
Abstract
Uniform material removal affects the profile accuracy and surface quality of the optical surface in polishing. In general, polishing path planning and material removal optimization are studied separately. In this paper, the research combining these two aspects is employed to better ensure material removal uniformity and polishing efficiency. Two common polishing paths are covered: the scanning path and the concentric circle path. The scanning path is divided into the inner area and edge area, and the concentric circle path is divided into the peripheral area and central area, respectively. Material removal caused by the polishing path is analyzed by the simulation of the material removal map. For the scanning path, the spacing range is defined according to the number of superimposed removal profiles on the cross-section of the path, and the optimal spacing value in each spacing range is determined by using the numerical method. Then, the feed velocity is optimized to control the material removal thickness in the inner area, eliminate the over-polishing in the edge area, and ensure the polishing efficiency. For the concentric circle path, in the peripheral area, the influence of the path curvature on the removal profile is eliminated by optimizing the inclination angle and feed velocity, so that the spacing law of the scanning path can be applied to the concentric circle path. Furthermore, the over-polishing in the central area is eliminated by optimizing the radius of the central path, inclination angle, and feed velocity. Simulations and experiments are conducted to verify the feasibility of the proposed method. The results show that the proposed method can effectively improve the material removal uniformity, control the material removal thickness, and ensure the polishing efficiency.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Optical elements play an important role in the optical performance of optical systems. As the last process of optical surface manufacturing, polishing directly determines the final precision and quality of the polished surface. However, the traditional manual polishing has low efficiency and poor quality, which greatly tests the experience and technology of workers. With the development of the numerical control system (CNC), the automation of polishing has gradually matured [1]. Nowadays, many advanced polishing technologies have been proposed, including chemical mechanical polishing (CMP) [2, 3], magnetorheological polishing (MRF) [4, 5], fluid jet polishing (FJP) [6, 7], ion beam polishing (IBF) [8, 9], and bonnet polishing [10, 11]. Automated polishing is very satisfactory due to its advantages of greatly improving the polishing accuracy and efficiency and reducing manufacturing costs [12]. When the flexible tool is adopted for polishing along the path, the local material removal is complex and inconsistent throughout the workpiece surface. However, uniform material removal is of great importance for ensuring profile accuracy and improving surface quality in polishing [13].
The polishing path has an important influence on material removal uniformity and polishing efficiency. Common polishing paths include the spiral path [14, 15], scanning path [16, 23], and concentric circle path [21]. In recent years, many studies on polishing path planning focused on improving the uniformity and coverage of the polishing path on the curved surface. Han et al. [14] proposed a cyclic iteration correction and driving method to generate the spiral path with physically uniform coverage on the free-form surface. Zhao et al. [15] proposed the revised Archimedes spiral polishing path to ensure the physical uniform coverage of the aspheric surface based on the modified tool-workpiece contact model and the pointwise searching algorithm. Zhang et al. [16] defined the concept of the polishing ribbon and proposed a new scanning path planning method that can realize the physical uniform overlap of polishing ribbons on the free-form surface. However, the above researches directly substitute the uniformity and coverage of the polishing path for the uniformity of material removal and ignore the actual impact of process parameters (polishing pressure, polishing posture, feed velocity, etc.) on material removal, which can not directly ensure uniform material removal.
In the past few years, many scholars were working on the study of material removal models in order to accurately reflect and control the material removal in polishing. Zhang et al. [17] proposed the material removal profile model which represents the material removal depth distribution along the direction orthogonal to the polishing path. According to their studies, the material removal profile is almost parabolic and depends on the tool–surface geometry and the process parameters. Tam et al. [18] concluded that the material removal profile will bias toward the path curvature center under the influence of path curvature. Moreover, when the circular path curvature center is in the contact area, the shape of the material removal profile is not approximately parabolic but related to the radius of the path, and its removal depth is obvious. Fan et al. [19] studies show that the influence of path curvature on material removal profile can be eliminated by optimizing polishing posture angles. Furthermore, Fan et al. [20] modeled the material removal in the transition area for the round corner of the polishing path.
According to the above research, the material removal profile can be used to optimize the process parameters. Tam et al. [21] proposed a uniform polishing strategy for concentric circle path on the aspheric surface by calculating the superposition of material removal profiles on the aspheric meridian, which is used to optimize the feed velocity to achieve the given removal thickness. Fan et al. [22] derived the global polished profile model by convoluting the local polished profile along the measuring line, and the model is used to optimize the feed velocity to minimize the surface form error in polishing. These studies only optimize the process parameters without considering the importance of polishing path geometry (path spacing, turning area, edge area, central area, etc). If the spacing is selected to be relatively small, the polishing efficiency will be reduced. Moreover, due to the complexity of the material removal profile of the central path, the over-polishing will occur in the central area of the concentric circle path. However, the over-polishing can not be ideally improved only by optimizing process parameters but also need to obtain the ideal removal profile by optimizing the path radius. The path spacing has an important influence on the superposition of material removal profiles. Tam et al. [23] analyzed the influence of path spacing on the material removal uniformity for the scanning path. According to their research, as the path spacing decreases, the more adjacent removal profiles are superimposed, and the material removal uniformity majorly tends to be better. However, when the number of removal profiles overlapping each other is large, the removal depth will increase significantly. At this time, it is necessary to control the removal depth by optimizing the process parameters. In addition, the over-polishing will occur in the edge area of the scanning path due to the superposition of the material removal caused by the two orthogonal straight paths. However, the over-polishing cannot be eliminated only by optimizating the path spacing, and the process parameters also need to be optimized.
According to the above analysis, compared with polishing path planning or material removal optimization, the combination of these two aspects may better ensure material removal uniformity and polishing efficiency. In this paper, for the polishing of the flat surface and the curved surface with large curvature radius, the research combining polishing path planning and material removal optimization is worked on. Two common polishing paths are covered: the scanning path and the concentric circle path. The scanning path is divided into the inner area and edge area, and the concentric circle path is divided into the peripheral area and central area, respectively. In this study, the spacing range is defined according to the number of superimposed removal profiles, and the path spacing and process parameters will be optimized according to the specific spacing range to improve the material removal uniformity, control the removal thickness and ensure the polishing efficiency.
In Section 2, the material removal map was calculated to analyze the global material removal. The optimization methods for the scanning path and concentric circle path were introduced in Section 3 and Section 4 respectively. Section 5 conducts the experiments to verify the feasibility of the proposed method in this paper. Section 6 summarizes the work of this paper.
2 3D material removal map
As shown in Fig. 1, the scanning path (SP) and the concentric circle path (CCP) are composed of straight paths and circular paths respectively. L represents the length of the straight path and R represents the radius of the circular path. The process parameters along every single straight path and circular path are constant in this paper. For SP and CCP, except in certain special cases, the local material removal can be represented by the material removal profile proposed in the reference [19]. The material removal profile is obtained by integrating the material removal index along the polishing path in the contact area, which represents the material removal depth distribution along the direction perpendicular to the path. However, in some special cases, due to the integral form of the material removal index being different from that described in the reference [19], the local material removal cannot be represented by the material removal profile proposed in the reference [19]. For SP, the material removals in the contact areas at the start point and endpoint of the single straight path are the special cases. For CCP, the radius of the central circular path is usually smaller than the radius of the contact area, in which case the material removal caused by the central circular path is the special case. In this paper, the material removals in the above-mentioned special cases are modeled, and the 3D material removal maps [23] of SP and CCP are calculated to accurately reflect the global material removal.

