
Abstract
Dissimilar joints are often used by the oil and gas industry to join components such as forged flanges and piping used in subsea operations. The technique consists of buttering the forged flange before the closure weld is made. After the buttering runs, the forged flange is subjected to a post-weld heat treatment. However, the true effectiveness of this procedure has been questioned after failures began to occur in the fusion zone of the forging piece and nickel alloy. The present work aims to investigate the influence of post-weld heat treatment on the mechanical and microstructural behavior of the buttered dissimilar interface of AISI 4130 steel with nickel alloys. Gas metal arc welding processes in continuous and pulsed current modes were employed. AWS ERNiCrMo-3 (Inconel 625) and AWS ERNiCrMo-15 (Inconel 725) solid wires were used as filler metals. Post-weld heat treatment was performed on the buttered plates. The microstructure at the interface of the buttered fusion line were characterized by optical microscopy and scanning electron microscopy. Microhardness analyses were performed at the interface of the buttered weld. The results showed that gas metal arc welding process with pulsed current mode and Inconel 625 as filler metal showed lower levels of dilution and greater control of the partially diluted zones, proving to be more suitable for this type of application. It was also found that regardless of the welding procedure, post-weld heat treatment made the interface more brittle.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
There are several scenarios in which joining two dissimilar metals offers engineering advantages. Buttered and welded dissimilar joints are widely used in nuclear power plants, subsea oil platforms, pressure vessels, shipbuilding, and others [1,2,3,4]. Despite several years of successful use, a sequence of failures has occurred in recent years. One of the most reported cases of failure occurred at the interface of AISI 8630/Inconel 625 dissimilar joint, in manifolds [5]; failures of this nature have also been reported at dissimilar AISI 8630/Inconel 725 joints [6] and at the interface of the butter layer between ASTM F22M/Inconel 625 joints [7]. The reasons behind these failures are complex, and no simple explanation seems possible, and their causes are not fully understood. The main causes of failure are hydrogen from welding or from the cathodic protection system, brittle microstructures or precipitations from the material itself formed during post-weld heat treatment (PWHT), residual stresses caused by the welding process, a coarse-grained microstructure, and the use of high-strength materials [8].
Dissimilar joints typically comprise a butter weld layer onto the joint face of an alloy steel forged components. Beaugrand et al. [9] described the microstructure obtained in this type of welds. These authors identified six microstructural zones: parent metal (PM), a fine decarburized zone within the PM coarse grain heat-affected zone (CGHAZ), labeled Zone Δ; an iron-rich martensite region mostly at inter-pass positions, extending from the dissimilar interface into the partially-mixed zone (PMZ), named Zone M; a hard, particle-free, supersaturated carbon solid solution in an austenitic region of the PMZ (Zone Φ); a region of the PMZ containing numerous high atomic number interdendritic particles (Zone Π); and weld metal with a small proportion of the steel forging. The microstructural zones that comprise a dissimilar weld are intimately related to the abovementioned failures. The microstructural and compositional changes that occur across the weld interface caused by PWHT should be studied to avoid the occurrence of these failures.
After a series of researches, the failures were attributed to embrittlement of the microstructure at the dissimilar interface by hydrogen from the cathodic protection system [5, 8, 10]. PWHT should be used to reduce the hardness in the heat-affected zone (HAZ), especially the CGHAZ, to reduce its susceptibility to stress corrosion. In this regard, the National Association of Corrosion Engineers (NACE) standard MR0175 and International Standards Organization (ISO) standard 15,156–1 require that the maximum hardness value of the hardened steel should not exceed 22 HRC or 250 HV [11]. The true effectiveness of PWHT procedure has been questioned after failures began to occur at the buttering interface in the presence of a cathodic protection system [6, 11,12,13]. Some works [14,15,16] have shown that PWHT promotes carbon migration from low alloy steel that results in a stacking of carbon in a planar growth zone (PGZ) at the boundary of the fusion line. This PGZ presents high hardness increasing the susceptibility to the formation of hydrogen-assisted cracks (HAC) [16].
