
Abstract
This article establishes a finite element method (FEM) model to characterize and classify the chip morphologies of Inconel 718, which tends to form shear localized chips. Orthogonal cutting simulations in a wide range of speeds with three uncut chip thicknesses are carried out to model the plastic deformation of Inconel 718 and thus the formation of the serrated chips by utilizing the Johnson-Cook (JC) constitutive law with the criterion of the accumulated plastic strain. Evolution trends of the chip deformation results are of the main interest and focus is placed on the chip segmentation. Simulation results show that Inconel 718 exhibits a chip pattern transition from the continuously smooth form to the regularly serrated form with the increase of cutting speed. However, the disappearance of chip serration is also observed at still higher cutting speeds. The primary shear angle and the segment inclination finally reach the same asymptotic value of 45∘. The shear band spacing drops significantly before the two plateau regions are achieved. Apart from these, the scatter plot of specific cutting force tends to be a concave shape, while the scatter plot of chip segmentation degree tends to be a convex shape. Meanwhile, the chip thickness ratio approaches an asymptotic value, and the average velocity of chip sliding on the tool rake face almost equals the cutting speed. At the same time, the simulation results are compared to the results by experiments or simulations in the published literatures. Moreover, the FEM model is validated by comparing the chip morphologies from the experiments and the simulations, respectively. The proposed work is fundamental for not only increasing understandings of the metal cutting process of Inconel 718, but also hypothetically providing a framework of the chip generation under the cutting speed from low to high range.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Nickel-based superalloys are widely used in the hot sections of aircraft engines for critical components such as vanes, discs and liners in gas turbines, mainly because of their excellent mechanical strength at elevated temperatures, resistance to wear and chemical degradation [1]. Among the nickel-based superalloys, Inconel 718 is well known and considered as an extremely difficult-to-cut material [2,3,4]. As reported in Ref. [5], the relative machinability (feed rate) of Inconel 718 was about \({\frac {1}{{16}}}\) of aluminum alloy, \({\frac {1}{{6}}}\) of mild steel and \({\frac {1}{{4}}}\) of stainless steel, respectively. Besides, it is noted in Refs. [6, 7] that the range of cutting speeds for high speed milling of nickel-based alloys was about 50 m/min \({\sim }\) 600 m/min, which was the lowest high speed milling range when compared to those of titanium, steel, cast iron, bronze brass, aluminum and fiber reinforced plastics. Poor machinability of Inconel 718 is often due to its low thermal conductivity, high toughness, work hardening behavior and chemical affinity for most tool materials [5, 8, 9]. These features cause the alloy’s milling, drilling and turning at much lower cutting speeds and feeds. Therefore, practical machining of Inconel 718 to achieve favorable metal parts usually needs more time and higher cost.
When machining nickel alloys is concerned, the growing demand for high production efficiency has prompted continuous research of excellent cutting tool materials and machining methods. One progress that can improve the machinability of nickel alloys is the development of high speed machining technology, which has advantages of high metal-removal rate with low cutting force, good machining accuracy and sound surface finish [3, 10]. The machining characteristics and the chip morphologies of Inconel 718 under conventional cutting speeds have been studied extensively. However, the range of very high cutting speeds is still largely unexploited. The main reason is that high cutting speed also encourages the emergence of highly serrated chips [11], which usually leads to cutting instability correlated with increased tool wear, degraded surface finish and reduced machining accuracy [12].
Another progress is that finite element softwares have been developed to help simulate a particular machining operation in the computational environment. It not only promotes better understanding of the cutting process but also saves time and money in generating reasonable solutions, like obtaining optimal cutting parameters. Finite element analysis was firstly applied to study mental cutting process in the early 1970s when Tay et al. [13] developed a two-dimension (2D) FEM model for the orthogonal turning of a free-machining steel in order to determine the temperature distribution in chip and cutting tool. Since then, two and three dimensional simulations of machining have been developed. Through FEM simulations, a rich set of variables such as the fields of strain, stress and temperature [14] can be obtained to predict the material deformation characteristics and the machining performance. Parameters such as cutting speeds and feeds can directly influence chip morphology, cutting force and other quantities related to the chip formation process. Thus, many investigators have developed various analytical and numerical models to comprehend the features that relate to the chip formation process.
One of the main characteristics in machining of Inconel 718 is to produce the serrated or the segmented chips, which involve large strains, high strain rates and high temperatures, in a wide range of cutting speeds and feeds. Existing studies show that on the one hand, the chip serration or segmentation by shear localization affects the machined surface integrity. On the other hand, the serrated or the segmented chips by shear localization are easy to break, and this contributes to the chip’s evacuation and disposal [15], and thus the automation of machining operations and other applications involving chip recycling [16, 17]. Actually, shear localized bands, from a few micrometers to a few tens of micrometers wide [18] observed within the serrated chips, are alternately separated by segment bulks [19]. With poor thermal properties, the generated heats are concentrated, and further increase the local temperature to a high value since the heat diffusion does not have enough time to smooth the temperature field. Then adiabatic shearing happens where plastic deformation is highly intense [20]. Consequently, materials in the shear zones are subject to thermal softening and rapid deformation [21], and they in turn contribute to strain localization and temperature rising. Thus, cutting simulations to understand the chip formation mechanism of Inconel 718 is vital for machining this alloy effectively and efficiently. Much work needs to be done to analyze the serrated chip formation mechanism of Inconel 718 that covers onset, propagation and interaction of adiabatic shear bands.
Chip formation in machining plays an important role in the cutting process, and chip morphology often reflects the choice of cutting conditions [22]. In this work, a FEM model is established to explore the serrated chip formation mechanism and the chip morphology evolution of Inconel 718. Orthogonal cutting simulations are conducted by combining a wide range of cutting speeds. It is useful to grasp the details that involve in the chip formation process, and this cannot be easily obtained by actual cutting operations. The proposed work is as follows. First, descriptions of the FEM model employed for the orthogonal cutting simulations are given. Second, simulations are conducted to collect the generated chips and the cutting forces. Third, results obtained from the orthogonal cutting simulations are quantitatively analyzed, and experiments are designed and conducted to validate the FEM model. Finally, overall conclusions are summarized.
2 Numerical modeling
2.1 Basic simulation procedure
Various FEM simulations have been developed to study the cutting response of different metals and alloys. In this work, the Johnson-Cook (JC) model [23], which is a strain rate- and temperature-dependent viscoplastic material model suitable for materials subject to large strains, high strain rates and high temperatures, is adopted. The von Mises tensile flow stress, i.e., σ, involved in the model is expressed as follows [23].
where the equivalent plastic strain ε is expressed as \({\varepsilon = {\int \limits } {\mathop \varepsilon \limits ^ \cdot dt}} \) with \({\mathop \varepsilon \limits ^ \cdot } \) being the equivalent plastic strain rate with respect to the reference plastic strain rate \({{\mathop \varepsilon \limits ^ \cdot }_{0}} \). T is the current material temperature in Kelvin. T0 is the reference temperature. Tm is the material melting temperature. It should be pointed out that the items appearing in the first, the second and the third brackets describe the effects of the strain hardening, the strain rate hardening and the thermal softening in the plastic flow, respectively.
In this study, evolution trends of the chip deformation results are of the main interest, and focus is placed on the chip segmentation. Therefore, emphasis is not put on modifications and improvements of the JC constitutive law, and the existing one, i.e., Eq. (1), is used in the study. For Inconel 718, the basic parameters required in the JC model together with the main physical and mechanical property parameters, are taken from the work reported in Ref. [24], as listed in Tables 1 and 2. The main physical and mechanical property parameters of the tool used for simulations is taken from the Ref. [14], as listed in Table 2. The fraction of inelastic heat β used in the FEM simulations is treated as a constant of 0.9 for considering the heat generation rate due to the work of the plastic deformation of Inconel 718.
To well simulate how the elements of the workpiece material separate to form the chip and the machined surface, one of the most important aspects is damage and separation principle, such as node separation, element deletion and adaptive remeshing [25]. There are two criteria, which are widely used to describe the separation between chip and workpiece matrix. The first is the geometric criterion [26, 27], and the second are physical criteria [28,29,30]. The former uses a critical distance, which is defined as the length between the tool tip on the cutting path and the unit node in front of the tool tip, to judge whether it reaches the preset critical failure value. Once the distance reaches the preset critical failure value, the node will fracture and separate into two nodes. One will continue to flow with the formed chip, and the other node will remain on the machined surface. The latter takes the equivalent plastic strain, fracture stress, strain energy density or other physical variables as the criterion for chip separation from workpiece matrix [30]. That is, as long as the physical variables at the tool tip reach the preset critical value, the unit nodes are separated.
In this work, a damage criterion is used based on the accumulated plastic strain. The material element is assumed to be undamaged from the surrounding elements when the accumulated value ε is smaller than the critical value εcrit, and it is totally damaged when ε reaches εcrit. Here, it should be pointed out that the critical strain is used to avoid excessive mesh distortion in the finite element computation, and this damage criterion was previously proved to be effective in predicting the failure of ductile materials subject to high loading rates in different situations [31, 32]. In this work, fracture is controlled by εcrit and can be triggered by the high level of plastic localized strain within shear bands.
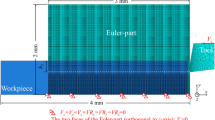
In order to analyze and clarify the link between the adiabatic shearing, the chip morphology and the cutting conditions, a plane strain model of orthogonal cutting is developed using the finite element with Lagrangian formulation. The basic geometry of the numerical model and the 2D-FEM model for orthogonal cutting process are shown in Fig. 1. The workpiece is considered as plastic material whereas the cutting tool is treated here for simplicity as a rigid body. The heat conductions between the workpiece matrix, the tool surface and the chip have been considered and thus set in the cutting simulations.