(a) Scanning path and (b) concentric circular path
2.1 Material removal profile model
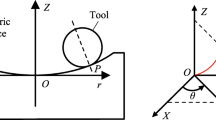
Figure 2(a) and (b) are the schematic diagrams of the spherical tool polishing along the straight path and curved path at the feed velocity va, respectively. P is a polishing point on the polishing path. The Cartesian coordinate system {o; x, y, z} is centered at point P and fixed to the part surface, such that the x-direction is perpendicular to the path, and the y-direction is tangent to the path. According to the Hertzian theory, a circular contact area will be formed between the spherical tool and the workpiece surface during polishing [24, 25]. H is a point on the x-axis in the contact area. When the tool passes through point H along the path, L1 and L2 can be seen as the start point and endpoint for the contact area to pass through point H. Accordingly, L1L2 can be regarded as the polishing ribbon of point H. The material removal depth at point H can be calculated by integrating the material removal index wp along the polishing ribbon L1L2, which can be expressed as [19]
where Kp is the Preston coefficient, p is the contact pressure at point H, v is the sliding velocity at point H, and vah is the feed velocity of the tool across point H (In Fig. 2(a), vah=va; in Fig. 2(b), vah = vaρ/R, where R is the geodesic curvature radius of the curved path at point P).

Schematic of polishing along (a) a straight path and (b) a curved path
Fan et al. [19] calculated the contact pressure distribution and sliding velocity distribution in the contact area, and further deduced the material removal profile considering the polishing posture by Eq. 1. If the contact area can completely across any point H on the x-axis in the contact area when the tool polishing along the straight path, the material removal profile for the straight path is given by [19]
where
where Fn is the normal polishing force, a is the radius of the contact area, ω is the rotational angular velocity of the tool, δ and λ are the inclination angle and declination angle of the tool respectively defined in reference [19], and Rp is the distance from the tool center to the contact area.
When the curvature center O of the curved path is outside the contact area, the material removal profile for the curved path is given by [19]
where
If a certain point H on the x-axis in the contact area is known, the material removal depth at point H can be calculated by Eq. 2 or 4.
2.2 Modeling of material removal in special cases
2.2.1 Special case of straight path
The straight path can be divided into L > 2a and L < 2a cases according to its length L, as shown in Fig. 3(a) and (b). I and E are the start point and endpoint of the straight path, respectively. The contact area at points I and E can be called the start point area and the endpoint area respectively. The process parameters along the straight path are constant. For the cases of L > 2a and L < 2a, the polishing area of the straight path can be divided into three areas (α, β, and η) and four areas (φ, ϖ, ξ, and ψ) respectively. H is a point in the polishing area of the straight path. If point H is located in the area β or the area ϖ, the contact area can completely across point H when the tool polishing along the path. At this time, the material removal depth at point H can be calculated by Eq. 2. If point H is located in the start point area or the endpoint area of the straight path, the contact area can only partially across point H when the tool polishing along the path. At this time, the polishing ribbon L1L2 needs to be determined specifically according to the polishing area where point H is located.

Schematic of the straight path: (a) L> 2a and (b) L< 2a
The frame XOY is fixed on the surface at points I and E, respectively, such that the Y -direction is tangent to the path and the X-direction is perpendicular to the path. The coordinates of point H in the frame XOY are (X, Y ). According to Eq. 2, the material removal depth at point H can be expressed as
Next, the polishing ribbon L1L2 of point H located in different areas need to be determined according to the two cases of L > 2a and L < 2a, and further calculate the material removal depth at point H by Eq. 6.
Case 1, L > 2a
For the straight path in the inner area of SP, its length generally satisfies L > 2a. In this case, the start point area and endpoint area of the straight path are denoted as α and η, respectively, which can be expressed in the frame XOY as
In the area α, the polishing ribbon L1L2 of point H is formed by the contact area moving from position 1 to position 2 (Fig. 4(a)). The coordinates of points L1 and L2 in the frame xoy are (X,Y ) and (X, \( - \sqrt {{a^{2}} - {X^{2}}} \)), respectively, then the material removal depth at point H can be calculated as
In the area η, the polishing ribbon L1L2 of point H is formed by the contact area moving from position 3 to position 4 (Fig. 4(b)). The coordinates of points L1 and L2 in the frame xoy are (X, \(\sqrt {{a^{2}} - {X^{2}}} \)) and (X,Y ), respectively, then the material removal depth at point H can be calculated as
To sum up, for the case of L > 2a, the material removal depth distribution in the start point area and endpoint area of the straight path can be calculated as
Case 2, L < 2a

The polishing ribbon L1L2 when L > 2a: (a) area α and (b) area η
For the straight path in the edge area of SP, its length usually satisfies L < 2a. In this case, the start point area and endpoint area of the straight path can be divided into three areas (φ, ξ, and ψ), which can be expressed in the frame XOY as
According to Fig. 3(a), the modeling process of the material removal in the area φ is the same as that in the area α in the case of L > 2a, so there is hφ(X,Y ) = hα(X,Y ).
In the area ξ, the polishing ribbon L1L2 of point H is formed by the contact area moving from position 1 to position 2 (Fig. 5(a)). The coordinates of points L1 and L2 in the frame xoy are (X,Y ) and (X,Y − s), respectively, then the material removal depth at point H can be calculated as

The polishing ribbon L1L2 when L < 2a: (a) area ξ and (b) area ψ
In the area ψ, the polishing ribbon L1L2 of point H is formed by the contact area moving from position 3 to position 2 (Fig. 5(b)). The coordinates of points L1 and L2 in the frame xoy are (X, \(\sqrt {{a^{2}} - {X^{2}}} \)) and (X,Y − s), respectively, then the material removal depth at point H can be calculated as
To sum up, for the case of L < 2a, the material removal depth distribution in the start point area and endpoint area of the straight path can be expressed as
2.2.2 Special case of circular path
The circular path can be divided into R > a and R < a cases according to its radius R. The process parameters along the circular path are constant. For the case of R > a, the curvature center O of the circular path is outside the contact area (Fig. 2(b)), and the material removal caused by the circular path can be expressed by Eq. 4. For the case of R < a, the curvature center O of the circular path is within the contact area (Fig. 6), and the material removal caused by the circular path needs to be specially modeled. The polishing area of the circular path when R < a can be divided into two areas, γ and ζ (Fig. 6). H is a certain point on the x-axis within these two areas. The calculation method of the material removal depth at point H is the same as that of Eq. 4, but the polishing ribbon L1L2 of point H needs to be specially calculated according to the areas γ and area ζ, respectively. The calculation process is as follows.

