
Abstract
With the development of lightweight vehicles, tailor-welded blanks (TWBs) are being increasingly used in the automotive industry. Splitting and wrinkling are the main defects occurring during the deep drawing of TWBs. Accordingly, in this paper, a new method to control the forming defects is introduced in the forming process of TWBs. The microstructure and mechanical properties of TWBs are characterised by metallography and tensile tests. Finite element analysis is conducted for an automobile rear door inner panel made of TWBs to analyse the deep drawing. Edge and notch cutting are introduced to address forming defects and reduce the number of stamping tools. The thinning index, thickening index and minimum distance between the material draw-in and trimming lines are defined as the measurable index to analyse the numerical results. Orthogonal experiments, numerical simulations and multiobjective experiments are conducted to optimise the forming parameters. The proposed method and optimised parameters are verified through experiments, the results of which are essentially consistent with the numerical simulation. Indeed, the proposed method can provide guidance in controlling defects associated with the deep drawing of TWBs for complex-shape automotive panels.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Cars have become commonplace with the development of industrial technology, which has had a negative impact on the environment [1]. Therefore, energy saving and environmental protection attracted increasing attention from the public.
In recent years, automobiles made of lightweight materials have become a major development trend due to their energy efficiency and reduced carbon emissions [2]. The forming of tailor-welded blanks (TWBs) is a valid method used to actualise lightweight automobiles [3]. TWBs are welded from several different plates with different thicknesses, mechanical properties and surface coatings [4]. The TWB forming technique demonstrates many advantages in the automotive industry [5, 6]. In essence, with TWB stamping forming, different mechanical properties can be obtained for different areas of automobile parts using a blank with different materials or thicknesses [7]. Compared with conventional stamping processes, the stamping forming of TWBs can effectively reduce the number of tools, the amount of welding work and assembly costs [8]. Moreover, it enhances the safety performance of vehicles whilst reducing vehicle weight [9].
TWB studies have been a major topic in recent years [10]. Overall, TWB-related literature is mainly concerned with microstructure, mechanical properties, formability, forming limit diagrams, failure, residual stresses and material forming and application [11,12,13,14]. The mechanical properties of TWBs are influenced by many factors, such as material, welding method, weld-line orientation and the thickness ratio of the blanks [15, 16]. The uniaxial tensile test is widely used to research the mechanical properties of TWBs. In particular, Zadpoor et al. [17] utilised the monaxial tension test to obtain the mechanical properties of TWBs. Ciubotariu and Brabie [18] investigated the behaviour and mechanical properties of TWB weld lines by conducting parallel tensile tests, micro-hardness tests, thermography, energy-dispersive X-ray spectroscopy and microscopy. Xu et al. [19] studied the mechanical properties of TWBs with different weld-line orientations by three-point bending tests. Song and Hua [5] studied the influence of the base-material thickness ratio on the formability of TWBs. Miles et al. [20] found that the welding method affects the formability of TWBs. Rossini et al. [21] researched the mechanical properties, microstructure and failure modes of TWBs with dissimilar materials utilising metallography, microhardness and tensile tests. Liu et al. [22] investigated the deformation behaviour and failure features of TWBs in hot forming.
Challenges increased in the development of stamping tools due to increased part complexity and usage of TWBs to reduce vehicle weight [23]. Accurate forming simulations are the driving force during the engineering phase. Accurate simulations can reduce the cost of tool manufacturing as well as the reject rates of parts [24]. Several studies found that numerical simulations are effective for analysing the stamping forming process of TWBs [25,26,27]. The finite element analysis (FEA) of TWBs is more complex than that of single-material plates due to the existence of welds [28].
Two approaches have been developed to address the weld seam for the numerical simulation of TWBs in practice [7]. The first approach is to consider the geometry and properties of the weld seam in FEA. The second approach is to simplify or ignore the weld seam in FEA when it exhibits a higher strength than the base materials. In this case, failure is more likely to occur in the base materials than in the weld seam. Determining the better method is dependent on the types, geometry and mechanical properties of the base metal and the weld seam. Raymond et al. [29] conducted FEA of TWBs using solid elements, including weld properties and geometry. Buste et al. [30] considered the weld seam of TWBs as rigid links in FEA. However, relatively few investigations have been conducted on defect control in the deep drawing of TWBs.
Accordingly, in this paper, the deep drawing of TWBs for complex-shape automotive panels is examined. A typical rear door inner panel is examined as a case study. The microstructure and mechanical properties of the base material and TWBs are characterised by metallography and tensile tests to achieve accurate FEA. Edge and notch cutting are introduced in the drawing process to address the forming defects and reduce the number of tools. Orthogonal experiments, numerical simulations and multiobjective experiments are utilised to optimise the forming parameters. The proposed method and optimised parameters are verified through experiments.
2 Materials
2.1 Microstructure
Figure 1 shows the automobile rear door inner panel made of TWBs examined in this paper. The TWBs were made by the laser self-fusion welding of two plates with the same chemical compositions but different thicknesses (0.7 and 1.2 mm). Considering the self-weight and assembly position of the parts, the area close to the B-pillar and hinge requires both high strength and stiffness. Thus, the part close to the B-pillar and hinge is thicker than the part close to the C-pillar, which enhances the strength and stiffness of the automobile rear door inner panel whilst maintaining its weight.

