
Abstract
Through-mask electrochemical micromachining (TMEMM) has been widely used in the machining of micro-structures because of its high processing efficiency, no electrode loss, and no residual stress. In order to solve the problem of poor structure uniformity in the process of TMEMM, this paper proposed a moving cathode TMEMM technology on the basis of conventional TMEMM and made a microgroove array based on the moving cathode TMEMM technology. Firstly, the numerical analysis of moving cathode TMEMM was carried out by COMSOL finite element analysis software. The influence of different machining parameters on the anodic micro-groove etching profile was studied and the nonuniformity of the etching depth was calculated. The simulation results show that moving cathode TMEMM can improve the etching depth uniformity of microgroove array structure. Secondly, on the basis of numerical simulation, TMEMM experiments were carried out. The experimental results indicate that the moving cathode TMEMM method can effectively improve the size uniformity of microgroove array. It can be observed by microscope that the microgroove array obtained by TMEMM with a moving cathode has good structural morphology and higher uniformity. Compared with conventional TMEMM, the uniformity of TMEMM with moving cathode improved by 68.3% and the simulation results are basically consistent with the experimental results. The moving cathode TMEMM method can greatly improve the uniformity of microgroove array.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Workpiece with surface texture has excellent performance in friction reduction, optics, heat transfer, lubrication, and information storage. As a kind of typical surface texture, microgroove array has a wide application prospect. For example, in the fabrication of fuel cell bipolar plate, the machining accuracy and distribution form of microgroove array directly affect the mass transfer effect of gas–liquid two-phase [1]. Machining microgrooves on the surface of the tool has become an important means to reduce the friction coefficient and improve service life of the tool [2, 3]. The microgroove suction core structure can improve the heat transfer efficiency and enhance the effect of phase change heat transfer [4, 5].
Surface texture such as micropit, microcolumn and microgroove can be processed by a variety of machining methods, including laser beam micromachining, ultrasonic micromachining, microcutting, electrical discharge micromachining and electrochemical micromachining. Among them, electrochemical micromachining is widely used because of its advantages of no loss of tool electrode, no residual stress and high machining efficiency. As a form of electrochemical micromachining, TMEMM combines the advantages of high resolution of photolithography and no stress in electrochemical machining, which is widely used in the processing of surface texture [6].
However, there are still some problems in TMEMM process at present. For example, in the process of machining microstructure, the edge effect of current distribution in TMEMM process seriously affects the uniformity of microgroove structure. In recent years, researchers have used a lot of novel electrochemical machining methods to improve the uniformity of microstructure array in electrochemical machining [7]. Tsai et al. [8] explored the influence of processing parameters on the undercut and uniformity of array holes. For single-hole undercut and the uniformity of array holes, the most influential experimental parameters were the diameter of mask holes and the thickness of mask, and a set of optimal parameters were obtained by Taguchi experimental method. Chen et al. [9] adopted the method of auxiliary anode to enhance the dimensional uniformity of the microdimple arrays by improving the uniformity of the distribution of the electrical field. The simulation and experimental results showed that an appropriate potential on the auxiliary electrode plays an important role in improving the dimensional uniformity of the microdimple arrays. Coincidentally, Raffelstetter et al. [10] showed it quantitatively how an optimized auxiliary electrode could prevent a nonuniform shape evolution of trenches at different places on the workpiece. Chun et al. [11] proposed the use of mesh electrodes to improve current distribution. Two types of electrodes were used to compare the influence of electrode type on TMEMM process. Compared with the plate electrode, the mesh electrode has better uniformity and taper angle. Zhang et al. [12] proposed a sandwich-like electrochemical micromachining (SLEMM) to enhance dimensional uniformity of microdimple arrays. Arrays of 1500 microdimples were generated by TMEMM and SLEMM. For TMEMM, the microdimple diameter and depth increased from (120.8 μm, 11.0 μm) near the center of the workpiece surface to (130.4 μm, 12.8 μm) at the edge. In contrast, for SLEMM, the microdimple diameter and depth near the center of the workpiece surface, 109.0 μm and 11.2 μm, respectively, were almost the same as those at the edge. Ming et al. [13] proposed a modified foamed-cathode TMEMM method. The sandwich-like unit (including the foamed cathode, mask, and workpiece) was closely assembled by the magnetic field force, avoiding the use of the traditional pump-driven circulation for the electrode process. The research results verify that this modified TMEMM process can produce highly uniform microdimples whose minimum coefficient of variation values in depth and in diameter are 5.4% and 1.9%, respectively. Pan et al. [14] proposed high-pressure hydrostatic electrolyte in order to enhance the uniformity of the electrical field distribution on the workpiece surface. Both the dimensions and machining accuracy of microdimple arrays during high-pressure hydrostatic TMEMM were investigated experimentally. The results suggested that microdimple arrays of 105.95 μm diameter and 9.79 μm depth and a machining area of 40 mm diameter were successfully generated during high-pressure hydrostatic TMEMM at 32 V applied DC voltage, and the standard deviations of both the diameter and the depth of microdimples were only 0.59 μm and 0.21 μm, respectively. Chen et al. [15] proposed a method of electrochemical machining (ECM) of microgrooves using a conductive masked porous cathode and jet electrolyte supply. A high electrolyte pressure was favorable for the renewal of the electrolyte and enhanced mass transfer during processing, which improved the machining quality and dimensional uniformity of the microgrooves.