The polishing ribbon L1L2 when R < a
In the area γ, there is ρ ∈ (0,a − R). As shown in Fig. 6, the polishing ribbon L1L2 of point H is a circle centered at point O and passing through point H. At this time, the upper and lower limits of the integral of Eq. 4 are π and − π, then the material removal depth at point H can be calculated as
In the area ζ, there is ρ ∈ (a − R,a + R). As shown in Fig. 6, the arc EF is the polishing ribbon L1L2 of point H. At this time, the integral form is the same as that of Eq. 4. Therefore, the material removal depth at point H can be calculated by Eq. 4 as
To sum up, for the case of R < a, the material removal depth distribution along the direction perpendicular to the circular path can be calculated as
2.3 Simulations of the 3D material removal map
To predict the global material removal caused by SP and CCP respectively, the 3D material removal map [23] needs to be calculated respectively. Firstly, the polishing area of every single path is evenly divided into several discrete points to obtain the discrete point matrix. Then, the removal depth of each discrete point is calculated by the corresponding material removal model to obtain the removal depth matrix of the single path. Finally, all the removal depth matrices are superimposed and summed by MATLAB to obtain the global material removal depth matrix Ms. In this paper, the depth of the 3D material removal map is taken as the positive value (− Ms).
Next, the material removal caused by SP and CCP respectively is analyzed by simulations here. The spacing of SP is 1.8mm and the size of the polishing area is 20×20mm. For CCP, the radius of the central circular path is 0.9mm, the spacing is 1.8mm, and the polishing area is a circular area with a diameter of 20mm. In the simulations, the material of the flat workpiece is K9 glass. The parameters of the tool and the flat workpiece are listed in Table 1, and the process parameters are listed in Table 2. The simulation results are shown in Fig. 7(a) and (b). It can be seen that the 3D material removal maps of SP and CCP are light-dark alternating strip distribution and circular distribution respectively, which are the phenomenon of uneven material removal. In addition, significant over-polishing occurs in the edge area of SP and the central area of CCP. Considering the above points, this paper will next improve the uniformity of the global material removal caused by SP and CCP respectively by optimizing the polishing paths and material removal.

3D material removal map: (a) SP and (b) CCP
3 Analysis and optimization of the scanning path
SP is divided into the inner area and edge area here. The cross-section of the 3D material removal map is the 2D material removal profile [23]. When the curvature radius of the workpiece surface is much larger than that of the polishing tool and the surface curvature changes relatively small throughout the workpiece surface, the effect of the surface curvature on material removal variation can be ignored. The process parameters along every single straight path are constant. In this paper, the workpiece surface is directly selected as the flat surface. Since the surface curvature and path curvature are constant, the material removal profile is constant throughout the inner area. Therefore, the 2D material removal profile is sufficient to reflect the material removal in the inner area. In this section, the 2D material removal profile will be first calculated to reveal the material removal uniformity and material removal depth. Then the uniformity of the material removal in the inner area will be improved by optimizing the path spacing and process parameters. Lastly, the over-polishing in the edge area will be analyzed by using the 3D material removal map and eliminated by optimizing the process parameters.
3.1 2D material removal profile and related calculations
3.1.1 2D material removal profile and spacing range
As shown in Fig. 8(a), O is the center point of SP, the coordinate system {O; X, Y, Z} is fixed on the surface at point O, and SP is located on plane XOY. In the inner area of SP, P0 is the 0th straight path through the center point O, and Pi represents the i th straight path, where i ∈ (−N,N). The total number of the straight paths in the inner area of SP is 2N + 1. The length and width of the rectangular polishing area are Lx and Ly, respectively. If the spacing of SP is s, N should satisfy the relationship Ns < Lx/2 < Ns + s. Moreover, the length of path Pi is Ly.

(a) The scanning path, (b) 3D material removal map, (c) material removal profile, and (d) 2D material removal profile
The section profile of the 3D material removal map (Fig. 8(b)) along plane XOZ is the 2D material removal profile (Fig. 8(d)). The depth of the 2D material removal profile is taken as the negative value. The 2D material removal profile can be obtained by overlapping the material removal profiles associated with the straight paths in the inner area, which can be expressed as
where hi(X) represents the i th material removal profile in the frame XOY.
The 2D material removal profile S can be seen as the function of the coordinate X, path spacing s, and feed velocity va.
The 2D material removal profile is wave due to the overlapping of the material removal profiles. Since both the material removal profile and the spacing s are constant, the fluctuation of the 2D removal profile is periodic, and the period is the spacing s. m is the number of material removal profiles superimposed on each other in a spacing period, which is related to the range of spacing s. The spacing range s ∈ (2a/n,2a/(n − 1)) is defined as the n th spacing range (n is an integer greater than 0) here. When s ∈ (2a/n,2a/(n − 1)), two secondary profiles [23] will be generated in an spacing period due to the overlappings of n − 1 and n material removal profiles respectively, as shown in Fig. 9(a). When s = 2a/n, only one secondary profile [23] will be generated in a spacing period s due to the overlapping of n material removal profiles, as shown in Fig. 9(b).

Overlapping of the material removal profiles in an spacing period s: (a) s ∈ (2a/n,2a/(n − 1)) and (b) s = 2a/n
3.1.2 Evaluation parameters for the material removal uniformity
According to Eq. 18, the removal depth caused by the superposition of m material removal profiles in a spacing period can be expressed as
When m is odd, i.e., m = 2k + 1, substituting X = ks into Eq. 19, the maximum removal depth of Hm can be calculated as
When m is even, i.e., m = 2k, substituting X = (k − 1)s + s/2 into Eq. 19, the maximum removal depth of Hm can be calculated as
For the n th spacing range, there are m = n − 1 and m = n. The maximum removal depths of the two secondary profiles are \((H_{n})_{\max \limits }\) and \((H_{n-1})_{\max \limits }\) (Fig. 9(a)), respectively. \((H_{n})_{\max \limits }\) and \((H_{n-1})_{\max \limits }\) can be calculated by substituting m = n − 1 and m = n into Eqs. 20 and 21 respectively, then the maximum removal depth of the 2D material removal profile can be calculated as
For the n th spacing range, the 2D material removal profile has the minimum removal depth \(H_{\min \limits }\) at the junction between the adjacent secondary profiles (Fig. 9(a)). Let m = n, and substituting X = (n − 1)s − a into Eq. 19, \(H_{\min \limits }\) can be calculated as
As shown in Fig. 8(c), the section of the 2D material removal profile S(X,s,va) below \(H_{\min \limits }\) is defined as the wave profile W(X,s,va), then the range of the wave profile is \(a-\left ({N+1}\right )s<X<\left ({N+1}\right )s-a\).
The wave profile is evenly divided into nw discrete points, and then the average value (Wavg), peak-to-valley value (Wpv), and standard deviation (Wσ) of the wave profile can be calculated. The Wpv value and Wσ value are used to represent the fluctuation amplitude and uniformity of the wave profile, respectively.
The feed velocity of the tool polishing along the straight paths in the inner area and the edge area are va and vae respectively, then the total polishing time of SP can be calculated as
3.2 Optimization of the material removal uniformity in the inner area
3.2.1 Effect of path spacing s on material removal
The Wpv values and Wσ values for spacing s values between 0 and 2a have been calculated and plotted (Fig. 10), respectively. From Fig. 10(a) and (b), the Wpv plot and Wσ plot are in the shape of a series of “V,” and the major trend is that Wpv and Wσ decrease with s. Furthermore, each “V” is associated exactly with an spacing range.

