
Abstract
One of the most recent methods for fabricating titanium-based products is metal injection molding (MIM). However, there have been few systematic studies on the definition and generation mechanism of surface porosity of MIM Ti–6Al–4V and its relationship with powder, process, and mechanical performances so far. In this article, MIM was selected to produce Ti–6Al–4V, and the investigation aimed to determine the impact of the sintering and subsequent hot isostatic pressing (HIP) process on its microstructure and mechanical performances. The results indicate that Ti–6Al–4V alloy formed a dense layer after sintering because of the temperature gradient from surface to core. The thickness of dense layer, grain size, grain morphology, and grain orientation are the key factors that determine Ti–6Al–4V alloy’s mechanical performances. Under the condition of sintering at 1000 ℃ with HIP process, Ti–6Al–4V alloy formed a dense layer with a thickness of 290 µm, equiaxed grains with an average grain size of 16 µm, and a significant number of high-angle grain boundaries (88.9%). The optimized microstructure of Ti–6Al–4V led to outstanding mechanical performances, exhibiting tensile strength of 1067 MPa, yield strength of 997 MPa, and elongation of 17.5%. Other MIM materials can also be guided by this approach.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Titanium and its alloys boast several advantageous properties including low density, exceptional strength, biocompatibility, remarkable resistance to corrosion, and a non-magnetic characteristic. The superior performances facilitate their applications in broad fields including medical equipment, wearable devices, transportation, and aerospace [1,2,3]. Because of the relatively low Young’s modulus (around 50% of Fe) and low thermal conductivity (around 20% of Fe) [4,5,6], titanium and titanium alloys are unmanageable to be forged or machined. Metal injection molding (MIM) has emerged as a cutting-edge manufacturing method for the fabrication of intricate titanium products at relatively low costs [7,8,9,10,11,12,13].
Waalkes et al. [14] proposed a method to determine the specific process parameters of industrial Ti–6Al–4V MIM feedstock. Sun et al. [15] explored the preparation of a titanium alloy and the impact of sintering on phase transformation, microstructure, and mechanical performances. Moghadam et al. [1] explored the preparation of hydride-dehydride titanium parts through low-pressure injection molding. They concluded that the high-loading feedstock was not suitable for low-pressure powder injection molding. Hayat et al. [16] studied a novel poly methyl methacrylate (PMMA)/polyethylene glycol (PEG) binder system for titanium MIM parts. They concluded that adding polyvinyl acetate (PVAc) into the PEG/PMMA binder could obtain titanium feedstock with acceptable rheological performances and mechanical performances. Hu et al. [17] studied the impacts of titanium hydride powders on the microstructure and performances of titanium during injection molding. The increase in titanium hydride powders resulted in a rise in the density of titanium parts and a decrease in the tensile strength and elongation.
Similar to castings, most sintered parts also have the residual porosity [18]. Sintered titanium parts are more susceptible to notches and cracks than stainless steel parts, so their porosity is more important. Fatigue strength and fracture toughness are two of the mechanical performances that are most affected by residual porosity [19, 20]. As a post process of sintering, hot isostatic pressing (HIP) is an irreplaceable approach to near-complete densification. The material is soft enough to deform at high temperatures during HIP, and high pressure acts as a force to compress the internal pores. This process can enhance the polishing and mechanical performances of the material [21, 22].
Surface porosity has important effects on the corrosion resistance, tensile strength, fatigue, and polishing performances; thus, its research is of great significance. However, there have been few systematic studies on the definition and generation mechanism of surface porosity in MIM Ti–6Al–4V and its relationship with powder, process, and mechanical performances so far. In this work, MIM was selected to produce Ti–6Al–4V, and the investigation aimed to determine the impact of the sintering and subsequent hot isostatic pressing (HIP) process on its microstructure and mechanical performances. Ti–6Al–4V alloy formed a dense layer after sintering because of the temperature gradient from surface to core. The thickness of dense layer, grain size, grain morphology, and grain orientation are the key factors that determine Ti–6Al–4V alloy’s mechanical performances. Under the condition of sintering at 1000 ℃ with HIP process, Ti–6Al–4V alloy formed a dense layer with a thickness of 290 µm, equiaxed grains with an average grain size of 16 µm, and a significant number of high-angle grain boundaries (88.9%). The optimized microstructure of Ti–6Al–4V led to outstanding mechanical performances, exhibiting tensile strength of 1067 MPa, yield strength of 997 MPa, and elongation of 17.5%. Other MIM materials can also be guided by this approach.
