordinated process parameters obtained from the simulation, the actual hydroforging process of the bellows was carried out, and S-shaped bellows satisfying the requirements of wall thickness reduction and shape accuracy were obtained to validate the accuracy of the simulation model and the viability of the axial hydroforging process.
2 Methods
2.1 Principle of axial hydroforging
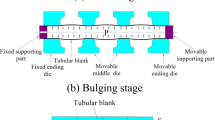
The fundamental principle of axial hydroforging is that the tube is bent and deformed by the axial feeding of the end under the support of internal pressure and is continuously fitted to the die, with the cavity then being filled by axial forging to form the required convolution and increase the thickness at the crown. S-shaped bellows were created using the single convolution continuous forming method [16] in this study. Figure 1 is a diagram of the axial hydroforging procedure, which is described in detail in Sections 2.1.1, 2.1.2, 2.1.3 and 2.1.4.

Principle of axial hydroforging process for S-shaped bellows
2.1.1 Stage I (bulging stage)
A tube is placed in the die and then sealed and filled using a punch with an O-ring, as shown in Fig. 1a. When the pressure within the tube reaches the yield strength of the material, the tube bulges to form a particular height convolution; at this point, the left and right moving dies and the punches are fixed. Using the thin-wall pressure vessel theory, it is possible to determine the theoretical internal pressure required to initiate the bulging process using Eq. (1) [9]:
where Ps is the yield stress of the tube (MPa), σs is the yield strength of the material (MPa), t0 is the initial wall thickness of the tube (mm) and D0 is the outer diameter of the tube (mm).
2.1.2 Stage II (forming stage)
The tube is bent and continuously fitted to the die through the punch and moving die feed under the support of forming internal pressure, as shown in Fig. 1b. Equation (2) [9] can be used to calculate the maximum internal pressure necessary to prevent rupture failure during the bellow formation process. In this process, axial replenishment can reduce wall thickness reduction and increase the expansion rate in the forming area. Based on the conditions that the volume is constant and the surface area of the workpiece after forming is equal to the initial tube surface area, Eq. (3) can be used to determine the optimal amount of replenishment, assuming that the tube wall thickness before and after forming is constant. Due to friction and the loading path, the ideal amount of replenishment cannot be completely delivered to the forming area during the actual process, so the actual amount of replenishment must be less than the ideal amount of replenishment, resulting in a reduction in wall thickness in the forming area [17].
where Pb is the rupture stress of the tube (MPa), σb is the tensile strength of the material (MPa), Sb is the outer surface area of the bellow (mm2), Sd is the surface area of the die cavity (mm2) and d is the ideal amount of replenishment (mm).
2.1.3 Stage III (forging stage)
Upon increasing the internal pressure to the required support pressure, the deformation area is compressed under the action of the internal and axial forces to form the desired bellows through the moving die that continues to move axially, as shown in Fig. 1c. At this stage, the crown fillet of the bellows is filled by forging rather than the conventional high-pressure shaping, and the wall thickness is increased by shortening the length of the crown area. The conventional high-pressure shaping pressure can be calculated using Eq. (4), but the internal pressure of the support for the new process is significantly lower than the conventional shaping pressure.
where Pc is the shaping pressure (MPa), σ is the material flow stress during shaping (MPa), t is the average thickness at the transition fillet (mm) and rc is the minimum transition fillet radius of the workpiece section (mm).
2.1.4 Stage IV (springback stage)
The tube cavity and the sealing ring are deflated, the punch and the moving die are retracted and the formed bellow is removed from the die, as shown in Fig. 1d. In this process, the formed part will springback after the external force is removed, so the resulting dimensional error should be controlled within the product specifications.
2.2 Experimental process
In this study, the experimental material was tubes made of 5A03 aluminium alloy with an inner diameter of 340 mm and a wall thickness of 1.5 mm. The tube is rolled and welded using stir friction welding, and the direction of rolling of the sheet metal is parallel to the axis of the tube. The dimensions of standard tensile specimens cut from the original sheet of 5A03 aluminium alloy parallel to the rolling direction are depicted in Fig. 2. On an Instron-2382 tester, uniaxial tensile tests were performed to obtain the stress–strain curve depicted in Fig. 2. The geometric parameters and mechanical properties of the examined tubes are displayed in Table 1.