a Orthogonal cutting configuration and decomposition of the workpiece material with three different zones [33]. b 2D-FEM model for orthogonal cutting process
A sharp tool is considered and only one degree of freedom along the cutting direction is allowed. The cutting speed Vc is applied to the reference point (RP) on the tool right-top corner. Mechanical boundary conditions are defined to fix the workpiece at the bottom and the two sides, and it means no rotational or translational degrees of freedom. The tool rake angle α and the tool clearance angle γ are set as 0∘ and 6∘, respectively. The cutting speed Vc and the uncut chip thickness t1 vary in different simulations. If Vc is larger than 10 m/s, the overall friction coefficient is very small [34], and its speed dependence is poorly known. For the convenience of study, the mechanical contact at the tool-chip interface is defined as a friction-free constraint for the large range of speeds explored.
The mesh of workpiece is divided into the three different zones with different mesh densities, namely, the uncut chip material (zone A), the fracture material (zone B) and the workpiece matrix (zone C). Finer meshes in zone A are used to capture the high level of strain localization in the narrow shear bands for better accuracy. The layers of material that will be removed by the cutting tool are comprised of zone A and zone B (thin joint layer of 5 μm in thickness). The upper limit of zone C corresponds to the machined surface. The meshes at zone B and zone C are parallel to horizontal and vertical directions, while the mesh at zone A is characterized by an inclination angle δ with the tool rake face. This orientation of mesh is aimed to facilitate the formation of the segmented chip flow during orthogonal cutting [24, 35,36,37]. An optimal mesh orientation δ = 45∘ reported in Refs. [24, 33] is adopted.
The shear damage parameter εcrit is assigned to zone B. Up to failure, zone B behaves according to the JC model. No remeshing technique is used. The damage can evolve in a defined displacement Dcrit and an element is deleted when ε = εcrit, and it enables the chip to be separated from the workpiece matrix. It should be noted that εcrit is the fracture strain for shear damage and Dcrit is the displacement at failure for damage evolution. Therefore, fracture can propagate along the shear band where the plastic strain is localized.
2.2 Analysis of chip morphology
Orthogonal cutting simulations were conducted to analyzed the effects of various cutting speeds Vc under three uncut chip thicknesses (or depths of cut) t1 on the adiabatic shear banding in the orthogonal cutting process. An idealized model for a regularly segmented chip along the tool rake face is illustrated in Fig. 2a. The serrated chip morphology can be characterized by the parameters of the maximum chip thickness \({t_{c\_{\max \limits } }}\), the minimum chip thickness \({t_{c\_{\min \limits } }}\), the shear band thickness δs, the spacing between neighboring shear bands Ls, the serrated chip pitch L1, the segment inclination ϕseg and the shear angle ϕs (orientation of the primary shear zone). Besides these parameters, there are some other variables for chip morphology analysis. For instance, Vchip is the mean velocity of chip sliding on the tool rake face. Vs and Vseg represent the velocity discontinuity along shear planes.

a An idealized model for a regularly segmented chip with definitions of quantities and its hodograph. b A chip morphology obtained from FEM simulation of orthogonal cutting of Inconel 718 (Vc = 40 m/s, t1 = 200 μm). c Characterizations of \({{L_{s\_{\max \limits } }} = {\mathrm {A}_{1}}{\mathrm {A}_{2}}}\), \({{L_{s\_{\min \limits } }} = {\mathrm {B}_{1}}{\mathrm {B}_{2}}}\), L1 = C1C2 and \({{\phi _{s}} = \angle {\mathrm {D}_{1}}{\mathrm {D}_{2}}{\mathrm {D}_{3}}}\) refer to Molinari et al. [33]
A view of the segmented chip obtained from the orthogonal cutting simulation is shown in Fig. 2b. The segmented morphology shows that the chip is somehow continuous though it depicts a serrated pattern, according to the description and the subdivision of the continuous chips in Refs. [38, 39]. Concentrations of the plastic deformation (shear strain localization) are observed in Fig. 2b and c. Consequently, these deformations cause the irregularity of chip thickness and the fluctuation of cutting force.
The intensity of chip serration is characterized by the degree of segmentation, i.e., Ds, which is evaluated as follows [11, 40].
The shear angle ϕs and the segment inclination ϕseg are differentiated, as shown in Fig. 2a. The segment inclination ϕseg is the final orientation of shear bands, while the shear angle ϕs represents the orientation at the onset of shear banding similar to that describing shear orientation in the primary shear zone of a continuously smooth chip. Since the pattern of chip segmentation is not quite regular, the shear angle ϕs can be identified from the serrated chip simulated, as illustrated in Fig. 2c. That is, it is the average value of \({\angle {\mathrm {D}_{1}}{\mathrm {D}_{2}}{\mathrm {D}_{3}}}\). \({L_{s\_{\max \limits } }}\), \({L_{s\_{\min \limits } }}\) and L1 are the average lengths of A1A2, B1B2 and C1C2 measured along the chip segment, respectively.
The segment inclination ϕseg is related to Ls and L1 and it can be calculated by
Since orthogonal cutting is considered in this work, α = 0∘ is used.
It is noted that the simulated chip morphology, as shown in Fig. 2b, is not as regular as that in Fig. 2a. The chip is divided into small segments by spaced shear bands. In fact, irregularities are observed in the serrated chip’s thickness and shear bands are curved. The spacing Ls between neighboring shear bands near to the chip’s free surface appears to be smaller than that near to the chip’s back surface. Therefore, Ls in Fig. 2c have to be viewed as the average value measured along the chip segment and it can be defined by
The frequency of chip serration is the frequency of shearing plane formation determined from the chip geometry. Thus, the frequency of chip segmentation fseg can be identified here with the number of segments produced per unit time [11, 41] as follows.
where N is the number of segments, and Tc is the time of cutting.
In the serrated chip formation, each segment is limited by two shearing planes. Considering that the distance between neighboring teeth (known as the serrated chip pitch as shown in Fig. 2a) is equal to the chip segment length measured in the direction of tool rake face, the average velocity of chip Vchip sliding on the tool rake face can be estimated by
By applying the condition of the volume conservation that follows Vc ⋅ t1 = Vchip ⋅ tchip in plastic deformation, the average thickness of chip tchip sliding on the tool rake face with Eq. (6) is thus given by
From Fig. 2b and c, it can be found that the equivalent plastic strain (i.e., PEEQ) is mainly concentrated along the shear localized bands. But the shear bands are wider at the chip’s back side than those at the chip’s free side. The chip’s serrated flow motion is quite inhomogenous since the workpiece materials inside shear bands are deformed seriously along the shear direction, while those outside the shear bands remain almost undeformed. The widely observed shear bands between sawteeth indicate that the serrated chip flow under high speed machining is closely related to the repeated shear banding.
3 Simulation results and discussion
3.1 Evolution of chip morphology
Chip morphologies with strain contours collected during the orthogonal cutting simulations at various speeds with the three used uncut chip thicknesses are shown in Fig. 3. It can be seen that at relatively low speeds within the high cutting speed range, the continuously smooth chips indicate homogeneous deformation without shear localized bands inside when the removed layer of material flows across the primary shear zone (chip formation region), whereas, at intermediately high cutting speeds, plastic deformation in the primary shear zone is not homogeneous and intense localized deformation is involved within the chip. Consequently, when shear bands penetrate the chip thoroughly, it is the serrated chip comprised of two distinct regions, i.e., the grossly inhomogeneous deformation with shear localization between neighboring segments and the relatively low deformation within individual segment bulks. With the advancing of cutting tool, the segment just formed seems to be crushed out of shape by the one being formed, thus, it is then pushed upwards on the tool rake face. But at extremely high cutting speeds, the disappearance of chip serration is observed. Shear bands even do not penetrate through the chip. The chips emerge as continuously smooth ones with shear localized bands inside.

