
Abstract
The objective of this work is to study the microstructure and the texture evolution in welded joint of X70 steel with duplex stainless steel joined by gas tungsten arc welding (GTAW) process and heat treated at 200 °C and 600 °C. Then, the microstructural evolutions are correlated to their hardness mechanical property. The characterization techniques used are optical microscopy, scanning electron microscopy, EDS, Vickers microhardness, tensile tests, X-ray diffraction, and electron backscatter diffraction (EBSD) technique. Two heat affected zones were observed in welded joint with different microstructures. Heat affected zone on the X70 steel side and another on the duplex stainless steel side. A solidification microstructure was observed in the fusion zone such elongated ferritic grains and a growth direction < 100 > was found. The most microstructural transformations were observed in the vicinity of the interface which connects the heat affected zone to the fusion zone either on the X70 steel side or on the duplex stainless steel side. The effect of heat treatment on the hardness of the welded joint was noticed in the side of the duplex stainless steel. The fusion zone is the hardest zone of the welded joint (309.4 Hv) and which is not affected by the applied heat. X-ray diffraction analysis did not reveal the formation of new phases after the heat treatments applied to the welded joint. The tensile tests have shown that the welded joint treated at 200 C presents the highest value of ultimate tensile strength (667 MPa).
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Welding of dissimilar metals is a joining technique most often used when a transition in mechanical properties and/or in-service performance is required [1]. The welding of dissimilar materials has become a subject of industrial interest and also a subject of research where several questions require in-depth research. In this context, the welding of dissimilar steels is one of the research themes, because the assembly of dissimilar steels has their application in several fields of industry such as the oil and maritime ones. The number of welded dissimilar steels remains very limited compared to the large number of existing types of steel. In addition, the investigation of the welding of ordinary steels to stainless steels also remains limited.
According to the literature, there were studies on welding of stainless steel to carbon steel using different techniques of welding such as arc welding [2], laser welding [3], solid state diffusion welding [4], and friction welding [5]. Among the widely used stainless steels is duplex stainless steel which for some industrial connections is welded to ordinary steel. Duplex stainless steel (DSS) is composed of a ferritic and austenitic phase in almost equal proportion. This type of steel combines the properties of austenitic stainless steel (ASS) and ferritic stainless steel (FSS), i.e., high mechanical strength and excellent corrosion resistance [6,7,8].
The main processes used to join duplex stainless steels to carbon steels were explosive welding [9], solid state diffusion welding [4], or tungsten welding under inert gas[10, 11]. Welding of duplex stainless steels to carbon steel by arc welding needs more investigation, because limited research work were published. Odegarde et al. [12], studied the assembly of the SAF 2507 duplex alloy on carbon steels. They found that high heat input welding increased susceptibility to solidification cracking at the fusion zone. Barmhouse and Lippold [13], studied the microstructure in dissimilar welds between duplex stainless steels and carbon steels by changing the filler metals. They concluded that the fusion zone is the main zone which is affected by the change in the type of filler metal. Belkessa et al. [14] investigated the microstructure and mechanical behavior of dissimilar metal welding between duplex stainless steel 2205 (UNS 31803) and high strength low alloy steel API X52. The assembly was carried out by a process of arc welding under protection. They found that the highest hardness value is measured in the narrow zone close to the fusion zone, where there were hard micro-constituents, and which were formed by the migration of carbon from the HSLA side to this narrow zone. Mitelea et al. [15] studied the chemical and microstructural heterogeneities of arc welded joints of duplex stainless steel (X2CrNiMoN22-5–3) and low alloy steel (13CrMo4-5).
However, the works devoted to the study of the texture of the welded joint of a duplex stainless steel to low carbon steel are limited to the welded joint by the other welding techniques and not to arc welding like the works of Rahimi et al. [16]. These researchers studied the evolution of crystallographic texture by electron backscattered diffraction (EBSD) during friction stir welding of dissimilar type S275 low carbon-manganese structural steel to type 2205 duplex stainless steel. The observed textures such as the shear texture were related to the strong deformation during the friction welding process. In our recent published work [4], EBSD was used to study the texture evolution for a solid state diffusion bonded joint of duplex stainless steel and X70 carbon steel. The EBSD maps showed just a grain growth reaction near the X70 steel side interface, and no specific texture was revealed. The absence of formation of a new texture is due to the application of a welding temperature lower than the melting temperature of the two dissimilar steels.
It has been also found that the application of a post-welding heat treatment on welded duplex stainless steel or on welded X70 steel is beneficial on the mechanical properties because the residual stresses are reduced and the formation of certain undesirable phases is avoided[17, 18]. In this context, the objective of this work is to study the microstructural and mechanical evolution during a heat treatment at 200 °C and 600 °C for 2 h of a welded joint of X70 steel with duplex stainless steel assembled by the tungsten gas arc welding process (GTAW). In addition to microscopic observation, X-ray diffraction, hardness measurements, and tensile tests, EBSD technique is the main technique used in this study.
2 Experimental procedure
The base metals used in this study are duplex stainless steel and low carbon steel (X70) which are steels frequently used in the construction of pipelines for the transport of hydrocarbons. The nominal chemical composition of these steels is gathered in Table 1.
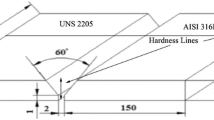
Generally, pipeline tubes undergo thermomechanical treatments during their manufacturing processes and in particular hot rolling. V-shaped butt welds were prepared using eight consecutive passes using the gas tungsten arc welding process under argon gas, and an ER2209 filler as the electrode. The welding parameters were I = 100 A, V = 20 V, displacement speed = 10 cm/min, and flow rate of argon gas was 20 l/min. The chemical composition of the electrode is presented in Table 2. After welding process, the welded sample is left to cool slowly to room temperature.
After welding, two heat treatments at 200 °C and also at 600 °C for 2 h were applied to the welded samples to observe their microstructural and mechanical evolutions. For this investigation, the samples were cut perpendicular to the surface of the welded joint (ND, RD) (Fig. 1). The main coordinate system: rolling direction (RD), transverse direction (TD), and normal direction (ND) are indicated in Fig. 1. The samples were polished with abrasive papers of different grit and then finished with a 3-μm diamond paste. Since two dissimilar steels are used, the X70 steel was chemically attacked with 2% nital and the duplex stainless steel with a chemical solution containing 5 g of CuCl2, 100 ml of HCl, and 100 ml of alcohol. The welded zone was etched by 2% nital.