Automobile rear door inner panel
The base material of TWBs used for this part is DC05 that belongs to cold-rolled low carbon steel for deep drawing. The chemical composition of DC05 is shown in Table 1. Figure 2 shows the microstructure of TWBs determined by metallographic microscopy. The cross section of the welded joint is illustrated in Fig. 2a. The microstructure of the base material is mainly composed of ferrite (Fig. 2b). The heat-affected zone (HAZ) is primarily made up of bainite and ferrite (Fig. 2c), whereas the weld zone is primarily made up of bainite (Fig. 2d). The microstructure of the base materials, HAZ and weld seam are different. Figure 3 shows the fracture morphology of TWBs characterised by scanning electron microscopy (TESCAN VEGA3 LMH) after the tensile tests. As shown in Fig. 3a, the fracture surface of the base material exhibits numerous isometric dimples, which suggests a ductile dimple fracture pattern. In addition, the fracture morphology of the weld seam is made up of many river patterns and cleavage facets, which are typical ductile and cleavage fractures.

Microstructures of (a) welded joint, (b) base material, (c) heat-affected zone and (d) weld seam

Fracture morphology of the TWBs: (a) base material and (b) weld seam
2.2 Mechanical properties
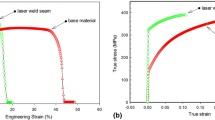
Accurate numerical simulations are based on reasonable material model and finite element (FE) model. Tensile tests were performed before the numerical simulations to determine the yield strength, tensile strength and flow curves of the base materials and the TWBs. According to the ASTM-E8 standard test [31], the flow curve describes the strain–stress relationship of the base materials and TWBs, which was obtained by a universal testing machine at room temperature. Figure 4 shows the TWB tensile specimen based on [32] as well as the engineering stress–strain curves. The flow curves of the thick and thin sheets are similar, but the flow curves of the base material differ from that of the TWBs. The yield stress and tensile strength of the TWBs are higher than that of the base materials. In particular, the yield stress of the TWBs is 325.16 MPa, whereas that of thick and thin sheets are 123.84 and 129.87 MPa, respectively. The tensile strength of the TWBs is 339.09 MPa, whereas that of the thick and thin sheets are 281.70 and 276.86 MPa, respectively. The elongation to failure of the TWBs is lower than that of the base materials: 11.07% for TWBs and 54.84% and 55.75% for the thick and thin sheets, respectively.

Engineering stress–strain curves
3 Finite element analysis
Automotive rear doors consist of left and right doors, and they are symmetrical in shape. To save the material and tool costs, automobile rear door inner panels are usually formed simultaneously by a large tool, which is called a two-cavity-in-one tool. The forming process of automobile rear door inner panel includes drawing, trimming, piercing, reshaping and separating. The first step, drawing, is performed to form the part shape, which is followed by trimming and piercing operations and a final step that is required to reshape and separate the left and right door inner panels. The die addendum and binder surfaces of the automobile rear door inner panel are illustrated in Fig. 5. The forming defect of similar automobile panels usually occurs during drawing. Thus, in the present paper, the investigation of defect control is focused on the drawing stage. Numerical simulations are useful with respect to predicting various forming defects in the development of stamping tools [33, 34].