Engineering stress–strain curve of 5A03 aluminium alloy
As depicted in Fig. 3, an experimental device was designed and manufactured in accordance with the axial hydroforging principle. Due to the large diameter of the bellows, large thrusts will be generated at the left and right ends, even at a lower internal forming pressure, placing greater demands on the performance of the axial feeding setup. Consequently, a force-reducing column, consisting of a hollow cylinder with a surface seal, was designed. The force-reducing column was inserted into the tube and nested with a sealed punch to reduce thrust at both ends by decreasing the pressure-bearing surface area of the sealed punch. Simultaneously, the force-reducing column decreased the volume of the tube cavity, thereby decreasing the volume of gas inflow and enhancing the filling pressure efficiency.

Axial hydroforging device of bellows
2.3 Finite element model
In order to investigate the influence of initial internal pressure, final forming internal pressure and axial feeding on the forming quality of the S-shaped bellows, this article utilised ABAQUS finite element software [23] to simulate the axial hydroforging process of the bellows, as depicted in Fig. 4. A 2D axisymmetric model was developed to reduce calculation time based on the axisymmetric structure and force condition of aluminium alloy bellows. The tube was configured as a deformer, and the true stress-plastic strain data obtained through stretching was assigned to the tube. Throughout the simulation, the Mises yield condition was used. Because the stiffness of the die was significantly higher than that of the tube, the die was modelled as an analytical rigid body to reduce the number of meshes and improve computational efficiency. The process of bellow formation was simulated using ABAQUS/Explicit, with a virtual loading time of 0.01 s. Face-to-face contact was established between the tube and the die, and the friction coefficient was set to 0.1. Along the tube diameter direction, the tube was divided into a three-layer mesh, with a mesh size of 0.5 mm in the axial direction. The tube was modelled with CAX4R bilinear axisymmetric quadrilateral solid elements with four nodes. The internal pressure and axial feeding have the greatest influence on the forming quality of the bellows, and a mismatch between the two will result in flaws such as wrinkling, buckling and bursting. In this paper, based on practical operability, the internal pressure and axial feeding in the loading path were set as a step-matching relationship [24] to achieve a specific axial replenishment at different internal pressures, as illustrated in Fig. 5, where P is the final forming internal pressure and d is the final replenishment amount. The ABAQUS/Standard module was then utilised to simulate the springback and determine the optimal process parameters by measuring the thickness and critical shape dimensions of the bellows after springback.

Finite element model of axial hydroforging process for S-shaped bellows

Loading paths of internal pressure and axial feeding
2.4 Evaluation indicators
2.4.1 Standard specifications
The dimensions and shape of the standard bellows are shown in Fig. 6. The transitional shape of the tube is an arc with a radius of 9.5 mm. The maximum internal diameter and expansion rate of the expanded tube are 420 mm and 23.53%, respectively. The maximum wall thinning ratio must be less than 15%, and the difference between the formed metal bellows and the standard size must be less than 0.5 mm.

