
Abstract
For single-lip drills with small diameters, the cutting fluid is supplied through a kidney-shaped cooling channel inside the tool. In addition to reducing friction, the cutting fluid is also important for the dissipation of heat at the cutting edge and for the chip removal. However, in previous investigations of single-lip drills, it was observed that the fluid remains on the back side of the cutting edge, and accordingly, the cutting edge is insufficiently cooled. In this paper, a simulation-based investigation of an introduced additional drainage flute and flank surface modifications is carried out using smoothed particle hydrodynamics as well as computational fluid dynamics. It is determined that the additionally introduced drainages lead to a slightly changed flow situation, but a significant flow behind the cutting edge and into the drainage flute cannot be achieved due to reasons explained in this paper. Accordingly, not even a much larger drainage flute with unwanted side-effect of a decrease tool strength is able to archive a significant improvement of the flow around the cutting edge. Therefore, major changes to the cooling channel, like the use of two separate channels, the modification of their positions, or modified flank surfaces, are necessary in order to achieve an improvement in lubrication of the cutting edge and heat dissipation.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Deep hole drilling is used for manufacturing in numerous areas. Which type of deep hole drilling method is used depends on the required borehole properties, but in particular also on the borehole diameter, as well as the desired length-to-diameter (L/D) ratios. For the single-lip deep hole drilling (SLD), the length-to-diameter ratio is up to L/D = 900 and the diameter is D = 0.5…80 mm. SLD is used for the production e.g. of diesel injection nozzles in the automotive industry and is characterized by a high surface quality and residual compressive stresses in the hole bottom [1]. When drilling without cutting fluid, very high temperatures occur in the cutting zone. These are also dependent on the material to be machined. For example, they are between T = 600 °C and 800 °C for 42CrMo4 [2] and even higher for materials such as Inconel 718. To ensure workpiece quality, to reduce tool wear, and to improve process productivity, it is therefore necessary to use a cutting fluid [3]. In SLD, the cutting fluid is usually fed to the cutting zone through cooling channels located inside the tool. The shape and number of cooling channels depend on the bore diameter and the tool diameter. If the diameter is D < 10 mm, the tool usually has only one kidney-shaped cooling channel [4]. However, the efficiency of the cutting fluid in the cutting zone cannot be determined experimentally due to the inaccessibility during deep drilling. For the analysis, it is therefore important to use simulations, to deepen the understanding of the process and to initiate optimization measures based on the results.
Smoothed particle hydrodynamics (SPH) is a method for the description of fluids by moving interpolation points, the so-called particles. Therefore, the Navier–Stokes equations describing the fluid movement are represented by weighted sums over a set of neighbor particles [5]. Its Lagrangian and meshfree nature allows SPH to describe arbitrary and moving surfaces and interfaces. Its areas of application are especially when non-regular, moving free surfaces or dynamic fluid/structure interaction are present.
The use of computational fluid dynamics (CFD) for investigations is in the field of machining still not very common. However, to get progress in this field, it is very important to develop solutions for demanding applications efficiently [6]. The application of CFD is complicated due to the definition of the physical conditions (fluid mechanics), the modelling of the internal flow field (fluid modelling), the definition of boundary conditions, the meshing strategy and meshing of the inflation layer, the correct choice of the turbulence model to be used, and the handling of the actual simulation software in complicated situations.
The understanding of the complex fluid-dynamics in combination with mechanical effects is very important to improve machining processes. The design of machining tools can be optimized with detailed knowledge of the cutting fluid and the complex interactions. In [7], a combined approach shows for SLD that the mass exchange of the cutting fluid close to the cutting edge is far too low in order to guarantee the required cooling effect. The simulation of an SLD [8] shows a great potential for optimizing the tool geometry.
Earlier investigations of the fluid flow of single-lip drills show that the fluid gets trapped on the backside of the cutting edge [9]. As shown in Fig. 1, these investigations of different designs show that a large drainage flute diverts a significant amount of the cooling fluid flow in direction of the backside of the cutting edge. Accordingly, it can be assumed that the transport of the heat which is generated by the cutting process has great potential for improvement.

Fluid analysis of a large drainage flute which diverts a significant amount of flow along the cutting edge [9]
However, these modifications are made purely from a fluid-dynamics point of view without considering the stresses and the limits of manufacturability of these additional drainage flutes. Similar modifications have been made to the flank face design of twist drills [10], which show an improved cutting-fluid flow around the cutting edges and reduce the tool wear. Furthermore, a combination of both ideas, an additional introduced drainage flute together with a modification of the flank face design, might be beneficial for the fluid flow around the cutting edge.
The novel contribution of this paper is the simulation-based investigation whether an additional drainage flute and flank face modifications considering also the manufacturability point of view can divert the fluid flow around the cutting edge. Therefore, SPH and CFD analyses of three modifications are carried out. These modifications show one way how an additional drainage flute could be realized as well as in combination with modifications of the flank face design, where the size of the modifications are chosen based on technological aspects.
