
Abstract
Due to the excellent performance of carbon fiber-reinforced plastic (CFRP), it is used more and more widely in the form of pipe and shaft parts. In order to reveal the formation mechanism of CFRP pipe concave drilling defects, the causes of hole entrance defects, exit defects, and exit sidewall defects were analyzed by combining theory with experiment, and the effects of different processing parameters on hole exit delamination defects were studied. Through theoretical analysis, it is found that the delamination at the front end of the chisel edge does not necessarily affect the final defects of the hole in CFRP pipe concave drilling. The experiment proves that the chisel edge can effectively drill through the outermost material and has no effect on the formation of the final hole damage. When the candle stick drill is used for drilling, there is almost no damage at the hole entry. After the outermost woven fiber cloth is drilled through, different degrees of damage occur at the intersection of longitudinal and transverse fibers.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Carbon fiber-reinforced plastic is a kind of composite material, which takes resin as the matrix and carbon fiber as the reinforcement phase, and is cured under a certain temperature and pressure. Because of its light weight, high strength, corrosion resistance, and fatigue resistance, it has now become the preferred material to effectively reduce structural weight in aviation, aerospace, and automotive industrial fields [1,2,3]. With the development of modern manufacturing technology, CFRP members that are widely used mainly include stiffened structures that can perform primary or secondary load bearing [4], honeycomb structures for earthquake resistance and energy absorption [5], axle structures used to transfer axial loads [6], and pipeline components used for gas–liquid medium transmission [7].
In the assembly process of CFRP pipeline components, it is essential to connect with other components. In order to ensure the reliability of connection and the service life of components, the preferred connection mode between CFRP pipes and other components is mainly mechanical connection [8]. Therefore, it is a necessary processing procedure to make holes for CFRP pipes, especially for small diameter CFRP pipes. Compared with common homogeneous metal materials, CFRP is a heterogeneous material, which also has the characteristics of anisotropy and weak interlaminar performance. In the drilling process, it is often prone to delamination, tear, burr, and other processing damages [9,10,11,12], which will adversely affect the service life of the processed components. Compared with the drilling of CFRP flats, CFRP pipes have certain curvature structure characteristics, and the changes of thrust force, hole entry, and exit damages in drilling are different from those in flat drilling. Figure 1 shows the drilling schematic diagram of CFRP pipe.