Chip morphologies collected at various cutting speeds with three uncut chip thicknesses
At the relatively low cutting speed Vc = 2 m/s, the chips do not have shear bands, and they are continuously smooth similar to those encountered at conventional cutting speeds and feeds. For cutting speed Vc = 6 m/s, the onset of shear bands is observed. For cutting speeds Vc = 40 m/s and Vc = 100 m/s, the chips are regularly serrated in form and in frequency. The presence of all shear bands penetrating the chip thickness thoroughly is observed. For cutting speed Vc = 150 m/s, shear bands are more or less formed. Some shear bands even do not cross the entire chip thickness. For still higher cutting speeds Vc = 200 m/s and Vc = 240 m/s, the chips appear to be uniform in thickness. A family of shear bands is clearly seen within the chips accumulated at the chips’ back side, but few of them can reach the free side of the chips. Many shear bands are activated and almost simultaneously growing within the chip formation region. Interaction between neighboring shear bands happens. A possible interpretation is that at this high level of cutting speeds, the shear bands do not have enough time to propagate from the tool tip to the chip’s free surface. These shear bands are pushed away from the chip formation region by material convection due to chip flow before they can be fully developed. As shown in Fig. 3, the increasing cutting speed also seems to have the effect of reducing the average chip thickness. It must be noted that a certain irregularity of chip segmentation occurs at cutting speeds of high level. The measures presented in Fig. 2c are performed on chips with a total cutting length of 2 mm and more than 5 measurements for each quantity of each simulated chip. Therefore, the values of simulation results are symbolized by the corresponding average value.
3.2 Mechanism of serrated chip formation
Shear localized bands can develop during rapid deformation of high speed machining. Figure 4 shows a new shear band that propagates from the tool tip and through the entire chip thickness, and it clearly depicts the evolution of shear strain localization at a given cutting speed and a depth of cut. After a shear band is fully developed, the strain localization reaches a high level within the bands. Another new shear band will not nucleate at the tool tip before the one being formed is squeezed out of the primary shear zone. Therefore, interactions between neighboring shear bands will not arise within a regularly serrated chip.

Evolution steps of the regularly serrated chip formation simulated at cutting speed Vc = 40 m/s and uncut chip thickness t1 = 200 μm
Three main stages of the regularly serrated chip formation are summarized and schematically shown in Fig. 5 according to the evolution steps depicted in Fig. 4. In stage one, the workpiece material bulges with negligible deformation ahead of the advancing tool and a new shear band starts from the tool tip. During the second stage, the shear band runs almost parallel to the cutting velocity vector Vs as depicted in Fig. 2a, gradually propagates and concavely curves upwards until it meets the chip’s free surface. In the third stage, the shear band propagates through the entire chip thickness. At this stage, highly intense concentrated shear band is formed, and it can be observed at the evolution steps of seven and eight, as shown in Fig. 4. It is interesting to note that the three main stages of the regularly serrated chip formation were also summarized based on the micrographs of collected chips by Wang et al. [42] in ultra-high speed machining of super alloy Inconel 718, and by Sutter and List [11] in the very high speed cutting of titanium alloy Ti-6Al-4V. Although nickel alloy Inconel 718 and titanium alloy Ti-6Al-4V are different, they share the common features. That is, they are both difficult-to-cut alloys and involve shear localization leading to the serrated chip formation. More specifically, they show similar changes of chip pattern with the cutting speed increasing.

Three main stages of the regularly serrated chip formation
Therefore, the creation of a new segment begins with the shear banding. Strain localization occurs in a narrow band in the primary shear zone leading to catastrophic shear failure along a shear plane, and this will result in the periodic formation of serrations at the chip’s free surface. Crack can also be initiated and propagated from the tool tip to the chip’s free surface during the regularly serrated chip formation.
3.3 Evolution of the shear angle
In the conventional cutting speed range, the shear angle ϕs is usually used as an efficiency parameter in machining. High value of ϕs corresponds to low strain in the chip and reduced energy consumption in the machining process [43]. The shear angle ϕs is the orientation of shear band in the primary shear zone (see Fig. 2c, defined by a line connecting the tool tip with a point at the serrated chip’s free surface), and the segment inclination ϕseg shown in Fig. 2a results from ϕs amplified by a compression process where the workpiece material is pushed upwards on the tool rake face to form a new serration at the chip’s free side. Therefore, the evolution of segment inclination ϕseg must be correlated with the evolution of shear angle ϕs. The study of shear angle ϕs and segment inclination ϕseg can be useful for understanding the mechanism of chip formation of Inconel 718.
Figure 6a illustrates the evolutions of segment inclination ϕseg and shear angle ϕs against the cutting speed Vc, respectively. With Vc increasing, it can be seen that ϕseg decreases and tends to a limit value of 45∘. The new shear angle ϕs is necessary lower than or finally equal to the segment inclination ϕseg to respect the principle of volume conservation. Indeed, ϕs increases from a small value and heads upwards to an asymptotic value of 45∘, which corresponds to a minimum shear energy [11, 44] due to the fact that the increasing shear angle reduces the primary shear area [45]. It means that the shear angle ϕs increases with the cutting speed Vc but is always less than 45∘ with a zero-degree rake tool, and the segment inclination ϕseg is finally equal to the shear angle ϕs in the primary shear zone at very high cutting speeds. It is worth noting that the limit value of shear angle, i.e., 45∘, is also expected in the continuous chip formation in high speed machining of other workpiece materials. For instance, the trend and its limit value were experimentally observed in the cases of a middle hard steel [22, 45], 6061-T6 aluminum alloy [43] and titanium alloy Ti-6Al-4V [11].

a Segment inclination ϕseg and shear angle ϕs versus cutting speed Vc. b Evolution of shear angle ϕ versus cutting speed Vc with tool rake angle α = + 5∘, 0∘, − 5∘ and uncut chip thickness t1 = 0.25 mm for a middle hard steel (French Standards XC18) [45]
3.4 Evolution of shear band spacing
The shear band pattern in formation is governed by various conditions especially depending on the level of cutting speeds. Figure 7a shows the evolution of mean shear band spacing Ls in terms of cutting speed Vc for the three depths of cut t1. It is found that Ls increases with t1 and great changes of Ls happens as Vc increases. Figure 7b shows the evolution of normalized shear band spacing Ls/t1 in terms of cutting speed Vc for the three depths of cut t1. From Fig. 7a and b, it is seen that abrupt drops of shear band spacing happen and exist near to two cutting speeds, and they can be defined as the subcritical speed Vcrit− and the supercritical speed Vcrit+, respectively. Combining with Fig. 3, if the cutting speed is lower than the critical value Vcrit−, it is observed that the continuously smooth chip emerges with localized shearing inside the chip (not reaching the chip’s free surface). If the cutting speed within the range Vcrit− < Vc < Vcrit+, the serrated chip with regular shear band spacing occurs, i.e., the shear bands are formed sequentially without interactions between neighboring ones. Although the chip is serrated, it depicts a macroscopically continuous form and the segments within the chip attach to each other, as shown in Fig. 4, which presents the evolution steps of a new shear localized band propagating through the entire chip thickness during the periodically serrated chip formation. But above the critical cutting speed Vcrit+, a totally different mechanism of shear band formation appears. At this high level of speeds, the tool advances so fast that a new shear band may be formed while the former one is still in action. Many shear bands do not penetrate through the entire chip thickness. A family of shear bands with irregular spacing and interactions between neighboring ones are both clearly observed within the chips in Fig. 3, and it is very different from the pattern of well developed shear bands separated by segments within the cutting speed range Vcrit− < Vc < Vcrit+.