2 Geometric modifications of the single-lip drill
The SLD considered in this work has a diameter of as little as D = 2 mm and a single kidney-shaped cooling channel. The small diameter was chosen because the machining of miniaturized industrial components requires high process reliability. The extremely high strength, the strong tendency to work hardening, and the low thermal conductivity make the drilling machining of nickel-based alloys such as Inconel 718 very demanding. With regard to deep drilling, the pronounced ductility poses further challenges in terms of chip formation as well as process-safe chip evacuation, which are primarily influenced by the cutting fluid flow. When deep drilling with the smallest diameters, the limited dimensions are an additional factor. Micro deep drilling in particular is one of the critical key processes here and is used widely e.g. in the medical technology, textile, and automotive industries. The introduced drainage flute has a circular shape with a radius of r = 0.2 mm and a depth of d = 0.07 mm to be machined by a grinding wheel. This would allow simple machining of existing drills for experimental validation in the case of a successful predictive simulation result. The drainage is placed as close as possible to the cutting edge while ensuring that the tool structure is not weakened. Additionally, the flute is placed on the opposite end where the cutting fluid flows into the chip flute to redirect the flow around the back of the cutting edge into an area where almost no flow occurs, as later shown for the reference design (V0). Thereby, fresh cutting fluid could better absorb the dissipated heat behind the cutting edge and the borehole ground directly after the material removal. Furthermore, a larger radius or depth while maintaining the minimum distance extends the drainage further away from the cutting edge, which does not improve the desired lubrication of the cutting edge. The second modification is a direct channel in the flank face from the outlet to the drainage flute. The geometries of all investigated variants are shown in Fig. 2.

Investigated geometries: reference design (V0), drainage flute (V1), additional flank face channel (V2), and modified flank face channel (V3)
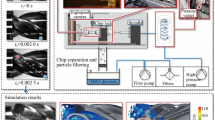
The geometries were investigated by SPH and by CFD in combination of both methods. The respective simulation models have different assumptions as SPH starts with an empty borehole in a transient simulation while CFD meshes the complete fluid domain, thereby assuming a completely filled borehole that is statically simulated. Consequently, both methods supplement each other in modelling the highly turbulent and dynamic cutting-fluid flow. The SPH simulation uses the weakly compressible formulation for which no pressure boundary condition needs to be applied. The influx velocity is selected as v = 69 m/s. This choice leads to the same outflow velocity in the chip flute as if a pressure boundary condition of p = 100 bar for the CFD simulation is applied. The properties of the fluid and further boundary conditions are listed in Table 1.
The simulation models used in both numerical methods, CFD and SPH, were validated for the reference design in earlier studies [11] by tracking via high-speed camera analysis micro-particles, which were added to the cutting fluid. In contrast to earlier studies [11], a drilling oil, which properties are listed in Table 1, is used instead of water.
3 Simulation results
As the results of the reference simulation (V0) show, the fluid gets trapped behind the cutting edge as shown by the absence of streamlines in this area and by the low fluid velocity. In this area, as well as on the cutting edge itself, higher temperatures can be expected due to the chip formation. Thus, major improvements in the cutting fluid flow and thereby in the heat transportation are required. Figure 3 shows the streamline plots of the reference solution in comparison to the investigated drill modifications. For the SPH simulations (V0, V1, V3), an empty borehole at the beginning of the simulation is used as starting point and the fluid flow is investigated after a time of t = 0.2 ms when the flow around the cutting edge is nearly static. The CFD simulation (V0, V1, V2) starts with an initially completely filled borehole and assumes a static flow. The comparison of CFD and SPH analyses for the reference design (V0) and the drainage flute (V1) show a good agreement in their results as in previous works [11].

Streamline plots of the investigated drill modifications: reference design (V0) and drainage flute (V1) simulated with CFD and SPH, an additional flank face channel (V2, CFD) and modified flank face channel (V3, SPH)
The results of both the CFD and SPH simulation show that the cutting fluid flow is not improved significantly by the geometric changes compared to the reference design V0. The CFD simulation uses an outflow velocity of approximately v = 80 m/s for the geometric modifications of V1 and V2 in the center of the kidney-shaped cooling channel. However, in all designs, the flow slows down to approximately v = 55 m/s in the chip flute, similar to the reference design. In contrast to V1, the additionally modified flank face channel in V2 and its modification in V3 achieve a considerably better diversion and the fluid behavior shows to be better influenced. Nevertheless, the impact on the velocity and thereby volume flow around the cutting edge are minor.