Schematic diagram of CFRP pipe drilling
Finite element analysis is an effective method to analyze the formation of CFRP pipe drilling defects. Hocheng and Tsao [13] used numerical analysis to predict the critical delamination force of woven fiber CFRP pipe. The material was set as orthotropic linear elastic material to simulate the last layer before drilling. The thrust force was applied to the chisel edge and the main cutting edge, and the force on the chisel edge (50% of the total thrust force) was distributed in the horizontal circular area. The critical thrust force of the simulation analysis was compared with the experimental results, and they were in good agreement. By using this numerical analysis method, the critical thrust force could be predicted when drilling composite materials in combination with material characteristics, hole diameter, and pipe diameter. Zhao et al. [14] used the method of combining simulation and experiment to compare and study the hole quality of CFRP pipe with and without aluminum alloy inner bushing under two drilling conditions. The ABAQUS was used to establish a simulation model of the twist drill drilling T700 CFRP pipe, adopted 3D Hashin failure criteria, and set the tool as a rigid body. For the convenience of calculation, the aluminum alloy bushing was set as a fixed constraint, which could be regarded as a rigid body without deformation. The simulation results showed that the aluminum alloy bushing improved the quality of the hole entry by 4.4% and the hole exit by 8.3%. Based on the simulation and experimental results, the best machining parameters of hole quality were obtained. Li et al. [15] established finite element simulation models for drilling with positive and negative curvature and studied the formation mechanism of drilling defects with positive and negative curvature. The twist drill was set as a rigid body, CFRP was taken as an equivalent homogeneous material with a certain fiber orientation, and the geometric model of the workpiece material was established by the stacking method. The outermost layer is 0°/90° fiber fabric layer, the internal material is layered according to [0°/45°/90°/135°], characterized by Hashin failure criteria, and the interlayer is represented by zero thickness cohesive unit. Compared with the test, the maximum error of the reverse curvature drilling was 8.9% and 4.3% for the maximum thrust force and delamination damage factor, respectively. And the maximum error of the positive curvature drilling was 9.2% and 2.5%, respectively. The error was relatively small, indicating that the model is reliable. In positive and negative curvature plate drilling, the axial force and hole wall damage increased with the increase of feed rate.
The interaction between the drill bit and the material during FRP drilling is the key factor leading to defects. Due to the complex structure of the drill bit, the different spatial position relationship and action form between cutting edge and the fiber, the fiber fracture damage mode and the resulting cutting effect are very different. At present, the most commonly used tools in FRP drilling research are twist drills, Brad drills, double point angle drills, step drills, and solid end mills [16,17,18,19,20]. Erturk et al. [16] used twist drills and Brad drills to drill multilayer polymer composite pipes, which performed well in thrust force, torque, and surface roughness. Gemi et al. [17] compared the performance of twist drill, Brad drill, and candle stick drill in processing GFRP pipes. Compared with the twist drill, the thrust force of Brad drill and candle stick drill decreased by 8% and 13% on average, respectively. The hole exit and side wall damage of the candle stick drill were very small. Gerier [18] et al. used a TiAlN-coated twist drill (Φ10 mm in diameter) to drill flat plates and convex plates, and the flat plates produced more hole exit burrs. The results of variance analysis showed that the feed rate and cutting speed had no significant effect on burr factor when drilling CFRP convex plates. Qiu et al. [19] used step drills to drill CFRP pipes, to study the effect of feed rate on hole exit damage, and to analyze the formation process of delamination and tear damage. In another study[20], they studied the formation process of the hole exit damage of T700 CFRP pipes processed by double point angle drills and candle stick drills. The candle stick drill could cut off the yielding materials at the hole exit side because of their sharp outer corner edge, and the hole exit delamination damage was small. In this paper, the formation of CFRP pipe concave hole exit damage was analyzed by theoretical method firstly. Then, a candle stick drill was used to drill the concave surface of CFRP pipe, to study the formation process of entry and exit damage, to analyze the impact of processing parameters on the hole exit quality, and to provide a basis for the selection of CFRP pipe drilling tools and processing parameters.
2 Theoretical analysis
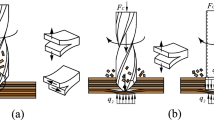
During the drilling of CFRP pipe, the drill bit successively contacts the convex and concave surfaces of CFRP pipe and carries out mechanical loading. Figure 2 is the schematic diagram of concave drilling of CFRP pipe. α is the included angle generated by the connecting line between the chisel edge and the outer edge corner (see Fig. 2). h is the axial height distance between the chisel edge and the outer edge corner.

Tool-workpiece contact and force analysis of concave drilling
In the manufacturing process of CFRP pipes, due to the bending of carbon fibers, bending resistance Fq is formed along the pipe diameter. The conditions for delamination at the front end of the chisel edge are shown in Eq. (1), where Fc is the critical delamination force. When the thrust force is a central load during drilling, Fz is the thrust force. The drill used in this paper is a candle stick drill. The thrust force is a central load and a circumferential partial load. Fz should be the central load at the front end of the chisel edge. In concave drilling, the delamination at the front end of the chisel edge does not necessarily affect the final defects of the hole.
The conditions for the delamination at the corresponding hole edge at the outer corner of the drill bit are shown in Eq. (2).
where Fz1 is the thrust force for the secondary main cutting edge. When the front-end material of the chisel edge is not broken, Fs is the traction force of the chisel edge on the material. When the front-end material of the chisel edge breaks, the chisel edge has no traction on the material. The calculation formula of α is
where D is the diameter of the candle stick drill.
3 Experimental design
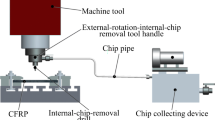
The experimental material is CFRP pipes, with an outer diameter of Φ22 mm and an inner diameter of Φ16 mm. The outermost layer is a 0°/90° fiber fabric layer, and the inner layer is a unidirectional fiber layer, in the order of [0°/45°/90°/135°]. The drill used in the experiment is a candle stick drill with the helix angle of 30°, the first relief angle of the main cutting edge is 10°, and the front angle of the main cutting edge is 5°. The reverse edge width is 0.5 mm. In order to study the formation mechanism of drilling defects on the concave surface of CFRP pipes, holes with different depths were drilled under the processing parameters (the spindle speed (n) was 3000 rev/min, and the feed rate (f) was 0.01 mm/rev). In order to study the influence of processing parameters, the spindle speed of 1500, 3000, and 4500 rev/min and the feed rate of 0.01, 0.02, 0.03, and 0.04 mm/rev were used to carry out full factor experiments (see Table 1). The experiment was completed on the KVC800/1 CNC machining center (with the highest spindle speed of 6000 rev/min) produced by Sichuan Changzheng Machine Tool Factory. The hole quality was observed by using a 3D microscopic system with super depth of field (model: KEYENCE VHX-500FE). The cutting force during drilling was recorded by using a Kistler 9253B23 large flat plate dynamometer (Fig. 3).