Shape and size of bellows
2.4.2 Wall thickness thinning rate and fittability
In this study, the wall thinning ratio and the fittability of the springback metal bellows were utilised as significant indicators for determining the forming quality of the bellows. The wall thinning ratio is a crucial indicator for assessing the axial hydroforging quality of bellows. Due to friction and the loading path, not all of the replenishment is delivered to the forming area during the forming process, so the wall thickness of the forming area must be reduced. An excessive wall thinning ratio can have a negative impact on the performance and service life of the bellows. After the external force is removed, there is a certain elastic recovery in the direction of the thickness of the bellows. To match the actual situation, the wall thickness and thinning ratio of the springback metal bellows are measured and calculated. The wall thinning ratio (δh) is expressed as follows:
The maximum wall thinning ratio (\({\delta }_{\mathrm{h}}^{\mathrm{max}}\)) is expressed as follows:
where δh is the wall thinning ratio, \({\delta }_{\mathrm{h}}^{\mathrm{max}}\) is the maximum wall thinning ratio, th is the wall thickness and \({t}_{\mathrm{h}}^{\mathrm{min}}\) is the minimum wall thickness of the bellows after springback.
Fittability is another crucial indicator for evaluating the forming quality of the springback metal bellows following axial hydroforging. Before axial hydroforging, the die cavity is designed to accommodate the standard convolution to ensure the accuracy of the convolution. Fittability is the capacity of the tube to fit the die cavity and achieve a standard part profile following axial hydroforging. Therefore, fittability evaluates the forming quality of the bellows in terms of the accuracy of the convolution. In practice, it is not possible to visualise and measure critical dimensions when the part is in the cavity of the die, which can result in springback when the part is removed from the die, as depicted in Fig. 7. In order to determine the optimal process parameters, the key dimensions of the bellows after springback are compared to the standard values. When the values after springback are closer to the expected values, the convolution accuracy and bellow forming quality are improved. To evaluate the springback of bellows quantitatively, three key indicators, including the changes of convolution height (Δch), thickness (Δct) and pitch (Δcp), are proposed and defined as follows:
where chq, ctq and cpq are convolution height, thickness and pitch before springback, respectively, and chh, cth and cph are convolution height, thickness and pitch after springback, respectively.

Denotation of three key indicators for S-shaped bellows
3 Results and discussions
3.1 Effect of initial internal pressure
Initial internal pressure in the axial hydroforging of metal bellows is the minimum internal pressure that causes the tube to yield in order to produce expansion during the bulging stage. Equation (1) was used to calculate the theoretical initial internal pressure in this paper as 1.06 MPa. To examine the effect of internal pressure on the forming quality of the bellows, five initial internal pressure (Ps) values were chosen: 1.00 MPa, 1.06 MPa, 1.20 MPa, 1.30 MPa and 1.40 MPa. When maximum forming internal pressure and axial feeding were 5 MPa and 73 mm, respectively, the loading path for internal pressure and axial feeding was the gradient loading path depicted in Fig. 5. The forming characteristics of the bellows at different deformation stages under different initial internal pressures are illustrated in Figs. 8, 9, 10 and 11 by wall thinning ratio, deformation profile and key dimension values.

Deformation of bellows during bulging stage under different initial internal pressures. a Wall thinning ratio and deformation profile. b Maximum wall thinning ratio

Deformation of bellows after springback under different initial internal pressures. a Wall thinning ratio at nodes. b Maximum wall thinning ratio

Comparison between the outer profile of bellows after springback under different initial internal pressures and the expected profile