(a) The Wpv plot [23] and (b) Wσ plot for s values between 0 and 2a
SP at s= 1.8mm, 1.05mm, 0.75mm, and 0.6mm are recorded as (SP2)1, (SP3)1, (SP4)1, and (SP5)1, respectively. The locations of the four s values are also labeled in the Wpv plot and Wσ plot as points d, e, f, and g, which are associated with the 2nd, 3rd, 4th, and 5th spacing range. For the four paths, the 2D material removal profiles and the evaluation parameters are calculated by simulations. In the simulations, the size of the polishing area is 10×10mm. The parameters of the tool and flat workpiece are listed in Table 1, and the process parameters are listed in Table 2 (in this section, let vae = va). The simulation results are shown in Fig. 11 and listed in Table 3. As shown in Fig. 11, all wave profiles fluctuate periodically, and the part of each wave profile in each fluctuation period s is two secondary profiles with different amplitudes.

2D materval removal profile: (a) (SP2)1; (b) (SP3)1; (c) (SP4)1; (d) (SP5)1
For the n th spacing range s ∈ (2a/n,2a/(n − 1)), the maxima of the Wpv plot located at s = 2a/n and s = 2a/(n − 1), and the minima of the Wpv plot located at s = sn (sn represents the spacing associated with the valley of the “V” for the nth spacing range) [23]. Firstly, the wave profile has only one kind of secondary profile at s = 2a/(n − 1) [23]. Then, as s decreases, the second secondary profile will appear and gradually increases with respect to the first secondary profile [23]. It seems that the two secondary profiles have the same minima at s = sn [23]. Finally, at s = 2a/n, the first profile disappears and the wave profile once again has only one kind of secondary profile [23]. Therefore, for the n th spacing range, the material removal is the most uniform at s = sn and the most uneven at s = 2a/n and 2a/(n − 1). Accordingly, the spacing sn is the optimal spacing value for the n th spacing range. Tam et al. [23] regarded the removal profile as a parabola and obtained a regular formula for calculating the sn value. However, the removal profile is a quadratic curve, so there is an error in the sn value calculated by their method. For this purpose, the sn value will be precisely calculated in the following section.
3.2.2 Calculation of the optimal spacing value s n
For a certain s value, the maximum removal depths \((H_{n})_{\max \limits }\) and \((H_{n-1})_{\max \limits }\) of the two secondary profiles can be calculated by Eqs. 20 and 21, respectively. Therefore, the \((H_{n})_{\max \limits }\) plot and \((H_{n-1})_{\max \limits }\) plot for the s value varying in the n th spacing range can be calculated respectively, and the intersection of the two plots just corresponds to the sn value. The equations of the \((H_{n})_{\max \limits }\) plot and \((H_{n-1})_{\max \limits }\) plot can be obtained respectively by polynomial fitting. Then the sn value can be obtained by solving the two fitting equations.
Figure 12 shows the polynomial fitting results of the \((H_{n})_{\max \limits }\) plot and \((H_{n-1})_{\max \limits }\) plot for the 2nd to 5th spacing ranges, and the four sn values are 1.9998mm, 1.1455mm, 0.8084mm, and 0.6257mm respectively. SP at the four sn values are recorded as (SP2)2, (SP3)2, (SP4)2, and (SP5)2, respectively. For the four SP, the 2D material removal profiles and the evaluation parameters are shown in Fig. 13 and listed in Table 3 respectively. From Fig. 13(a) to (d), the \((H_{n})_{\max \limits }\) value and \((H_{n-1})_{\max \limits }\) value of the two secondary profiles are consistent. It indicates that the method of calculating the sn value is valid. Compared with the random s value motioned in Section 3.2.1, the Wpv value and Wσ value at s = sn are significantly reduced, which indicates that the uniformity of material removal has been greatly improved. Moreover, from Table 3, the \(H_{\max \limits }\) value and Tt value increases as s decreases. Therefore, it is necessary to optimize the relevant process parameters to make the material removal thickness the given value (he) and to ensure polishing efficiency.

The \((H_{n})_{\max \limits }\) plot and \((H_{n-1})_{\max \limits }\) plot: (a) the 2nd spacing range; (b) the 3rd spacing range; (c) the 4th spacing range; (d) the 5th spacing range

2D materval removal profile: (a) (SP2)2; (b) (SP3)2; (c) (SP4)2; (d) (SP5)2
3.2.3 Calculation of the feed velocity v a
The depth of the material removal profile is inversely proportional to the feed velocity va. Therefore, the removal depth can be controlled by optimizing the feed velocity va. The given material removal thickness is he, then substitution of \((H_{m})_{\max \limits }=-h_{e}\) into Eqs. 20 and 21 yields
Let he= 0.02mm, the feed velocities va optimized by Eq. 25 for sn= 1.9998mm, 1.1455mm, 0.8084mm, and 0.6257mm are 0.0242mm/s, 0.0405mm/s, 0.0569mm/s, and 0.0731mm/s respectively. SP at the four optimized va values are recorded as (SP2)3, (SP3)3, (SP4)3, and (SP5)3, respectively. For the four SP, the 2D material removal profiles and the evaluation parameters are shown in Fig. 14 and listed in Table 3 respectively. From Table 3, the \(H_{\max \limits }\) values at the four optimized va values are about 0.02mm. It indicates that the material removal thickness can be precisely controlled by optimizing the feed velocity va. In addition, the Wpv values and Wσ values at the four optimized va values are significantly lower than before optimizing the feed velocity va. The improvement in material removal uniformity is due to the reduction in the amplitude of the wave profile caused by the reduction in the \(H_{\max \limits }\) value in a certain proportion. Moreover, the Tt values at the four optimized va values are close. It shows that although the spacing sn changes, the polishing efficiency is also guaranteed while the feed velocity va is optimized to achieve the same material removal thickness he.

2D materval removal profile: (a) (SP2)3; (b) (SP3)3; (c) (SP4)3; (d) (SP5)3
3.3 Optimization of the over-polishing in the edge area
It can be seen from Fig. 7(a) that multiple removal peaks with different heights are generated in the edge area of SP, which are arranged in a periodic linear along the edge area. This is the over-polishing phenomenon caused by the alternation of the short straight paths in the edge area, which is urgently needed to be optimized.
Firstly, the influencing factors of the over-polishing in the edge area are analyzed here. Given that the matrix of the global material removal is Ms, the maximum removal depth in the edge area can be calculated by MATLAB as
Then the peak-valley value of the material removal depth in the edge area can be calculated as [23]
The ratio of the \(E_{\max \limits }\) value to the \(H_{\max \limits }\) value is defined as re1, and the ratio of the Epv value to the Wpv value is defined as re2 [23]. re1 and re2 are used to describe the degree of the over-polishing in the edge area, which can be expressed as
For (SP2)3, (SP3)3, (SP4)3, and (SP5)3, the 3D material removal maps and the evaluation parameters are shown in Fig. 15 and listed in Table 4 respectively. From Table 4, the Epv value, re1 value, and re2 value decrease with the spacing sn. It indicates that the over-polishing in the edge area is gradually alleviated as the s value decrease.