Experimental equipment
4 Experimental results and analysis
4.1 Defect formation process
4.1.1 Hole entry
When twist drills and double point angle drills were used to drill CFRP plates, the entrance often produces delamination [15, 20]. When the candle stick drill was used for drilling, there was almost no damage at the hole entry. Figure 4 shows the formation process of CFRP pipe concave drilling hole entry (n = 3000 rev/min, f = 0.01 mm/rev). d is the drilling depth. It can be seen from the figure that the horizontal edge first cuts into the workpiece, and then, the main cutting edge gradually cuts in. After the main cutting edge cuts a certain distance, the reverse cutting edge at the outer corner cuts into the workpiece at section A (see Fig. 5), and finally, the whole drill point cuts into the workpiece. During the formation of CFRP concave drilling entrance, the cutting part of the main cutting edge produced a small range of damage (Fig. 4b), but the final hole entrance did not show damage (Fig. 4c). The reason is that under the sufficient support of the workpiece material, when the damage range caused by the main cutting edge exceeds the range of the hole nominal diameter, the reverse edge at the outer corner of the candle stick drill can effectively cut the fiber (see Fig. 6), preventing the formation of the final hole entrance damage.

Hole entry formation process

Schematic diagram of hole section

Schematic diagram of the reverse cutting edge
4.1.2 Hole exit
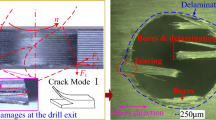
The outermost layer of CFRP pipe is 0°/90° fiber fabric layer. Figure 7 shows the formation process of hole exit damage. When the drilling depth is 3.5 mm, the chisel edge has drilled through the outermost fabric, indicating that the thrust force generated by the chisel edge has no effect on the final damage of the hole. With the increase of drilling depth (d = 3.8 mm), a small part of the outermost fabric is removed by the main cutting edge. When the drilling depth increases to 4.2 mm, the reverse edge at the outer corner has cut off some fibers at A section. Since then, due to the lack of bottom constraint on the outermost fabric, the cutting effect of the main cutting edge drops sharply, and it is difficult to effectively remove the bottom material. When the drilling depth is 4.5 mm, most of the fringe materials at the hole bottom are cut off, and the bottom materials are removed in blocks. The final hole is as shown in Fig. 7e, and the hole exit has defects such as uncut material, delamination, and burr.

Formation process of hole exit (n = 3000 rev/min, f = 0.01 mm/rev)
The uncut material is mainly formed by this part of fibers in the outermost fabric, which exists near A section. The length of the uncut material is about 0.5 mm, which is close to the width of the reverse edge at the outer corner of the candle stick drill. Figure 8 shows the formation process of the uncut material of the attachment of A section. When the reverse cutting edge of the outer corner is about to cut out the hole bottom, the outermost fabric continues to yield due to insufficient support of the underlying material. Figure 9 shows the force on the hole exit side. According to the force analysis of the outermost layer, the outermost layer material bears a Fz1 mainly produced by the reverse cutting edge. In addition, for this part of deformed fiber in the outermost fabric looped around the pipe, the initial stress existing during material forming is released, and a downward axial force Fq1 will be formed due to rebound (Fig. 9c). Therefore, under the action of Fz1 and Fq1, small-scale delamination damage is produced. After delamination damage occurs, this part of deformed fiber in the outermost fabric around the pipe is unrestrained and rebounds downward, increasing the yield of materials. At this time, the drill bit continues to cut downward, and the cutting force will be further reduced. This part of deformed material is difficult to cut and finally forms uncut material.