2 Experimental procedure
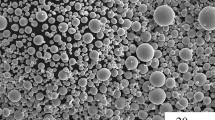
This study used high-purity and spherical Ti–6Al–4V powder from Avimetal PM Company in China by atomization method. Tap density tester (BT-302, Bettersize, China) was used to measure the powder’s tap density, and the data is 2.49 g/cm3. Figure 1a displays the morphology of the powder which was analyzed with a scanning electron microscope (SEM, Gemini SEM 500; ZEISS, Germany). The distribution of particle size was evaluated with a particle size analyzer (HELOS-RODOS, SYMPATEC, Germany) and displayed in Fig. 1b.

The performance of Ti–6Al–4V powder: a SEM image and b particle size distribution
A polyformaldehyde (POM)-based binder system was used to prepare the feedstock. The powder loading φ, which means powder-to-feedstock volume ratio, was calculated as below:
where ρtap and ρtheory are the tape density of Ti–6Al–4V powder and the theoretical density of Ti–6Al–4V bulk, respectively.
Powder loading calculation was conducted to ensure that each individual powder was coated by a thin layer of binder after mixing [23, 24]. The mixing process took place in a CF-1L.KHMLJ mixer (CFine Company, China) under an argon atmosphere at 190 °C for 90 min. Argon atmosphere was used to prevent Ti–6Al–4V powder from being oxidized. The cooled feedstock was reduced to millimeter-sized pieces using a CF-45.ZLJ extrusion granulator from CFine Company (China). As shown in Fig. 2, the microstructure is evaluated using round specimens, while tensile specimens are employed to assess the mechanical performances. The specimens were subjected to injection molding using a NEX80IIIT machine from NISSEI Company (Japan) with a peak of 130 MPa during injection. The temperatures for injection were set from 50 to 195 °C, from the barrel to the nozzle. The catalytic debinding procedure was carried out for 7 h at 130 °C in the Sinterzone Company’s STZ-400L-OA furnace from China using nitric acid serving as the catalyst. This step aimed to eliminate POM. The backbone binder was then removed via thermal debinding for 2.5 h at 700 °C in a VM40/40/150 graphite furnace from Hiper Company (China). Finally, the specimens underwent sintering in a VM42/45/125 vacuum sintering furnace from Hiper Company (China). The sintering temperature for alloys is typically set at 0.6 to 0.8 times of their melting temperature [25]. The optimal sintering temperature for Ti–6Al–4V, which has a melting temperature of 1640 °C, has been established as ranging between 1000 and 1300 °C. HIP process was conducted using a QIH-15L HIP furnace from Quintus Technologies Company (Sweden). Table 1 displays the sintering and HIP conditions for Ti–6Al–4V.

Geometry of green specimens for a microstructure test and b mechanical performance test. All dimensions are in millimeters
The optical microstructures were evaluated using a DMC 4500 metalloscope from Leica Company (Germany). The thickness of the dense layer, as determined through metallography, was calculated by the LAMOS APorosity software. The X-ray diffraction (XRD) patterns underwent analysis through a D/MAX2500 machine from Rigaku Company (Japan). Electron backscatter diffraction (EBSD) maps, grain size, and grain orientation were evaluated using a Gemini SEM 500 machine from ZEISS Company (Germany), equipped with a Symmetry EBSD system from Oxford Instruments Company (UK). Mechanical performances were assessed using YH-9000-5T universal testing machine manufactured by Yuhong Company (China). Five specimens per condition were evaluated for microstructure and mechanical performance testing.