a Mean shear band spacing Ls in terms of cutting speed Vc. b Normalized shear band spacing Ls/t1 in terms of cutting speed Vc
It is worth noting that the almost monotonic decrease of shear band spacing with the cutting speed increasing in Fig. 7a and b is in accordance with the trend of experimental data for the high speed machining of titanium alloy Ti-6Al-4V by Molinari et al. [41] with cutting speed from 0.01 to 73 m/s based on a ballistic setup, and by Ye et al. [46] with cutting speed from 0.05 to 31.2 m/s based on the light-gas gun device. When the cutting speed is greater than a critical value, the shear band spacing has not much changed with the cutting speed increasing. This is in agreement with the simulation results by Molinari et al. [33] for titanium alloy Ti-6Al-4V with cutting speed up to 500 m/s, and also in agreement with the predicted results by Cai and Dai [47] based on the high speed machining experiments with cutting speed up to 15 m/s for titanium alloy Ti-6Al-4V and up to 10 m/s for Inconel 718.
It is also worth noting that in Fig. 7a, Vcrit− is sensitive to the depth of cut t1, and it can be confirmed in Fig. 3 at Vc = 6 m/s by the emergence of shear localized bands within the chips for t1 = 200 μm and t1 = 250 μm but no shear localized bands arising within the chip for t1 = 100 μm. However, Vcrit+ is almost insensitive to the depth of cut t1 as can be observed in Fig. 7b at a fixed value. It also needs to point out that transition periods obviously exist when Vc is near to Vcrit− and Vcrit+ to complete the transformation of chip types. The onset of chip serration (flow instability) happens for the cutting speed approaching Vcrit− and the disappearance of chip serration occurs after the cutting speed exceeding Vcrit+. Therefore, it is of great significance to qualify the values of Vcrit− and Vcrit+ as precise as possible.
The normalized cutting speed is defined as \({{R_{k}} = \frac {{\rho {C_{p}}{t_{1}}{V_{c}}}}{k}}\), as referred to Ref. [33]. Figure 8a shows the evolution of normalized shear band spacing Ls/t1 in terms of normalized cutting speed Rk for the three depths of cut t1. At low Rk, the data points tend to cluster together. A drop of Ls/t1 is observed in Figs. 7b and 8a (more obvious corresponding to Ls at low Vc in Fig. 7a) and followed by a plateau. This phenomenon is adverse to the trend of simulation results, i.e., an increase of the shear band spacing followed by a plateau at low cutting speeds as shown in Fig. 8b, on cutting of titanium alloy Ti-6Al-4V with a fixed sliding friction coefficient (μ = 0.4) performed by Molinari et al. [33]. This is because the friction between chip and tool rake face is neglected in this work. As Rk (or Vc in Fig. 7b) increases, another drop of Ls/t1 but more abrupt happens and is followed by a lower plateau. More specifically, Ls drops dramatically to a small fraction of t1 with an approximate value of 0.2 (also seen in Fig. 7b), which coincides with the simulation results on cutting of titanium alloy Ti-6Al-4V performed by Molinari et al. [33] at very high cutting speeds, as shown in Fig. 8b. At still higher speed Rk > Rk+ (corresponding to Vc > Vcrit+ in Fig. 7b), it is seen from Fig. 3 at Vc = 200 m/s and Vc = 240 m/s that the shear bands interact with each other and shear band spacings are so small and irregular. This is very different from the shear band pattern with regular spacing and without interactions in Fig. 3 at Vc = 40 m/s and Vc = 100 m/s where Rk < Rk+ (corresponding to Vc < Vcrit+ in Fig. 7b). From Figs. 7b and 8a, it is also seen that Ls/t1 in the two successive plateau regions is almost independent of the cutting speed Vc (the normalized cutting speed Rk) and the depth of cut t1. Moreover, Ls is proportional to the depth of cut t1 in the plateau regions since Ls/t1 almost remains at a fixed value respectively. But the value of Rk+, at which Ls/t1 suddenly drops, is obviously different from each other for the three t1. In other words, the former plateau is less extended for a smaller t1 in terms of Rk in Fig. 8a, but it has the same extension for the three t1 in terms of Vc in Fig. 7b.

a Normalized shear band spacing Ls/t1 in terms of normalized cutting speed Rk. b Normalized shear band spacing Ls/t1 in terms of cutting speed V in cutting simulations of titanium alloy Ti-6Al-4V with a fixed sliding friction coefficient μ = 0.4 [33]
Note that Rk is inversely proportional to the low heat conductivity k of workpiece material. Adiabatic conditions are prevailing in shear bands when machining Inconel 718, and these are supported by many experiment and simulation results [2, 3, 14]. Besides, cutting speed influences the chip formation mechanism of Inconel 718, which involves shear localization in the shear zones [43, 48] since the heat generated by severe plastic deformation is unable to dissipate in time [41, 45]. Consequently, adiabatic conditions contribute to temperature rising and thus material softening in the shear zones, and it in turn influences the localized shear band formation especially when cutting speed crosses the critical value Vcrit− [49]. These thermal effects can be confirmed by the results mentioned above. That is, shear band spacing Ls (Ls/t1) drops when cutting speed approaches Vcrit− and drops again to a lower plateau when cutting speed outstrips Vcrit+ (corresponding to Rk+). But at high cutting speeds, inertia effects become significant. Furthermore, it has been demonstrated by Bonnet-Lebouvier et al. [50] that inertia effects can control shear band propagation through the chip formation region. Thus, it is concluded that inertia effects are involved for the decay of shear band spacing to a lower plateau when cutting speed Vc > Vcrit+. Finally, it can be deduced that thermal effects and inertia effects affect shear band spacing especially when cutting speed is near to Vcrit− and Vcrit+. However, their effects on shear band spacing are ineffective within the plateau regions with the cutting speed increasing.
Figure 9a displays mean shear band spacing Ls in terms of strain rate Vc/t1 for the three depths of cut t1. Figure 9b depicts mean shear band spacing Ls in terms of strain rate Vc/t1 in a log-log diagram. It seems that the shear band spacing is a decrease function of the applied measure strain rate for cutting speed Vc < Vcrit− or Vc > Vcrit+. It is noticed that this feature has been confirmed by experimental results and theoretical analyses in Refs. [51, 52]. In addition, two successively significant drops of Ls are seen in Fig. 9a and b as cutting speed increases before reaching Vcrit− and after exceeding Vcrit+. For cutting speed Vc < Vcrit+, the two distinguished regions of shear band spacing Ls and the evolutions of Ls in terms of Vc/t1 in a log-log diagram are displayed in Fig. 10a for the three depths of cut t1. The results show that a slight fall of Ls happens when cutting speed is lower than the critical value Vcrit−, as seen in Figs. 9b and 10a. The values of Ls are then constants for the three depths of cut t1 when cutting speed exceeds Vcrit− but less than Vcrit+. However, when cutting speed passes Vcrit+, the mean shear band spacing Ls in terms of the strain rate Vc/t1 in a log-log diagram displayed in Fig. 10b sees a different pattern, that is, Ls linearly decreases with a slope of − 0.94 as Vc/t1 increases in a log-log diagram.

a Mean shear band spacing Ls in terms of strain rate Vc/t1. b Mean shear band spacing Ls in terms of strain rate Vc/t1 in a log-log diagram

a Mean shear band spacing Ls in terms of strain rate Vc/t1 in a log-log diagram when Vc < Vcrit+. b Mean shear band spacing Ls in terms of strain rate Vc/t1 in a log-log diagram when Vc > Vcrit+
3.5 Evolutions of cutting force and chip segmentation
The emergence of periodically serrated chip is found to be related to the thermoplastic shear instability occurring in the shear zones [53, 54], and it is often referred to the formation of adiabatic shear bands [51]. This mechanism of chip formation is quite different from that encountered at conventional speeds and feeds because the plastic instability is more intense and is accompanied with amplified phenomena of ductile or brittle fracture. Due to the high speed, the dynamics of cutting itself have changed, particularly with regard to the chip removing. The evolution of cutting force Fc plotted against cutting time Tc is described in Fig. 11a with the cutting speed Vc = 30 m/s and the uncut chip thickness t1 = 250 μm. It is also noticed that the calculation measure of average cutting force Fave is depicted in Fig. 11a. It must be pointed out that for the continuously smooth chip flow, the cutting force is almost constant after the cutting process is stabilized. But for the periodically serrated chip flow, a cyclic variation of cutting force is produced, as shown in Fig. 11a.

Simulation results with the cutting speed Vc = 30 m/s and the uncut chip thickness t1 = 250 μm. a Cutting force Fc versus cutting time Tc. b Temperature distribution
The fluctuation of cutting force shown in Fig. 11a can be explained by the phenomenon of chip serration in the cutting process. As can be seen, the cutting force stabilizes after the second cycle. Combined with the evolution steps of the regularly serrated chip formation in Fig. 4, it is easy to find that the stabilized cyclic of the cutting force begins just after a serration initiates from the step two. At this point, the region around the tool tip is at elevated temperatures (see Fig. 11b), and thus softer than the surrounding materials. As the tool advances, the shear localized zone widens and slides upwards (see step three to five in Fig. 4) on the tool rake face. However, the upward movement of the shear localized zone causes the tool to plough through stronger materials that leads to a rise of the cutting force. Then, the cutting force is reduced due to the growth of the shear localized zone that leads to the increase of shear angle (see ϕs from step five to eight as depicted in Fig. 4), which is associated with the decrease of the primary shear plane area and thus the consumed shear energy. Therefore, as long as another serration is formed, the serrated chip formation process follows a repetitive pattern. The cycles of the cutting force correspond to the formation of the shear localized zones, and this has also been explained in Ref. [55] by the fluctuation of cutting force for ductile iron during the serrated chip formation.
Thus, the cutting force frequency fforce can be calculated by the average value of \({\frac {1}{{\Delta {t_{i}}}}}\) (i = 1,2,3,⋯). The time interval Δti is the oscillation period of cutting force between two successive peaks as depicted in Fig. 11a. The frequency of chip segmentation fseg is derived from the chip morphologies by utilizing Eq. (5). The results presented in Fig. 12a show that fforce and fseg keep steps closely with each other as they evolve. Combined with the evolution steps of a new shear band propagation depicted in Fig. 4, it is noted that the serrated chip’s free side looks like a tooth once a shear localized band penetrates the chip thoroughly and each tooth corresponds to a segment. Therefore, it is concluded that the time interval Δti corresponds to the formation of successive shearing bands, and the frequency of cutting force oscillation fforce is closely associated with the frequency of chip segmentation fseg. Furthermore, both kinds of the frequency linearly increase with the cutting speed when Vc < Vcrit+ for the three depths of cut t1. This agrees with the direct proportion relationship \({{f_{seg}} = \frac {{{t_{1}}}}{{{t_{chip}} \cdot {L_{1}}}} \cdot {V_{c}}}\) derived from Eq. (7). However, intense increases for the two kinds of frequency are seen when cutting speed Vc > Vcrit+. It is worth noting that the segmentation frequency clearly increases with the cutting speed and decreases with the increase in feed are also shown in Fig. 12b for titanium alloy Ti-6Al-4V in Ref. [56] with cutting speed from 4 m/min to 140 m/min on a specially adapted lathe, and also for titanium alloy Ti-6Al-4V in Ref. [11] with cutting speed from 5 m/s to 75 m/s based on a specific ballistic setup, and for aluminum 7075 (1000–3500 m/min), harden steel 1045 (300–1500 m/min) and titanium alloy Ti-6Al-4V (100-1500 m/min) in Ref. [57] during high speed machining experiments.

