
Abstract
To study the influences of expanding angles on extrusion-shearing-expanding (ESE) process of AZ31 magnesium alloy thin-walled tubes, microstructures and mechanical properties of tubes fabricated by ESE process with different expanding angles 130°, 140°, 150°, respectively, have been investigated by an optical microscope (OM) and an X-ray diffractometer (XRD). The load-stroke curves and equivalent strains changing with different expanding ratios of ESE die structures have been simulated by Deform-3D software. The research results showed that the expanding ratios and expanding angles have great influences on forming loads and equivalent strains, and ESE process can refine the grains of AZ31 magnesium alloy thin-walled tubes effectively, and grain sizes decreased with the dropping of expanding angles. When expanding angle is 140° and the temperature is 380°C, and the expanding ratio is 1.6, the comprehensive mechanical properties of the tubes with yield strength 122.3MPa, tensile strength 288.6MPa, and elongation 15.2% are the best. The texture intensities of AZ31 magnesium alloy were decreased due to the strong shearing force and the dynamic recrystallization (DRX) caused by ESE process. The basal plane of most grains have been deflected relative to the extrusion direction (ED) obviously.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Due to the advantages such as high specific strength, low cost, low density, and excellent machinability, magnesium alloys become a commercial alloy, and great attentions have been attracted by many researchers [1,2,3]. However, magnesium alloy exhibits poor workability at room temperature because of the inherent hexagonal close-packed (HCP) crystal structure [4]. In recent years, a great deal of researches have been carried out on how to improve the mechanical properties of magnesium alloys [5,6,7,8]. Many parameters have effects on mechanical properties of magnesium alloys such as processing technologies, temperatures, and textures [9]. For another, the large diameter magnesium alloy tubes with good mechanical properties have attracted great attentions. For example, Lei et al. [10] simulated the variations of extrusion pressures, extrusion temperatures, and welding pressures of a large-diameter AZ31 magnesium alloy tube by spread-dividing extrusion process. Li et al. [11] studied the effects of frictions on the deformation state during the tube expanding. The stress-strain mathematical expression about friction coefficients has been obtained, and effects of frictions on the neutral layers have been analyzed, and the expressions between relative radius and friction coefficient have been gained. Shen et al. [12] simulated the tube-expanding extrusion forming process of AZ31 magnesium alloy tube. The influences of different temperatures and die angles on the extrusion force were analyzed. The results show that the higher the temperature is, the smaller the extrusion force is. Dong et al. [13] optimized the hot extrusion process of large caliber magnesium matrix composite tube and analyzed the changes of microstructures and mechanical properties and revealed the micro mechanism during deformation. The extruded tubes of SiCp/AZ91 composite with outer diameter of 260 mm and 130 mm have been formed successfully under the best process (extrusion temperature 400°C, extrusion speed 1 mm/s).
Many studies have been carried out on the diameter expanding of magnesium alloys. However, most studies are related to numerical simulation analysis, or cracks or holes and other defects on the surfaces of the thin-walled tubes. The purposes of the present researches are to manufacture large-diameter thin-walled tubes with excellent mechanical properties and good surface quality by extrusion-shearing-expanding (ESE) process which includes direct extrusion and continuous shearing-expanding. The influences of different expanding ratios and expanding angles on ESE process of AZ31 magnesium alloy thin-walled tubes have been explored by experiments and numerical simulations.
2 Experimental
The initial material was the commercial AZ31 magnesium alloy. The chemical composition of AZ31 is shown in Table 1. The billets were machined into the tube with outer diameter of 39.8mm and inner diameter of 20.2mm and the length of 80mm. The billets were annealed at 673 K for 12h before the extrusion-shearing-expanding [14]. The numerical simulations have been carried out by ESE process with expanding ratios 1.6, 2.0, and 2.5, respectively. The experiment have been carried out by ESE process with expansion ratio 1.6, and the expanding angles were 130°C, 140°C, and 150°C, respectively, and the preheated temperature of tube billet was 380°C.
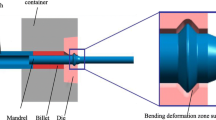
The schematic diagram of extrusion equipment and tubes prepared by ESE process is shown in Fig. 1, and the schematic diagram of ESE process is described in Fig. 2.The expanding ratio is defined as the ratio of inner diameter of formed tube (D1) by ESE process to the inner diameter of the tube billets (D3). The expanding angle ɑ is defined as an angle between the expanding zone and the upsetting zone as show in Fig. 2.With the development of ESE process, the diameter of tube would be enlarged. The extrusion experiments have been carried out by hydraulic equipment with extrusion rate of 5mm/s. The relevant simulations and experimental parameters are shown in Table 2. The microstructures of formed tubes have been observed by an optical microscope (OM) along the longitudinal sections. The formed tubes with different expanding angles have been cut into the standard tensile samples as depicted in Fig. 3, and the tensile testing was carried out on the MTS machine with tensile speed 1mm/min. The textures of tubes fabricated by ESE process with different expanding angles were analyzed by XRD.