3 Results and discussion
3.1 Microstructures
The optical microstructures of Ti–6Al–4V round specimens with typical sintering and HIP conditions are shown in Fig. 3. After sintering, there are several tiny isolated pores with preferentially rounded shape. At the sintering temperature of 1000 °C, atom diffusion caused the spaces between particles to exhibit a more spherical form, while incomplete sintering allowed for partial preservation of the original crystal structure of the raw powders [15]. The higher sintering temperature of 1150 °C could promote the migration of material and the discharge of pores, resulting in the reduction of pore number. When the sintering temperature was too high (1300 °C), closed pores appeared early and gas in the pores could not be discharged smoothly, which resulted in excessive grain growth and increased pore size at grain boundaries.

Optical microstructures of specimens made of Ti–6Al–4V
Porosity in this research is defined as the sum of the pore areas of the selected area on the cross-section as a percentage of the total area of the selected area. Compared with argon atmosphere [16], vacuum sintering in this study could prevent the accumulation of gas in the pores, thus decreasing the porosity. The sintering temperature was decreased as a result of both the lowering of the melting point of Ti–6Al–4V in a vacuum atmosphere and the application of fine powder (D50 = 14.1 μm), which was a difference from previous studies [26, 27]. The use of fine powders leads to the creation of a material with a fine grains and homogeneous structure even at relatively low temperatures. If coarse powder had been used under the same sintering condition, a large number of residual pores would appear. In the latter case, extended holding time and/or higher sintering temperature were required to produce homogeneous and high-density materials, which inevitably led to undesirable grain growth [28]. The pore number decreased for all specimens after HIP, the lower the sintering temperature, the more obvious improvement of HIP on porosity. The mechanism of pore healing is its diffusion along the grain boundary from the core of the material to the surface [29].
The thickness of round specimen after sintering is about 2.3 mm. With LAMOS APorosity software, the thickness is divided into several rectangular zones. The width of each sub-region, demonstrated in Fig. 4a, is 50 μm. Figure 4b illustrates the relationship between porosity of each sub-region and the corresponding thickness. The porosity on the specimen’s surface is low compared to the rest of the material and becomes higher toward the core. Sub-regions with relatively low porosity near the surface can be defined as “dense layer”. Previous engineering practices have shown that a surface porosity of less than 0.15% in Ti–6Al–4V results in an excellent polishing effect. Therefore, this value is selected as the benchmark of dense layer in this study. The thickness of dense layer can be obtained through the porosity-thickness diagram in Fig. 4b, which is represented by the red dotted line and arrow. The phenomenon of the dense layer is very similar to that of bread (as shown in Fig. 4c) and can also be called a “bread model.” Dense layers under different conditions are marked with red dotted lines and boxes in Fig. 3. After debinding process, the binder was burnt out, and the brown part had porous microstructure from surface to core. The specimens were subjected to heat generated by the heating elements during the sintering process through radiation, which is demonstrated in Fig. 4d. The surface of specimen received heat preferentially and thus had a higher temperature and densified first. Some pores were entrapped in the core due to the elimination of discharge channel. The thicknesses of dense layer for specimens under different sintering and HIP conditions are shown in Fig. 4e. As the temperature increases, the dense layer’s thickness in specimens without HIP initially increases before decreasing. However, specimens with lower sintering temperature have thicker dense layer after HIP. The reason will be analyzed later.

Dense layer of Ti–6Al–4V specimens: a statistical approach (sintering at 1150 ℃ without HIP), b regularities of distribution (sintering at 1150 ℃ without HIP), c bread model, d temperature distribution of the specimen during sintering [25], and e comparison under different conditions
Figure 5 presents the XRD patterns of Ti–6Al–4V demonstrating the presence of the α phase and a limited amount of β phase under all conditions. Alpha-case often appears in the casting and forging process of titanium alloys, and TiO2 and intermetallics are necessary components of it [30]. The XRD pattern showed that no related phases were present, indicating that the dense layer of MIM Ti–6Al–4V formed after sintering and HIP is significantly different from the alpha-case. Actually, high vacuum in sintering process and high purity argon atmosphere in HIP process avoid the formation of alpha-case.