Changes of convolution height, thickness and pitch for bellows before and after springback under different initial internal pressures. a Changes of convolution height. b Changes of convolution thickness. c Changes of convolution pitch
Figure 8a illustrates the variation curves of the wall thinning ratio at each node and the profile diagram after bulging under various initial internal pressures. The variation curves of the wall thinning ratio reveal that the overall wall thinning ratio of the free section of the tube increases as the initial internal pressure rises. When the initial internal pressure is 1 MPa, the wall thinning ratio is negligible. This is because the internal pressure does not reach the required pressure for the tube to undergo yield deformation, so only elastic deformation occurs. Further observation indicates that the wall thinning ratio increases from the root to the crown and reaches its maximum at the crown. After bulging, the profile diagram reveals that the convolution height increases continuously with the increase of the initial internal pressure, and that the highest point always appears in the middle position. This indicates that the degree of deformation continuously increases from the ends to the middle, causing the most severe thinning at the crown. Figure 8b depicts the variation law of the maximum wall thinning ratio at the crown. It has been discovered that the maximum wall thinning ratio increases as the initial internal pressure rises. Therefore, during the actual formation of the bellows, the initial internal pressure should be as high as possible to avoid buckling or wrinkling issues and choose a lower internal pressure, but also to prevent excessive thinness.
Figures 9, 10 and 11 illustrate the deformation characteristics of the formed bellows before and after springback under different initial internal pressures. Figure 9 depicts the variation curves of the wall thinning ratio after springback at each node for various initial internal pressures. The variation curves of the wall thinning ratio shown in Fig. 9a demonstrate that the overall wall thinning ratio of bellows increases as the initial internal pressure rises. Observations indicate that the maximum wall thinning ratio shifts from the middle to both ends. This is because material is stored in the tube during the bulging and forming stages, and as the axial hydroforging process continues, the bellow crown undergoes forging, resulting in an increase in wall thickness in the middle of the bellow crown. The degree of thickening decreases from the middle to the ends, and the middle value of thickening increases as the initial internal pressure rises. This is as a result of the fact that the deformation in the bulging stage increases as the initial internal pressure rises, resulting in a greater amount of material forging at the crown and a consequent increase in the middle thickening value. Figure 9b demonstrates that although forging increases the wall thickness in the middle of the crown, the maximum wall thinning ratio of the bellows after springback still increases as the initial internal pressure increases.
Figure 10 compares the bellow profile after springback (green contour) to the standard profile (red curve) at initial internal pressures of 1.0 MPa, 1.2 MPa and 1.4 MPa. Figure 11 depicts the variation laws of convolution height, convolution thickness and convolution pitch (distance between the two blue dots) for bellows before and after springback with increasing initial internal pressure; their corresponding key positions are depicted in Fig. 7. As shown by the variation curves in Fig. 11, the convolution height and convolution thickness increase and decrease, respectively, before the bellows springback in response to an increase in initial internal pressure; however, the increase in convolution height can be largely disregarded. Observing the variation curves after springback reveals that the convolution height and convolution pitch exhibit an upward trend as the initial internal pressure increases, whereas the convolution thickness exhibits a downward trend. Comparing the curves before and after springback as well as the difference curve (springback curve) reveals that when the bellow formation is complete and the external force is removed, a significant springback occurs. With an increase in initial internal pressure, the convolution height springback value remains relatively unchanged, while the convolution thickness springback value rises and the convolution pitch springback value falls. Combining the profile comparison in Fig. 10 and the variation curves in Fig. 11, it can be seen that the floating value of the convolution height remains very small as the initial internal pressure increases, and that the convolution pitch gradually converges on the standard profile. However, at 1.4 MPa, the convolution thickness already exhibits poor fittability issues, which are caused by the excess pre-storage at the convolution crown flowing downward during the subsequent forging stage. The excess pre-storage accumulated as a result of severe plastic deformation brought on by excessive initial internal pressure during the bulging phase. So, the initial internal pressure chosen should not be too large.
3.2 Effect of final forming internal pressure
The forming internal pressure in the axial hydroforging of metal bellows refers to the internal pressure that permits the tube to undergo plastic expansion without breaking. The theoretical forming initial pressure was calculated to be 4 MPa by Eq. (2). In conventional hydroforming, the shaping stage relies solely on internal pressure to fit to the die cavity, necessitating a greater pressure. The shaping pressure of bellows in this study was calculated to be between 17 and 36 MPa using Eq. (4). However, in this paper, the shaping was accomplished by forging to fit the die cavity; internal pressure played only a supporting role. Consequently, Eq. (2) was utilised in conjunction with the loading path in Fig. 5 to calculate the internal pressure of the support, collectively referred to as the final forming internal pressure (P), which was the basis for selecting the final forming internal pressure in the previous study. To examine the effect of the final forming internal pressure on the forming quality of the bellows, five values for the internal pressure (P) are selected: 3.5 MPa, 4.0 MPa, 4.5 MPa, 5.0 MPa and 5.5 MPa. The loading path of internal pressure and axial feeding utilised the step-matching relationship depicted in Fig. 5, with an initial internal pressure and axial feeding of 1.06 MPa and 73 mm, respectively. Figures 12, 13 and 14 depict the forming characteristics of bellows before and after springback under various final forming internal pressures by wall thinning ratio, deformation profile and key dimension values.