In ECM, jet electrochemical machining is a widely used micromachining method. In ECM process, the cathode electrodes were moved in order to achieve the machining of heterotypic structures [16]. However, the method of moving electrode is rarely used in TMEMM. Considering that the moving cathode can not only cause convection in the electrolyte but also play a role in homogenizing the electric field. In view of this, a novel moving cathode is applied to the microgroove array TMEMM process in this paper. The fabrication process of moving cathode TMEMM process of microgroove was simulated by COMSOL Multiphysics software, then a moving cathode electrolysis device was set up and the experiment of microgroove array machining was carried out. Simulation and experimental results showed that the uniformity of microgroove array can be significantly improved by moving cathode TMEMM.
2 Numerical simulation
2.1 Simulation model of TMEMM with moving cathode
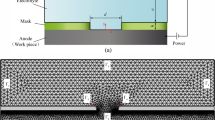
The schematic diagram of TMEMM with moving cathode is shown in Fig. 1(a). Anode workpiece and part of the cathode tool electrode are immersed in the electrolyte. The applied electrolytic power supply is connected with the anode and cathode to produce continuous current in the electrolyte. Under the action of electric field, the anions and cations move in the electrolyte. Meanwhile, the area of the anode covered without mask gradually dissolved in order to obtain the desired microgroove structure.

Schematic diagram of TMEMM with moving cathode. a Three-dimensional model; b two-dimensional simplified geometric model
In order to further study the mechanism of megasonic on anode reaction. The chemical reactions that may occur during TMEMM process are analyzed in this paper. During TMEMM process, the workpiece acts as anode and dissolves into the electrolyte. When iron is the main component of anode, the main reactions that may occur on the anode are shown as follows [17,18,19]:
These electrode reaction processes require electrical energy from a power source, the current density, and the electric field satisfy the following equation:
where σ is the conductivity of the solution, Je represents the current density in the electric field region, and ϕe represents the electrolytic potential in the electric field region. ∇ is the Laplace operator.
According to Faraday’s law, the mass of the reacting substance in the mask electrochemical machining can be expressed as follows:
where m is the mass of removed metal; Q is the amount of charge passing through the plate; M is the atomic weight of removing metal; z is the valency of removing metal; F is Faraday’s constant.
The groove etched area can be considered as a cuboid area. The mass of the reacting substance can also be stated as follows:
where H is the etching depth; S is the area of electrochemical machining; ρ is the density of the metal material.
According to Eqs. (6) and (7), the relationship between etching depth and current density can be obtained as Eq. (8):
where J is the anode current density.
According to Eq. (8), the depth of electrolytic etching is proportional to the current density. In order to change the uniformity of mask electrochemical machining, the most important thing is to improve the uniformity of current density distribution. Therefore, this paper focuses on the current distribution and the uniformity of etching depth during cathodic movement.
Based on the analysis of the above mathematical physical model. The COMSOL multi-physical field finite element analysis software was used to establish a two-dimensional geometric model of microgroove array structure for simulation calculation. Schematic diagram of geometric model is shown in Fig. 1(b).
The interelectrode gap between anode and cathode, the width of cathode electrode, and the influence of cathode moving speed on the current distribution were studied with finite element simulation in this section. According to the actual measurement value of electrolyte conductivity at 25℃, the electrolyte conductivity of 10 wt% NaCl electrolyte is set as 13.37 S/m. The anode substrate is set as 304 stainless steel and the simulation electrochemical machining time is 60 s.