Forming process of uncut materials of attachment of A section

Schematic diagram of stress on hole exit side
4.2 Hole exit defects
There is a strong correlation between the formation of the hole exit defects and the magnitude of thrust force. Figure 10 shows the variation trend of thrust force with processing parameters. The thrust force involved in the paper is obtained under the condition of moving average filter (window size 20). The maximum thrust force is taken here. Under the three spindle speeds, the thrust force increases with the increase of feed rate. This rule is consistent with that in other literatures [21, 22]. The main reason is that the increase in feed rate leads to an increase in resistance and friction between the drill bit and the workpiece material. The spindle speed has little influence on the thrust force.

Changes of thrust force with processing parameters
The effect of cutting parameters on the formation of concave drilling hole exit damage was observed with a super depth of field microscope (KEYENCE VHX-500FE). When examining Fig. 11, different degrees of uncut fibers and delamination are formed under the hole exit. The fibers surrounding the pipe and the fibers distributed along the length of the pipe are the source of the uncut material [15]. The uncut fibers are mainly distributed near A section and the fiber cutting angle (θ) between 0° and 90°. The uncut fibers near A section are formed by fibers around the pipe. The uncut material at θ (0°–90°) is mainly formed by the fiber along the pipe length. There are two forms of delamination damage: one is that the material is directly removed, and the other is accompanied by the generation of uncut material. The delamination caused by fibers distributed along the length of the pipe is mainly caused by the direct removal of materials [15].

Hole exit morphology of different processing parameters
The delamination factor (Fd) is used to measure the severity of delamination at the hole exit. In this paper, the delamination factor (Fd) is defined as the ratio of the maximum delamination radius of the hole exit to the nominal radius of the hole. Figure 12 shows the variation of delamination factor (Fd) with feed rate. When the spindle speed (n) is in the range of 1500–3000 rev/min, the delamination factor (Fd) first increases and then decreases with the increase of feed rate. Similar results were found in the literature [20, 21]. When the spindle speed (n) is 4500 rev/min, the delamination factor decreases with the increase of feed rate. The reason is that when the feed rate is small, the cutting force is small. The outermost material is lack of constraint, which makes it difficult to cut off the material [20]. At the same time, with the same drilling depth, the smaller the feed rate is, the more times the drill cuts, resulting in a larger delamination range. With the increase of feed rate, when the thrust force exceeds the critical delamination force, the delamination range will increase significantly. The effect of spindle speed on the delamination factor does not exhibit a clear pattern. The same conclusion was reached in literature [13, 23]. The reason is that the main factors causing delamination damage are the combined effects of cutting force and cutting heat.

Variation curve of delamination factor with feed rate
4.3 Hole exit sidewall defects
Figure 13 shows the hole exit sidewall morphology under different processing parameters. The figure shows the morphology near B section. The hole exit side wall defects mainly include tear, burr, and material downward deformation. It can be seen from the figure that after the outermost layer of woven fiber cloth is drilled through, no matter whether the tool is cutting from the fiber distributed along the length direction of the pipe to the winding pipe fiber or cutting in reverse, there are different degrees of damage at the intersection of longitudinal and transverse fibers. The braided fibers on the surface of CFRP tubes have two different states a and b (see Fig. 14). One is that fibers distributed along the length of the pipe are exposed, and the other is that fibers distributed along the length of the pipe are hidden inside. There are four main cutting states E, F, G, and H. Under state a, the lower transverse fiber lacks restraint. Under state b, the lower longitudinal fiber lacks restraint. Therefore, it is easy to produce tear damage in the alternating places of vertical and horizontal in the cutting process.