Thus, an ideal PWHT should reduce the hardness of the CGHAZ to meet the requirements of the standard while preventing interface embrittlement by hydrogen diffusion [2]. The microstructures of the dissimilar interface therefore play a determining role in the susceptibility of the joint to hydrogen embrittlement. Currently, it is understood that this susceptibility is strongly affected by welding procedures that combine the base metal, weld metal, welding procedure, and PWHT [9]. So, the influence of PWHT on the microstructure and hardness of the dissimilar interface of AISI 4130 steel buttered with Inconel 625 and Inconel 725 nickel alloys requires further research. This work is aimed at researching the influence of post-weld heat treatment in buttered interface of AISI 4130 and Inconel alloy welded joints obtained by two different welding procedures. The novelty of this research lies in the use of AISI 4130 steel as an alternative to AISI 8630, in order to avoid the formation of hard and brittle micro-regions in the partially diluted zones causing cracking failures at the buttering interface; in addition to minimize the risks of hydrogen embrittlement from the cathodic protection. The use of the GMAW process with pulsed current mode in this kind of application is also a novelty.
2 Materials and methods
2.1 Materials
AISI 4130 steel was used as base metal to receive the buttering and produce the region to be researched. The steel was purchased in the billet configuration, forged 218 mm in diameter and 230 mm in length. The billet was then cut into 110 mm × 30 mm × 75 mm plates. After cutting the plates, two heat treatment procedures were performed. In the quenching heat treatment, AISI 4130 steel plates were placed in a metal box and then covered with cast iron filings; this procedure aims to avoid the possibility of decarburization of the material. The plates were heated at a rate of 20 °C/min to a maximum temperature of 872 °C and held at this temperature for 1 h, followed by a rapid cooling in water to approximately 25 °C. The second procedure consisted of annealing, in which case a heating rate of 20 °C/min was used until the maximum temperature of 677 °C; the plates were kept at this temperature for 2 h, followed by air cooling. The heat treatment parameters of AISI 4130 steel were selected according to the recommendations provided by the Research and Development Center (CENPES) of PETROBRAS for this type of micro-alloyed steel. The objective of this procedure is that this material (4130 steel) reaches the optimum mechanical properties for its use in the manufacture of pipes used in applications such as subsea oil and gas systems. The selected values correspond to the results obtained by Rajan et al. [17].
The motivation for choosing AISI 4130 steel in this research was due to a series of cracking failures at the flange buttering interface, generally in AISI 8630 and F22 steels used in the petroleum sector, when submitted to cathodic protection. Thus, AISI 4130 steel is found as an alternative, for not having a history of failures of this nature. Moreover, the need to combine other materials in dissimilar joints that come to minimize the risks of hydrogen embrittlement from the cathodic protection. The other base metal used to form the dissimilar welded joint was ASTM A36 steel, was purchased in the form of a rolled sheet, and also was cut into dimensions of 110 mm × 30 mm × 75 mm to be used for the closure weld. AWS ERNiCrMo-3 (Inconel 625) and AWS ERNiCrMo-15 (Inconel 725) solid wires, both with a diameter of 1.2 mm, were used to deposit the buttering layers. The shielding gas was a mixture of 75% argon and 25% helium, with a flow rate of 20 l/min. The chemical composition of materials is shown in Table 1.
2.2 Welding equipment and procedures
The welding procedure for the dissimilar joint was carried out in two steps. Initially, the buttering of the AISI 4130 steel with the nickel alloys was performed. Gas metal arc welding process with continuous current mode (GMAW-C) and gas metal arc welding process with pulsed current mode (GMAW-P) were used. For the buttering procedure using Inconel 625, nine welding passes were necessary for both processes (GMAW-C and GMAW-P). In the case of Inconel 725, 10 passes were made using the GMAW-C and 13 passes using the GMAW-P process, respectively. From preliminary tests, the value of the deposition constant (DK) was selected. DK is defined as the ratio between the wire feed speed (WFS) and the welding speed (WS). The same value of the deposition constant (DK = 39.63) was used for both wires (Inconel 625 and Inconel 715). The welding conditions for both continuous and pulsed current mode are shown in Tables 2 and 3, respectively; where Im refers to the mean current, U is the mean voltage, Ip is the peak current, Ib is the base current), tp is the peak time, and tb is the base time.
In order to reduce the cooling rate and minimize martensitic formation in the buttered HAZ, preheating of 240 °C was applied to the plate. Preheating also facilitates the exit of hydrogen out of the joint and reduces residual stress levels. The inter-pass temperature was maintained in the range of 240 to 280 °C. Once the buttering process was completed, the plates were machined by electrical discharge machining (EDM), and then the samples of dimensions of 30 mm × 25 mm were taken for microstructural characterization and microhardness analysis at the buttering interface. This procedure aimed to quantify the effect of PWHT on the microhardness of the buttering interface. Next, a PWHT was performed on the buttered plates. The thermal cycle for PWHT consisted of a heating rate of 20 °C/min to a maximum temperature of 677 °C. The plates were held at this temperature for 2 h, followed by air cooling.