3D material removal map when vae=va: (a) (SP2)3; (b) (SP3)3; (c) (SP4)3; (d) (SP5)3
Due to the material removal depth in the edge area is directly related to the feed velocity vae, the over-polishing in the edge area can be improved by optimizing the feed velocity vae. For SP at s= 1.9998mm and va= 0.0242mm/s, the Epv values, re1 values, and re2 values for the feed velocity vae varying from 0.01 to 2mm/s have been calculated and plotted (Fig. 16). As shown in Fig. 16(a) and (b), the Epv value, re1 value, and re2 value are first dropped sharply and then tend to be smooth as the feed velocity vae increase.

(a) The Epv plot, (b) re1 plot and re2 plot for va between 0.01 and 2mm/s
The four SP at vae= 10mm/s are recorded as (SP2)4, (SP3)4, (SP4)4, and (SP5)4, respectively. For the four SP, the 3D material removal maps and the evaluation parameters are shown in Fig. 17 and listed in Table 4 respectively. From Table 4, after optimizing the feed velocity vae, the Epv value is significantly reduced, and the re1 value and re2 value are almost equal to 1. It indicates that the over-polishing in the edge area can be significantly eliminated by optimizing the feed velocity vae. In addition, after optimizing the feed velocity vae, the Tt value also decreases slightly, that is, the polishing efficiency is improved. Therefore, to eliminate the over-polishing in the edge area and improve polishing efficiency, the feed velocity vae should be set as high as possible.

3D material removal map when vae= 10mm/s: (a) (SP2)4; (b) (SP3)4; (c) (SP4)4; (d) (SP5)4
4 Analysis and optimization of the concentric circle path
The concentric circle path is divided into the peripheral area and central area here. Due to the change of the path curvature [18], the material removal profile is not constant throughout the workpiece surface, which leads to the fact that the path spacing law of SP cannot be fully applied to CCP. For CCP, the cross-section of the 3D material removal map is the 2D material removal profile. The process parameters along every single circular path are constant. Due to the rotational symmetry of CCP, the global material removal distribution can be represented by the 2D material removal profile. In this section, the 2D material removal profile is first calculated to reveal the material removal uniformity and material removal depth. Then the uniformity of the material removal in the peripheral area will be improved by optimizing the path spacing and process parameters. Lastly, the over-polishing in the central area of CCP will be eliminated by optimizing the central circular path and the process parameters.
4.1 2D material removal profile and related calculations
As shown in Fig. 18(a), O is the center point of CCP, the coordinate system {O; X, Y, Z} is fixed on the surface at point O, and CCP is located on plane XOY. P1 is the central circular path of CCP. Pi represents the i th circular path of CCP, and Ri represents the radius of the path Pi, where i ∈ (1,N). If the radius of the circular area on workpiece surface needs to be polished is Rw, the total number N of the circular paths composed CCP should satisfy the relationship R1 + (N − 1)s < Rw < R1 + Ns.

(a) The concentric circle path, (b) 3D material removal map, (c) material removal profile, and (d) 2D material removal profile
The section profile of the 3D material removal map (Fig. 18(b)) along plane XOZ is the 2D material removal profile (Fig. 18(c)). The depth of the 2D material removal profile is taken as the negative value. The 2D material removal profile can be obtained by overlapping the material removal profiles associated with the circular paths, which can be expressed as
where hi(X) denotes the removal profile associated with the path Pi, when i = 1, it is denoted by Eq. 17, and when i≠ 1, it is denoted by Eq. 4. The 2D material removal profile S can be seen as the function of the coordinate X, path spacing s, inclination angle δ, and feed velocity va.
The optimization of CCP aims to improve the material removal uniformity in the peripheral area and eliminate the over-polishing in the central area. Therefore, the 2D material removal profile is divided into the peripheral profile Wo and the central profile C. The abscissa range of the peripheral profile Wo is (R1 + a) < X < (R1 + ns), and the abscissa range of the central profile C is − (R1 + a) < X < (R1 + a). Accordingly, the wave profile can be expressed as
where
The wave profile is evenly divided into nw discrete points. and Xi represents the abscissa of the i th discrete point. The maximum value \(C_{\max \limits }\), peak-valley value Cpv, and standard deviation Cσ of the central profile C and the maximum value \(H_{o\max \limits }\), average value (Woavg), peak-valley value Wopv, and standard deviation Woσ of the peripheral profile Wo can be calculated.
The ratio of \(C_{\max \limits }\) to \(H_{o\max \limits }\) is defined as rc1, and the ratio of Cpv to Wopv is defined as rc2. rc1 and rc2 are used to describe the degree of over-polishing in the central area of CCP, which can be expressed as
4.2 Optimization of the material removal uniformity in the peripheral area
CCP mentioned in Section 2.3 is recorded as (CCP2)1. For path (CCP2)1, the 2D material removal profile and the evaluation parameters are shown in Fig. 19(a) and listed in Table 5 respectively. As shown in Fig. 19(a), the material removal profiles in the peripheral area are skewed due to the influence of the path curvature [18] and polishing posture [19]. Furthermore, the path curvature variation will lead to the variation of the material removal profile [18]. However, since the curvature of CCP in the simulation changes relatively small, the variation of the material removal profile in the peripheral area is subtle and not easy to be observed. The secondary profile is related to the adjacent removal profile and the spacing between the adjacent paths. Therefore, in Fig. 19(a), there are obvious differences among the secondary profiles due to the unreasonable path spacing and the material removal profile variation in the peripheral area, which leads to the large fluctuation of the peripheral profile. If the material removal profiles in the peripheral area are optimized to be centrally symmetric and have a consistent maximum removal depth, the difference among the removal profiles can be ignored. At this time, the spacing law of CCP may be applied to SP, and the uniformity of the peripheral profile may be significantly improved. Therefore, it is necessary to optimize the process parameters so that the material removal profile in the peripheral area is center-symmetric and its maximum removal depth is the given value he.

2D materval removal profile: (a) (CCP2)1; (b) (CCP2)2
According to the research of Fan et al. [19], the centrosymmetric material removal profile can be obtained by optimizing the polishing posture angles. The material removal profile is not only a function of ρ but also a function of δ and λ. Therefore, the optimization of polishing posture angles δ and λ can be expressed as [19]
Equation (33) can be numerically calculated by the backward difference formula and the calculation is formulated as an optimization problem, as written below [19]
where Δρ is the increment. When optimizing the polishing posture angles, the declination angle λ(λ is set as 0 in this paper) is first set, and then the inclination angle δ is calculated by Eq. 34.
After the inclination angle δ has been optimized, substituting h(R) = −he into Eq. 4, the feed velocity va can be calculated as
For CCP at s= 1.9998mm, let λ = 0o and he= 0.02mm, the inclination angle δ and feed velocity va in the peripheral area were optimized by Eqs. 34 and 35 respectively. The optimized results are shown in Fig. 20. CCP at s= 1.9998mm after optimizing δ and va in the peripheral area is recorded as (CCP2)2. For path (CCP2)2, the 2D material removal profiles and the evaluation parameters are shown in Fig. 19(b) and listed in Table 5 respectively. From Fig. 19(b), after optimizing δ and va, the material removal profiles in the peripheral area are center-symmetric and have the consistent maximum removal depth he. Compared with the peripheral profile in Fig. 19(a), the fluctuation of the peripheral profile in Fig. 19(b) is more uniform. As shown in Table 5, compared with path (CCP2)1, the Wopv value and Woσ value for path (CCP2)2 are reduced by 49.8% and 47.8%, respectively. In addition, the \(H_{o\max \limits }\) value for path (CCP2)2 is 0.02mm. It can be known from the above analysis that the path spacing law of SP can be effectively applied to CCP after optimizing the material removal profile in the peripheral area.