Design of die addendum and binder surfaces of the part
Figure 6 shows the FE model of the drawing process for the automobile rear door inner. The FEA was conducted using AutoForm software and consisted of a die, blank, binder and punch. The size and form of the initial blank were determined according to the desired geometry of the final part, die addendum and binder surfaces. The initial blank was set as a triangular element with a size of 1800 × 1270 mm and thicknesses of 0.7 and 1.2 mm. The weld seam was taken as a rigid link in the FEA because the weld area is extremely narrow and the strength and hardness of the weld seam are larger than that of the base materials in laser welding [30].

FE model of the drawing process for the automobile rear door inner panel
The die, binder and punch were taken as rigid bodies during the drawing process. The drawing of TWBs was divided into three stages: the gravity loading stage, closing of blank-holder stage and drawing stage. Since the blank is not subject to external forces and its deformation is elastic in the gravity loading stage, the elastic shell element was defined in the gravity loading stage. The elastic and plastic deformation occur in the closing of blank-holder stage and the drawing stage, so the elastic plastic shell element was defined in the closing of blank-holder stage and the drawing stage. The flow curve of the material was defined by tensile test data and calculated by combined Swift-Hockett-Sherby model. The yield surface model used in the FEA followed Banabic–Balan–Comsa (BBC) 2005 yield criteria [35]. The coefficients of uniaxial anisotropy r0, r45 and r90 are 1.86, 1.57 and 2.46, respectively. The three initial yield stresses σ0, σ45 and σ90 are 119.9, 138.3 and 126.6 MPa, respectively. The initial yield stress in the biaxial point σb and the r value in the biaxial point rb are 0.756 and 153.1, respectively. Lubrication conditions were considered in the simulations to address friction. A Coulomb model with stick slip modelling was used in the FEA models. A constant friction coefficient of 0.125 was assumed between all tools and blanks in the simulations [36]. The velocity of the upper tooling (die) was 1 mm/s in the forming process [7].
4 Process design improvement
Since the drawing part is symmetrical, the results for half the drawing part are representative of the overall results. The formability diagram is shown in Fig. 7, from which it is evident that several defects exist, such as splitting and wrinkling. This can be attributed to several factors, such as uneven material draw-in, material thinning and complex shape. For similar problems, Ouyang [37] proposed a secondary drawing process to improve the defects. However, this method increases the drawing process time and results in a long production cycle.

Formability diagram of numerical simulation at the end of drawing
To address forming defects in the initial numerical simulation results, combined with the trimming line and piercing position of the final product, the improvement of the process design for the automobile rear door inner panel was conducted as follows:
-
1.
Edge cutting was introduced at the beginning of the drawing process to cut excess material from the blank. In particular, as shown in Figs. 7 and 8, edge cutting K1a was introduced to cut excess sheet material and avoid splitting in the area of P1. In contrast to traditional processes, blanking was integrated in the drawing die.
-
2.
Notch cutting was introduced to solve splitting defects near large irregular holes during the drawing process. In particular, as shown in Figs. 7 and 8, notch cutting K2a was introduced to avoid splitting in the areas of P2 and P3, notch cutting K3a was introduced to fix splitting in the areas of P3 and P4 and notch cutting K4 was introduced to avoid splitting in the area of P5.

Distribution of the edge and notch cutting introduced in the drawing process
For edge and notch cutting, the cut-in time is closely related to the forming quality of the part. On the one hand, the material boundary line will flow into the trimming line or the piercing line when the cut-in time is early. On the other hand, splitting and wrinkling may occur when the cut-in time is late. Thus, the cut-in time must be accurately controlled.
The three-dimensional models of drawing tools are shown in Fig. 9a. As shown in Fig. 9b, the edge- and notch-cutting blocks are assembled in the drawing tools. For automobile rear door inner panels, the main deformations occur during the drawing stage, which is when edge and notch cutting are conducted. The cut-in time was defined as the displacement of the upper die, which was set to 0 mm when the upper die came into contact with the blank at the beginning of the blank-holder closing stage. The total displacement of the upper die was 151.2 mm when the upper and lower dies fully matched, which is shown in Fig. 10.