Side wall morphology of hole exit

Cutting diagram of woven fiber cloth
5 Conclusions
(1) Through theoretical analysis, it is found that the delamination generated at the front end of the chisel edge does not necessarily affect the final defects of the hole in CFRP pipe concave drilling. The experiment proves that the chisel edge can effectively drill through the outermost material and has no effect on the formation of the final hole defects.
(2) Using the candle stick drill for CFRP pipe concave drilling, there is almost no damage at the entrance. The hole exit defects mainly include uncut material, delamination, and burr.
(3) When the spindle speed is in the range of 1500–3000 rev/min, the delamination factor first increases and then decreases with the increase of feed rate. The delamination factor decreases with the increase of feed rate at the spindle speed 4500 rev/min.
(4) In the concave drilling of CFRP pipes, after the outermost layer of woven fiber cloth is drilled through, the joints of longitudinal and transverse fibers are damaged.
Data availability
The data and material in this paper are original, available, and objective.
Code availability
Not applicable.
References
Jia ZY, Zhang C, Wang FJ, Rao F, Chen C (2020) Multi-margin drill structure for improving hole quality and dimensional consistency in drilling Ti/CFRP stacks. J Mater Process Technol 276:11640510. https://doi.org/10.1016/j.jmatprotec.2019.116405
An Q, Dang J, Li J, Wang C, Chen M (2020) Investigation on the cutting responses of CFRP/Ti stacks: with special emphasis on the effects of drilling sequences. Compos Struct 253:112794S0263822320327203
Xu W, Zhang L (2018) Tool wear and its effect on the surface integrity in the machining of fibre-reinforced polymer composites. Compos Struct 188:257–265. https://doi.org/10.1016/j.compstruct.2018.01.018
Wang XM, Cao W, Deng CH, Wang PY, Yue ZF (2015) Experimental and numerical analysis for the post-buckling behavior of stiffened composite panels with impact damage. Compos Struct 133:840–846. https://doi.org/10.1016/j.compstruct.2015.08.019
Wei XY, Li DF, Xiong J (2019) Fabrication and mechanical behaviors of an all-composite sandwich structure with a hexagon honeycomb core based on the tailor-folding approach. Compos Sci Technol 184:107878. https://doi.org/10.1016/j.compscitech.2019.107878
Yang M, Hu YF, Zhang JG, Ding GP, Song C (2018) Study on forced torsional vibration of CFRP drive-line system with internal damping. Appl Compos Mater 25(6):1307–1322. https://doi.org/10.1007/s10443-017-9668-7
Alabtah FG, Mahdi E, Eliyan FF (2021) The use of fiber reinforced polymeric composites in pipelines: a review. Compos Struct 276:114595. https://doi.org/10.1016/j.compstruct.2021.114595
Ding Z, Weeger O, Qi HJ et al (2018) 4D rods: 3D structures via programmable 1D composite rods. Mater Des 137:256–265. https://doi.org/10.1016/j.matdes.2017.10.004
Jia Z, Chen C, Wang F, Zhang C, Wang Q (2020) Analytical model for delamination of CFRP during drilling of CFRP/metal stacks. Int J Adv Manuf Technol 106:5099–5109. https://doi.org/10.1007/s00170-020-05029-y
Zhu W, Fu H, Li F, Ji Xu, Li Y, Bai F (2022) Optimization of CFRP drilling process: a review. Int J Adv Manuf Technol 123:1403–1432. https://doi.org/10.1007/s00170-022-10112-7
Xu WX, Zhang LC (2019) Heat effect on the material removal in the machining of fibre-reinforced polymer composites. Int J Mach Tool Manu 140:1–11. https://doi.org/10.1016/j.ijmachtools.2019.01.005
Geier N, Szalay T, Biró I (2018) Trochoid milling of carbon fibre-reinforced plastics (CFRP). Procedia CIRP 77:375–378. https://doi.org/10.1016/j.procir.2018.09.039
Hocheng H, Chen CC, Tsao CC (2018) Prediction of critical thrust force for tubular composite in drilling-induced delamination by numerical and experimental analysis. Compos Struct 203:566–573. https://doi.org/10.1016/j.compstruct.2018.07.051