Optimized process parameters: (a) inclination angle and (b) feed velocity
4.3 Optimization of the over-polishing in the central area
The key to eliminating the over-polishing in the central area lies in how to optimize the material removal profile h1 associated with the central circular path P1 and the spacing s1 between path P1 and path P2.
Figure 21(a) shows the theoretical removal profiles h1 for R1 varying from 0 to a/2 (where R1 is the radius of path P1 and a= 1.3977mm in this paper). Figure 21(b) shows the theoretical material removal profiles h1 for R1 varying from a/2 to a. From Fig. 21(b), when R1 ∈ (a/2,a), the material removal profile h1 has three secondary profiles, and the left and right secondary profiles are the same. Figure 22 is the schematic diagram of the material removal profile h1 when R1 ∈ (a/2,a). In Fig. 22, the secondary profile in the middle is h11, and the secondary profile on both sides is h12. \(h_{11\max \limits }\) and \(h_{12\max \limits }\) are the maximum removal depths of h11 and h12, respectively. First, R1 needs to be optimized to make \(h_{11\max \limits }=h_{12\max \limits }\) to reduce the fluctuation of the material removal profile h1.

Material removal profile h1: (a) 0 < R1 < a/2 and (b) a/2 < R1 < a

Schematic of material removal profile h1
When R1 ∈ (a/2,a), the depth of the material removal profile h1 at ρ = R1 can be calculated by Eq. 16. At this time, the inclination angle δ1 for path P1 can be optimized by Eq. 34. After optimizing δ1, the secondary profile h12 has the maximum removal depth \(h_{12\max \limits }\) at ρ = R1. Furthermore, \(h_{11\max \limits }\) can be calculated by substituting ρ = 0 into Eq. 15. Therefore, for the case of R1 ∈ (a/2,a), after optimizing δ1 by Eq. 34, \(h_{11\max \limits }\) and \(h_{12\max \limits }\) can be calculated as
Next, the \(h_{11\max \limits }\) plot and \(h_{12\max \limits }\) plot for R1 varying from a/2 to a can be calculated by Eq. 36 are shown in Fig. 23(a). The \(h_{11\max \limits }\) plot and \(h_{12\max \limits }\) plot intersect at two points (q and u). To solve points q and u, the equations of the \(h_{11\max \limits }\) plot and \(h_{12\max \limits }\) plot for R1 varying from 0.9 to 1.2mm are obtained respectively by polynomial fitting. Then points q and u can be obtained by solving the two fitting equations. Figure 23(b) shows the polynomial fitting results. There are R1= 0.9694mm and δ1 = 13.822o and R1= 1.0773mm and δ1 = 15.572o at points q and u respectively.

The \(h_{11\max \limits }\) plot and \(h_{12\max \limits }\) plot for R1 between 0 and a: (a) original plots and (b) fitted plots
The material removal profiles h1 at points q and u are shown in Fig. 24a and b respectively. From Fig. 24a and b, the two material removal profiles h1 both satisfy \(h_{11\max \limits }=h_{12\max \limits }\). Then, \(h_{11\max \limits }\) and \(h_{12\max \limits }\) need to be adjusted to being the given material removal thickness (he) by optimizing the feed velocity va1 for path P1. Substituting h(0) = −he into Eq. 15, the feed velocity va1 can be calculated as
Let he= 0.02mm, the feed velocities va1 at points q and u optimized by Eq. 37 are 0.0115mm/s and 0.013mm/s respectively. Next, the spacing s1 can be approximated taken as as s1= 1.9998mm. In addition, since the radius of the central path has changed, the radius of the remaining paths will also change accordingly. Thus, the inclination angle and feed velocity of each path need to be re-optimized by Eqs. 34 and 35 respectively.

Material removal profile h1: (a) R1= 0.9694mm and δ1 = 13.822o and (b) R1= 1.0773mm and δ1 = 15.572o
CCP at points q and u are recorded as (CCP2)3 and (CCP2)4 respectively. For the two paths, the 2D material removal profiles and the evaluation parameters are shown in Fig. 25 and listed in Table 6, respectively. The optimized inclination angle and feed velocity are shown in Fig. 26(a) and (b), respectively. From Fig. 25, the uniformity of the center profile is significantly improved after the above optimization. Compared with path (CCP2)2, the Cpv value, Cσ value, rc1 value, and rc2 value for path (CCP2)3 are reduced by 83.1%, 84.8%, 46.5%, and 47.2%, respectively. Compared with path (CCP2)2, the Cpv value, Cσ value, rc1 value, and rc2 value for path (CCP2)4 are reduced by 83.1%, 84.8%, 81.7%, and 82.7%, respectively. In addition, the \(C_{\max \limits }\) values for paths (CCP2)3 and (CCP2)4 are both 0.02mm. The simulation results show that the over-polishing in the central area of CCP can be significantly eliminated by optimizing the radius R1 of the central circular path, the spacing s1, inclination angle δ1, and feed velocity va1.

2D material removal profile: (a) (CCP2)3 and (b) (CCP2)4

Optimized process parameters: (a) inclination angle and (b) feed velocity
5 Polishing experiments
5.1 Experimental conditions
A series of experiments were conducted to verify the validity of the models and methods proposed in this paper. The five-axis CNC machine tool used in the experiment is shown in Fig. 27(a), which is equipped with three linear axes X, Y, and Z, and two rotary axes B and C. The linear axis X, Y, and the rotary axis C realize the movement and rotation of the workpiece, and the linear axis Z and the rotary axis B realize the movement and swing of the tool head. Five-axis linkage realizes the polishing process (Fig. 27(b)). The surface roughness and the surface profile of the workpiece were measured by the Taylor profiler shown in Fig. 28(a).

(a) Five-axis CNC machine tool, (b) polishing process, and (c) unpolished workpiece

(a) Taylor profiler, (b) measuring process, and (c) polished workpiece
In the experiments, the tool is spherical polyurethane with a radius of 8mm, and the flat workpiece is made of K9 glass. The parameters of the tool and the workpiece are listed in Table 1. The polishing slurry is a mixture of water and CeO2 with a volume concentration of 0.5%. Figure 27(c) shows the unpolished K9 glass workpiece. The surface roughness and the profile tolerance of the unpolished K9 glass workpiece are 1.2532μ m and 12.309μ m, respectively. The polishing experiments are divided into three parts, which are the verification experiments for the material removal models, the polishing experiments along SP, and the polishing experiments along CCP.
5.2 Verification experiments of special material removal model
The experiments were conducted to verify the material removal models proposed in Section 2. The polishing paths are straight paths with lengths of 5mm and 2mm, and a circular path with a radius of 1.2mm, which are used to validate Eqs. 10, 14, and 17, respectively. The process parameters are listed in Table 2. The simulation and experimental results are shown in Fig. 29. The experimental results are consistent with the simulation results, which indicate that the material removal models proposed in Section 2.2 are valid.