XRD patterns of Ti–6Al–4V in various sintering conditions: a without HIP and b with HIP
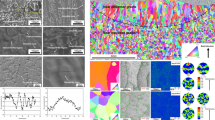
The EBSD maps of Ti–6Al–4V without HIP are depicted in Fig. 6, while the maps with HIP are shown in Fig. 7. In Figs. 6a, b, and c and 7a, b, and c, the red area represents α phase and yellow area is β phase. The inverse pole figure (IPF) maps representing diverse conditions can be seen in Figs. 6d, e, and f and 7d, e, and f. The microstructure of specimen sintered at 1000 °C (Fig. 6a) shows typical equiaxed structure, which comprised of equiaxed α phase and limited intergranular β phase.

EBSD maps of Ti–6Al–4V for various sintering temperatures without HIP: a 1000 °C, b 1150 °C, c 1300 °C, d 1000 °C, e 1150 °C, and f 1300 °C

EBSD maps of Ti–6Al–4V for various sintering temperature with HIP: a 1000 °C, b 1150 °C, c 1300 °C, d 1000 °C, e 1150 °C, and f 1300 °C
The sintering temperature of 1000 ℃ being near the phase transition temperature of Ti–6Al–4V, along with an insufficient phase transition, essentially preserves the powder’s phase state. An increase in sintering temperature results in a more distinct completion of the phase transformation. The process of densification is brought about through interactions between the powders, while the interactions between adjacent phases are responsible for nucleation and grain growth [15]. After HIP, the pores reduced, and there was no trace left during processing.
Figure 8 illustrates the Ti–6Al–4V grain size distribution as determined by EBSD analysis, comparing the results for sintering at different temperatures both with and without HIP treatments. An increase in sintering temperature results in an increase in grain size regardless of the phase being α or β. The grain size is slightly larger in the HIP-treated state as compared to the corresponding sintered state. Larger grain sizes produce larger pores at grain boundaries. Therefore, the improvement effect of HIP on the dense layer decreases with an increase in sintering temperature. The improvement of densification by HIP also gradually weakens from surface to core.

The Ti–6Al–4V grain size distribution as determined by EBSD: a the α phase and b the β phase
Table 2 presents the grain boundary angle of the α phase, which was computed and calibrated based on the misorientations between neighboring grains. Low-angle grain boundary (LAGB) was designated when the orientation difference was less than 10°, whereas high-angle grain boundary (HAGB) was designated as differences greater than 10° [31]. Specimens sintered at 1000 °C have equiaxed grain, and thus HAGB occupies the majority for α phase. As the sintering temperature increased, the grains gradually transformed from equiaxed to lamellar, at the same time the grain orientation tended to be consistent, thus decreasing the proportion of HAGB. In addition, HIP increased the ratio of HAGB for α phase.
3.2 Mechanical performances
Figure 9 showcases the mechanical performances of Ti–6Al–4V without and with HIP. Ti–6Al–4V experiences a phase transition from α + β to β at 995 ℃. Sintering above the phase transition temperature can realize the homogenization of composition and structure, and the grain refinement and improvement of mechanical performances occur during cooling due to the phase transition. For specimens from 1000 to 1150 °C without HIP, the elongation increases significantly, with only a minor increase in tensile and yield strength. With higher sintering temperatures, a reduction in strength and elongation is noticeable. Compared with other sintering condition without HIP, samples sintered at 1150 °C without HIP exhibit improved mechanical characteristics including tensile strength, yield strength, and elongation as a result of their minimized porosity and moderate grain size. Specimens sintered at 1000 °C without HIP have lower elongation compared with that of 1050–1150 °C; the reason should be the positive effect of fine grains on elongation is masked by higher porosity [28, 32]. After the sintering process, the application of HIP leads to increases in tensile strength, yield strength, and elongation. Fine and equiaxed grain size and low porosity were achieved for specimens sintered at 1000 °C after HIP; elongation has also been significantly improved. Therefore, samples sintered at 1000 °C with HIP have the superior mechanical performances in terms of tensile strength, yield strength, and elongation for sintering conditions with HIP. The negative impact of porosity on mechanical performances in a tensile test is demonstrated by the decrease in strength and elongation. Porosity results in a smaller effective cross-section for load-bearing, which in turn serves as a stress concentrator and causes material failure. This statement clarifies the cause of the reduced strength in the as-sintered specimens when compared to the strength of the as-HIPed specimens [33,34,35,36]. In addition, the oxygen equivalents before and after HIP were both below 0.4 wt.%; thus, the mechanical performances were not significantly impacted by interstitial elements [20].