Drawing tools: (a) three-dimensional models and (b) view of section A

Upper and lower dies fully matched (the displacement of the upper die is 151.2 mm)
5 Results and discussion
5.1 Orthogonal design and results
The Taguchi method is a powerful and commonly used technique for experimental design [38, 39]. For instance, Xu et al. [39] investigated the discrete optimisation design of TWB thin-walled structures using the Taguchi method. In the present paper, to identify an optimal cut-in time, orthogonal experimental design and numerical simulations were used to optimise the deep drawing of TWBs. The experimental factors were determined based on comprehensive FEA. The edge cuttings K1a and K1b were defined as experimental factor A, K2a and K2b were defined as experimental factor B, K3a and K3b were defined as experimental factor C, K4 was defined as experimental factor D and the blank-holder force (BHF) was defined as experimental factor E. To determine the optimal parameter combination, experiments with five four-level factors were conducted using the orthogonal experimental design, the range of which was determined through a single-factor experiment by numerical simulation. The single-factor experiment was conducted by changing each experimental factor, and a reasonable range of each factor was initially determined by viewing the simulation results. The reasonable range of factor A is from 0 to 30 mm, the range of factor B is from 130 to 145 mm, the range of factor C is from 130 to 145 mm, the range of factor D is from 140 to 146 mm and the range of factor E is from 90 × 104 to 120 × 104 N. As shown in Table 2, the orthogonal-array table can be expressed as L16 (45).
On the basis of the established orthogonal experiment with five four-level factors, 16 experimental groups with different factors and levels were obtained, as shown in Table 3. In the FEA software, edge and notch cutting were defined as open cutting that separated the meshes of the blank along an open line, and the cut-in times of A, B, C and D were dependent on the displacement of the upper die.
The minimum distance between the material draw-in line and trimming line (L), thinning index (T1) and thickening index (T2) were recorded and taken as optimisation objectives, and they can be expressed as follows:
where \({L}_{K\mathrm{i}}\) is the minimum distance between the material draw-in and trimming lines for notch cutting \({K}_{i}\), t is the thinning rate, \({S}_{t}\) refers to the area of the part that meets the requirement of the thinning rate and \({S}_{0}\) is the total area of the part.
The minimum distance between the material draw-in and trimming lines can be measured by showing the trimming and piercing lines in the post-processing of the software. The thinning and thickening indices were calculated by highlighting the areas where the thinning rate was more than 25% and the thinning rate was less than −5% in different colours. The results are summarised in Table 3.
Extreme difference analysis was introduced to determine the effect of experimental factors A, B, C, D and E on the thinning index, thickening index and minimum distance between the material draw-in and trimming lines. The results are shown in Table 4, where R is the range fluctuation index of each factor. The magnitude of R is proportional to the magnitude of the influencing factors. Extreme difference analysis results show that experimental factor D is the most influential with respect to the minimum distance between the material draw-in and trimming lines, experimental factor B is the most important factor influencing the thinning index and experimental factor E is the most important factor influencing the thickening index.
5.2 Multiobjective optimisation
The multiobjective experiment was introduced to determine the optimal cut-in time and BHF. The established multiobjective function and constraint equation are expressed as Eq. (4). For the trimming line, the optimisation objective was defined as the maximum objective function, and for the thinning and thickening indexes, it was defined as the minimum objective function. The limit inferior for L was 5 mm.
The experimental design software Design–Expert was used to calculate the multiobjective optimisation results under the constraints of multiobjective equations. The results are presented in Table 5. The first solution exhibits the highest desirability value and is the optimal parameter combination: A = 20 mm, B = 140 mm, C = 145 mm, D = 146 mm and E = 120 × 104 N.
The optimal result was verified using FEA software. The forming limit diagram of the part after optimisation is shown in Fig. 11, and the thinning distribution diagram of the part after optimisation is shown in Fig. 12. The forming limit diagram clearly shows that the optimised part was fully formed, the safe area covered most of the area of the drawing part and the wrinkling area was outside the trimming line.

Forming limit diagram of the part at the end of the drawing after optimisation

Thinning distribution diagram of the part after optimisation
5.3 Experimental verification
The drawing tools used in the experiment are shown in Fig. 13. The die tryout was conducted in a single-action sheet metal stamping hydraulic press using the optimised parameter combination. The cut-in time was controlled by adjusting the position of the edge- and notch-cutting blocks in the tools in assembly. The TWB tryout sheet was made from DC05 with a size of 1800 × 1270 mm and thicknesses of 0.7 and 1.2 mm. As shown in Fig. 14, the tryout parts are similar to the numerical simulations. The tryout part is fully formed from visual inspection and has minimal wrinkling in the binder-surface area. This wrinkling does not affect the final product because the area is outside the trimming line and will be cut in subsequent processes. The thicknesses of the final product area were measured by micrometre; the minimum thickness of the thick sheet area of the formed part is 0.950 mm and that of the thin sheet area of the formed part is 0.528 mm. The thinning rate of thicknesses meets the thickness tolerance requirements. Forming defects were controlled due to the introduction of edge and notch cutting and by identifying an optimal cut-in time. The numerical simulation results are consistent with the experimental results. Thus, the proposed method can provide guidance to actual production.