Simulation and experimental results for special material removal model: (a) L= 5mm; (b) L= 2mm; (c) R= 1.2mm
5.3 Polishing experiments along the scanning path
The experiments polishing along SP were divided into two groups. The first group experiments were conducted to verify the feasibility of the optimization method of SP proposed in Section 3, and the second group experiments were conducted to verify the influence of different spacing ranges on the material removal uniformity analyzed in Section 3. In the experiments, the polishing paths were derived from the simulations in Section 3 but expanded here to polish a 20 × 20mm square area. The process parameters are the same as those in the simulations in Section 3.
5.3.1 The first group of experiments
In the experiments, three workpieces were polished along SP with the spacings in the 2nd spacing range. The workpieces polished by paths (SP2)1, (SP2)2, and (SP2)4 were recorded as A1, A2, and A3, respectively. To analyze the material removal in the inner area, the X-axis of SP is selected as the measuring path a, and the surface profile and surface roughness of the workpiece were obtained by the profiler measuring along path a. To analyze the material removal in the edge area, the middle line between the straight path P0 and the adjacent path P1 is selected as the measuring path b, and the surface profile of the workpiece was obtained by the profiler measuring along path b. Figure 28(b) shows the measuring process. The measured results of the surface profiles are shown in Fig. 30. The evaluation parameters of the surface profiles are calculated and shown in Table 7.

Surface profile: (a) path a and (b) path b for workpiece A1, (c) path a and (d) path b for workpiece A2, and (e) path a and (f) path b for workpiece A3
Compared with Fig. 30(a), the surface profile in Fig. 30(c) is more gentle. According to Table 7, the Wpv values for workpieces A1 and A2 are 9.767μ m and 6.500μ m, and the Wσ values for workpieces A1 and A2 are 2.562μ m and 1.517μ m, respectively. The reductions in the Wpv value and Wσ value show that the path spacing optimization method proposed in Section 3.2.2 can effectively improve the material removal uniformity. According to Fig. 30(c) and (e), the \(H_{\max \limits }\) values for workpieces A1 and A3 are − 32.765μ m and − 22.688μ m respectively. The error between the \(H_{\max \limits }\) value of path workpiece A3 and the given removal thickness (− 20μ m) is only 10%. It indicates that the optimization method of feed velocity va proposed in Section 3.2.2 can control the material removal thickness. The surface roughness Ra of workpieces A1 and A3 are 0.0561μ m and 0.0486μ m respectively. The reduction in surface roughness shows that the surface quality is improved with the improvement of material removal uniformity. It can be seen from Fig. 30(b) and (d) that there is obvious over-polishing in the edge area of SP. Compared with Fig. 30(b) and (d), the surface profile in Fig. 30f is more gentle. The Epv values for workpieces A2 and A3 are 21.681μ m and 4.898μ m, and the re1 values for workpieces A2 and A3 are 1.529 and 1.039, respectively. The reductions in the Epv value and re1 value show that the optimization method of feed velocity vae proposed in Section 3.3 can effectively eliminate the over-polishing on the edge area.
5.3.2 The second group of experiments
In the experiments, three workpieces were polished along SP with the spacings in the 3rd, 4th, and 5th spacing range. The workpiece polished by paths (SP3)4, (SP4)4, and (SP5)4 are recorded as B1, B2, and B3, respectively. The surface roughness and surface profile of the workpiece were obtained by the profiler measuring along path a. The measured results of the surface profiles are shown in Fig. 31. The evaluation parameters of the surface profiles are calculated and shown in Table 8.

Surface profile of path a for (a) workpiece B1, (b) workpiece B2, and (c) workpiece B3
The Wpv values for workpieces B1, B2, and B3 are 1.594μ m, 1.035μ m, and 0.838μ m, and the Wσ values for workpieces B1, B2, and B3 are 0.252μ m, 0.177μ m, and 0.126μ m, respectively. The reductions in the Wpv value and Wσ value show that the material removal uniformity is improved with the decrease of the optimal spacing value sn. The surface roughness Ra of workpieces B1, B2, and B3 are 0.0403μ m, 0.0382μ m, and 0.0370μ m respectively. The reduction in surface roughness shows that the surface quality is improved with the improvement of material removal uniformity. Based on the above analysis, when planning the polishing path spacing, the appropriate spacing can be selected according to the desired profile accuracy of the workpiece surface by the method proposed in this paper.
5.4 Polishing experiments along the concentric circle path
The experiments were conducted to verify the feasibility of the optimization method of CCP proposed in Section 4. In the experiment, three workpieces were polished. The workpiece was polished by the paths (CCP2)1, (CCP2)2, and (CCP2)3 are recorded as C1, C2, and C3, respectively. The polishing area is a circular area with a diameter of 20mm, and the polishing paths and the process parameters were derived from the simulations in Section 4. The X-axis of CCP is selected as the measuring path c, and the surface profile and surface roughness of the workpiece were obtained by the profiler measuring along path c. The measured results of the surface profiles are shown in Fig. 32. The evaluation parameters of the surface profiles are calculated and shown in Table 9.