Mechanical performances of sintered Ti–6Al–4V: a without HIP and b with HIP
Reduction in grain size results in strengthened metallic material. The Hall–Petch relationship and fine grain strengthening explain the correlation between yield strength and grain size in metallic materials with equiaxed grain [37]. For specimens with fine equiaxed grains, there are more grain boundaries per unit volume. When the adjacent grains with different orientations were subjected to deformation, the dislocation sources in some grains were activated first and then slipped and multiplied along a certain crystal plane. The dislocations that slip before the grain boundaries were blocked by grain boundaries, thereby increasing the strength. Equiaxed grain reduced the stress concentration and tended to be isotropic, thus benefiting the elongation of materials. The strength and elongation of the material decreased as a result of the coarse martensite morphology caused by high sintering temperature.
The typical process and corresponding mechanical performances in this research are compared with the standard and previous studies, as shown in Table 3. Compared with previous research [38,39,40,41], finer powder was used in this study to increase the sintering activity, thus, decreasing the sintering temperature and energy consumption. Relatively fine powder and low sintering temperature promote grain refinement and grain boundaries increase, leading to improved tensile strength and elongation. In this study, the comprehensive performances of elongation and tensile strength for specimens sintered at 1150 ℃ without HIP and 1000 ℃ with HIP not only meet the requirements of ASTM F2885-17 and ISO 22068–2012 but also are superior to that of corresponding literature.
The relationships between the dense layer of Ti–6Al–4V and its mechanical performances are illustrated in Fig. 10. The mechanical performances of Ti–6Al–4V after sintering without HIP, including tensile strength, yield strength, and elongation, have little correlation with the dense layer’s thickness. In contrast, the mechanical performances of Ti–6Al–4V with HIP, including tensile strength, yield strength, and elongation, have an exponential relationship with the thickness of dense layer, but the growth rate of mechanical performances gradually slows down with the increase in thickness of dense layer. The mechanical performances of Ti–6Al–4V are affected by the proportion of dense layer thickness in the whole thickness direction. The small thickness of the dense layer after sintering results in a limited proportion in the overall thickness direction, leading to minimal impact on mechanical performances. HIP results in a marked increase in the thickness of the dense layer, leading to an enhancement in its proportion in the whole thickness direction and its influence on mechanical performances. However, dense layer’s influence on mechanical performances tends to become constant, as both the core and surface porosity reach a very low level after further increasing its thickness through HIP.

Relationships between mechanical performances and dense layer of Ti–6Al–4V after sintering: a without HIP and b with HIP
In summary, mechanical performances are the combined effects of porosity, dense layer, grain size, grain morphology, and grain orientation. In addition, secondary processes such as finish machining and polishing are always needed for some MIM products with relatively high dimensional accuracy or cosmetic requirement. The thick dense layer can ensure the residue after machining or polishing, thereby avoiding the adverse effect of pores on the appearance of products, especially mirror-polished products. Deeper understanding of dense layer and its characteristics in other MIM materials need to be further studied.
4 Conclusions
-
Ti–6Al–4V forms a dense layer after sintering because of the temperature gradient from surface to core. HIP has a positive effect on porosity and dense layer, especially for fine-grained structures. The significance of defining, evaluating, and enhancing the dense layer of MIM Ti–6Al–4V is vital for optimizing its appearance and mechanical performances.
-
Sintering at 1000 °C with HIP is the best option for dense layer and mechanical performances of Ti–6Al–4Vin this research, resulting in a 290-µm dense layer, 1067 MPa tensile strength, 997 MPa yield strength, and 17.5% elongation.