The PWHT parameters (T = 677 °C and t = 2 h), used in this research, were selected according to the recommendations provided by CENPES. The requirements for maximum hardness values established by the National Association of Corrosion Engineers (NACE) standard MR0175 and International Standards Organization (ISO) standard 15,156–1, which establish that the values of the hardened steel should not exceed 22 HRC or 250 HV, were also taken into account. These parameters are used in the industry for micro-alloyed steels used in applications such as subsea oil and gas systems [1]. On the other hand, the value of the Hollomon-Jaffe parameter (HJP) was calculated. The HJP is used to determine the extent of PWHT to be used and integrates temperature and time into a single formula (Eq. 1). It should be ensured that the HJP corresponds to the recommended values to achieve the microhardness reduction for this kind of steel, once the PWHT has been performed.
where T is temperature in Kelvin; C is constant without unit, depending on the material, for 4130 steel, C = 20; and t is time in hour [18].
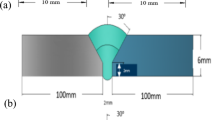
The second step consisted of butt welding between AISI 4130 steel with PWHT and ASTM A36 steel. The butt welding was performed in four conditions, using the filler metals Inconel 725 and Inconel 625 with GMAW-C and GMAW-P modes. To ensure a uniform root weld pass along the weld direction, a backing plate of low carbon steel was used. After defining the bevel geometry, the welding parameters for the root pass were established. The joint, with a J-type chamfer, was prepared as shown in Fig. 1a.

a Schematic representation of the joint prepared for welding (all the dimensions are in millimeters). b Dissimilar joint buttered and welded with Inconel 725 and GMAW-C process
As Inconel 625 and Inconel 725 showed different behaviors in preliminary tests performed, it was necessary to define different parameters for the filler metals, both for the root pass and for the joint filling and finishing passes. The initial values of welding parameters were selected based on the recommendations of the wire manufacturers and reports made in previous publications [6, 12]. In addition, it was taken into account that the values selected for each welding material would guarantee a stable arc, homogeneous weld beads, good surface quality, and the best possible control of the PDZs. With this objective, arc stability analyses were performed from voltage and current signals for the two current modes used (continuous and pulsed), both for Inconel 625 and Inconel 725. The root pass for the GMAW-C process was performed with welding energies of 1.1 kJ for both wires; the GMAW-P welding process used welding energies of 1.6 kJ and 1.9 kJ for the filler metals Inconel 625 and Inconel 725, respectively. The filling passes were performed with welding energies of 1.3 kJ for the two filler metals in the GMAW-C process, while for the GMAW-P process, welding energies of 1.9 kJ and 2.1 kJ were used for Inconel 625 and Inconel 725 wires, respectively. Figure 1b shows the joint after making the closure weld in the GMAW-C and Inconel 725 condition.
2.3 Interface characterization of the dissimilar weld before and after PWHT
The microstructure at the fusion line of the buttering interface weld was analyzed using optical (OM) and scanning electron microscopy (SEM) techniques. To characterize the microstructure of the dissimilar weld interface, called partially diluted zones (PDZs), samples with and without PWHT extracted from the butting region (base metal, HAZ, and weld metal) were prepared according to ASTM E3-11 [19]. After the grinding and polishing procedures, the microstructure revelation was obtained by means of two attacks performed in the following sequence: initially, the samples were immersed in a container with 2% Nital for 20 s to reveal the microstructure of AISI 4130 steel and then an electrolytic attack with 10% chromic acid, to reveal the microstructure of Inconel 625 and Inconel 725. Microhardness analyses were performed with 25 g load (HV0.025) and 15 s time. The phases present in the regions of interest at the dissimilar interface of AISI 4130 steel with the nickel alloys before and after PWHT were characterized preferentially.
3 Results and discussion
3.1 Metallurgical analysis of dissimilar interface of AISI 4130 and Inconel 625 steel before PWHT
3.1.1 Microstructural analysis
The zones that formed along the dissimilar interface AISI 4130/Inconel 625, welded with the GMAW-C and GMAW-P processes, can be seen in Fig. 2. Zone Δ in the base metal, Zones M and Ф in PDZs, and finally, Zone Π in the weld metal can be verified for welded joints obtained by both processes (Figs. 2a and c).