The fluid flow inside the drainage flutes is shown for the modification V3 in Fig. 4. It can be seen that the flow inside the drainage flute is laminar, which also applies to the other modifications. The flow is accelerated due to the throttling effect at the entrance to the drainage flute and flows at a speed of between 20 and 30 m/s within for modification V3. However, the volume flow rate in the drainage flute is negligible as it is about two orders of magnitude smaller than in the chip flute.

Side view on the drainage flute of modification V3 as streamline plot
Despite the low flow rate in the drainage flute, it might create additional vortices behind the cutting edge, which benefit the heat conduction by distributing fresh cooling liquid. For the analysis of the distribution of the fluid and the vortices, the Q-criterion identification method [12] is used. This describes the local balance between rotation and shear in all spatial directions. As soon as the vorticity outweighs the shear, vortices are generated. The Q-criterion is determined with the rotation tensor and the rotation of the vorticity
Figure 5 shows the calculated Q-criterion with an iso-surface. Due to the meshless characteristics of SPH, a Delaunay triangulation is performed before calculating the Q-criterion for the SPH results. The visualization is carried out based on the same threshold value for all SPH results. Larger visible areas correspond with larger areas where more vertices occur, which benefit the intermixture of the cutting fluid and thereby improved heat transport. The comparison of the results for the designs V1 and V2/V3 shows that the additional flank face channel in V2 and in V3 results in more vortices around the cutting edge as shown by more highlighted areas. This results in a better mixture of the fluid layers around the cutting edge and consequently, in a better cooling and lubrication around the cutting edge.

Q-criterion, view of the front of the drill; reference design (V0, SPH) and drainage flute (V1, SPH), an additional flank face channel (V2, CFD) and modified flank face channel (V3, SPH)
While all modifications show some fluid flow through the additional drainage flute, the total fluid volume flowing through the second flute is small. Therefore, the modifications have little influence on the chip evacuation which depends highly on the cutting-fluid flow for single-lip drills. Especially, the additional flank face channel leads to a slightly improved flow into the drainage flute. Furthermore, the orientation parallel to the cutting edge leads to a higher amount of fluid flowing around the area as well as an improved mixture of the fluid layers behind the cutting edge, which should improve the cooling in this area. However, the changes in the fluid distribution introduced by modifications are quite small and are not yet sufficient for a better flow with higher velocities around the cutting edge. Furthermore, the small improvement of the flow behind the cutting edge does not improve the tool life in a factor to compensate or outweigh the introduced weakening of the cutting edge by the channel parallel to it. Especially, for the modification design V3, created to lead more fluid to the cutting edge, the strength and tool life might be drastically reduced.
The observed fluid behavior can be explained by the stream filament theory [13]. As the cross-section does not significantly change by the additional modifications and the fluid flow is mostly driven by its momentum and follows the streamline, a significant streaming behind the cutting edge and into the drainage flute cannot be achieved. Therefore, significant changes to the design of the cooling channel and its outlet would be necessary to divert the cooling flow into the area behind the cutting edge. Furthermore, this effect is increased by the adhesion of the fluid molecules to the wall in the boundary layer and the creation of many small vertices at the inlet to the drainage flute.
As the presented modifications do not lead to major improvement of the cutting edge, a significant larger design change of the drainage flute was tested. Therefore, a finite element-based parameter study was carried out, which showed that the torsional strength of the drill is not significantly reduced except for very large modifications. However, the deformation of the right-hand side of the cutting edge by the cutting forces increases rapidly with increasing size of the drainage flute. In the following, a larger modification was used which cutting edge deformation is already critical to get an idea about the upper limit achievable by the given design of the drainage flute. Figure 6 shows the streamline plot and the iso-surface of the Q-criterion of the increased drainage flute with a radius of r = 0.336 mm and a depth of d = 0.158 mm.

Streamline plot (left) and iso-surface plot of the Q-criterium (right) of the largely increased drainage flute simulated with SPH
The streamline plot shows that more fluid is diverted into the drainage flute compared to the smaller design of modification V1 and that higher flow velocities around the front into the drainage of about v = 20 m/s are reached. Furthermore, the Q-criterium shows higher vorticity in the region below the cutting edge which benefits the heat dissipation. This makes clear that the flow can be influenced. However, as stated before, the increased size of the drainage flute still moves the flow away from the cutting edge. Therefore, strongly improved flow around the cutting edge is not achieved and the increased vorticity is not sufficiently attractive compared to the major weakening of the tool strength. Consequently, it shows that even a larger modification of the presented design does not significantly benefit the cutting edge lubrication und heat dissipation.