-
Porosity, dense layer, grain size, grain morphology, and grain orientation all contribute to the mechanical performances of MIM Ti–6Al–4V. Mechanical performances (tensile strength, yield strength, and elongation) have exponential relationship with the thickness of dense layer for parts with HIP.
References
Moghadam MS, Fayyaz A, Ardestani M (2021) Fabrication of titanium components by low-pressure powder injection moulding using hydride-dehydride titanium powder. Powder Technol 377:70–79. https://doi.org/10.1016/j.powtec.2020.08.075
Zakaria MY, Sulong AB, Muhamad N, Ramli MI (2019) Rheological properties of titanium-hydroxyapatite with powder space holder composite feedstock for powder injection moulding. Int J Adv Manuf Technol 102:2591–2599. https://doi.org/10.1007/s00170-018-03264-y
Suwanpreecha C, Alabort E, Tang YB, Panwisawas C, Reed RC, Manonukul A (2021) A novel low-modulus titanium alloy for biomedical applications: a comparison between selective laser melting and metal injection moulding. Mater Sci Eng A 812:141081. https://doi.org/10.1016/j.msea.2021.141081
Wang FB, Wang YQ (2021) Cleaner milling on Ti-6Al-4V alloy cooled by liquid nitrogen: external spray and inner injection. Int J Adv Manuf Technol 112:1193–1206. https://doi.org/10.1007/s00170-020-06440-1
Liang XL, Liu ZQ (2018) Tool wear behaviors and corresponding machined surface topography during high-speed machining of Ti-6Al-4V with fine grain tools. Tribol Int 121:321–332. https://doi.org/10.1016/j.triboint.2018.01.057
Liang XL, Liu ZQ, Liu WT, Wang B, Yao GH (2019) Surface integrity analysis for high-pressure jet assisted machined Ti-6Al-4V considering cooling pressures and injection positions. J Manuf Process 40:149–159. https://doi.org/10.1016/j.jmapro.2019.03.020
Sheppard B, Shaw C, Williams B, Persaud J, Bromberger J (2014) Factory of the future. McKinsey& Company 1–32.
Xu P, Pyczak F, Limberg W, Willumeit-Römer R, Ebel T (2021) Superior fatigue endurance exempt from high processing cleanliness of metal-injection-molded β Ti-Nb-Zr for bio-tolerant applications. Mater Des 211:110141. https://doi.org/10.1016/j.matdes.2021.110141
Mahmud NN, Azam FAA, Ramli MI, Foudzi FM, Ameyama K, Sulong AB (2021) Rheological properties of irregular-shaped titanium-hydroxyapatite bimodal powder composite moulded by powder injection moulding. J Mater Res Technol 11:2255–2264. https://doi.org/10.1016/j.jmrt.2021.02.016
Hamidi MFFA, Harun WSW, Samykano M, Ghani SAC, Ghazalli Z, Ahmad F, Sulong AB (2017) A review of biocompatible metal injection moulding process parameters for biomedical applications. Mater Sci Eng C 78:1263–1276. https://doi.org/10.1016/j.msec.2017.05.016
Bootchai S, Taweejun N, Manonukul A, Kanchanomai C (2020) Metal injection molded titanium: mechanical properties of debinded powder and sintered metal. J Mater Eng Perform 29:4559–4568. https://doi.org/10.1007/s11665-020-04970-z
Subaşıa M, Safarian A, Karataş Ç (2019) An investigation on characteristics and rheological behaviour of titanium injection moulding feedstocks with thermoplastic-based binders. Powder Metall. 62:229–239. https://doi.org/10.1080/00325899.2019.1635305
Subaşi M, Safarian A, Karataş Ç (2019) The investigation of production parameters of Ti-6Al-4V component by powder injection molding. Int J Adv Manuf Technol 105:4747–4760. https://doi.org/10.1007/s00170-019-04514-3
Waalkes L, Längerich J, Imgrund P, Emmelmann C (2022) Piston-based material extrusion of Ti-6Al-4V feedstock for complementary use in metal injection molding. Materials 15:351. https://doi.org/10.3390/ma15010351