Experiment drawing tools: (a) lower die and binder and (b) upper die

(a) Experimental tryout part and (b) simulated drawing part
6 Conclusions
-
1.
The microstructures of the different regions of TWBs were different, which explains the differences in mechanical properties between TWBs and base materials. The tensile strength, yield strength and elongation to failure of the thin and thick materials were similar. The yield and tensile strengths of the TWBs were larger than that of the base materials and the elongation to failure of the TWBs is lower than that of the base materials.
-
2.
The cut-in time of edge and notch cutting was investigated in this study. Splitting and wrinkling can occur on the formed part when the cut-in time is late. Moreover, when the cut-in time is early, the material boundary line will flow into the trimming line or the piercing line.
-
3.
The following measurable indices were defined to analyse the numerical results: thinning index, thickening index and the minimum distance between the material draw-in and trimming lines. This made it extremely convenient to obtain statistical results and conduct subsequent optimisation analysis
-
4.
Orthogonal and multiobjective experiments were conducted to analyse and optimise the multiple process parameters. The optimal parameter combination was verified by experiments. Numerical simulation and experimental results indicated that the proposed method successfully addresses forming defects and reduces the number of tools, which means it can provide guidance in actual production.
Availability of data and materials
The authors declare that all date and material support their published claims and comply with field standards.
References
Wu T, Shen Q, Xu M, Peng T, Ou X (2018) Development and application of an energy use and CO2 emissions reduction evaluation model for China’s online car hailing services. Energy 154:298–307. https://doi.org/10.1016/j.energy.2018.04.130
Kaluza A, Kleemann S, Fröhlich T, Herrmann C, Vietor T (2017) Concurrent design & life cycle engineering in automotive lightweight component development. Procedia CIRP 66:16–21. https://doi.org/10.1016/j.procir.2017.03.293
Kong H, Chao Q, Rolfe B, Beladi H (2019) One-step quenching and partitioning treatment of a tailor welded blank of boron and TRIP steels for automotive applications. Mater Des. https://doi.org/10.1016/j.matdes.2019.107799
Saunders FI, Wagoner RH (1996) Forming of tailor-welded blanks MMTA 27(9):2605–2616. https://doi.org/10.1007/BF02652354
Song Y, Hua L (2014) Influences of thickness ratio of base sheets on formability of tailor welded blanks. Procedia Engineering 81:730–735. https://doi.org/10.1016/j.proeng.2014.10.068
Pallett RJ, Lark RJ (2001) The use of tailored blanks in the manufacture of construction components. J Mater Process Technol 117(1):249–254. https://doi.org/10.1016/S0924-0136(01)01124-4
Wang H, Zhou J, Zhao TS, Liu LZ, Liang Q (2016) Multiple-iteration springback compensation of tailor welded blanks during stamping forming process. Mater Des 102:247–254. https://doi.org/10.1016/j.matdes.2016.04.032
Merklein M, Johannes M, Lechner M, Kuppert A (2014) A review on tailored blanks—production, applications and evaluation. J Mater Process Technol 214(2):151–164. https://doi.org/10.1016/j.jmatprotec.2013.08.015
Kinsey BL (2011) 7 - Tailor welded blanks for the automotive industry. In: Kinsey BL, Wu X (ed) Tailor welded blanks for advanced manufacturing. Woodhead Publishing, pp 164–180. https://doi.org/10.1533/9780857093851.2.164
Basak S, Katiyar BS, Orozco-Gonzalez P, Baltazar-Hernandez VH, Arora KS, Panda SK (2019) Microstructure, forming limit diagram, and strain distribution of pre-strained DP-IF steel tailor–welded blank for auto body application. Int J Adv Manuf Technol 104:1749–1767. https://doi.org/10.1007/s00170-019-03938-1