Micrograph of the AISI 4130/Inconel 625 buttering interface. a, b GMAW-C process and c, d GMAW-P process, before PWHT
The welded joint obtained with GMAW-C process showed Zone Δ located very close to the interface of the weld metal. In this zone, decarburization occurs in the coarse grain region of the HAZ, forming the ferrite phase, as shown in Fig. 2b. This region is also present at the interface obtained by GMAW-P process, as shown in Fig. 2d. Regardless of the type of welding process, grain growth in Zone Δ is accompanied by Zone Ф-C (Zone Ф-carbon supersaturated). As shown in Fig. 2, this zone has a discontinuous and “grayish” appearance inside and is a result of carbon diffusion from the HAZ to Zone Ф [1, 6, 12, 14]. The formation of Zone M was observed more frequently in welded joints obtained by GMAW-C process, demonstrating that GMAW-P process can limit the formation of this zone. The use of the GMAW-P process was allowed for lower levels of dilution, even though a higher welding energy was used due to the thermal pulsation that occurs during the peak to base current variation process. Zone M is formed due to the penetration of dilute steel into the weld metal, directly at the dissimilar interface in the form of discontinuities called “swirls.” These swirls can be extensive due to the fusion temperature difference between the weld material (~ 1350 °C) and the steel (~ 1500 °C), causing a highly dilute chemistry, which enables the formation of martensite, as stated by Beaugrand et al. [9].
The analysis performed by SEM allowed to prove the discontinuous morphology of Zone M, different from Zone Ф, which was in the form of a continuous layer adjacent to the fusion line on the side of Inconel 625 and free of particles, as can be seen in Figs. 3a and b. As explained by Beaugrand et al. [20], Zone Ф is formed as a consequence of the high dilution of Fe and C of the base metal, reducing the segregation of Mo and Nb and changing the solidification mode to planar, avoiding completely, interdendritic segregation. Zone Ф consists of solid solution of austenite supersaturated with carbon and is hard and brittle; consequently, it can fail by cleavage [9].

SEM of the dissimilar AISI 4130/Inconel 625 interface. a, b GMAW-C before PWHT
Zone M, on the other hand, contains martensitic microstructure, and was observed, particularly in the form of swirls of the diluted base metal that penetrated the buttered weld metal. According to Beaugrand et al. [9], Zones Φ and M can be the preferred path of crack propagation and failure occurrences under favorable stress and hydrogen concentration conditions, as occurs in submarine dissimilar joints that are under cathodic protection. Therefore, a proper welding procedure should avoid the formation of both Zone Ф and M in dissimilar joints. In this sense, it was found that when using higher energy levels, in the pulsed current mode, less formation of Zone M was observed. This result is in agreement with the results presented by Beaugrand et al. [20], who proved that increasing the welding energy, would be the best way to decrease the formation of swirls and minimize the formation of Zone M at the interface of the 8630/Inconel 625 steel buttering weld. Thus, the procedure for buttering with pulsed current mode was more suitable for this type of application, in an environment favorable to hydrogen embrittlement, since it was more efficient in controlling Zone M formation at the dissimilar interface when using Inconel 625.
3.1.2 Microhardness analysis of PDZs at the dissimilar interface of AISI 4130/Inconel 625 before PWHT
Figure 4 shows micrographs with the microhardness values measured in the PDZs of the dissimilar AISI 4130/Inconel 625 interface when the GMAW-C process was used. Zone M with high microhardness values is observed, probably as result of the martensitic formation (Fig. 4a). Figure 4b also shows Zone Φ-C (zone supersaturated in carbon), as a dark gray region. This zone (Zone Φ-C) presents microhardness values in the order of 600 HV0.025, higher than the values found in Zone Φ. The presence of these darker colored regions present in Zone Φ-C, with higher hardness values, corroborates the results reported by other authors [6, 12, 14]. Zone Φ-C does not show evidence of martensite presence, its high hardness is attributed to a higher carbon saturation in the austenite due to the thermal cycles of the welding process [21].

Microhardness values in Vickers at the AISI 4130/Inconel 625 interface obtained using GMAW-C process, before PWHT. a Zones M and Δ. b Zones Φ, Φ-C, and Π
Different zones of the dissimilar AISI 4130/Inconel 625 interface when the GMAW-P process was used are shown in Figs. 5a. In these optical micrographs, the microhardness values of the regions can also be observed. In Fig. 5b, it is possible to verify microhardness peaks (631 HV0.025) in swirls. These swirls appear as discontinuities in PDZ and are common features in the dissimilar interface [1]. Their formation, probably, is a consequence of incomplete mixing of the fusion pool. This region is rich in martensite, which justifies its high hardness. The penetration of the weld metal into the base metal is responsible for the formation of martensite in these regions [9]. Thus, minimizing the formation of swirls and their associated martensite improves joint performance and reduces the risk of crack occurrences. The formation of the swirls was greatly minimized with the use of pulsed current mode, although still present at the buttering interface.