Schematic representation of the weld joint with the main coordinate system: rolling direction (RD), transverse direction (TD), and normal direction (ND)
For the EBSD analysis, the standard sample preparation method was applied, i.e., mechanical polishing with 2400 grade emery paper, and followed by OPS polishing of the cross-section of the samples. A Zeiss Supra 50 FEG-SEM operating at 20 kV coupled to the OIM™ (Orientation Imaging Microscopy) software from the company TSL-EDAX was used for the EBSD analyses. Additionally, the SEM is equipped with energy dispersive spectroscopy (EDS) for chemical analysis. The chemical analyzes by EDS are carried out at the same time as the analyzes by EBSD. Figure 1 shows the schematic representation of the welded joint. For the EBSD analyses, a cross section (perpendicular to the welding direction) of the welded samples has been cut (ND, RD) (Fig. 1). The pole figures and the orientation distribution function (ODF) were calculated using the harmonic series expansion method (series rank L = 34), from the orientations (Gaussian smoothing of 5°) measured by EBSD. The ODF is presented as plots of constant φ2 = 45° sections.
X-ray diffraction analyzes were carried out in an Empyrean Panalytical diffractometer with a copper anticathode and a scanning speed 2°/min and (voltage: 45 kV, current: 40 Ma and Beta-filter Nickel). Vickers hardness measurements across the solder joint were performed using a Micro-Vickers type HVS-1000 Z digital hardness tester applying a load of 0.3 kg. The tensile test was carried out on specimens of length 20 mm, with a strain rate of 2 mm/min on the universal testing machine.
3 Results and discussion
3.1 Base metals
3.1.1 Microstructures
Figure 2 shows the initial microstructure of the two base metals. The microstructure of X70 steel (Fig. 2a) consists of a ferritic matrix containing small colonies of pearlite dispersed in a homogeneous manner. The microstructure of X70 steel revealed an elongated grain structure. On the other hand, the microstructure of duplex stainless steel (Fig. 2b) is made up of a ferritic phase and an austenitic phase elongated in the same direction and this is due to a thermomechanical treatment applied previously during its manufacturing process which is a hot rolling process.