Sun Y, Luo GQ, Zhang J, Wu CD, Li J, Shen Q, Zhang LM (2018) Phase transition, microstructure and mechanical properties of TC4 titanium alloy prepared by plasma activated sintering. J Alloy Compd 741:918–926. https://doi.org/10.1016/j.jallcom.2018.01.197
Hayat MD, Zhang HZ, Karumbaiah KM, Singh H, Xu Y, Zou LM, Qu XH, Ray S, Cao P (2021) A novel PEG/PMMA based binder composition for void-free metal injection moulding of Ti components. Powder Technol 382:431–440. https://doi.org/10.1016/j.powtec.2021.01.009
Hu K, Zou LM, Shi Q, Hu K, Liu X, Duan BH (2020) Effect of titanium hydride powder addition on microstructure and properties of titanium powder injection molding. Powder Technol 367:225–232. https://doi.org/10.1016/j.powtec.2020.03.059
German RM (2019) The evolution of powder injection moulding: past perspectives and future growth. Powder Injection Moulding Int 13:57–66
Ebel T, Blawert C, Willumeit R, Luthringer BJC, Ferri OM, Feyerabend F (2011) Ti-6Al-4V-0.5B–a modified alloy for implants produced by metal injection molding. Adv Eng Mater 13:B440–B453. https://doi.org/10.1002/adem.201180017
Ebel T (2019) Metal injection molding (MIM) of titanium and titanium alloys. In: Heaney DF (ed) Handbook of metal injection molding. Woodhead Publishing, Sawston, pp 431–460
Soyama J, Ferri OM, Ebel T, Kainer KU (2016) Axial fatigue testing of Ti–6Al–4V using an alternative specimen geometry fabricated by metal injection moulding. Powder Metall 59:344–349. https://doi.org/10.1080/00325899.2016.1251060
Heaney DF, Binet C (2019) Hot isostatic pressing (HIP) of metal injection molding (MIM). In: Heaney DF (ed) Handbook of metal injection molding. Woodhead Publishing, Sawston, pp195–202
Dehghan-Manshadi A, Bermingham MJ, Dargusch MS, StJohn DH, Qian M (2017) Metal injection moulding of titanium and titanium alloys: challenges and recent development. Powder Technol 319:289–301. https://doi.org/10.1016/j.powtec.2017.06.053
Cao GY, Deng ZY, Ren L, Li YJ (2013) Research on determination method of measuring the best powder loading of powder injection molding. New Technology & New Process 3:49–51
Oghbaei M, Mirzaee O (2010) Microwave versus conventional sintering: a review of fundamentals, advantages and applications. J Alloy Compd 494:175–189. https://doi.org/10.1016/j.jallcom.2010.01.068
Sidambe AT, Figueroa IA, Hamilton HGC, Todd I (2012) Metal injection moulding of CP-Ti components for biomedical applications. J Mater Process Technol 212:1591–1597. https://doi.org/10.1016/j.jmatprotec.2012.03.001
Horke K, Ruderer B, Singer RF (2014) Influence of sintering conditions on tensile and high cycle fatigue behaviour of powder injection moulded Ti–6Al–4V at ambient and elevated temperatures. Powder Metall 57:283–290. https://doi.org/10.1179/1743290114Y.0000000102
Ivasishin OM, Eylon D, Bondarchuk VI, Savvakin DG (2008) Diffusion during powder metallurgy synthesis of titanium alloys. Defect Diffus 277:177–185. https://doi.org/10.4028/www.scientific.net/DDF.277.177
Dekhtyar AI, Bondarchuk VI, Nevdacha VV, Kotko AV (2020) The effect of microstructure on porosity healing mechanism of powder near-β titanium alloys under hot isostatic pressing in α + β-region: Ti-10V-2Fe-3Al. Mater Charact 165:110393. https://doi.org/10.1016/j.matchar.2020.110393
Choi BJ, Lee S, Kim YJ (2014) Alpha-case reduction mechanism of titanium powder-added investment molds for titanium casting. J Mater Eng Perform 23:1415–1423. https://doi.org/10.1007/s11665-013-0859-6