Microhardness values in Vickers at the AISI 4130/Inconel 625 interface obtained using GMAW-P process, before PWHT. a Zones Δ, Φ, and Π. b Swirls
3.2 Metallurgical analysis of dissimilar interface of AISI 4130 and Inconel 725 steel before PWHT
3.2.1 Microstructural analysis
The microstructures formed at the dissimilar interface of AISI 4130 steel with Inconel 725 obtained with the GMAW-C and GMAW-P processes are shown in the optical micrographs in Fig. 6. The formation of Zone Ф is clearly observed, regardless of the current mode used. However, the size of this zone along the interface was larger when the GMAW-C process was used (Fig. 6a). At the dissimilar AISI 4130/Inconel 725 interface, penetrations of the weld metal into the base metal were observed, which are referred to as “fingers” (Fig. 6a). Finger formation was more frequent when using the conventional current mode (GMAW-C) and occurs preferentially along the grain contours of the austenite close to the base metal. The fingers have a chemical composition similar to the planar growth region (Zone Ф), their formation is probably due to liquefaction of the grain boundaries of the steel region close to the HAZ, which together with the convective forces existing in the fusion pool allows the molten metal to penetrate these boundaries. On the other hand, Fig. 6b shows the presence of formations that are called “islands,” characterized by a microstructure similar to that of the base metal and discretely surrounded by the weld metal.

Micrograph of the dissimilar AISI 4130/Inconel 725 interface. a GMAW-C and b GMAW-P, before PWHT
It was found that at the interface of the Inconel 725 buttered weld, the formation of PDZ was difficult to control for both GMAW processes, and there was an intense Zone M formation, different to what occurred at the interface of Inconel 625, which resulted in an interface with very low Zone M formation for the pulsed current mode. The SEM image in Fig. 7 show the formation of Zone M at the AISI 4130/Inconel 725 interface. The greater presence of Zone M at the interfaces of this joint with Inconel 725 is probably due to the higher Fe content (7%), in addition to 1.5% Ti, which increases the instability of austenite and consequently increases the formation of the martensitic microstructure. The compositional aspects of Zone M are complex and result from the incorporation of very small amounts of alloying elements, which are not sufficient to stabilize the austenitic structure, but sufficient to raise the hardenability of the material [21]. Zone M, composed of martensite, is susceptible to hydrogen embrittlement. Therefore, for an application in an environment favorable to hydrogen embrittlement, the AISI 4130/Inconel 725 buttered interface has been shown to have a higher possibility of failure [7].

SEM of the dissimilar AISI 4130/Inconel 725 interface obtained by GMAW-C process before PWHT
3.2.2 Microhardness analysis of PDZs at the dissimilar interface of AISI 4130/Inconel 725 before PWHT
Figure 8 shows the microhardness behavior in the distinct zones of the interface of the AISI 4130/Inconel 725 buttered weld before PWHT, for the GMAW-C and GMAW-P processes, respectively. In Fig. 8a, the presence of hardened regions can be observed. The highest microhardness profiles were found in the regions called swirls. These regions were also found at the AISI 4130/Inconel 625 interface, being rich in martensite; these areas have a great potential for nucleation and crack propagation, when subjected to the presence of hydrogen. It is also possible to verify the presence of Zone Ф-C (Fig. 8b) with higher hardness peaks near the fusion line. In addition, it was observed that when moving away from the fusion line, the hardness decreases and that the saturated carbon near this region influences the hardness profile. These results agree with those obtained by Olden et al. [12]. These authors identified microhardness peaks above 500 HV0.025 at the interface of Inconel 725 with 8630 steel at a maximum distance of 10 μm from the fusion line.

Microhardness values in Vickers at the AISI 4130/Inconel 725 interface, before PWHT: a GMAW-C and b GMAW-P
3.3 Influence of PWHT on the microstructure and microhardness of dissimilar interface
Figure 9 shows optical micrographs with the microhardness profiles at the interface of the buttered AISI 4130/Inconel 625 after PWHT, for GMAW-C and GMAW-P process. From the analysis of Figs. 9a, b, it is observed that, regardless of the current mode and the use of PWHT, Zone M showed high microhardness values at the buttering interface, with hardness peaks between 499 HV0.025 and 560 HV0.025. This behavior demonstrates that PWHT was not effective in reducing the hardness of these regions, with very similar hardness peaks being observed in the samples without PWHT. In contrast, the lowest hardness values were found in the decarburized Zone Δ (Zone Δ-D), where values of 189 HV0.025 were verified. Zone Δ suffered intense decarburization, even in the as-welded condition, being even more intense after PWHT. This causes the absence of carbides, favoring grain growth and reducing the mechanical strength of this region.