Zadpoor AA, Sinke J (2010) 10 - Weld metal ductility and its influence on formability of tailor welded blanks. In: Sun X (ed) Failure Mechanisms of Advanced Welding Processes. Woodhead Publishing, pp 258–288. https://doi.org/10.1533/9781845699765.258
Schwinn J, Besel M (2019) Determination of residual stresses in tailored welded blanks with thickness transition for crack assessment. Eng Fract Mech 208:209–220. https://doi.org/10.1016/j.engfracmech.2019.01.010
Köklü U (2013) Investigation into the formability of Al-1050 tailor-welded blanks with antilock braking system. Int J Adv Manuf Technol 66(1):221–229. https://doi.org/10.1007/s00170-012-4320-z
Russo Spena P, Cortese L, Nalli F, Májlinger K (2019) Local formability and strength of TWIP-TRIP weldments for stamping tailor welded blanks (TWBs). Int J Adv Manuf Technol 101(1):757–771. https://doi.org/10.1007/s00170-018-2946-1
Abbasi M, Ketabchi M, Ramazani A, Abbasi M, Prahl U (2012) Investigation into the effects of weld zone and geometric discontinuity on the formability reduction of tailor welded blanks. Comp Mater Sci 59:158–164. https://doi.org/10.1016/j.commatsci.2012.02.039
Bandyopadhyay K, Basak S, Panda SK, Saha P (2015) Use of stress based forming limit diagram to predict formability in two-stage forming of tailor welded blanks. Mater Des 67:558–570. https://doi.org/10.1016/j.matdes.2014.10.089
Zadpoor AA, Sinke J, Benedictus R (2007) Mechanics of tailor welded blanks: an overview. Key Eng Mat 344:373–382. https://www.scientific.net/KEM.344.373
Ciubotariu V, Brabie G (2011) Weld line behaviour during uniaxial tensile testing of tailor welded blanks. Arch Civ Mech Eng 11(4):811–824. https://doi.org/10.1016/S1644-9665(12)60079-X
Xu F, Sun G, Li G, Li Q (2014) Experimental investigation on high strength steel (HSS) tailor-welded blanks (TWBs). J Mater Process Technol 214(4):925–935. https://doi.org/10.1016/j.jmatprotec.2013.11.018
Miles MP, Nelson TW, Decker BJ (2004) Formability and strength of friction-stir-welded aluminum sheets. MMTA 35(11):3461–3468. https://doi.org/10.1007/s11661-004-0183-8
Rossini M, Spena PR, Cortese L, Matteis P, Firrao D (2015) Investigation on dissimilar laser welding of advanced high strength steel sheets for the automotive industry. Mat Sci Eng A-Struct 628:288–296. https://doi.org/10.1016/j.msea.2015.01.037
Liu J, Wang A, Gao H, Gandra J, Beamish K, Zhan L, Wang L (2018) Transition of failure mode in hot stamping of AA6082 tailor welded blanks. J Mater Process Technol 257:33–44. https://doi.org/10.1016/j.jmatprotec.2018.02.028
Gomes T, Silva FJG, Campilho RDGS (2017) Reducing the simulation cost on dual-phase steel stamping process. Procedia Manufacturing 11:474–481. https://doi.org/10.1016/j.promfg.2017.07.138
Sigvant M, Pilthammar J, Hol J, Wiebenga JH, Chezan T, Carleer B, den Boogaard T (2019) Friction in sheet metal forming: influence of surface roughness and strain rate on sheet metal forming simulation results. Procedia Manufacturing 29:512–519. https://doi.org/10.1016/j.promfg.2019.02.169
Wang AL, Liu J, Gao HX, Wang LL, Masen M (2017) Hot stamping of AA6082 tailor welded blanks: experiments and knowledge-based cloud – finite element (KBC-FE) simulation. J Mater Process Technol 250:228–238. https://doi.org/10.1016/j.jmatprotec.2017.07.025
Gautam V, Kumar A (2019) Experimental and numerical studies on formability of tailor welded blanks of high strength steel. Procedia Manufacturing 29:472–480. https://doi.org/10.1016/j.promfg.2019.02.164
Qiu XG, Chen WL (2007) The study on numerical simulation of the laser tailor welded blanks stamping. J Mater Process Technol 187–188:128–131. https://doi.org/10.1016/j.jmatprotec.2006.11.128