In order to better evaluate the machining uniformity, the etch depth is also extracted in the simulation, and the nonuniformity coefficient is used to evaluate the groove uniformity, as shown in Eq. (9) [20, 21].
where Hmax is the maximum groove depth and Hmin is the minimum groove depth
3 Simulation results and discussion.
The simulation results showed that the interelectrode gap can effectively affect the current distribution. Figure 2(a–c) shows the cloud diagram of current density of TMEMM when the interelectrode gaps were 0.8 mm, 1.3 mm, and 4.0 mm, respectively. With the change of interelectrode gap, the anode substrate can form different current distributions. When the interelectrode gap was 0.8 mm, the current density of the middle position of the microgroove array was relatively large, and the uniformity of the whole microgroove array was poor. When the interelectrode gap increased to 1.3 mm, the current distribution of the microgroove array became more uniform, and the etching depth of the structure tended to be consistent. When the interelectrode gap was further widened, it can be seen from the color distribution of the cloud image that the edge effect is obvious, the current density at the edge of the microgroove array is large, and the current density at the middle position is small. The relationship between interelectrode gap and nonuniformity coefficient is shown in Fig. 2(g).

Simulation results of current distribution and machining uniformity in TMEMM process. a Current distribution with 0.8 mm interelectrode gap, b current distribution with 1.3 mm interelectrode gap, c current distribution with 4.0 mm interelectrode gap, d current distribution with 400 μm cathode width, e current distribution with 600 μm cathode width, f current distribution with 800 μm cathode width, g relationship between interelectrode gap and nonuniformity, h relationship between cathode width and nonuniformity, i relationship between cathode velocity and nonuniformity, j current distribution at 40 s under 5 mm/s cathode velocity, and k current distribution at 45 s under 5 mm/s cathode velocity
It can be seen from Fig. 2(g) that with the increase of electrode gap, anodic etching depth tends to be uniform at first and then becomes uneven. When the interelectrode gap was 1.3 mm, the nonuniformity coefficient reached the minimum in this condition. This is because the electric field is affected by geometric factors. When the tool cathode was close to the anode, the current in the anode area near the tool cathode became large, while the current at the edge became small. When the cathode tool was far away from the anode, the tip effect disappeared and the edge effect intensified. This leads to a preferred value of interelectrode gap as shown in Fig. 2(g).
On the basis of optimized electrode gap, the electrode width of the cathode in the electrochemical machining of moving cathode mask was simulated. When the electrode width increased, the current distribution also changed, as shown in Fig. 2(b, d–f).
As can be seen from the figures, the current density at the edge is always relatively large with the increase of the electrode width. As can be seen from the extreme value of the current density in the cloud image, when the cathode width increased from 200 to 800 μm, the maximum current density at the edge increased from 1.60 × 105 to 1.63 × 105 A/m2. The edge effect of current became more obvious. The distribution of microgroove depth was analyzed and the nonuniformity coefficient was calculated according to Eq. (9). The variation trend of the nonuniformity is shown in Fig. 2(h). With the increase of cathode width, the nonuniformity of moving cathode TMEMM also increased gradually. This is because the edge benefit is enhanced step by step under the condition of constant tip effect of electric field.
In addition to the interelectrode gap and electrode width, the moving velocity of cathode is also an important factor to be determined in the machining. In the case of the above preferred interelectrode gap and electrode width, the electrode gap was set to 1–5 mm/s. The simulation results showed that the larger the moving speed, the more uniform the etching groove. As shown in Fig. 2(i), when the velocity was 5 mm/s, the nonuniformity coefficient of etching was the minimum. In fact, the electric field distribution was not uniform at every moment when the cathode moved. Figure 2(j, k) shows the current distribution between electrodes at 40 s and 45 s under 5 mm/s, respectively. It can be seen from these figures that the electric field distribution was not only uneven but also even deformed. But precisely because it varied in space, the movement of cathode could make the electric field between electrodes in a dynamic uniform. Moreover, the faster the speed was, the shorter the electrode stays on the edge and the edge effect was weakened. Therefore, when the speed was relatively large, the groove etching became more uniform.
4 Experiment of moving cathode TMEMM
4.1 Experimental device
Figure 3 shows the experimental device of moving cathode mask electrochemical machining. DC power supply supplies power to PLC and stepper motor driver. The pulse signal and direction signal generated by PLC are used to control the movement of stepper motor, so as to realize the reciprocating movement of the cathode. In addition, the cathode and anode are connected to the electrolytic power supply to achieve electrolytic etching.

The experimental device of moving cathode TMEMM
4.2 Experimental process
In order to verify the improvement effect of moving cathode TMEMM method on the uniformity of microgroove array, the experiment of moving cathode TMEMM microgroove array was carried out and the experimental results were compared with the etching results of conventional TMEMM.