Microstructures of a X70 steel and b Duplex stainless steel
3.1.2 Texture
The texture in each base metal was studied. Figure 3 presents the TD-IPF EBSD map, grain size distribution, grain boundary misorientation, and ODF in X70 steel. From the EBSD map (Fig. 3a), a slight orientation of the grains is observed in the rolling direction. From the curve of the grain size distribution (Fig. 3b), The grain size ranges from 2 up to 30 μm, and the average grain size is around 8 µm. The misorientation angle distribution is presented in Fig. 3c, which indicates the dominance of the high-angle boundaries, with a non-negligible fraction of low-angle boundaries due to the deformation process. Ahmed et al. [5] found the same distribution in mild steel plate (0.15 wt% C). Such misorientation angle distribution is quite different of the random one (blue curve in Fig. 3c), due to the presence of a crystallographic texture. Indeed, from the ODF (Fig. 3d), described in the classical rolling coordinate system, a fairly classic texture was found in X70 steel. The partial {hkl} < 110 > a and {111} < uvw > g fibers were observed with reinforcements in {001} < 110 > and near {111} < 112 > components.

a TD-IPF EBSD map, b grain size distribution, c misorientation angle distribution, and d ODF of BM in X70 steel
The results of the EBSD investigation of the DSS steel are presented in Fig. 4. This figure presents the TD-IPF and phase maps, grain size distribution, misorientation angle distribution of grain boundaries, and ODF in each phase of the DSS steel.


a TD-IPF EBSD map and b phase-colored map (53% ferrite in green color, 47% austenite in red color); c Grain size distribution in the duplex stainless steel (red curve), ferrite phase (blue curve), austenite phase (green curve); d misorientation angle distribution; and e and f ODF of DSS steel (e austenite and f ferrite)
As already described, Fig. 4a and b show that the grains are oriented in the rolling direction. In addition, Fig. 4b shows that the austenite (red color) and ferrite (green color) phases are both oriented in the rolling direction and have quite the same ratio, i.e., 47% and 53%, respectively. It has been reported that DSS has a typical band microstructure of alternating elongated α and γ grains layers in the rolling direction [19].
From the curve of the grain size distribution (Fig. 4c), the average grain size is around 33 µm (red curve), because the average grain size in austenite is around 17 µm (blue curve) and the average grain size in ferrite is around 45 µm (green curve).
The misorientation angle distribution in all the DSS steel (Fig. 4d) shows the dominance of the high-angle boundaries. The peak at 60° corresponds to twins in the austenite FCC phase. It was mentioned that for the band duplex microstructure, a large part of the high angle grain boundaries were present in ferrite and twin boundaries in austenite [20, 21].
The ODF in the two phases (austenite and ferrite) of the DSS steel were presented in Fig. 4e and f, respectively. The texture in the austenite is weakly pronounced (Fig. 4e). Some typical components are found, such as the Brass {110} < 112 > and S {123} < 634 > ones. In addition, the {110} < 111 > component is also found. In the ferrite phase, because the grain number is quite low, the texture is not well defined. However, components of a and fiber and especially of the g fiber are visible (Fig. 4f).
3.2 Welded joint
To better present and understand the results obtained in welded joint, a schematic representation of the welded joint is illustrated in Fig. 5. From left to right, the joint is formed from the first base metal which is XC70 steel with its heat affected zone (named HAZ1), and then the fusion zone which is related to the heat affected zone (named HAZ2) of the second base metal (DSS).

Schematic representation of the welded joint with different zones (BM, base metal; HAZ, heat affected zone; and FZ, fusion zone)
3.2.1 Microstructural evolution during isothermal treatment at 200 and 600 °C
In this section, the microstructural evolution of the different zones (BM, HAZ, and FZ) observed after welding will be follow after annealing at 200 and 600 °C, successively in Figs. 6, 7, 8, and 9.

Microstructural evolution of a the two basic metals (X70 and DSS steels) during isothermal annealing at b 200 °C and c 600 °C for 2 h

Microstructural evolution of a the fusion zone during isothermal annealing at b 200 °C and c 600 °C for 2 h

Microstructural evolution of a the heat affected zone (HAZ1) during isothermal annealing at b 200 °C and c 600 °C for 2 h