a Cutting force frequency fforce and chip segmentation frequency fseg versus cutting speed Vc. b Chip segmentation frequency fseg versus cutting speed Vc during orthogonal cutting of titanium alloy Ti-6Al-4V [56]
In the overall range of cutting speeds, the results presented in Fig. 13a show that there is a clearly linear relationship between the chip segmentation frequency fseg and the cutting speed Vc, i.e., a slope of 1.3 in a log-log diagram. This agrees well with the linear trend (slope = 1.4) of experiment results of the chip segmentation frequency as a function of the cutting speed in a log-log diagram in the high speed machining of titanium alloy Ti-6Al-4V obtained by Molinari et al. [41], as shown in Fig. 13b. Besides nickel alloy Inconel 718 and titanium alloy Ti-6Al-4V, it is interesting to find that the frequency of periodically serrated chip flow showing a power-law scaling with the cutting speed was also observed for AISI 4340 steel and aluminum 7075 (slope = 1.25) by Ye et al. [58] performing the high speed cutting experiments by using a light-gas gun device.

a Chip segmentation frequency fseg in terms of cutting speed Vc in a log-log diagram in the overall range of cutting speeds. b Frequency of chip segmentation f as a function of cutting speed V in a log-log diagram with tool rake angle α = 0∘ in high speed machining of titanium alloy Ti-6Al-4V [41]
At this point, the simulation tendency in this work compares well with the published experimental measurements although the workpiece materials are distinct. The common feature is that these metals or alloys all involve shear localization leading to the serrated chip formation and thus show similar changes of chip pattern with the cutting speed increasing. Besides, it can be noted in Fig. 13a that the slopes are identical for the three depths of cut t1. This means that these slopes do not depend on the depth of cut. It also shows in Fig. 13a that the chip segmentation frequency fseg decreases with the increase in depth of cut t1, and this dependence is observed for the cutting force frequency fforce with the depth of cut t1 in Fig. 12a as well.
The dependence of average cutting force Fave with respect to cutting speed Vc is described in Fig. 14a under the three depths of cut t1. On the evolution, a slight fall of Fave is observed at relatively low speeds within the high cutting speed range. Meanwhile, combining with Fig. 6a, it is easy to recognize that the shear angle ϕs increases in cutting as the speed progresses. This indirectly implies that the cutting force decreases while the shear angle increases. It should be remembered that adiabatic conditions contribute to temperature rising and material softening in the shear zones, and this is beneficial to shear banding especially when cutting speed crosses the critical value Vcrit− (the onset of the serrated chip). Therefore, when referring to the cutting speed ranging from 6 m/s to 40 m/s as shown in Fig. 3, it is found that the chips show a trend of strong shear localization. Shear bands within the chips submit to extrusion and are increasingly deformed. Thus, adiabatic shear banding during chip formation explains why the cutting force has a slight reduction. But Fave increases with cutting speed continuously progressing in Fig. 14a, almost linearly increasing particularly when cutting speed Vc > Vcrit+. This trend is related to the resistance from chip flow since the materials do not have enough time to be evacuated due to the fact that the inertia effects are significantly involved at high cutting speeds where the thermal effects do not have predominance. As can be seen, these observations are more clearly displayed for specific cutting force Fave/t1 versus cutting speed Vc as shown in Fig. 14b. For the cutting speed range from 0 m/s to 120 m/s, the scattered points of specific cutting force in Fig. 14b tend to be a concave shape, and it agrees with the trend of experimental data in the machining of titanium alloy Ti-6Al-4V [11, 41, 59, 60]. The demarcation lines (at which the specific cutting forces are minimum) in Fig. 14b, where the inertia effects start to become significant, are also marked out for the three depths of cut t1. That is, the inertia effects produce an increase of the cutting force beyond a certain characteristic cutting speed, as is also concluded in Ref. [61] for CRS 1018 steel.

a Average cutting force Fave versus cutting speed Vc. b Specific cutting force Fave/t1 versus cutting speed Vc
Just like the resultant force FR plotted in Fig. 15 in metal cutting, it is a fundamental that the cutting force Fc from the orthogonal cutting simulation displayed in Fig. 11a can also be resolved into quasistatic and dynamic solutions as follows.

Forces at the tool-chip interface and at the output of the shear zone [61]
According to the studies of Dudzinski and Molinari [61], Recht [62] and Arndt [63], all forces created by interaction of the tool and the chip as shown in Fig. 15 are due to the shearing force Fs (in combination with the shear angle ϕs) and the inertia force Fm (the momentum change from the workpiece state to the chip state). The force per unit width of cut has been considered since the 2D-FEM model for orthogonal cutting simulations is adopted in Fig. 1b. Thus, the inertia force Fm is given by [61,62,63]
In this work, the tool rake angle α = 0∘. At high cutting speeds, the overall friction coefficient is small [34] (friction angle λ ≈ 0∘) and the shear angle ϕs is close to 45∘, as mentioned above. The momentum loss caused by the state change in flow direction from the uncut workpiece material to the chip becomes very considerable, and it is independent of any particular cutting mechanism. The quantity of the so-called momentum force Fm is a purely dynamic effect [63], and it is parallel to the shear velocity vector [62, 63] as Vs in Fig. 2a. Therefore, combining with Eqs. (8) and (9), the specific cutting force is estimated by
It should be remembered that at conventional cutting speeds, the inertia force Fm may be neglected compared to the shearing force Fs [62]. With the cutting speed increasing, the inertia force Fm plays a significant role since the momentum change from the workpiece state to the chip state becomes important, while the material strength, provided the “fluid state” has been reached, eventually loses its effect completely [63]. But at intermediate stage, the shearing force Fs and the inertia force Fm must both be considered.
Therefore, for relatively low speeds within the high cutting speed range, it is considered that \({\frac {{{F_{ave}}}}{{{t_{1}}}} \approx \frac {{{F_{s}} \cdot {\cos \limits } \left ({\lambda - \alpha } \right )}}{{{t_{1}} \cdot {\cos \limits } \left ({{\phi _{s}} + \lambda - \alpha } \right )}}}\). At intermediately high cutting speeds, the theoretical trend with Eq. (10) shown in Fig. 14b must has a minimum value. At extremely high cutting speeds, Fig. 14b shows that the theoretical trend (i.e., \({\frac {{{F_{ave}}}}{{{t_{1}}}} \propto {\left ({{V_{c}}} \right )^{2}}}\)) with Eq. (10) fits well with the trend of simulation results (i.e., parabolic growth), and this was also observed with the FEM data in cutting simulations of titanium alloy Ti-6Al-4V by Molinari et al. [33]. It is worth noting that the feature of the cutting force decreasing with the cutting speed to a minimum at a characteristic speed has been confirmed by Flom et al. [43] for AISI 4340 steel and 6061-T6 aluminum alloy. Furthermore, beyond that characteristic speed, they also confirmed that the cutting force tends to slowly increase because the momentum force becomes significant at very high cutting speeds. The existence of the minimum cutting force was also reported in Ref. [64] for steel AISI 1045 during the orthogonal cutting experiments with the cutting speed up to 6000 m/min. Apart from these, it is also shown in Ref. [65] for titanium alloy Ti-6Al-4V by the simulations that the experimentally observed decrease of the cutting force with the cutting speed increasing and then the plateau at high cutting speeds less than 100 m/s are reproduced, and in Ref. [66] that the cutting forces are decreasing in the continuous and the segmented chip formation with the cutting speed up to 8000 m/min for aluminum alloy 7075 in milling experiments. Besides, Fig. 14b also depicts that the minimum value of Fave/t1 depends on the depth of cut t1 (5156.99 N mm− 2 for t1 = 100 μm, 4848.45 N mm− 2 for t1 = 200 μm, 4822.00 N mm− 2 for t1 = 250 μm), and it agrees with the relationship that Fave/t1 is inversely proportional to t1 in Eq. (10), i.e., \({\frac {{{F_{ave}}}}{{{t_{1}}}} \propto {\left ({{t_{1}}} \right )^{- 1}}}\). Finally, for practice application, these relationships mentioned above need to be calibrated precisely from a data modeling.
3.6 Evolution of segmentation degree
The parameter of segmentation degree Ds is often used to quantify the intensity of chip serration for difficult-to-cut metals like hardened steels [67], titanium alloys [11] and nickel-based superalloys [40] at the industrially used cutting speeds and feeds. It varies between 0 and 1. In the case of Ds = 0, a continuously smooth chip, i.e., the uniform chip with no serration or with localized shearing inside, is produced. If Ds = 1, a completely broken chip is generated. Combined with Eqs. (2) and (7), it is given that \({{D_{s}} = \frac {{2 \cdot \left ({{t_{c\_{\max \limits } }} - {t_{chip}}} \right )}}{{{t_{c\_{\max \limits } }}}}}\).
The evolution of segmentation degree Ds in terms of cutting speed Vc is reported in Fig. 16a for the three depths of cut t1. As can be seen, Ds shows a dependency on the cutting speed Vc and the depth of cut t1. For a restricted range of cutting speed Vc less than 50 m/s, the segmentation degree Ds has a positive correlation with the cutting speed Vc. Similarly, the rise of segmentation degree is also pictured in Ref. [68] before the speed of 200 m/min for high strength alloy steel AerMet100 during the orthogonal cutting experiments, and in Ref. [69] for titanium alloy Ti-6Al-4V by the simulations and by the high speed milling experiments with the cutting speed up to 2500 m/min, and in Ref. [66] for aluminum alloy 7075 with the milling experiments by increasing the cutting speed up to 7000 m/min. Then the segmentation degree Ds in Fig. 16a is followed by a saturation before decreasing significantly at still higher cutting speeds (above 175 m/s). Combined with the chip morphologies collected in Fig. 3, it is concluded that Ds increases with the intensity of shear localized strain, which is the ratio of the average strain in a shear localized band by the average strain in a neighboring segment [25]. Therefore, higher intensity of shear localized strain means higher degree of chip segmentation in the machining of Inconel 718. It is worth noting that the scattered points of chip segmentation degree in Fig. 16a tends to be a convex shape, which agrees with the trend of FEM data from the orthogonal cutting simulations of titanium alloy Ti-6Al-4V by Molinari et al. [33], as shown in Fig. 16b.