Deformation of bellows after springback under different forming internal pressures. a Wall thinning ratio at nodes. b Maximum wall thinning ratio

Comparison between the outer profile of bellows after springback under different forming internal pressures and the expected profile

Changes of convolution height, thickness and pitch for bellows before and after springback under different forming internal pressures. a Changes of convolution height. b Changes of convolution thickness. c Changes of convolution pitch
Figure 12 depicts the deformation characteristics of the thickness of the formed bellows after springback under various final internal forming pressures. The variation curves of the wall thinning ratio at each node in Fig. 12a demonstrate that the overall wall thinning ratio of the bellows tends to increase as the final forming internal pressure rises, and that the position of the maximum wall thinning ratio shifts slightly from the middle of the crown to the ends. This is because the plastic deformation of the free section for bellows increases as the forming internal pressure increases, resulting in a greater degree of thinning, and the thickening that occurs after forging in the middle of the crown offsets the maximum thinning position. Upon further inspection, the thickening in the middle of the crown is diminished while the range expands. As the final internal pressure increases, the material at the crown does not flow as easily towards the middle and root of the bellows, resulting in a greater variation of uniform thickening at the crown. Although different final forming internal pressures cause different degrees and ranges of thickening in the middle of the crown during the forging stage and even cause the maximum thinning position to change, the maximum wall thinning ratio of bellows after springback increases with the increase in final forming internal pressure, as depicted in Fig. 12b.
Figures 13 and 14 depict a comparison between the profile of the bellows after springback and the standard profile, as well as the variation laws of convolution height, convolution thickness and convolution pitch with the change of final forming internal pressure before and after the bellows springback at final forming internal pressures of 3.5 MPa, 4.5 MPa and 5.5 MPa, respectively. The variation curves in Fig. 14 reveal that the convolution height and convolution thickness of bellows before springback exhibit an increasing and a decreasing trend, followed by a slight increase with the increase of the final forming internal pressure, but the floating values can be disregarded. Upon observing the variation curves after springback, it is discovered that the convolution height increases as the final forming internal pressure increases, whereas the convolution thickness and convolution pitch decrease. Comparing the curves before and after springback as well as the difference curve reveals that when the bellow formation is complete and the external force is removed, a significant springback occurs. In response to an increase in the final forming internal pressure, the springback values of convolution height, convolution thickness and convolution pitch tend to decrease before increasing. Combining the profile comparison in Fig. 13 and the variation curves in Fig. 14, it can be determined that, as the final forming internal pressure increases, the convolution thickness and convolution pitch after springback approach the standard profile. Nevertheless, the convolution height appears to change from initially not fitting the die to gradually fitting the die and then exceeding the standard convolution height. Therefore, the final forming internal pressure should be chosen to be as low as possible while still satisfying the convolution thickness and convolution pitch requirements.
3.3 Effect of axial feeding
Axial feeding is used to feed the expansion area in the axial hydroforging process of metal bellows in order to reduce the wall thinning ratio and, consequently, the wall thickness disparity between the expansion zone and the non-expansion zone. The theoretical feeding in this paper was calculated to be 80 mm using Eq. (3), where Sd was measured to be 121,662.7 mm2 using ABAQUS software. Due to friction and the loading path, the ideal amount of replenishment cannot be completely delivered to the forming area during the actual process, so the actual amount of replenishment must be less than the ideal amount. In order to investigate the effect of axial feeding on the forming quality of the bellows, research values of 68 ~ 76 mm were chosen for axial feeding (d), which was the basis for the selection of axial feeding in the earlier study. The loading path of the axial feeding utilised the step-matching relationship depicted in Fig. 5, with the initial internal pressure and final forming internal pressure being 1.06 MPa and 5 MPa, respectively. Figures 15, 16 and 17 depict the forming characteristics of bellows before and after springback under various axial feedings by wall thinning ratio, deformation profile and key dimension values.

Deformation of bellows after springback under different axial feedings. a Wall thinning ratio at nodes. b Maximum wall thinning ratio

Comparison between the outer profile of bellows after springback under different axial feedings and the expected profile