Figure 4 shows all of the process of the moving cathode TMEMM. The specific experimental operation process was as follows: Firstly, one metal substrate was ground and polished. After cleaning, the metal plate was used as anode substrate. Secondly, the anode substrate was covered with dry film photoresist and the dry film was exposed and developed. Then, the anode was placed at the bottom of the electrolytic bath and anodic erosion occurred when cathode moved above the anode. Finally, by removing the dry film photoresist, the processed microgrooves were obtained.

Experimental process of the moving cathode TMEMM
The etching technological parameters are shown in Table 1. Among them, experimental group A is the interelectrode gap experiment of moving cathode mask electrochemical machining. Experimental group B is the electrode width experiment of moving cathode mask electrochemical machining. Experimental group C is the cathode movement speed experiment of moving cathode mask electrochemical machining. Experimental group D is a conventional fixed electrode mask electrochemical machining control experiment. The beginning and end positions of processing are both in the center of the structure.
4.3 Experimental results and discussion
After the TMEMM process experiment, an inductance micrometer was used to measure the etched microgrooves. The calculation results of the nonuniformity of etching depth in experiments A, B, and C are shown in the red line in Fig. 5(a–c). At the same time, the nonuniformities of microgrooves in experiments A, B, and C were compared with the simulation results. As shown in Fig. 5(a–c), the trend of experimental results is consistent with that of simulation, but the nonuniformities in the experiments are higher than that in the simulation. This is because the simulation is an ideal situation and only the influence of geometric factor is considered. The current distribution caused by product accumulation and concentration polarization is not considered in the simulation, which leads to the fact that the actual nonuniformity coefficients are higher than those in the simulation. In addition, from the results of experiments A, B, and C, it can be found that when the interelectrode gap is 1.3 mm, the electrode width is 200 μm and the movement speed is 5 mm/s, the microgroove etching nonuniformity coefficient is the smallest and the etching uniformity is best within this experimental condition range.

Experimental results. a Relationship between interelectrode gap and nonuniformity, b relationship between cathode width and nonuniformity, c relationship between cathode velocity and nonuniformity, d etched micro-grooves with fixed cathode, e etched micro-grooves with moving cathode, f diagram of cutting, g cross section of micro-grooves etched with fixed cathode, and h cross section of micro-grooves etched with moving cathode, i The actual etching depth of micro-grooves
The etching effects of fixed cathode and moving cathode were compared under the same conditions. The morphology of the etched microgrooves is shown in Fig. 5(d) and (e). From Fig. 5(d) and (e), it can be known that the overall machining effect of the electrolytic grooves of the moving cathode is better than that of the fixed cathode. In order to more conveniently observe the depth distribution of microgrooves, the microgrooves were cut according to Fig. 5(f). The cross section perpendicular to the length direction of microgrooves was observed as shown in Fig. 5(g) and (h). As can be seen from the figure, compared with the groove structure obtained by electrochemical machining of fixed cathode in Fig. 5(g), the groove structure depth obtained by electrochemical machining of moving cathode mask in Fig. 5(h) tends to be consistent.
Then, according to Fig. 5(f), the depths of the microgrooves were measured. The depths of the microgrooves processed by moving and fixed cathode are shown in Fig. 5(i). It can be seen from Fig. 5(i) that the deepest and shallowest microgrooves processed by moving cathode were 41.7 μm and 35.2 μm, under the same conditions, and the deepest and shallowest microgrooves processed by fixed cathode were 39.9 μm and 25.2 μm. Compared with conventional fixed cathode TMEMM, the nonuniformity coefficient of moving cathode TMEMM reduced from 58.33% to 18.47%, which has been improved by 68.3%. According to the above simulation and experimental results, the moving cathode TMEMM method can significantly improve the uniformity of microgroove array.
5 Conclusion
In order to improve the uniformity of the microgroove array structure in the mask electrochemical machining, this paper proposed the mask electrochemical machining method with cathode moving and studied it by means of simulation and experiment. The conclusions are as follows:
-
(1).
When the moving cathode TMEMM method is adopted, the microgroove nonuniformity increases first and then decreases with the increase of electrode spacing and reaches the lowest when the electrode spacing is about 1.3 mm.
-
(2).
In the electrochemical machining of moving cathode mask, the microgroove nonuniformity increases gradually with the increase of cathode width.
-
(3).
When moving cathode mask is used for electrochemical machining, the cathode movement speed increases and the nonuniformity of microgroove decreases gradually.
-
(4).
By comparing the morphology of groove array between moving cathode TMEMM and conventional fixed cathode TMEMM, it can be seen that moving cathode TMEMM has a significant improvement effect on uniformity and the nonuniformity coefficient of moving cathode TMEMM is reduced from 58.33 to 18.47% in the actual experiment.