Microhardness values in Vickers at the AISI 4130/Inconel 625 interface, after PWHT: a GMAW-C and b GMAW-P
During the welding process and PWHT, there is diffusion of interstitial elements, in particular carbon, from the base metal to the weld metal. Given such behavior, some studies [12, 14] question the true effectiveness of PWHT in dissimilar joints because of carbon migration from the HAZ toward the weld metal, leaving Zone Φ saturated with carbon. Carbon migration can compromise the mechanical strength of the buttered interface when subjected to an environment conducive to hydrogen embrittlement, as it raises the hardness of this region, as well as causing intense decarburization of the coarse-grained region (Zone Δ). Figure 10a and b shows the microhardness profile after PWHT, mainly on Zone Φ, at the AISI 4130/Inconel 625 interface obtained by GMAW-C process, measured in two different sections of the interface. Comparing these microhardness values with those measured before PWHT (Fig. 5a), it can be seen that there was a significant increase in hardness in this region. This behavior was observed in all welding conditions, regardless of the welding current mode and type of wire used.

Microhardness values in Vickers at the AISI 4130/Inconel 625 interface (Zone Φ), after PWHT
The increase in hardness in Zone Ф, in all the samples analyzed, makes this zone more critical and prone to hydrogen embrittlement. The increase in microhardness in Zone Φ after PWHT was also verified in other researches [6, 12, 14], which stated that the increase in hardness of Zone Ф resulted from the diffusion of carbon from the HAZ of the base metal into this zone after PWHT. The intense nano-precipitation of carbides in Zone Φ was the fact responsible for the failures in dissimilar joints after the use of PWHT; it was also observed that embrittlement occurred due to the hardness gain in this zone, in addition to the hydrogen trapping effect in the region [6, 12]. The hardness gain is attributed to high C saturation in Zone Φ without necessarily associating the occurrence of precipitation in this region [14]. For a better visualization of the effect of PWHT on the microhardness of Zone Φ, Fig. 11 shows the average values of microhardness in Zone Φ before and after the use of PWHT. In total, 20 indentations were made in the interface, and this procedure was replicated 3 times along this region. It can be seen that Zone Ф had an average hardness gain of approximately 30% after performing PWHT.

Microhardness values in Zone Φ before and after PWHT (AISI 4130/Inconel 625 interface)
Figure 12 shows the dissimilar AISI 4130/Inconel 725 interface obtained by the GMAW-P process, where the formation of a Zone M with an even darker coloration is observed, indicating a stronger diffusion of carbon in this region during PWHT. The formation of this darker Zone M is possibly related to the occurrence of an intense decarburization of Zone Δ (Zone Δ-D) and also with the increase in its size compared to its as-welded size. This behavior was observed by Batista et al. [22]; they reported that PWHT accentuated decarburization in this region. This leads to the formation of ferrite, contributing to the growth of the dimensions of Zone Δ-D.

Microstructure of the dissimilar AISI 4130/Inconel 725 interface (GMAW-P), after PWHT
Figure 13 shows the microhardness profiles obtained in Zone M and whirlpool-shaped regions of the buttering weld interface of the AISI 4130/Inconel 725 joint. The optical micrographs correspond to the joints welded by the GMAW-C processes (Fig. 13a) and GMAW-P (Fig. 13b), both after PWHT. It is observed that the interface of the AISI 4130/Inconel 725 with PWHT proved to be more critical in terms of Zone M formation and microhardness control of this region. As can be seen in Fig. 13a, the microhardness peaks (621 HV0.025) found in these regions were higher than those found in the samples without PWHT (Fig. 8). Thus, it is evident that PWHT, in some cases, can increase the hardness of these regions. Possibly, this is due to the accumulation of carbon and the formation of carbide precipitates. These precipitates are pointed out by authors who studied similar interfaces [12]. It is also observed in Fig. 13, that the microhardness values found in Zone Φ, after Zone M formation, do not undergo significant variations, i.e., the values are very close to those found before PWHT. This makes it more evident that carbon diffusion is most critical in the first 30 μm away from the fusion line [14]. In addition, the highest hardness peaks in Zone M were found near the fusion line.