Changes of convolution height, thickness and pitch for bellows before and after springback under different axial feedings. a Changes of convolution height. b Changes of convolution thickness. c Changes of convolution pitch
Figure 15 depicts the deformation characteristics of the thickness of the formed bellows following springback under various axial feedings. The variation curves of the wall thinning ratio at each node in Fig. 15a demonstrate that the wall thinning ratio at the crown of the bellows decreases significantly with increasing axial feeding, whereas the wall thinning ratio in the region from the root to the crown varies very little. This is because the invariance of the initial internal pressure and the forming internal pressure and the degree of thinning for bellows in the bulging and forming stages are essentially the same under different axial feedings, while different degrees of thickening occur at the crown during the forging process due to the varying amounts of pre-storage. When the feed exceeds 71 mm, further observation reveals that the maximum wall thinning ratio for the bellows shifts from the middle of the crown to the ends. This is due to the forging-induced thickening that has occurred in the middle of the crown. The degree of thickening diminishes from the middle to the ends, and middle thickening increases as axial feeding increases. This is as a result of the fact that as axial feeding increases, the amount of pre-storage in the forming stage increases, causing the forging of the material at the crown to increase, thereby increasing the middle thickening value. Although different axial feedings cause different degrees of thickening in the middle of the crown during the forging stage and even cause the maximum thinning position to change, the maximum wall thinning ratio of bellows after springback decreases with increasing axial feeding, as shown in Fig. 15b.
Figure 16 compares the profile of the bellows after springback to the standard profile under axial feeding of 68 mm, 70 mm, 72 mm, 74 mm and 76 mm. The profile of the convolution height, convolution thickness and convolution pitch for bellows after springback deviates from the standard profile when the axial feeding is 68 mm. When the axial feeding is 70 mm, the profiles of critical positions approach the standard profile progressively. When the axial feeding is 72 mm, the convolution height and pitch deviate from the standard profile once more. When the axial feeding is 74 mm, the convolution thickness, convolution height and convolution pitch all deviate from the standard profile. Figure 17 depicts the dimensions and difference curves of the key positions for bellows before and after springback under various axial feedings. Observing the curve of the key positions for bellows before springback under various axial feedings in Fig. 17 reveals that the convolution height dimension remains essentially unchanged as the axial feeding increases, while the convolution thickness dimension decreases continuously. Upon observing the curve after springback, the convolution height tends to increase, while the convolution thickness and pitch tend to decrease. A comparison of the before and after springback curves and the difference curves reveals that when the external force is removed from the formed bellows, significant springback occurs. All springback values at critical positions tend to decrease and then increase as axial feeding increases. Particularly when the axial feeding reaches 76 mm, the springback profile of the bellows deviates significantly from the standard profile. As axial feeding increases, the amount of forging increases at the crown during the forging stage, causing an increase in convolution height after springback, while excess pre-storage flows downwards, resulting in poor fittability of the convolution thickness. When the convolution thickness deflects away from the die, it generates tensile stresses on the interior of the convolution thickness and compressive stresses on the exterior. Springback after unloading the external force can result in inward deformation from the convolution thickness to the root part, thereby reducing the convolution pitch, so the selected axial feeding should not be excessively large.
4 Experimental verification
Based on an analysis of the simulation results of axial hydroforging for bellows under the aforementioned parameters, it was determined that the quality of the formed bellows could meet the specifications with initial internal pressure of 1.06 MPa, final internal pressure of 5 MPa and axial feeding of 73 mm. In order to verify the accuracy of numerical simulation, a 5A03 aluminium alloy S-shaped bellow axial hydroforging experiment was conducted using the previously determined process parameters combined with the internal pressure and loading path shown in Fig. 5.
Using the experimental setup depicted in Fig. 3, the single-convolution, double-convolution and multi-convolution bellows shown in Fig. 18 were created. To measure the thickness distribution of the formed bellows, it was divided in half along the radial direction by a wire-cut electric discharge machine, and the wall thickness at various positions of the convolution was measured at specific distances using a spiral micrometre. In order to ensure the precision and scientific nature of the measurement, the wall thickness of each measurement point was measured three times, and the average value was used as the final result. As depicted in Fig. 19, the measured wall thinning ratio of 5A03 aluminium alloy S-shaped bellows was compared with simulation results. This demonstrates that the experimental and simulation results are distinct, but the trend is essentially the same. The difference resulted from the difference between the experimental and simulated conditions, as well as the potential error of the measuring instrument and the measurement process. The crown of the S-shaped bellows has the greatest degree of thinning, while the degree of thinning decreases gradually from the crown to the sides. The maximum wall-thinning ratio at the crown is 9.98%. The maximum error in the wall thinning ratio is 1.04%, and the error is within 5%, demonstrating the accuracy of the simulation results.