a, b Experimental equipment and the formed tube prepared by ESE process

Schematic diagram of three and two dimensional die structures of ESE process

Schematic diagram of tensile specimens
3 Results and discussion
3.1 The load-stroke curves varying with different expanding ratios
Figure 4 shows that load-stroke curves varying with different expanding ratios of ESE die and preheated temperature of tube billet 380°C.The expanding ratio is defined as the ratio of the inner diameter of the formed tube (D1) to the inner diameter of the upsetting tube (D3). It can be seen from the image that load-stroke curves can be divided into three steps during the ESE process, which include the upsetting step, diameter expanding step, and tube sizing step. When the stroke is about 6mm, the upsetting deformation of the billet is complete, and the loads increase. When the stroke is about 13mm, the ESE process would be complete basically. During ESE process, the loads increase obviously because of severe plastic deformation of tube billet, and bigger extrusion forces would be required. And growth rates of loads are higher than the upsetting stage obviously. Loads fluctuate up and down during the sizing region of ESE process. On the other hand, the loads increase obviously with the rising of the expanding ratios.

Curves of load-stroke with different expanding ratios of ESE die
3.2 Equivalent strain evolution with different expanding angles
The optimized die structures especially expanding angles are advantageous to ESE process. The expanding angle ɑ is defined as an angle between the expanding zone and the upsetting zone as shown in Fig. 2. The optimized expanding angle could avoid tube burst, and promote the performances of the tubes prepared by ESE process. The simulations of different expanding angles (130°, 140°, 150°) have been carried out by the Deform-3D software. The simulation results are shown in Fig. 5. It is clearly seen that the equivalent strains decrease with rising of the expanding angles. The variation tendency of equivalent strains with different expanding angles of ESE die is similar.

Equivalent strains with different expanding angles during ESE process. (a) 150°, (b) 140°, (c) 130°
The stresses are concentrated in the shearing deformation zone during the ESE process and there exits severe plastic deformation. The largest equivalent strain is about 8 in the shearing deformation zone when the expanding angle is 130°.
3.3 Flow velocities varying with different expanding angles of ESE die
The expanding angles have great influences on the metal flow behaviors, and the point tracking method is used to describe velocity evolution. The P1, P2, and P3 have been selected as the designated points shown in Fig. 6 a. Figure 6 b, c, and d are the velocity fields during ESE process with different expanding angles of ESE die. It can be found that expanding angles have great influences on metal flow behaviors of AZ31 magnesium alloy. The maximum flow velocities are about 60, 37, and 33 for different expanding angles of ESE die. According to the results of point tracking, flow velocities of the center part in tubes are higher than those of the edge parts during the ESE process. If expanding angles are reduced, the metal flow performance of tube billets would reduce.

The distributions of velocity fields with different expanding angles during ESE process. a The original points, b 150°, c 140°, d 130°
3.4 Tensile tests
Table 3 shows the tensile test results of samples prepared by ESE process with different expanding angles 130°, 140°, and 150° for ESE die. The experiments have been carried out by ESE process with expanding ratio of ESE die 1.6 and preheated temperature of tube billet 380°C. When the expanding angle is 130°, the yield strength is 130.6MPa, and ultimate tensile strength 300MPa, and elongation 14.8%. The yield strength, ultimate tensile strength, and elongation of the formed tube are 122.3MPa, 288.6MPa, and 15.2%, respectively, if the expanding angle is 140°. If the expanding angle is 150°, the yield strength of the formed tube is 113.4MPa, and ultimate tensile strength 272.6MPa, and elongation 13.6%. In short, the comprehensive mechanical properties of the tubes prepared by ESE process are the best when the expanding angle of ESE die is 140°, and other conditions are the same.
3.5 The XRD analysis
Figure 7 shows the pole figures of AZ31 magnesium alloy in the tubes prepared by ESE process with different expanding angles. Generally speaking, the formed tubes would exhibit strong basal textures, and the textures would distribute along the extrusion direction (ED), for the basal texture formation would affect performances of thin-walled tubes, so it is necessary to weaken the texture intensities [17]. During the traditional direct extrusion process, the fiber textures would be generated. But strong shearing effects would product during ESE process. The fiber textures would be changed due to the strong shear deformation and dynamic recrystallization of magnesium alloy during the ESE process. The orientations of new nucleated grains during dynamic recrystallization would increase randomly, and more oriented grains with non-basal plane would generate, and the intensities of basal textures may be weakened. When the expanding angle of ESE die is 150°, the basal plane (0001) of most grains are still parallel to the ED, and grain orientations are concentrated relatively. The shearing forces are small relatively during ESE process with larger expanding angles, and the slip direction of most grains may deflect towards the stress principal axis. Basal plane of most grains have deflected along the ED obviously if the expanding angles are changed. The intensities of textures as show in Fig. 7(b) have been weakened significantly, and the intensity value is about 9.4. When the expanding angle is 130°, the dispersion degree of (0001) basal plane in pole diagram is the highest.