Microhardness values in Vickers at the AISI 4130/Inconel 725 interface, after PWHT: a GMAW-C and b GMAW-P
In general, it is clear that PWHT was not efficient in reducing microhardness levels in regions with the presence of swirls and Zone M (Fig. 13b), exceeding in some points, 620 HV0.025, causing an increase in hardness in Zone Φ, accompanied by a reduction in hardness in Zone Δ. These regions (Zones M and Φ) may be preferential points for crack nucleation and propagation, due to the high hardness found on it. Given all the flaws related to the dissimilar interface for applications in offshore structures, it has been demonstrated with this research that PWHT, under the established conditions, proved to be detrimental to the mechanical properties of the buttering weld interface. In this way, it can be suggested that the use of PWHT in steels with high carbon contents (AISI 4130 and AISI 8630 M) must be better evaluated, mainly when it refers to PWHT time.
4 Conclusions
-
The welded joints as obtained, regardless of the welding procedure, exhibited more favorable microstructures and microhardness values than those with PWHT, leading to question the need to apply PWHT after the buttering welded joint.
-
PWHT at 677 °C for 2 h did not prove to be efficient in reducing microhardness levels in regions with the presence of swirls and Zone M. In addition, it provided an increase in hardness in Zone Ф.
-
GMAW-P welding procedure with Inconel 625 showed lower levels of dilution and greater control of the partially diluted zones (PDZs), proving to be more suitable for this type of application.
-
It was found that when using higher energy levels, in the pulsed current mode, less formation of Zone M was observed.
-
The formation of Zone M (Martensitic) was shown to be more intense at the interface of the AISI 4130/Inconel 725 buttered weld, regardless of the welding process.
-
The formation of Zone Ф was verified continuously for both GMAW-C and GMAW-P processes.
Availability of data and material
All data are available and can be sent at any time.
Code availability
Not applicable.
References
Dodge M, Dong H, Gittos M (2014) Effect of post-weld heat treatment on microstructure evolution in dissimilar joints for subsea oil and gas systems. Mater Res Innov 18 (sup4):S4–907-S904–913
Dai T, Lippold JC (2018) The effect of postweld heat treatment on hydrogen-assisted cracking of 8630/Alloy 625 overlay. Weld World 62(3):581–599
Deng D (2014) Welding of Dissimilar metals and post weld heat treatment. Encyclopedia of Thermal Stresses. Springer, pp 6573–6580
Deng D, Ogawa K, Kiyoshima S, Yanagida N, Saito K (2009) Prediction of residual stresses in a dissimilar metal welded pipe with considering cladding, buttering and post weld heat treatment. Comput Mater Sci 47(2):398–408
Burk JD, Ribardo CL (2010) SS: Thunder horse and Atlantis deepwater frontier developments in the Gulf of Mexico: thunder horse materials, welding and corrosion challenges and solutions. Offshore Technology Conference. OnePetro, Houston, Texas, USA, pp 1–11
Fenske J, Robertson I, Ayer R, Hukle M, Lillig D, Newbury B (2012) Microstructure and hydrogen-induced failure mechanisms in Fe and Ni alloy weldments. Metall and Mater Trans A 43(9):3011–3022
Haldorsen LM, Rørvik G, Dodge M, Sotoudeh K (2017) Recent experiences with cracking of load bearing dissimilar metal welds on subsea production systems. In: International Conference on Offshore Mechanics and Arctic Engineering. American Society of Mechanical Engineers, Trondheim, Norway, pp 1–13
Kvaale PE, Ha brekke T, Ro̸rvik G (2004) Experience with qualification and use of stainless steels in subsea pipelines. In: International Conference on Offshore Mechanics and Arctic Engineering. Vancouver, British Columbia, Canada, pp 945–952
Beaugrand VC, Smith LS, Gittos MF (2009) Hydrogen embrittlement of 8630M/625 subsea dissimilar joints: factors that influence the performance. In: International Conference on Offshore Mechanics and Arctic Engineering. Honolulu, Hawaii, pp 227–236
Milititsky M, Gittos M, Smith S, Marques V (2010) Assessment of dissimilar metal interfaces for sub-sea application under cathodic protection. In: Material Science and Technology. ASM International United States
NACE MR0175/ISO 15156-2, 2009. Petroleum and natural gas industries – Material for use in H2S-containing environments in oil and gas production –. Part 2: Cracking resistant carbon and low alloy steels, and the use of cast irons. International Standard