S-shaped bellows formed by the axial hydroforging process

Wall thinning ratio of S-shaped bellows
The convolution height, convolution thickness and convolution pitch dimensions of the S-shaped bellows were measured with a vernier caliper to verify the profile accuracy; the results are shown in Table 2. For a more visual comparison and analysis of the fittability, the saturation of the formed bellows was inspected with a checker, and the measured dimensions of the three key positions for the test part were compared with the simulation results, as depicted in Fig. 20. The profile of the simulated formed bellows deviates slightly from the experimentally formed bellows, as shown in Table 2 and Fig. 20. The maximum deviation of the measured critical points is 0.3 mm, which is due to the forming condition error of simulation and experiment and measurement error. Maximum profile error is 0.89%, which is within 5%, demonstrating that the simulation model is accurate. The maximum deviations of the simulated and experimental results from the standard values are 0.42 mm and 0.12 mm, respectively, which are within the required deviation of 0.5 mm, demonstrating the feasibility of the axial hydroforging process for forming S-shaped bellows.

Convolution detection of axial hydroforging bellows
According to the above analysis of the forming quality of S-shaped bellows after axial hydroforging, the resulting S-shaped bellows have small wall thickness thinning and high profile accuracy, which all meet the requirements of part forming, thereby validating the accuracy of the finite element model and the viability of the axial hydroforging process.
5 Conclusions
The axial hydroforging process for the formation of S-shaped bellows is proposed, and the effect of key process parameters on the forming quality of bellows in terms of wall thinning ratio and profile accuracy is investigated. The following are the conclusions:
-
1.
During the bulging and forming stages of axial hydroforging, the overall wall thickness of the bellows is significantly reduced, while localised thickening of the crown occurs during the forging stage, altering the location and decreasing the maximum wall thinning ratio.
-
2.
With increasing initial internal pressure, the overall wall thickness of the bellows decreases after springback, while the convolution height and convolution pitch tend to increase and the convolution thickness tends to decrease. When the initial internal pressure is low, the pitch of the convolution is low and cannot fit the die. When the initial internal pressure is high, the thickness of the convolution decreases, leading to off the die.
-
3.
With an increase in the final forming internal pressure, the overall wall thickness of the bellows becomes thinner after springback, and the convolution height tends to increase while the convolution thickness and convolution pitch tend to decrease. When the final internal pressure of the forming process is low, the convolution height is reduced, the convolution thickness and convolution pitch are increased and the profile deviates significantly from the die. When the final forming internal pressure is high, the convolution height increases, resulting in progressively poorer fittability.
-
4.
As axial feeding increases, the wall thinning ratio in the convolution crown area of the bellows after springback decreases, the convolution height tends to increase and the convolution thickness and convolution pitch tend to decrease. When the axial feeding is small, the convolution height is reduced, whereas the convolution thickness and convolution pitch are increased, and the profile deviates significantly from the die. When the axial feeding is large, the convolution height is greater, while the convolution thickness and convolution pitch are smaller, which causes the die to gradually detach.
Data availability
The datasets used or analysed during the current study are available from the corresponding author on reasonable request.
References
Lee SW (2002) Study on the forming parameters of the metal bellows. J Mater Process Technol 130–131:47–53
Albrecht H, Roland W, Fiebig C, Berger-Weber GR (2022) Multi-dimensional regression models for predicting the wall thickness distribution of corrugated pipes. Polymers-Basel 14(17):3455