References
Tong X, Zheng JY, Fu MW (2022) Numerical and experimental study of the size effect on deformation behavior and quality of microembossed multi-channel structures. J Manuf Process 78:363–375
Zheng G, Lin Y (2021) Tribological properties of micro-groove cemented carbide by laser processing. Micromachines 12(5):486
Su Y, Li Z, Li L, Wang J, Gao H, Wang G (2017) Cutting performance of micro-textured polycrystalline diamond tool in dry cutting. J Manuf Process 27:1–7
Zhang S, Lin L, Chen G, Tang H, Zeng J, Yuan W, Tang Y (2019) Experimental study on the capillary performance of aluminum micro-grooved wicks with reentrant cavity array. Int J Heat Mass Transf 139:917–927
Lim K, Lee K, Ki H, Lee J (2022) Enhancement of flow boiling heat transfer by laser-induced periodic surface structures using femtosecond laser. Int J Heat Mass Transf 196:123229
Baldhoff T, Nock V, Marshall AT (2018) Through-mask electrochemical micromachining. J Electrochem Soc 165(16):E841
Baldhoff T, Nock V, Marshall AT (2017) Through-mask electrochemical micromachining of aluminum in phosphoric acid. J Electrochem Soc 164(9):E194
Tsai TH, Lin MY, Huang WL (2021) The optimization of parameters using Taguchi-method in through-mask electrochemical machining. Sādhanā 46:1–7
Chen X, Qu N, Li H (2015) Improvement of dimensional uniformity on micro-dimple arrays generated by electrochemical micro-machining with an auxiliary electrode. Int J Adv Manuf Technol 80:1577–1585
Raffelstetter P, Mollay B (2010) On the modeling of shape evolution in through-mask electrochemical micromachining of complex patterned substrates. Electrochim Acta 55(6):2149–2157
Chun K, Jin D, Kim S, Lee E (2017) Comparison between wire mesh and plate electrodes during wide-pattern machining on invar fine sheet using through-mask electrochemical micromachining. J Mech Sci Technol 31:1851–1859
Zhang X, Qu N, Chen X (2016) Sandwich-like electrochemical micromachining of micro-dimples. Surf Coat Technol 302:438–447
Zhao C, Ming P, Zhang X, Qin G, Shen J, Yan L, Zheng X, Cao J (2020) Through-mask electrochemical micromachining with reciprocating foamed cathode. Micromachines 11(2):188
Pan Y, Hou Z, Qu N (2019) Improvement in accuracy of micro-dimple arrays prepared by micro-electrochemical machining with high-pressure hydrostatic electrolyte. Int J Adv Manuf Technol 100:1767–1777
Fan G, Chen X, Saxena KK, Liu J, Guo Z (2020) Jet electrochemical micromachining of micro-grooves with conductive-masked porous cathode. Micromachines 11(6):557
Kendall T, Bartolo P, Gillen D, Diver C (2019) A review of physical experimental research in jet electrochemical machining. Int J Adv Manuf Technol 105:651–667
Leese RJ, Ivanov A (2016) Electrochemical micromachining: an introduction. Adv Mech Eng 8(1):1687814015626860
Haisch T, Mittemeijer EJ, Schultze JW (2004) High rate anodic dissolution of 100Cr6 steel in aqueous NaNO3 solution. J Appl Electrochem 34:997–1005
Ryu SH (2015) Eco-friendly ECM in citric acid electrolyte with microwire and microfoil electrodes. Int J Precis Eng Manuf 16:233–239
Hume EC, Deen WM, Brown RA (1984) Mass transfer analysis of electrodeposition through polymeric masks. J Electrochem Soc 131(6):1251
Luo JK, Chu DP, Flewitt AJ, Spearing SM, Fleck NA, Milne WI (2005) Uniformity control of Ni thin-film microstructures deposited by through-mask plating. J Electrochem Soc 152(1):C36–C41
Funding
This work was supported by the National Key Research and Development Program of China (No. 2022YFB4600102), the Natural Science Foundation of Hebei Province of China (No. E2022201028), and National Natural Science Foundation of China (No. 51975103).
Author information
Authors and Affiliations
Contributions
Ke Zhai: all experiments, design of device, and writing; Feng Zhou: material preparation and writing; Yikui Wen: part of the electrochemical experiments and characterization; Wenya Xu: data collection and analysis. Liqun Du: conceptualization, methodology, writing, and supervision of students.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Zhai, K., Zhou, F., Wen, Y. et al. Study on the uniformity of microgrooves in through-mask electrochemical micromachining with moving cathode. Int J Adv Manuf Technol 127, 2737–2744 (2023). https://doi.org/10.1007/s00170-023-11629-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-11629-1