Olden V, Kvaale PE, Simensen PA, Aaldstedt Sv, Solberg JK (2003) The effect of PWHT on the material properties and micro structure in inconel 625 and inconel 725 buttered joints. In: International Conference on Offshore Mechanics and Arctic Engineering. Cancun, Mexico, pp 109–115
Fondeviole A, Vignes A (1984) Execution and characterization of dissimilar-metal joints: stainless steel or Ni-Cr-Fe alloy to 20M5M or 16 MND5 steel. Press Vessel Technol 2:823–836
Alexandrov BT, Lippold J, Sowards J, Hope A, Saltzmann D (2013) Fusion boundary microstructure evolution associated with embrittlement of Ni–base alloy overlays applied to carbon steel. Weld World 57(1):39–53
Gittos MF, Gooch TG (1992) The interface below stainless steel and nickel-alloy claddings. Weld J 71(12):461s–472s
Dai T, Lippold J (2017) Tempering behavior of the fusion boundary region of an F22/625 weld overlay. Weld J 96(12):467s–480s
Rajan K, Deshpande P, Narasimhan K (2002) Effect of heat treatment of preform on the mechanical properties of flow formed AISI 4130 steel tubes—a theoretical and experimental assessment. J Mater Process Technol 125:503–511
Jaffe L, Swartz B (1944) Time-temperature relations in tempering steel, Experimental report, 586 Report Number WAL 310/21. Watertown Arsenal Laboratory, Mass
ASTM E3-11, Standard guide for preparation of metallographic specimens, ASTM International, West Conshohocken (2011)
Beaugrand VCM, Smith LS,Gittos MF (2009) Subsea dissimilar joints: failure mechanisms and opportunities for mitigation. NACE International Corrosion Conference and Expo, Paper No. 09305
Silva CC, De Miranda HC, Farias JP (2013) Chemistry and Crystallographic Evaluation of Ni-based Alloy and Steel Dissimilar Interface. In: DebRoy T, David SA, DuPont J, Koseki T, Bhadeshia HK (eds) Proceedings of the 9th International Conference on Trends in Welding Research. ASM International, pp 344–352
Batista R, Araújo E, Fraga R, Maciel T (2016) Caracterização a interface de depósitos de solda de Inconel 625 sobre aços AISI 8630 e AISI 4130 temperados e revenidos. In: Anais do 22º Congresso Brasileiro de Engenharia e Ciência dos Materiais, 2016. Metallum Congressos Técnicos e Científicos São Paulo, pp 6–10
Acknowledgements
The authors of the work would like to thank the National Council for Scientific and Technological Development (CNPq) of Brazil for the financial support to carry out the research.
Funding
This research was supported by the National Council for Scientific and Technological Development (CNPq) of Brazil.
Author information
Authors and Affiliations
Contributions
Conceptualization: R. de Santana Silva, H. D. Carvajal Fals, J. H. Ferreira da Silva. Data curation: R. de Santana Silva, M. C. Sánchez Orozco, H. D. Carvajal Fals, J. H. Ferreira da Silva. Formal analysis: R. de Santana Silva, M. C. Sánchez Orozco, H. D. Carvajal Fals, J. H. Ferreira da Silva. Investigation: R. de Santana Silva, M. C. Sánchez Orozco, H. D. Carvajal Fals, J. H. Ferreira da Silva. Methodology: R. de Santana Silva, H. D. Carvajal Fals, J. H. Ferreira da Silva. Supervision: H. D. Carvajal Fals. Validation: M. C. Sánchez Orozco, H. D. Carvajal Fals. Writing–original draf: R. de Santana Silva, H. D. Carvajal Fals, J. H. Ferreira da Silva. Writing–review and editing: M. C. Sánchez Orozco, H. D. Carvajal Fals.
Corresponding author
Ethics declarations
Ethics approval
The authors consciously assure that this manuscript is their original work, which has not been previously published elsewhere. The paper is not currently being considered for publication elsewhere and reflects the authors’ own research and analysis in a truthful and complete manner. All authors have read and agreed to the published version of the manuscript.
Consent to participate
The authors voluntarily agree to participate in this research.
Consent for publication
The authors grant the publisher the sole and exclusive license of the full copyright in the contribution.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
de Santana Silva, R., Sánchez Orozco, M.C., Carvajal Fals, H.D. et al. Influence of post-weld heat treatment in buttered interface of AISI 4130 and Inconel alloy welded joints. Int J Adv Manuf Technol 126, 2905–2916 (2023). https://doi.org/10.1007/s00170-023-11274-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-11274-8