Zhang Z, Ma CB, Sun JJ, Zhang YY, Ni XY (2022) Reliability analysis of the welded bellows for mechanical seals based on six sigma. Metals-Basel 12(7):1073
Chen MD, Hsu RQ, Fuh KH (2005) Effects of over-roll thickness on cone surface roughness in shear spinning. J Mater Process Technol 159:1–8
Abbassi F, Ahmad F, Gulzar S, Belhadj T, Karrech A, Choi HS (2020) Design of T-shaped tube hydroforming using finite element and artificial neural network modeling. J Mech Sci Technol 34(3):1129–1138
Nosrati HG, Gerdooei M, Naghibi MF (2017) Experimental and numerical study on formability in tube bulging: a comparison between hydroforming and rubber pad forming. Mater Manuf Process 32(12):1353–1359
Taylor ND, Fridman G, Fridman A, Dobrynin D (2018) Non-equilibrium microsecond pulsed spark discharge in liquid as a source of pressure waves. Int J Heat Mass Tran 126:1104–1110
Koç M, Allen T, Jiratheranat S, Altan T (2000) The use of FEA and design of experiments to establish design guidelines for simple hydroformed parts. Int J Mach Tool Manuf 40(15):2249–2266
Jirathearanat S, Hartl C, Altan T (2004) Hydroforming of Y-shapes-product and process design using FEA simulation and experiments. J Mater Process Technol 146(1):124–129
Liu G, Peng JY, Yuan SJ, Teng BG, Li K (2015) Analysis on critical conditions of sidewall wrinkling for hydroforming of thin-walled tee-joint. Int J Mach Tool Manuf 97(97):42–49
Yuan SJ, Cui XL, Wang XS (2015) Investigation into wrinkling behavior of thin-walled 5A02 aluminum alloy tubes under internal and external pressure. Int J Mech Sci 92:245–258
Kang BH, Lee MY, Shon SM, Moon YH (2007) Forming various shapes of tubular bellows using a single-step hydroforming process. J Mater Process Technol 194(1–3):1–6
Faraji G, Mashhadi MM, Norouzifard V (2009) Evaluation of effective parameters in metal bellows forming process. J Mater Process Technol 209(7):3431–3437
Bakhshi-Jooybari M, Elyasi M, Gorji A (2010) Numerical and experimental investigation of the effect of the pressure path on forming metallic bellows. Proc Inst Mech Eng B-J Eng 224(1):95–101
Alzahrani B, Ngaile G (2016) Preliminary investigation of the process capabilities of hydroforging. Materials 9(1):40
Hao ZL, Xi CY, Huang ZH, Zhang CX, Luo JT (2018) Hydraulic bulging process with axial feedings and strain field of U-shaped metal bellows. J Cent South Univ 25(11):2712–2721
Jiang HF, He Y, Lin YC, Zhang SY, Feng YX, Sun M, Guo XZ (2020) Influence of process parameters on thinning ratio and fittability of bellows hydroforming. Int J Adv Manuf Technol 107:3371–3387
Ye MS, Li HF, Wang YG, Qian CF (2020) Hydroforming of toroidal bellows: process simulation and quality control. Materials 14(1):142
Liu J, Liu Y, Li LY, Liu J (2021) Numerical investigation of the effect of material properties on forming metal bellows. Int J Adv Manuf Technol 116(7):2425–2436
Furushima T, Hung NQ, Manabe K, Sasaki O (2013) Development of semi-dieless metal bellows forming process. J Mater Process Technol 213(8):1406–1411
Huo SH, Yan WZ, Xu XJ, Yuan Z (2021) Bending characteristics of the reinforced S-shaped bellows under internal pressure. Int J Pres Ves Pip 192:104412
Yuan Z, Huo SH, Ren JT (2019) Mathematical description and mechanical characteristics of reinforced S-shaped bellows. Int J Pres Ves Pip 175:103931
(2014) ABAQUS. Analysis user’s manual version 6.14–5
Xu XF, Wu KW, Wu YW, Jie X, Fu CL (2019) A novel lubrication method for hydroforming of thin-walled aluminum alloy T-shaped tube. Int J Adv Manuf Technol 102:2265–2273
Funding
This study was financially supported by the National Natural Science Foundation of China (Grant No. U1937205 and No. 51475121) and Key Research and Development Program of Shandong Province (Grant No. 2020CXGC010303).
Author information
Authors and Affiliations
Contributions
Qingfeng Wang: original idea and manuscript writing. Guannan Chu: supervision and original idea. Lei Sun: experiment and simulation. Chen Ling: experiment and data collection. Xiehan Liu: experiment and data collection.
Corresponding author
Ethics declarations
Ethical approval
Not applicable.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Wang, Q., Chu, G., Sun, L. et al. Numerical and experimental study on axial hydroforging process of 5A03 aluminium alloy S-shaped bellows. Int J Adv Manuf Technol 127, 4413–4428 (2023). https://doi.org/10.1007/s00170-023-11816-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-11816-0