Zhao W, Zhang W, Duan Z, Yang F, Xu J (2021) Torsion properties of carbon fiber-metal transmission shaft based on delamination damage analysis. Acta Materiae Compositae Sinica 38(5):1466–1486. https://doi.org/10.13801/j.cnki.fhclxb.20200723.005
Li S, Zou S, Dai L, Zhou Y, Qiu X, Li C, Li P, Ko TJ (2022) Damage mechanism of carbon fiber reinforced plastic pipe based on reverse and forward curvature drilling. Compos Struct 292:115700. https://doi.org/10.1016/j.compstruct.2022.115700
Erturk AT, Vatansever F, Karabay EYS (2019) Machining behavior of multiple layer polymer composite bearing with using different drill bits. Compos Part B Eng 176:107318. https://doi.org/10.1016/j.compositesb.2019.107318
Gemi L, Morkavuk S, K¨oklü U, Gemi DS (2019) An experimental study on the effects of various drill types on drilling performance of GFRP composite pipes and damage formation. Compos Part B Eng 172:186–194. https://doi.org/10.1016/j.compositesb.2019.05.023
Norbert G, Csongor P, Dániel IP, Barnabás ZB (2021) Drilling of curved carbon fibre reinforced polymer (CFRP) composite plates. Procedia CIRP 99:404–408. https://doi.org/10.1016/j.procir.2021.03.057
Qiu X, Li P, Niu Q, Li S, Li C, Tang L (2022) Formation mechanism of drilling defects on CFRP pipe surface. Acta Materiae Compositae Sinica, (In Chinese) https://doi.org/10.13801/j.cnki.fhclxb.20220315.001.
Qiu X, Li P, Tang L, Li C, Niu Q, Li S, Tang S, Ko TJ (2022) Determination of the optimal feed rate for step drill bit drilling CFRP pipe based on exit damage analysis. J Manuf Process 83:246–256. https://doi.org/10.1016/j.jmapro.2022.09.002
Hocheng H, Tsao CC, Chen HT (2016) Utilizing internal icing force to reduce delamination in drilling composite tubes. Compos Struct 139:36–41. https://doi.org/10.1016/j.compstruct.2015.11.043
Liu D, Tang Y, Cong WL (2012) A review of mechanical drilling for composite laminates. Compos Struct 94(4):1265–1279. https://doi.org/10.1016/j.compstruct.2011.11.024
Gemi L, Morkavuk S, Köklü U, Yazman Ş (2020) The effects of stacking sequence on drilling machinability of filament wound hybrid composite pipes: part-2 damage analysis and surface quality. Compos Struct 235:111737. https://doi.org/10.1016/j.compstruct.2019.111737
Funding
The work is supported by the National Natural Science Foundation of China (No. 52105442, No. 52275423, No. 51975208), Natural Science Foundation of Hunan Province (No. 2022JJ40152), and Guangxi Key Laboratory of Manufacturing Systems and Advanced Manufacturing Technology Fund (No. 22–35-4-S009).
Author information
Authors and Affiliations
Contributions
Xinyi Qiu: conceptualization, methodology, investigation, data collection and analysis, writing, funding acquisition—original draft. Pengnan Li: conceptualization, methodology, funding acquisition, writing—review and editing. Lingyan Tang: conceptualization, methodology—review and editing. Changping Li: conceptualization, review, and editing. Lintao Xiang: investigation, methodology. Shujian Li: supervision, funding acquisition. Siwen Tang: supervision, methodology. Tae Jo Ko: supervision, review, and editing.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
We would like to submit the manuscript entitled “Formation mechanism of CFRP pipe concave drilling defects” by Xinyi Qiu, Pengnan Li, Lingyan Tang, Changping Li, Lintao Xiang, Shujian Li, Siwen Tang, and Tae Jo Ko, and we wish to be considered for publication in the International Journal of Advanced Manufacturing Technology.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Qiu, X., Li, P., Tang, L. et al. Formation mechanism of CFRP pipe concave drilling defects. Int J Adv Manuf Technol 127, 3557–3567 (2023). https://doi.org/10.1007/s00170-023-11741-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-11741-2