Surface profile of path c for (a) workpiece C1, (b) workpiece C2, and (c) workpiece C3
As can be seen from Fig. 32(a) and (b), the surface profile of the latter is smoother outside the central area. According to Table 9, the Wopv values for workpieces C1 and C2 are 11.881μ m and 5.254μ m, and the Woσ values for workpieces C1 and C2 are 2.280μ m and 1.096μ m, respectively. The reductions in the Wopv values and Woσ values show that the optimization methods of the spacing, inclination angle, and feed velocity proposed in Section 4.2 can effectively improve the material removal uniformity. Moreover, the \(H_{o\max \limits }\) values for workpieces C1 and C2 are 29.122μ m and 23.149μ m respectively. The error between the \(H_{o\max \limits }\) value for workpiece C2 and the given removal thickness (20μ m) is only 10%. It indicates that the optimization methods of posture angles and feed velocity proposed in Section 4.2 can control the material removal thickness. It can be seen from Fig. 32(a) and (c) that there is obvious over-polishing in the central area of CCP. Compared with Fig. 32(b) and (c), the surface profile in Fig. 32(c) is more gentle. The Cpv values for workpieces C2 and C3 are 13.360 and 2.5830, and the rc1 values for workpieces C2 and C3 are 1.263 and 0.9997, respectively. The reductions in the Cpv value andre1 value show that the optimization methods of the radius R1 of the central path, the spacing s, inclination angle δ1, and feed velocity va1 proposed in Section 4.3 can effectively eliminate the over-polishing in the central area.
6 Conclusion
How to ensure the uniformity of the global material removal by comprehensively optimizing the polishing path and material removal has been studied in this paper. Two common polishing paths are covered: the scanning path and the concentric circle path. The scanning path was divided into the inner area and edge area, and the concentric circle path was divided into the peripheral area and central area, respectively.
Firstly, material removals in the special cases of the straight path and circular path are modeled, and the material removal maps are calculated to analyze the global material removal caused by the scanning path and the concentric circle path.
For the scanning path, the spacing range is defined according to the number of superimposed removal profiles, and the optimal spacing value of each spacing range is determined by using the numerical method. Then, the feed velocity was optimized to control the material removal thickness in the inner area, eliminate the over-polishing in the edge area, and ensure the polishing efficiency.
For the concentric circle path, in the peripheral area, the influence of the path curvature on the removal profile is eliminated by optimizing the inclination angle and feed velocity, so that the spacing law of the scanning path can be applied to the concentric circle path. Furthermore, the over-polishing in the central area was improved by optimizing the radius of the central path, inclination angle, and feed velocity.
Simulation and experimental results show that the proposed method can significantly improve the material removal uniformity, control the removal thickness, and ensure the polishing efficiency.
Further work will be employed on the more complex surfaces and paths.
References
Ding YF, Min XP, Fu WW, et al. (2019) Research and application on force control of industrial robot polishing concave curved surfaces. Proc IMeche, Part B: Journal of Engineering Manufacture 233 (6):1674–1686. https://doi.org/10.1177/0954405418802309
Zhai K, He Q, Li L, et al. (2017) Study on chemical mechanical polishing of silicon wafer with megasonic vibration assisted. Ultrasonics 80:9–14. https://doi.org/10.1016/j.ultras.2017.04.005
Liu P, Bae S, Hong S, et al. (2022) Investigation of thermal effects in copper chemical mechanical polishing. Precis Eng 73:195–202. https://doi.org/10.1016/j.precisioneng.2021.08.022
Choi YT, Wereley NM (2022) Controllable stress of magnetorheological fluid elastomeric encapsulations. IEEE Trans Magn 58(2):1–10. https://doi.org/10.1109/TMAG.2021.3085588
Guo Y, Yin S, Ohmori H, et al. (2022) A novel high efficiency magnetorheological polishing process excited by Halbach array magnetic field. Precis Eng 74:175–185. https://doi.org/10.1016/j.precisioneng.2021.11.011
Wang C, Zhang Z, Cheung CF, et al. (2022) Maskless fluid jet polishing of optical structured surfaces. Precis Eng 73:270–283. https://doi.org/10.1016/j.precisioneng.2021.09.010
Wan K, Wan S, Jiang C, et al. (2022) Sparse bi-step raster path for suppressing the mid-spatial-frequency error by fluid jet polishing. Opt Express 30(5):6603–6616. https://doi.org/10.1364/OE.453122
Wang Z, Wu L, Fang Y, et al. (2022) Application of flow field analysis in ion beam figuring for ultra-smooth machining of monocrystalline silicon mirror. Micromachines 13(2):318. https://doi.org/10.3390/mi13020318
Chernyshev A, Chkhalo N, Malyshev I, et al. (2021) Matrix based algorithm for ion-beam figuring of optical elements. Precis Eng 69:29–35. https://doi.org/10.1016/j.precisioneng.2021.01.006
Huang Z, Chen G, Liu H, et al. (2022) Research on robot bonnet polishing silicon carbide optical element machining method based on improved traveling salesman problem pseudo-random polishing path planning. Opt Eng 61(2):25102. https://doi.org/10.1117/1.OE.61.2.025102
Zhong B, Deng W, Chen X, et al. (2021) Frequency division combined machining method to improve polishing efficiency of continuous phase plate by bonnet polishing. Opt Express 29(2):1597–1612. https://doi.org/10.1364/OE.412678
Tian F, Lv C, Li Z, et al. (2016) Modeling and control of robotic automatic polishing for curved surfaces. CIRP J Manuf Sci Technol 14:55–64. https://doi.org/10.1016/j.cirpj.2016.05.010
Jin M, Wang L, Ye S, et al. (2020) A novel functionally graded lapping and polishing method for the improvement of material removal uniformity. J Manuf Process 50:102–110. https://doi.org/10.1016/j.jmapro.2019.12.039
Han Y, Zhang L, Guo M, et al. (2018) Tool paths generation strategy for polishing of freeform surface with physically uniform coverage. Int J Adv Manuf Technol 95(5-8):2125–2144. https://doi.org/10.1007/s00170-017-1281-2
Zhao Q, Zhang L, Han Y, Fan C (2019) Polishing path generation for physical uniform coverage of the aspheric surface based on the archimedes spiral in bonnet polishing. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture 233(12):2251–2263. https://doi.org/10.1177/0954405419838655
Zhang L, Han Y, Fan C, et al. (2017) Polishing path planning for physically uniform overlap of polishing ribbons on freeform surface. Int J Adv Manuf Technol 92(9-12):4525–4541. https://doi.org/10.1007/s00170-017-0466-z
Zhang L, Tam HY, Yuan CM, et al. (2002) An investigation of material removal in polishing with fixed abrasives. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture 216(1):103–112. https://doi.org/10.1243/0954405021519591
Tam HY, Zhang L, Hua M (2004) Material removal by fixed abrasives following curved paths. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture 218 (7):713–720. https://doi.org/10.1177/095440540421800704
Fan C, Zhao J, Zhang L, et al. (2016) Local material removal model considering the tool posture in deterministic polishing. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science 230(15):2660–2675. https://doi.org/10.1177/0954406215598800
Fan C, Zhao J, Zhang L, et al. (2014) Modeling and experimental study on the material removal in the velocity-dwell-mode polishing process. J Mech Eng 50(5):173–181. https://doi.org/10.3901/JME.2014.05.173
Tam HY, Hua M, Zhang L (2007) Aspheric surface finishing by fixed abrasives. Int J Adv Manuf Technol 34(5-6):483–490. https://doi.org/10.1007/s00170-006-0625-0
Fan C, Zhao J, Zhang L, et al. (2014) Predictive models of the local and the global polished profiles in deterministic polishing of free-form surfaces. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture 228(8):868–879. https://doi.org/10.1177/0954405413512813
Hy Tam, Cheng H (2010) An investigation of the effects of the tool path on the removal of material in polishing. J Mater Process Technol 210(5):807–818. https://doi.org/10.1016/j.jmatprotec.2010.01.012
Greenwood JA (1985) Formulas for moderately elliptical hertzian contacts. J Tribol 107(4):501–504. https://doi.org/10.1115/1.3261116
Greenwood JA (1997) Analysis of elliptical hertzian contacts. Tribol Int 30(3):235–237. https://doi.org/10.1016/S0301-679X(96)00051-5
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Xingtian Qu, Qinglong Liu, and Hongyi Wang contributed equally to this work.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Qu, X., Liu, Q., Wang, H. et al. Optimization of polishing path and material removal for uniform material removal in optical surface polishing. Int J Adv Manuf Technol 124, 1699–1722 (2023). https://doi.org/10.1007/s00170-022-10464-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-10464-0