Microstructural evolution of a the heat affected zone (HAZ2) during isothermal annealing at b 200 °C and c 600 °C for 2 h
First of all, the microstructural evolution of the two basic metals during isothermal annealing at 200 °C and 600 °C is presented in Fig. 6. There is not a significant microstructural change in these base metals after the heat treatments. From an industrial point of view, this stability of base metals is very desirable in mechanical engineering.
The microstructural evolution of the fusion zone is presented in Fig. 7. Obviously, the microstructure of the fusion zone (Fig. 7a) is different compared to the microstructure of the two base metals. This solidification microstructure contains pertlite and several types of ferrite. Indeed, the existence of the Widmansttaten and elongated ferritic grains is shown in Fig. 7a. This solidification microstructure and these types of ferrite are generally observed in the melting zone of welded steels [22,23,24]. The heat treatment at 200 °C for 2 h of the fusion zone makes it possible to see new type of ferrite such as acicular ferrite (Fig. 7b). By increasing the annealing treatment to 600 °C, a spheroidization reaction is triggered (Fig. 7c). At this temperature, the diffusional mechanism of the atoms is more active which induces this morphological transformation within the microstructure [25].
The microstructure evolution of the heat affected zones (HAZ1 (X70) and HAZ2 (DSS)) is shown in Figs. 8 and 9, respectively. As it is shown, there is not a significant change in the HAZ1. On the contrary, after annealing at 200 and 600 °C, a particular free zone (narrow carbon-depleted zone) is formed between the HAZ1 and fusion zone as shown in Fig. 8b and c. This is an area devoid of pearlite. The same area was observed by Belkassa et al. [14] when studying the welding of low alloyed steel with duplex stainless steel. It is explained by the fact that the molten metal is richer in Cr and that the latter has a strong affinity for carbon, which promotes the migration of carbon from the base metal to the fusion zone during welding. This migration of carbon atoms induces the formation of a narrow carbon-depleted zone with a width of about 10–20 µm [26].
The evolution of the microstructure of the heat affected zone on the DSS (HAZ2) side is presented in Fig. 9. First of all, the heat affected zone has a microstructure different from that of the base metal (Fig. 9a). Indeed, the HAZ2 is overheated zone which it is reconstituted after annealing at 200 °C (Fig. 9b). Annealing at 600 °C causes a coalescence reaction of the previous microstructure (Fig. 9c), because the austenite and ferrite grains are coarser compared to the previous state.
3.3 X-ray diffraction of the welded joint
Figure 10 shows the two X-ray diffractograms for the welded sample, the welded samples and heat treated at 200 °C and at 600° C. For all three diffractograms, the main phases (ferrite α and austenite γ) were revealed. In addition, it can be seen that the same diffraction peaks exist in the three diffractograms without any particular variation, which makes it possible to conclude that the applied heat treatment will not cause a phase change.

X-ray diffractograms of the dissimilar weld joint, duplex stainless steel with X70 steel, joined by the GTAW process and heat treated at 200 °C and at 600 °C
3.4 Local metallurgical analysis of the welded joint
3.4.1 Fusion zone
The TD-IPF EBSD map of the fusion zone (Fig. 11a) shows clearly the solidification microstructure which was already presented in Fig. 7. This microstructure of solidification took place in several directions of solidification, as shown by two arrows (Fig. 11a). However, from the {001} pole figure (Fig. 11b), mostly a growth direction < 100 > at about 45° from ND was found. In a texture study by Cui et al. [27] on the fusion zone of a welded joint made of duplex stainless steel and austenitic stainless steel, a copper component was found. This difference in texture is mainly due to different welding conditions.

a TD-IPF EBSD map in fusion zone of the welded joint of X70 steel joined to duplex stainless steel. b {001} pole figure in the fusion zone of the welded joint of X70 steel joined to duplex stainless steel
In addition to the previous observations, the EBSD map in fusion zone of the welded joint shows a difference in proportion of the two main phases (32.5% ferrite in green color, 67.5% austenite in red color) (Fig. 12). The fusion zone has an austenite proportion twice as high as that of the ferrite phase; i.e., there was an austenization reaction in the fusion zone during solidification.