Pole diagrams of AZ31 magnesium alloy fabricated by ESE process with different expanding angles of ESE die. (a) 150°, (b) 140°, (c) 130°
3.6 Microstructures
Figure 8 a shows the microstructures of annealed AZ31 magnesium alloy in tube billets as initial raw material. It can be seen that the grains are coarsen after annealing. Figure 8 b, c, and d show the microstructures of tubes fabricated by ESE process with different expanding angles and preheated temperature of tube billet 380°C during ESE process. It can be seen that the microstructures are refined obviously after ESE process, and the original coarse grains are refined from average grain size 70μm to about 8μm, and become uniform equiaxial grains. The large shearing strains might be caused by the severe plastic deformation in the extrusion-shearing-expanding region, and the deformed grains would turn into dynamic recrystallized grains. By combining the previous experimental results [18, 19], the dynamic recrystallization (DRX) would occur during the extrusion-shearing process. The degree of recrystallization may be changed with the expanding angles of ESE die during the ESE process. When the expanding angle is 150°, the shearing stress is small in the expanding area, and the dynamic recrystallization (DRX) volume fraction is small relatively. It is characterized by fine equiaxed recrystallized grains which is shown in Fig. 8 b. If the expanding angle is 140°, the dynamic recrystallization volume fraction increases with rising of shear stresses caused by ESE die with smaller expanding angle. The homogeneity of the microstructures increases with rising of strains which are shown in Fig. 8 c and d.