a Segmentation degree Ds in terms of cutting speed Vc. b Segmentation index Si versus cutting speed V in cutting simulations of titanium alloy Ti-6Al-4V with a fixed sliding friction coefficient μ = 0.4 [33]
Referring to Fig. 14b, it is seen that specific cutting force Fave/t1 in terms of cutting speed Vc evolves in the opposite trend when compared to the evolution of Ds, as shown in Fig. 16a. This makes sense since a higher value of Ds is associated with a higher intensity of shear strain localization and then a higher temperature within shear bands that can induce a decrease of cutting force by thermal softening of materials in the shear zones. It is noticeable in Fig. 16a that Ds rapidly grows for the defined cutting speeds less than 50 m/s and sharply drops from the cutting speed about 175 m/s. In view of the overall situation, for the relatively low cutting speeds, it is recalled that the process of shear banding is mainly controlled by the thermal effects. Increasing the cutting speed promotes the adiabatic conditions and the arising of the serrated chips, and it in turn contributes to thermal softening and flow instability. As a result, it leads to the higher strain concentration within shear bands and the increase of Ds. For still higher cutting speeds, inertia effects are significant and in dominance as mentioned above. It hinders the movement of materials subject to high accelerations within the shear zones, thus contributing to the decrease of Ds by slowing down plastic flow localization, i.e., the process of shear strain concentration.
3.7 Evolutions of chip thickness and velocity
The dependence of average chip thickness tchip with respect to cutting speed Vc is shown in Fig. 17a for the three depths of cut t1. As can be seen, the increasing cutting speed Vc has the effect of reducing the average chip thickness tchip. It can be noted in Ref. [70] that this effect has also been observed in high speed turning of Inconel 718. Just similar to the plateaus of shear band spacing shown in Figs. 7b and 8a, there also finally exists a plateau as the average chip thickness tchip evolves where tchip is almost independent of the cutting speed Vc and is equal to the corresponding depth of cut t1.

a Average chip thickness tchip with respect to cutting speed Vc. b Chip thickness ratio rc in terms of cutting speed Vc
The chip thickness ratio rc is also used as an efficiency parameter in machining. Generally, the higher the value of rc, the more efficient the cutting process [71]. By defining the chip thickness ratio \({{r_{c}} = \frac {{{t_{1}}}}{{{t_{chip}}}}}\), the evolution of rc in terms of cutting speed Vc is shown in Fig. 17b. As can be seen, rc increases and finally approaches an asymptotic value of one, which means that the average chip thickness tchip is finally equal to the uncut chip thickness t1 at very high cutting speeds. It also implies that the chip is thicker than the uncut chip when rc is less than one. This is due to the fact that the gradual bulging of chip segment pushes the previously formed chip segment upwards during the serrated chip formation, as shown in Fig. 4. Then, the extrusion between segments delays the plastic deformation flow at the tool-chip interface, and soon afterwards the chip widens in thickness during the upward movement on the tool rake face by an upsetting process of segments. It is worth noting that the increasing trend of chip thickness ratio in terms of cutting speed and its asymptotic value of one has also been observed for 6061-T6 aluminum alloy in Ref. [43] and for a middle hard steel (French Standards XC18) in Ref. [45]. At this point, combined with Fig. 6a, it is seen that ϕs is close to 45∘ when rc = 1.0. This coincides with the relationship of shear angle ϕs and chip thickness ratio rc in Refs. [43, 71] where \({{\phi _{s}} = {\tan ^{- 1}}\left ({\frac {{{r_{c}}{\cos \limits } \alpha }}{{1 - {r_{c}}{\sin \limits } \alpha }}} \right )}\).
The average velocity of chip Vchip sliding on the tool rake face in terms of the cutting speed Vc is displayed in Fig. 18 for the three depths of cut t1. It is observed that Vchip is almost linearly proportional to Vc with a slope very close to 1.0, which indicates that Vchip is almost equal to Vc, i.e., the “fluid state” of cutting has almost been achieved. Although the results are a little bit dispersed at very high cutting speeds above 175 m/s, it can be attributed to some measurement errors or simulation factors.

Average chip velocity Vchip in terms of cutting speed Vc
3.8 Experiment validation of the model
In order to validate the developed FEM model, high speed cutting experiments of Inconel 718 based on the vertical CNC milling machine (GX710PLUS) are carried out. The four-fluted carbide end mill (AlCrN coating) with the rake angle α = 10∘ is used. The radial depth of cut ae = 0.1 mm and the axial depth of cut ap = 2 mm. The helix angle can then be considered to be zero in the end milling, as is studied by Altintas [72]. The cutting of each micro edge on the end mill can be regarded as a shaving process. Thus, the varied uncut chip thickness t in Fig. 19a is symbolized by its average value tave, which can be considered as the depth of cut t1 in Fig. 1a, and tave is calculated from the swept zone as [72]
where fz is the feed rate (mm/rev-tooth) and ϕ is the instantaneous angle of immersion. ϕst and ϕex are the cutter entry and exit angles, respectively.
For the FEM model in simulations, the mesh inclination angle δ at zone A is still kept the same as 45∘ with the tool rake face, as is set in Fig. 1b. As mentioned in the introduction, cutting speed from 50 m/min (0.83 m/s) can be considered as high speed milling of nickel alloys. Thus, in consideration of the end mill’s strength and abrasiveness, the cutting speeds Vc are then selected as 50 m/min, 80 m/min and 110 m/min, respectively. The pictures of chip morphologies from experiments are captured by the optical microscope (Olympus dsx100) after milling. As shown in Fig. 19b, c and d, the simulated chip morphologies and their features agree well with the corresponding experimental observations, respectively. This indicates that the developed FEM model can produce good predictions for the chip deformation characteristics of the nickel-based superalloy Inconel 718.