EBSD phase-map in fusion zone of the welded joint of X70 steel joined to duplex stainless steel (32.5% ferrite in green color, 67.5% austenite in red color)
3.4.2 HAZ1/FZ
Figure 13a shows the EBSD maps in the heat affected zone (HAZ1) of the welded joint of X70 steel joined to duplex stainless steel. A straight line separates the HAZ1 to FZ. This morphology is due to the difference between the type of electrode used and X70 steel, which allows concluding a weak atomic interdiffusion between HAZ1 and FZ. According to the curve in Fig. 13b, the average grain size in HAZ1 is around 6.5 µm, i.e., less than the grain size in base metal (X70 steel) (8 µm.), which makes it possible to conclude that there was a refinement of the grains in this zone under the effect of the welding. Figure 13 c shows the section at φ2 = 45° of the ODF in the HAZ1 on the X70 steel side.

a TD-IPF EBSD maps in the heat affected zone (HAZ1) of the welded joint of X70 steel joined to duplex stainless steel. b Grain size variation in HAZ1. c ODF of the X70 steel in the HAZ1
Figure 14 presents a qualitative elemental analysis of the five elements (Ni, Fe, Cr, Mo, and Si) in the area containing the HAZ and FZ. Through this analysis, there was no interdiffusion of the main addition elements across the line separating the fusion zone and the HAZ1 on the X70 side. The connecting line between HAZ1 and FZ is then a straight line.

Qualitative elemental analysis of the five elements () in the area containing the HAZ1 and FZ
3.4.3 FZ/HAZ2
Figure 15a and b show the welded part of the duplex stainless steel side. It is possible to observe a bond line between the fusion zone and the heat affected zone (named HAZ2) formed in DSS steel. This bond line shows the morphological difference of the grains and even their orientations with respect to this line. The grains of the fusion zone have colonary morphology. However, the grains of the HAZ of the DSS have preserved their morphology and resemble that of the base metal. Moreover, no particular variation of the texture was observed, this is why no result is presented in this part. It is important to mention that the grain size in HAZ2 (45 μm) is larger than in the base metal (33 μm) which implies that there was grain growth in the HAZ. It is also important to mention that the grains size distribution (Fig. 15c) contains two peaks which indicate a variation of the grain size distribution compared to the initial state (Fig. 4c). This difference is due to the welding effect on the DSS steel which induces heterogeneity in the size of the grains.

a TD-IPF EBSD maps, b phase-colored map (ferrite in green color, austenite in red color), c grain size distribution in the DSS side of the welded joint
Figure 16 presents a qualitative elemental analysis of the five elements (Ni, Fe, Cr, Mo, and Si) in the area containing the HAZ2 and FZ. Through this analysis, there was an interdiffusion of the main addition elements across the line separating the fusion zone and the HAZ2 on the DSS side. In this area, there is not a straight line as in the X70 side but rather one has a diffuse line. In addition, this distribution of these elements reflects the proportion of these elements that initially existed in the DSS and the electrode, where the chemical composition of electrode is very close to DSS.

Qualitative elemental analysis of the five elements (Ni, Fe, Cr, Mo, Si) in the area containing the HAZ2 and FZ
Magnification of an area of the bond line (Fig. 17a–b), revealing a strip about 50 μm wide which contains semi-equiaxed new grains. According to Fig. 17c, these new grains are ferritic grains (green color). This last observation is in agreement with that of Belkassa et al. [14] who conducted research on the welding of a DSS with high mechanical strength steel. They found that in HAZ of DSS, the region close to the fusion line contains a high proportion of ferrite. There was a feritization reaction in the HAZ of DSS side. It can be concluded that the equiaxed ferritic grains have random crystallographic orientations; in other words, there is no development of a particular orientation during the feritization reaction.

Magnification of the bond line between FZ and HAZ2 of the welded joint. a IQ (image quality) and b IQ + TD-IPF EBSD maps, c phase-colored map (ferrite in green color, austenite in red color)
3.5 Isothermal heat treatment of the welded joint
In this part of this study, the results of the effect of heat treatments at 200 and 600 °C on the microstructural evolution of the welded joint will be presented.
3.5.1 Isothermal heat treatment at 200 °C
Figures 18 and 19 show the EBSD maps in different zones of the welded joint after heat treatment at 200 °C. Based on these maps, a small transformation has occurred on the bond line. From Fig. 18, there was displacement of the bond line ( indicated by a rectangle in Fig. 18a), from HAZ1 to FZ as shown in Fig. 18b, which can be attributed to the phenomenon of atomic interdiffusion between these two distinct zones. In DSS side, equiaxed grains are observed between the FZ and the HAZ2 (indicated by a rectangle in Fig. 19a). These grains represent a junction between these two zones.