Zadpoor AA, Sinke J, Benedictus R (2011) 4 - Numerical simulation modeling of tailor welded blank forming. In: Kinsey B L, Wu X (ed) Tailor Welded Blanks for Advanced Manufacturing. Woodhead Publishing, pp 68–94. https://doi.org/10.1533/9780857093851.1.68
Raymond SD, Wild PM, Bayley CJ (2004) On modeling of the weld line in finite element analyses of tailor-welded blank forming operations. J Mater Process Technol 147(1):28–37. https://doi.org/10.1016/j.jmatprotec.2003.09.005
Buste A, Lalbin X, Worswick MJ, Clarke JA, Altshuller B, Finn M, Jain M (2000) Prediction of strain distribution in aluminum tailor welded blanks for different welding techniques. Can Metall Quart 39(4):493–502. https://doi.org/10.1179/cmq.2000.39.4.493
ASTM E8/E8M–21 (2021) Standard test methods for tension testing of metallic materials ASTM International, West Conshohocken, PA. https://doi.org/10.1520/E0008_E0008M-21
Gong H, Wang S, Knysh P, Korkolis YP (2016) Experimental investigation of the mechanical response of laser-welded dissimilar blanks from advanced- and ultra-high-strength steels. Mater Des 90:1115–1123. https://doi.org/10.1016/j.matdes.2015.11.057
Sun Y, Li Y, Daniel WJT, Meehan PA, Liu Z, Ding S (2017) Longitudinal strain development in Chain-die forming AHSS products: analytical modelling, finite element analysis and experimental verification. J Mater Process Technol 243:322–334. https://doi.org/10.1016/j.jmatprotec.2016.12.019
Gronostajski Z, Pater Z, Madej L, Gontarz A, Lisiecki L, Łukaszek-Sołek A, Łuksza J, Mróz S, Muskalski Z, Muzykiewicz W, Pietrzyk M, Śliwa RE, Tomczak J, Wiewiórowska S, Winiarski G, Zasadziński J, Ziółkiewicz S (2019) Recent development trends in metal forming. Arch Civ Mech Eng 19(3):898–941. https://doi.org/10.1016/j.acme.2019.04.005
Banabic D (2010) Sheet metal forming processes. Springer, Berlin, Heidelberg. https://doi.org/10.1007/978-3-540-88113-1
Firat M, Karadeniz E, Yenice M, Kaya M (2013) Improving the accuracy of stamping analyses including springback deformations. J Mater Eng Perform 22:332–337. https://doi.org/10.1007/s11665-012-0257-5
Ouyang BY (2012) Numerical simulation of drawing process for laser tailor-welded blank of car door inner plate. Forging & Stamping Technology 37(1):41–44. https://doi.org/10.3969/j.issn.1000-3940.2012.01.012
Wen T, Wang H, Yang C, Liu LT (2014) On a reshaping method of clinched joints to reduce the protrusion height. Int J Adv Manuf Technol 71(9):1709–1715. https://doi.org/10.1007/s00170-014-5612-2
Xu F, Zhang S, Wu K, Dong Z (2018) Multi-response optimization design of tailor-welded blank (TWB) thin-walled structures using Taguchi-based gray relational analysis. Thin Wall Struct 131:286–296. https://doi.org/10.1016/j.tws.2018.07.007
Funding
This research was supported by the Science and Technology Research Program of Chongqing Municipal Education Commission (No. KJQN201801228), Chongqing Natural Science Foundation (No. CSTC2019JCYJ-MSXM1349) and Chongqing Artificial Intelligence and Wisdom Agriculture Funds (ZNNYKFB201902).
Author information
Authors and Affiliations
Contributions
H. Wang designed the study, performed the research, analysed data and wrote the paper. L.Z. Liu has carried out the mechanics experiment and microscopic characterization. H.B. Wang and J. Zhou has revised the manuscript.
Corresponding author
Ethics declarations
Consent to participate
The authors declare that they consent to participate in this paper.
Consent to publish
This manuscript is approved by all authors for publication.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Wang, H., Liu, L., Wang, H. et al. Control of defects in the deep drawing of tailor-welded blanks for complex-shape automotive panel. Int J Adv Manuf Technol 119, 3235–3245 (2022). https://doi.org/10.1007/s00170-021-08406-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-08406-3