Feng YJ, Zhang WC, Zeng L, Cui GR, Chen WZ (2017) Room-temperature and high-temperature tensile mechanical properties of TA15 titanium alloy and TiB whisker-reinforced TA15 matrix composites fabricated by vacuum hot-pressing sintering. Materials 10:424. https://doi.org/10.3390/ma10040424
Machio C, Mathabathe MN, Bolokang AS (2020) A comparison of the microstructures, thermal and mechanical properties of pressed and sintered Ti-Cu, Ti-Ni and Ti-Cu-Ni alloys intended for dental applications. J Alloy Compd 848:156494. https://doi.org/10.1016/j.jallcom.2020.156494
Zhao DP, Chang KK, Ebel T, Qian M, Willumeit R, Yan M, Pyczak F (2013) Microstructure and mechanical behavior of metal injection moulded Ti-Nb binary alloys as biomedical material. J Mech Behav Biomed Mater 28:171–182. https://doi.org/10.1016/j.jmbbm.2013.08.013
Obasi GC, Ferri OM, Ebel T, Bormann R (2010) Influence of processing parameters on mechanical properties of Ti–6Al–4V alloy fabricated by MIM. Mater Sci Eng A 527:3929–3935. https://doi.org/10.1016/j.msea.2010.02.070
Kafkas F, Ebel T (2014) Metallurgical and mechanical properties of Ti–24Nb–4Zr–8Sn alloy fabricated by metal injection molding. J Alloy Compd 617:359–366. https://doi.org/10.1016/j.jallcom.2014.07.168
Zhao DP, Chang KK, Ebel T, Qian M, Willumeit R, Yan M, Pyczak F (2014) Titanium carbide precipitation in Ti–22Nb alloy fabricated by metal injection moulding. Powder Metall 57:2–4. https://doi.org/10.1179/0032589914Z.000000000153
Cho K, Niinomi M, Nakai M, Liu HH, Santos PF, Itoh Y, Ikeda M, Gepreel MA, Narushima T (2016) Improvement in mechanical strength of low-cost β-type Ti-Mn alloys fabricated by metal injection molding through cold rolling. J Alloy Compd 664:272–283. https://doi.org/10.1016/j.jallcom.2015.12.200
Nor NHM, Muhamad N, Ihsan AKAM, Jamaludin KR (2013) Sintering parameter optimization of Ti-6Al-4V metal injection molding for highest strength using palm stearin binder. Procedia Engineering 68:359–364. https://doi.org/10.1016/j.proeng.2013.12.192
Lin DG, Kang TG, Han JS, Park SJ, Chung ST, Kwon YS (2018) Experimental and numerical analysis of injection molding of Ti-6Al-4V powders for high-performance titanium parts. JOM-J Miner Met Mater Soc 70:621–625. https://doi.org/10.1007/s11837-018-2786-3
Zhang C, Pan Y, Sun JZ, Lu XD (2021) A net-shape forming process of Ti-6Al-4V sphere joints. Powder Metall 64:1–8. https://doi.org/10.1080/00325899.2021.1924479
Kudo K, Shinagawa K, Miura H (2018) Effect of α + β region sintering on the mechanical properties of injection molded Ti-6Al-4V compacts. Mech Eng J 5:17–00686. https://doi.org/10.1299/mej.17-00686
Funding
The National Key Research and Development Program of China (grant number 2021YFB3701900) and the Fundamental Research Funds for the Central Universities (grant number 226–2022-00123) provided support for this work.
Author information
Authors and Affiliations
Contributions
Conceptualization and design of the study were contributed by all authors. Shaohua Su, Peng Wang, Xiaobao Li, and Yuhui Huang prepared the materials, collected the data, and analyzed the results. Shaohua Su was responsible for crafting the initial draft, and all co-authors offered their thoughts and suggestions on previous revisions. All authors have given their endorsement to the ultimate version.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Su, S., Hong, Z., Wu, Y. et al. Dense layer, microstructure, and mechanical performances of Ti–6Al–4V alloy prepared by metal injection molding. Int J Adv Manuf Technol 126, 3861–3871 (2023). https://doi.org/10.1007/s00170-023-11376-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-11376-3