a TD-IPF EBSD map and b phase-colored map (ferrite in green color, austenite in red color) of the selected area in a in the X70 side of the heat treated welded joint at 200 °C for 2 h

a TD-IPF EBSD map, b magnification of selected area in a and c phase-colored map (ferrite in green color, austenite in red color), in the DSS side of the heat treated welded joint at 200 °C for 2 h
3.5.2 Isothermal heat treatment at 600 °C
Figures 20 and 21 show the EBSD maps in different zones of the welded joint after heat treatment at 600 °C. For the X70 steel side, the bond line between HAZ1/FZ still exists (Fig. 20), but a band of slightly larger grains is observed along the interface HAZ1/FZ (indicated by two black arrows). These large grains are formed due to the heat effect induced by the fusion zone. In addition, new elongated grains are formed in FZ, and along the interface. In DSS side, the equiaxed grains observed during the last treatment at 200 °C disappear for this treatment at 600 °C, as shown in the Fig. 21. The selected and enlarged zones confirm this disappearance of the equiaxed grains. This is a grain rearrangement at the interface on the DSS side.

IQ + TD-IPF EBSD maps in the X70 side of the heat treated welded joint at 600 °C for 2 h. a and c Magnification of the two selected zone in b

a TD-IPF EBSD map with a magnification of selected area and b phase-colored map (ferrite in green color, austenite in red color) with a magnification of a selected area, in the DSS side of the heat treated welded joint at 600 °C for 2 h
3.6 Hardness test
Hardness measurements are the most used technique to highlight the properties of the welded joint [28]. Figure 22 shows the hardness curves across the weld joint of X70 steel with duplex stainless steel before and after isothermal annealing at 200 °C and 600 °C for 2 h. The general sharpness of the curves shows that the hardness of the Duplex stainless steel side is higher than that of the X70 steel either before or after annealing at 200 or 600° C. An abrupt change in the hardness from the HAZ1 to the fusion zone was observed, which confirms the presence of a bond line between HAZ1 and FZ. In opposite, the hardness varies gradually and insignificantly from the fusion zone (maximum value = 309.4 Hv) to the DSS steel ( minimum value = 272.3 Hv) which also confirms the gradual change of the microstructure from the fusion zone to the base metal (DSS).