The chip morphologies from milling experiments and corresponding simulations. a Sketch map of the milling process. b The cutting speed Vc = 50 m/min. c The cutting speed Vc = 80 m/min. d The cutting speed Vc = 110 m/min
4 Conclusions
Chip morphologies in the orthogonal cutting simulations of Inconel 718 are investigated at various cutting speeds with three depths of cut. The originality of this work lies in the relatively wide range of cutting speeds explored in the simulations. The JC constitutive law with the criterion of the accumulated plastic strain is adopted to model the plastic deformation of Inconel 718, and thus, the formation of the serrated chips involved. Evolution trends of the chip deformation results are of the main interest and focus is placed on the chip segmentation. It is shown that the simulation results of Inconel 718 can well agree with the available experiment or simulation results of many metals and alloys, as reported in the published literatures, due to the fact that these metals or alloys all involve shear localization leading to the serrated chip formation and thus show similar changes of chip pattern with the increase of cutting speed. Moreover, the FEM model is validated by comparing the chip morphologies from the experiments and the simulations, respectively.
The chip pattern of Inconel 718 is governed by various conditions, but largely depends on the cutting speed. At relatively low speeds, the continuously smooth chip forms. As the speed increases, a transition of chip form from the continuously smooth one to the serrated one appears. During the regularly serrated chip formation, the chip flow follows a repetitive pattern. Shear bands propagate through the entire chip thickness with regular spacing and without interactions between neighboring ones. But at high enough speeds, a totally different pattern of shear band emerges. It is observed that a family of shear bands is simultaneously growing within the primary shear zone. Most of the shear bands do not penetrate through the chip. The shear band spacings are irregular and so small that the shear bands can interact with each other before they are squeezed out of the chip formation region.
On the evolution, the finally equal limit of the primary shear angle ϕs and the segment inclination ϕseg is observed at very high cutting speeds. The segment inclination ϕseg results from the shear angle ϕs amplified by a compression process. Thus, ϕseg is generally greater than ϕs and gradually equal to ϕs. Indeed, it is observed that the segment inclination ϕseg decreases from a maximum value downwards to 45∘ at very high speeds, while the shear angle ϕs increases from a minimum value upwards to 45∘ eventually.
For the shear band spacing Ls or Ls/t1, the transition to plateau regions is controlled by the subcritical speed Vcrit− and the supercritical speed Vcrit+, respectively. Ls reduces significantly as cutting speed approaching Vcrit− and exceeding Vcrit+. Based on the simulation results, the FEM simulations are applied to capture the two critical cutting speeds, at which the onset and the disappearance of chip serration (flow instability) occur. Therefore, it needs to qualify the values of Vcrit− and Vcrit+ as precise as possible. In addition, it is noted that Vcrit− is sensitive to the depth of cut, but Vcrit+ is almost insensitive to the depth of cut. It is also noted that Ls increases with the depth of cut. But in the plateau regions, it is seen that Ls/t1 is nearly independent of the cutting speed and the depth of cut.
Heat transfer effect is embedded in the normalized cutting speed through the heat conductivity of workpiece material. It can be deduced that the heat conduction significantly affect the localized shear banding, especially the shear band spacing when cutting speed approaches Vcrit−. At relatively low cutting speeds, inertia effects play no role and can be neglected. The slow-down of cutting force could be explained by the predominance of thermal effects leading to adiabatic shear banding and material softening in the shear zones. With the increase of cutting speed, it is seen that the cutting force continuously increases. This is correlated with the inertia effects that start to become significant at high cutting speeds where the thermal effects do not have predominance. Inertia effects can also reduce the intensity of chip serration and contribute to the increase of specific cutting force by parabolic growth. But the thermal effects and the inertia effects on shear band spacing are ineffective in the plateau regions. Altogether, the cutting force trend evaluated in the simulations is comparable to the published experiment results.
The cutting force frequency fforce and the chip segmentation frequency fseg keep steps closely with each other as they evolve. Combined with the formation of successive shearing bands, it is concluded that the fluctuation of cutting force is closely associated with the chip segmentation. Furthermore, fforce and fseg both linearly increase with the cutting speed when Vc < Vcrit+. However, they both witness an intense increase when Vc > Vcrit+. In the overall range of cutting speeds, there is a clearly linear relationship between the chip segmentation frequency fseg and the cutting speed Vc in a log-log diagram. This tendency from simulations compares well with the published experimental measurements. It is also noticed that fseg decreases with the increase of depth of cut.
It is seen that the segmentation degree Ds increases quickly in the early stage of cutting speed Vc, then reaches a saturation at intermediate stage of Vc and finally reduces and tends to zero at still higher Vc. However, when referring to the specific cutting force Fave/t1, it is seen that Fave/t1 in terms of Vc evolves contrarily when compared to the evolution of Ds. This makes sense since a higher value of Ds is associated with a higher intensity of shear strain localization and thus a higher temperature within the shear bands that will induce a decrease of cutting force by thermal softening happening in the shear zones.
Compared to the depth of cut, cutting speed seems to be a more important factor by affecting shear angle, shear band spacing, cutting force, segmentation frequency and chip serration intensity of Inconel 718. Very high cutting speed favors the expulsion of chip segmentation, and this can be confirmed by the decrease of segmentation degree. On the whole, the simulation results give clues to investigate the relationship of cutting speed and other correlated quantities in the chip formation process of Inconel 718, and it is fundamental to increase understandings of the alloy’s machining characteristics and thus to push forward the study of difficult-to-cut metals and alloys with cutting speed increasing from low to very high range.
References
Thellaputta GR, Chandra PS, Rao CSP (2017) Machinability of nickel based superalloys: A review. Mater Today Proc 4(2):3712–3721
Rahman M, Seah WKH, Teo TT (1997) The machinability of Inconel 718. J Mater Process Technol 63(1):199–204
Pawade RS, Joshi SS, Brahmankar PK (2008) Effect of machining parameters and cutting edge geometry on surface integrity of high-speed turned Inconel 718. Int J Mach Tools Manuf 48(1):15– 28
Vrabel M, Eckstein M, Mankova I (2018) Analysis of the metallography parameters and residual stress induced when producing bolt holes in Inconel 718 alloy. Int J Adv Manuf Technol 96(9-12):4353–4366
Ezugwu EO (2005) Key improvements in the machining of difficult-to-cut aerospace superalloys. Int J Mach Tools Manuf 45(12-13):1353–1367
Schulz H, Moriwaki T (1992) High-speed machining. CIRP Ann Manuf Technol 41(2):637–643
Thakur DG, Ramamoorthy B, Vijayaraghavan L (2009a) Study on the machinability characteristics of superalloy Inconel 718 during high speed turning. Mater Des 30(5):1718–1725
Sharman ARC, Hughes JI, Ridgway K (2004) Workpiece surface integrity and tool life issues when turning Inconel 718 nickel based superalloy. Mach Sci Technol 8(3):399–414
Liu C, Wan M, Zhang WH, Yang Y (2021) Chip formation mechanism of Inconel 718: a review of models and approaches. Chinese J Mechan Eng 34(1):34–49
Wang B, Liu ZQ, Yang QB (2013) Investigations of yield stress, fracture toughness, and energy distribution in high speed orthogonal cutting. Int J Mach Tools Manuf 73:1–8
Sutter G, List G (2013) Very high speed cutting of Ti-6Al-4V titanium alloy - change in morphology and mechanism of chip formation. Int J Mach Tools Manuf 66:37–43
Davies MA, Chou Y, Evans CJ (1996) On chip morphology, tool wear and cutting mechanics in finish hard turning. CIRP Ann 45(1):77–82
Tay AO, Stevenson MG, de Vahl Davis G (1974) Using the finite element method to determine temperature distributions in orthogonal machining. Proc Instit Mechan Eng 188(1):627– 638
Ozel T, Llanos I, Soriano J, Arrazola PJ (2011) 3D finite element modelling of chip formation process for machining Inconel 718: comparison of FE software predictions. Machin Sci Technol 15(1):21–46
Semiatin SL, Rao SB (1983) Shear localization during metal cutting. Mater Sci Eng 61 (2):185–192
Li GH, Wang MJ, Duan CZ (2009) Adiabatic shear critical condition in the high-speed cutting. J Mater Process Technol 209(3):1362–1367
Jawahir IS, van Luttervelt CA (1993) Recent developments in chip control research and applications. CIRP Ann Manuf Technol 42(2):659–693
Timothy SP, Hutchings IM (1985) The structure of adiabatic shear bands in a titanium alloy. Acta Metall 33(4):667–676