Microstructures of specimens for tubes fabricated by ESE process with different expanding angles, a annealed, b 150°, c 140°, d 130°
4 Conclusion
-
(1)
The grain sizes of AZ31 magnesium alloy can be refined by ESE process significantly, and average grain size is about 8 μm when the expanding angle is 130°.
-
(2)
During ESE process, the loads-strokes and the equivalent strains are the largest in the shearing-expanding region. The expanding ratios and expanding angles have great influences on loads-strokes and equivalent strains. The forming loads increase with rising of the expanding ratios, and the equivalent strains decrease with rising of the expanding angles.
-
(3)
The comprehensive mechanical properties of the tubes fabricated by ESE process vary with the change of the expanding angles. When the expanding angle and expanding ratio and preheated temperature of tube billet are 140°, 1.6, and 380°C,respectively, the comprehensive mechanical properties are the best, and yield strength and tensile strength and elongation are 122.3MPa, 288.6MPa, and 15.2%, respectively.
-
(4)
The expanding angles have great influences on the texture intensities due to the strong shear force caused by ESE die and the DRX of AZ31 magnesium alloy tube prepared by ESE process with different expanding angles, and basal plane of most grains has been deflected relative to the extrusion direction (ED) obviously.
Data availability
he raw/processed data required to reproduce these findings cannot be shared at this time as the data also forms part of an ongoing study.
References
Li ZZ, Yang YQ, Zhang M (2008) Transformation mechanism of lamellar microstructure of AZ80 wrought Mg alloy during warm deformation [J]. Trans Nonferrous Metals Soc China 18(S1):s156–s159
Zhao GZ, Yang L, Duan XX, Ren XH, Zhu LM, Yang TJ, Guo XY, Hao SN (2012) Microstructure evolution and mechanical properties of AZ80 alloy reheated from as-cast and deformed states [J]. Trans Nonferrous Metals Soc China 22(S2):s450–s456
Li Y, Zhang ZM, Xue Y (2011) Influence of aging on microstructure and mechanical properties of AZ80 and ZK60 magnesium alloys [J]. Trans Nonferrous Metals Soc China 21(4):739–744
Zhang J, Fang C, Yuan F (2011) Liu C.A comparative analysis of constitutive behaviors of Mg−Mn alloys with different heat-treatment parameters [J]. Materials Design 32(4):1783–1789
Bai Y, Ye B, Wang LY, Zhao BB, Yu X, Lu Y, Kong XY, Ding WJ (2021) A novel die-casting Mg alloy with superior performance: study of microstructure and mechanical behavior[J]. Mater Sci Eng A 802:140655
Liu D, Liu ZY, Wang ED (2015) Evolution of twins and texture and its effects on mechanical properties of AZ31 magnesium alloy sheets under different rolling process parameters[J]. Trans Nonferrous Metals Soc China 25(11):3585–3594
Sheng K, Lu LW, Xiang Y, Ma M, Wu ZQ (2019) Crack behavior in Mg/Al alloy thin sheet during hot compound extrusion[J]. Journal of Magnesium and Alloys 7:717–724
Wang J, Zhu XR, Xu YD, Wang R, Nie JJ, Zhang LJ (2014) Effects of rare-earth Ce and Y on microstructure and mechanical properties of AZ80 Mg alloys[J]. The Chinese Journal of Nonferrous Metals 24(01):25–35
Liu XY, Lu LW, Sheng K, Zhou T (2019) Microstructure and texture evolution during the direct extrusion and bending–shear deformation of AZ31 magnesium alloy. Acta Metallurgica Sinica(Engl Lett) 32:710–718
Lei TF, Pan F (2019) Simulation study on SDEP extrusion process of AZ31 magnesium alloy tube with large diameter[J]. Hot Working Technology 48(01):174–177
Li JQ, Yang XH, Yao ZY (2008) Effect of friction on deforming condition during tube expanding process[J]. Forging & Stamping Technology 01:133–135
Shen Q, Wu ZL, Yuan RS, Song DF (2013) Numerical simulation of tube-expanding extrusion process of magnesium alloy[J]. Hot Working Technol 42(07):82–85
Dong CC, Zhou HT, Li XJ, Wang XJ, Wu K (2020) Hot extrusion process of large caliber SiCp/AZ91 composite pipe[J]. J Netshape Forming Engineering 12(05):53–58
Chen G, Chan X, Zhang J, Jin Y, Zhao Z (2020) Microstructures and mechanical properties of in-situ Al3Ti/2024 aluminum matrix composites fabricated by ultrasonic treatment and subsequent squeeze casting[J]. Met Mater Int 26:1574–1584
Lin JB, Wang QD, Liu MP, Chen YJ, Roven HJ (2012) Finite element analysis of strain distribution in ZK60 Mg alloy during cyclic extrusion and compression[J]. Trans Nonferrous Metals Soc China 22(08):1902–1906
Tian Y, Hu HJ, Zhang DF (2021) A novel severe plastic deformation method for manufacturing Al/Mg bimetallic tube[J], Int Jo Advanc Manufact Technol 2021. https://doi.org/10.1007/s00170-021-07513-5
Chen ZH, Xia WJ, Cheng YQ, Fu DF (2005) Texture and anisotropy in magnesium alloys[J]. The Chinese Journal of Nonferrous Metals 01:1–11
Hu HJ, Zhang DF, Yang MB, Deng M (2011) Grain refinement in AZ31 magnesium alloy rod fabricated by extrusion-shearing severe plastic deformation process[J]. Trans Nonferrous Metals Soc China 21(02):243–249
Hu HJ, Zhang DF, Pan FS (2010) Die structure optimization of equal channel angular extrusion for AZ31 magnesium alloy based on finite element method[J]. Trans Nonferrous Metals Soc China 20(02):259–266
Funding
This study received financial support from the General project of National Natural Science Foundation of China (52071042, 51771038), the Chongqing Talent Project (cqyc202003047), and the Chongqing Natural Science Foundation Project (cstc2018jcyjax0249 and cstc2018jcyjax0653).
Author information
Authors and Affiliations
Contributions
• Hongjun Hu is the corresponding author of this paper who wrote the paper.
• Ye Tian did the examples and wrote the article in this paper.
• Pengcheng Liang did the experiments.
• Dingfei Zhang researched the microstructure analyses in this paper.
• Zhongwen OU provided technical guidance.
Corresponding author
Ethics declarations
Ethical approval
No animals have been used in any experiments.
Consent to participate
No humans have been used in any experiments.
Consent to publish
The author confirms that the work described has not been published before (except in the form of an abstract or as part of a published lecture, review, or thesis); that it is not under consideration for publication elsewhere; that its publication has been approved by all co-authors, if any; and that its publication has been approved (tacitly or explicitly) by the responsible authorities at the institution where the work is carried out.
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Tian, Y., Hu, H., Liang, P. et al. Influences of expanding angles on extrusion-shearing-expanding processing of AZ31 magnesium alloy thin-walled tubes. Int J Adv Manuf Technol 118, 751–758 (2022). https://doi.org/10.1007/s00170-021-07898-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-07898-3