Micro-hardness distribution profile through the dissimilar weld joint, duplex stainless steel with X70 steel, joined by the GTAW process
However, the effect of heat treatment on the hardness of the welded joint is visible in the part of the duplex stainless steel, because it is observed that the hardness in this part decreases with the increase in the annealing temperature(minimum value = 260.3 Hv). The hardness of the DSS side of the welded joint decreases after annealing at 200 or 600 °C (green and red curves). This decrease is due to the growth of the grains in this zone. This change in hardness can be attributed to the annihilation of the stresses formed during welding and also to the microstructural changes although they were not very significant. It has been reported that the coefficient of thermal expansion of the weld metals is different from the base metals, which leads to the formation of locally high stresses [29].
3.7 Tensile tests
The results of the tensile tests performed on the three samples (untreated welded sample and, heat treated welded sample at 200 °C, and at 600 °C) are collated in Table 3. The welded specimen heat treated at 200 °C has the highest value of ultimate tensile strength (667 MPa) and which decreases after the heat treatment at 600 °C (460 MPa). From a mechanical point of view, the application of a heat treatment at 200 °C has a beneficial effect on the welded steels.
4 Conclusion
From the results obtained, the following conclusions are deduced:
-
The welded joint is very heterogeneous because the microstructure changes from the base X70 steel to the base DSS steel. The welded joint is composed of the different usual zones, i.e., the heat-affected zone and the fusion zone. The microstructure of the heat affected zone on the X70 steel side is different from that formed on the duplex stainless steel side.
-
The microstructure of the fusion zone contains different types of ferrite such as widmanstanten ferrite and acicular ferrite, and is typical of a solidification microstructure as shown by EBSD analysis. A classical < 100 > grain growth direction was found.
-
Chemical analyzes across the HAZ/FZ interface showed the diffusion of elements such as molybdenum and chromium across the HAZ/FZ interface from the steel DSS side.
-
Microscopical observations have shown a free zone between the HAZ of X70 steel and fusion zone.
-
Local analysis by EBSD has revealed a band of coarse grains in the connection zone between the ZAT and the FZ on the DSS steel side.
-
The heat treatment at 600 °C has effect on the microstructural evolution of the welded joint than the treatment at 200 °C, because large grains and small elongated grains have formed on the interface between the HAZ and the FZ of the side of the X70 steel and the disappearance of the large grains previously formed on the HAZ/FZ interface on the DSS steel side.
-
The highest hardness value was measured in the fusion zone (309.4 Hv). The effect of heat treatment on the hardness of the welded joint has been observed on the side of duplex stainless steel by the decrease in hardness after heat treatment either at 200 or 600° and which can go down to 260.3 Hv.
-
The application of a heat treatment at 200 °C has a beneficial effect on the mechanical strength of welded steels, since the ultimate tensile strength reaches its maximum (667 MPa).
References
Lippold JC, Kotecki DJ (2005) Welding metallurgy and weldability of stainless steels, 5th edn. Willey, USA
Mamat MF, Hamzah E, Ibrahim Z, Rohah AM, Bahador A (2015) Effect of filler metals on the microstructures and mechanical properties of dissimilar low carbons and 316L stainless steel welded joints. Mater Sci Forum Trans Tech Publ 819:57–62. https://doi.org/10.4028/www.scientific.net/msf.819.57
Scutelnicu E, Iordachescu M, Rusu CC, Mihailescu D, OcañaJL, (2021) Metallurgical and mechanical characterization of low carbon steel—stainless steel dissimilar joints made by laser autogenous welding. Metals 11:810. https://doi.org/10.3390/met11050810
Baghdadi L, Boumerzoug Z, Brisset F, Solas D, Baudin T (2022) Solid-state diffusion bonding of X70 steel to duplex stainless steel. Acta Metallurgica Slovaca 28(2):106–112. https://doi.org/10.36547/ams.28.2.1504
Ahmed MMZ, El-Sayed Seleman MM, Touileb K, Albaijan I, Habba MIA (2022) Microstructure, crystallographic texture, and mechanical properties of friction stir welded mild steel for shipbuilding applications. Materials 15(8):2905. https://doi.org/10.3390/ma15082905
Lacerda D, Candido JC, Godefroid L (2015) Effect of volume fraction of phases and precipitates on the mechanical behavior of UNS S31803 duplex stainless steel. Int J Fatigue 74:81–87. https://doi.org/10.1016/j.ijfatigue.2014.12.015
Zhang Z, Jing H, Lianyong X, Han Y, Zhao L, Zhang J (2017) Influence of microstructure and elemental partitioning on pitting corrosion resistance of duplex stainless steel welding joints. Appl Surf Sci 394:297–314. https://doi.org/10.1016/j.apsusc.2016.10.047
Mirakhorli F, Malek Ghaini F, Torkamany M (2012) Development of weld metal microstructures in pulsed laser welding of duplex stainless steel. J Mater Eng Perform 21:2173–2176. https://doi.org/10.1007/s11665-012-0141-3
Biezma MV, Berlanga C, Argandona G (2003) Relationship between microstructure and fracture types in a UNS S32205 duplex stainless steel. Mater Sci Eng A 363:290–296. https://doi.org/10.1016/S0921-5093(03)00643-9