Komanduri R, Schroeder TA (1986) On shear instability in machining a nickel-iron base superalloy. J Eng Indust 108(2):93–100
Wright TW, Perzyna P (2003) Physics and mathematics of adiabatic shear bands. Appl Mech Rev 56(3):B41–B43
Zener C, Hollomon JH (1944) Effect of strain rate upon plastic flow of steel. J Appl Phys 15 (1):22–32
Sutter G, Molinari A, List G, Bi X (2012) Chip flow and scaling laws in high speed metal cutting. J Manuf Sci Eng 134(2):021,005
Johnson GR, Cook WH (1985) Fracture characteristics of three metals subjected to various strains, strain rates, temperatures and pressures. Eng Fract Mech 21(1):31–48
Ye GG, Chen Y, Xue SF, Dai LH (2014) Critical cutting speed for onset of serrated chip flow in high speed machining. Int J Mach Tools Manuf 86:18–33
Atlati S, Haddag B, Nouari M, Zenasni M (2011) Analysis of a new segmentation intensity ratio “SIR” to characterize the chip segmentation process in machining ductile metals. Int J Mach Tools Manuf 51 (9):687–700
Yong Y, Ying-lin K, Hui-yue D (2006) Finite element simulation of high-speed cutting. Acta Aeronauticaet Astronautica Sinica 27(3):531–535
Komvopoulos K, Erpenbeck SA (1991) Finite element modeling of orthogonal metal cutting. J Eng Indust 113(3):253–267
Hillerborg A, Modeer M, Petersson PE (1976) Analysis of crack formation and crack growth in concrete by means of fracture mechanics and finite elements. Cem Concr Res 6(6):773– 781
Bao Y, Wierzbicki T (2004) On fracture locus in the equivalent strain and stress triaxiality space. Int J Mech Sci 46(1):81–89
Strenkowski JS, Carroll JT (1985) A finite element model of orthogonal metal cutting. J Eng Indust 107(4):349–354
Rusinek A, Zaera R (2007) Finite element simulation of steel ring fragmentation under radial expansion. Int J Impact Eng 34(4):799–822
Rodriguez-Martinez JA, Vadillo G, Fernandez-Saez J, Molinari A (2013) Identification of the critical wavelength responsible for the fragmentation of ductile rings expanding at very high strain rates. J Mechan Phys Solids 61(6):1357–1376
Molinari A, Soldani X, Miguelez MH (2013) Adiabatic shear banding and scaling laws in chip formation with application to cutting of Ti-6Al-4V. J Mechan Phys Solids 61(11):2331–2359
Molinari A, Cheriguene R, Miguelez H (2011) Numerical and analytical modeling of orthogonal cutting: The link between local variables and global contact characteristics. Int J Mech Sci 53(3):183–206
Hortig C, Svendsen B (2007) Simulation of chip formation during high-speed cutting. J Mater Process Technol 186(1-3):66–76
Soldani X, Santiuste C, Munoz-Sanchez A, Miguelez MH (2011) Influence of tool geometry and numerical parameters when modeling orthogonal cutting of LFRP composites. Compos A: Appl Sci Manuf 42 (9):1205–1216
Soldani X, Munoz-Sanchez A, Miguelez H, Molinari A (2010) Numerical modeling of segmentation phenomenon in orthogonal cutting. Proceedings of the 2nd CIRP International Conference Process Machine Interactions, Vancouver, Canada
Komanduri R, Brown RH (1981) On the mechanics of chip segmentation in machining. J Eng Indust 103(1):33–51
Vyas A, Shaw MC (1999) Mechanics of saw-tooth chip formation in metal cutting. J Manuf Sci Eng 121(2):163–172
Ozel T, Ulutan D (2013) Effects of machining parameters and tool geometry on serrated chip formation, specific forces and energies in orthogonal cutting of nickel-based super alloy Inconel 100. Proc Instit Mechan Eng Part B J Eng Manuf 228(7):673–686
Molinari A, Musquar C, Sutter G (2002) Adiabatic shear banding in high speed machining of ti-6al-4v: experiments and modeling. Int J Plast 18(4):443–459
Wang B, Liu ZQ, Song QH, Wan Y, Ren XP (2020) An approach for reducing cutting energy consumption with ultra-high speed machining of super alloy Inconel 718. Int J Precis Eng Manuf - Green Technol 7:35–51
Flom DG, Komanduri R, Lee M (1984) High-speed machining of metals. Annu Rev Mater Sci 14(1):231–278
Merchant ME (1945) Mechanics of the metal cutting process. i. orthogonal cutting and a type 2 chip. J Appl Phys 16(5):267– 275
Sutter G (2005) Chip geometries during high-speed machining for orthogonal cutting conditions. Int J Mach Tools Manuf 45(6):719–726
Ye GG, Xue SF, Jiang MQ, Tong XH, Dai LH (2013) Modeling periodic adiabatic shear band evolution during high speed machining Ti-6Al-4V alloy. Int J Plast 40:39–55
Cai SL, Dai LH (2014) Suppression of repeated adiabatic shear banding by dynamic large strain extrusion machining. J Mechan Phys Solids 73:84–102
Arunachalam RM, Mannan MA, Spowage AC (2004) Surface integrity when machining age hardened Inconel 718 with coated carbide cutting tools. Int J Mach Tools Manuf 44(14):1481– 1491
Toenshoff HK, Winkleri H, Patzke M (1984) Chip formation at high-cutting speeds. American Society of Mechanical Engineers, Production Engineering Division
Bonnet-Lebouvier AS, Molinari A, Lipinski P (2002) Analysis of the dynamic propagation of adiabatic shear bands. Int J Solids Struct 39(16):4249–4269
Wright TW, Ockendon H (1996) A scaling law for the effect of inertia on the formation of adiabatic shear bands. Int J Plast 12(7):927–934
Molinari A (1997) Collective behavior and spacing of adiabatic shear bands. J Mechan Phys Solids 45(9):1551–1575
Barry J, Byrne G, Lennon D (2001) Observations on chip formation and acoustic emission in machining Ti-6Al-4V alloy. Int J Mach Tools Manuf 41(7):1055–1070
Duan CZ, Zhang LC (2012) Adiabatic shear banding in AISI 1045 steel during high speed machining: mechanisms of microstructural evolution. Mater Sci Eng A 532:111–119
Chuzhoy L, DeVor RE, Kapoor SG (2003) Machining simulation of ductile iron and its constituents, part 2:, numerical simulation and experimental validation of machining. J Manuf Sci Eng 125(2):192–201
Cotterell M, Byrne G (2008) Dynamics of chip formation during orthogonal cutting of titanium alloy Ti-6Al-4V. CIRP Ann Manuf Technol 57(1):93–96
Yang QB, Wu Y, Liu D, Chen L, Lou DY, Zhai ZS, Liu ZQ (2016) Characteristics of serrated chip formation in high-speed machining of metallic materials. Int J Adv Manuf Technol 86 (5-8):1201–1206
Ye GG, Jiang MQ, Xue SF, Ma W, Dai LH (2018) On the instability of chip flow in high-speed machining. Mech Mater 116:104–119
Larbi S (1990) Contribution à l’étude de l’usinage à grandes vitesses de matériaux métalliques par simulation sur un banc d’essai à base de barres de hopkinson thèse de Doctorat, Université de Nantes, France
Hoffmeister HW, Gente A, Weber TH (1999) Chip formation at titanium alloys under cutting speed of up to 100 m/s. In: 2nd International Conference on High Speed Machining, PTW Darmstadt University, pp 21–28
Dudzinski D, Molinari A (1997) A modelling of cutting for viscoplastic materials. Int J Mech Sci 39(4):369–389
Recht RF (1985) A dynamic analysis of high-speed machining. J Eng Indust 107(4):309–315
Arndt G (1973) Ultra-high-speed machining: a review and an analysis of cutting forces. Proc Instit Mechan Eng 187(1):625–634
Klocke F, Raedt HW, Hoppe S (2001) 2D-FEM simulation of the orthogonal high speed cutting process. Machin Sci Technol An Int J 5(3):323–340
Baker M (2006) Finite element simulation of high-speed cutting forces. J Mater Process Technol 176(1-3):117–126
Schulz H, Abele E, Sahm A (2001) Material aspects of chip formation in HSC machining. CIRP Ann Manuf Technol 50(1):45–48
Wang B, Liu ZQ (2014) Serrated chip formation mechanism based on mixed mode of ductile fracture and adiabatic shear. Proc Instit Mechan Eng Part B J Eng Manuf 228(2):181–190
Su GS, Liu ZQ, Li L, Wang B (2015) Influences of chip serration on micro-topography of machined surface in high-speed cutting. Int J Mach Tools Manuf 89:202–207
Wang B, Liu ZQ (2015) Shear localization sensitivity analysis for Johnson-Cook constitutive parameters on serrated chips in high speed machining of Ti6Al4V. Simul Model Pract Theory 55:63–76
Thakur DG, Ramamoorthy B, Vijayaraghavan L (2009b) A study on the parameters in high-speed turning of superalloy Inconel 718. Mater Manuf Process 24(4):497–503
Komanduri R (1982) Some clarifications on the mechanics of chip formation when machining titanium alloys. Wear 76(1):15–34
Altintas Y (2012) Manufacturing automation: metal cutting mechanics, machine tool vibrations, and CNC design. Cambridge University Press, Cambridge
Acknowledgements
The authors sincerely thanks to Mr. D. Y. Wen and Mr. H. Yuan for their critical discussion and reading during manuscript preparation.
Funding
This research has been supported by the National Natural Science Foundation of China under Grant no. 51975481, and the Fundamental Research Funds for the Central Universities under Grant no. 3102020ZX004.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Ethics approval
The authors state that the present work is in compliance with the ethical standards.
Conflict of interests
The authors declare no competing interests.
Additional information
Author contribution
C. Liu wrote the manuscript, and was in charge of the simulation. M. Wan was in charge of the whole trial, review and edition. Y. Yang assisted with review. All authors read and approved the final manuscript.
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Liu, C., Wan, M. & Yang, Y. Simulation of the chip morphology together with its evolution in machining of Inconel 718 by considering widely spread cutting speed. Int J Adv Manuf Technol 116, 175–195 (2021). https://doi.org/10.1007/s00170-021-07346-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-07346-2