4 Conclusions
In this paper, the cutting fluid distribution in the SLD was analyzed using SPH and CFD simulation. In order to bring more cutting fluid closer to the main cutting edge of the tool, an SLD with a diameter of D = 2 mm was geometrically modified. The first modification V1 was a drainage flute and in the second modification V2 an additional flank face channel from the outlet to the drainage flute was introduced into the tool. Based on the reference model, both the SPH and CFD investigations showed that no significant improvements could be achieved with the very shallow additional drainage flute along the drill shaft (V1). The radius of r = 0.2 mm and the depth of d = 0.07 mm are geometrically limited by the required strength of the drill. With an additional flank face channel (V2), a better diversion of the fluid in the direction of the cutting edge could already be achieved compared to V1. However, the modification does not yet represent a satisfactory result, as it further weakens the cutting edge zone. In general, it is possible to influence the flow along the backside of the cutting edge; however, the three investigated modifications are not able to divert enough flow to provide a significant improvement. A largely increased drainage flute design, which already weakens the cutting edge, leads to an increased flow velocity into the drainage, but diverts the flow away from the cutting edge. Therefore, further geometric changes are planned for the future, such as a change in the kidney-shaped cooling channel, including the comparison with the use of two separate cooling channels and the modification of their position, to divert the cooling flow into the area behind the cutting edge.
Availability of data and material
The data that support the findings of this study are available from the corresponding author upon reasonable request.
References
Fandiño D, Guski V, Wegert R, Möhring H-C, Schmauder S (2021) Simulation study on single-lip deep hole drilling using design of experiments. J Manuf Mater Process 5(2), 44:1–21. https://doi.org/10.3390/jmmp5020044
Wegert R, Guski V, Schmauder S, Möhring H-C (2020) Effects on surface and peripheral zone during single lip deep hole drilling. Procedia CIRP 87:113–118. https://doi.org/10.1016/j.procir.2020.02.025
Brinksmeier E, Meyer D, Huesmann-Cordes AG, Herrmann C (2015) Metalworking fluids—mechanisms and performance. CIRP Ann Manuf Technol 64–2:605–628. https://doi.org/10.1016/j.cirp.2015.05.003
Biermann D, Bleicher F, Heisel U, Klocke F, Möhring H-C, Shih A (2018) Deep hole drilling. CIRP Ann 67–2:673–694. https://doi.org/10.1016/j.cirp.2018.05.007
Violeau D, Rogers BD (2016) Smoothed particle hydrodynamics (SPH) for free-surface flows: past, present and future. J Hydraul Res 54–1:1–26. https://doi.org/10.1080/00221686.2015.1119209
Biermann D, Beer N, Oezkaya E, Tiffe M, Wolf M (2016) Simulation based optimization of details of cutting tools and cutting processes. Wiener Produktionstechnikkongress “Adaptive & Smart Manufacturing”, Wien 28(29.9):161–166
Schnabel D, Oezkaya E, Biermann D, Eberhard P (2018) Modeling the motion of the cooling lubricant in drilling processes using the finite volume and the smoothed particle hydrodynamics methods. Comput Methods Appl Mech Eng 329:369–395. https://doi.org/10.1016/j.cma.2017.09.015
Schnabel D, Oezkaya E, Biermann D, Eberhard P (2018) Transient simulation of cooling-lubricant flow for deep-hole drilling-processes. Procedia CIRP 77:78–81. https://doi.org/10.1016/j.procir.2018.08.224
Schnabel D (2021) Transient simulation of cutting-fluid flow and chip evacuation in micro deep-hole drilling with coupled Lagrangian methods. Dissertation, Schriften aus dem Institut für Technische und Numerische Mechanik der Universität Stuttgart, Volume 63. Aachen, Germany: Shaker Verlag. https://doi.org/10.2370/9783844079135
Bücker M, Oezkaya E, Hensler U, Biermann D (2020) A new flank face design leading to an improved process performance when drilling high-temperature nickel-base alloys. MIC Procedia. https://doi.org/10.2139/ssrn.3722782
Oezkaya E, Baumann A, Michel S, Schnabel D, Eberhard P, Biermann D (2022) Cutting fluid behavior under consideration of chip formation during micro single-lip deep hole drilling of Inconel 718. Int J Model Simul. https://doi.org/10.1080/02286203.2022.2042057
Kolář V (2007) Vortex identification: new requirements and limitations. Int J Heat Fluid Flow 28–4:638–652. https://doi.org/10.1016/j.ijheatfluidflow.2007.03.004
Spurk HJ, Aksel N (2008) Fluid mechanics. Springer, Berlin, pp 261–314. https://doi.org/10.1007/978-3-540-73537-3
Funding
Open Access funding enabled and organized by Projekt DEAL. This research was supported by the Deutsche Forschungsgemeinschaft (DFG) under grant numbers 405605200 and 439917965.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
Not applicable.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Baumann, A., Oezkaya, E., Biermann, D. et al. Geometry modifications of single-lip drills to improve cutting fluid flow. Int J Adv Manuf Technol 121, 1689–1695 (2022). https://doi.org/10.1007/s00170-022-09400-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-09400-z