Zou Y, Rintaro U, Hidetoshi F (2015) Mechanical properties of advanced active-TIG welded duplex stainless steel and ferrite steel. Mater Sci Eng, A 620:140–148. https://doi.org/10.1016/j.msea.2014.10.006
Xinjie D, Zhong Z, Deng C, Wang D, Guo X (2016) Microstructural evolution of transition zone of clad X70 with duplex stainless steel. Mater Des 95:231–236. https://doi.org/10.1016/j.matdes.2016.01.087
Odegard L, Pettersson CO, Fager SA (1994) The selection of welding consumables and properties of dissimilar welded joints in the superduplex stainless steel Sandvik 2507 to carbon steel and highly alloyed austenitic and duplex stainless steels. Proceedings of the 4th International Conference of Duplex Stainless Steels, Glasgow, Scotland, Paper No. 94
Barnhouse EJ, Lippold C (1998) Microstructure/property relationships in dissimilar welds between duplex stainless steels and carbon steels. Weld Res Suppl 77(12): 477–487. https://s3.us-east-1.amazonaws.com/WJ-www.aws.org/supplement/WJ_1998_12_s477.pdf. Accessed 02 Dec 2022
Belkessa B, Miroud D, Cheniti B, Ouali N, Hakem M, Djama M (2018) Dissimilar welding between 2205 duplex stainless steel and API X52 high strength low alloy steel. Diffus Found 18:7–13. https://doi.org/10.4028/www.scientific.net/DF.18.7
Mitelea I, Uţu ID, Karancsi O, Urlan SD, Crăciunescu CM (2019) Investigation of the microstructure of dissimilar welds in duplex stainless steel and low alloyed steel. Mater Test 61:2. https://doi.org/10.3139/120.111292
Rahimi S, Konkova TN, Violatos I, Baker TN (2019) Evolution of microstructure and crystallographic texture during dissimilar friction stir welding of duplex stainless steel to low carbon-manganese structural steel. Metall Mater Trans A 50(2):664–687. https://doi.org/10.1007/s11661-018-5023-3
Sim BM, Hong TS, Hanim MA, Tchan EN, Talari MK (2019) The Influence of post weld heat treatment precipitation on duplex stainless steels weld overlay towards pitting corrosion. Materials (Basel) 12(20):3285. https://doi.org/10.3390/ma12203285
Alipooramirabad H, Paradowska A, Nafisi S, Reid M (2020) Ghomashchi R (2020) Post-weld heat treatment of API 5L X70 high strength low alloy steel welds. Materials (Basel) 13(24):5801. https://doi.org/10.3390/ma13245801
Wang M, Li H, Tian Y, Guo H, Fang X, Guo Y (2018) Evolution of grain Interfaces in annealed duplex stainless steel after parallel cross rolling and direct rolling. Materials 11(5):816. https://doi.org/10.3390/ma11050816
Fang XY, Yin WH, Qin CX, Wang WG, Lo KH, Shek CH (2016) The interface character distribution of cold-rolled and annealed duplex stainless steel. Mater Charact 118:397–404. https://doi.org/10.1016/j.matchar.2016.06.017
Huang XX, Tsuzaki K, Maki T (1995) Subgrain growth and misorientation of the α matrix in an (α+γ)microduplex stainless steel. Acta Metall Mater 43:3375–3384
Vaikar SJ, Narayanan V, George JC, Kanish TC, Ramkumar KD (2022) Effect of weld microstructure on the tensile properties and impact toughness of the naval, marine-grade steel weld joints. J Market Res 19:3724–3737. https://doi.org/10.1016/j.jmrt.2022.06.104
He Q, Hu X, Sun Q, Dong Z, Xie X, Wang H (2022) Characterization of heterogeneous microstructure and mechanical properties of Q345R welded joints including roles of the welding process. Metals 12(1708):1–17. https://doi.org/10.3390/met12101708
Ramesh R, Dinaharan I, Ravikumar R, Akinlabi ET (2020) Microstructural characterization and tensile behavior of Nd:YAG laser beam welded thin high strength low alloy steel sheets. Mater Sci Eng: A 780(7):139178. https://doi.org/10.1016/j.msea.2020.139178
Zhao QH, Jiang B, Wang JM (2016) Pearlite spheroidization mechanism and lifetime prediction of 12Cr1MoV steel used in power plant. The Annual International Conference on Material Science and Engineering (ICMSE 2016), June 17–19, 2016 Guangzhou:195–201
Eghlimi A, Shamanian M, Eskandarian M, Abolian A, Nezakat M, Szpuna JA (2015) Evaluation of microstructure and texture across the welded interface of super duplex stainless steel and high strength low alloy steel. Surf Coat Technol 264:150–162. https://doi.org/10.1016/j.surfcoat.2014.12.060
Cui S, Shi Y, Sun K, Gu S (2018) Microstructure evolution and mechanical properties of keyhole deep penetration TIG welds of S32101 duplex stainless steel. Mater Sci Eng A 709:214–222. https://doi.org/10.1016/j.msea.2017.10.051
Thiessen RG, Richardson IM, Sietsma J (2006) Physically based modelling of phase transformations during welding of low-carbon steel. Mater Sci Eng A 427(1–2):223–231. https://doi.org/10.1016/j.msea.2006.04.076
Zaghloul B, El-batahgy AM, Sadek A, El-shenawy M (1994) A study on residual stresses of dissimilar welding joints. Q J Jpn Weld Soc 12(4):459–467. https://www.jstage.jst.go.jp/article/qjjws1983/12/4/12_4_459/_pdf. Accessed 29 Dec 2022
Author information
Authors and Affiliations
Contributions
The first draft of the manuscript was written by Zakaria Boumerzoug, and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Beziou, O., Hamdi, I., Boumerzoug, Z. et al. Effect of heat treatment on the welded joint of X70 steel joined to duplex stainless steel by gas tungsten arc welding. Int J Adv Manuf Technol 127, 2799–2814 (2023). https://doi.org/10.1007/s00170-023-11675-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-11675-9