
Abstract
Carbon fiber reinforced polymers (CFRPs) are becoming increasingly prevalent in the industries including automobile, aerospace, and military due to their light quality, high specific strength, high corrosion resistance, excellent thermodynamics performance, etc. However, these excellent properties easily result in intensive tool wear, short tool life, and reduced machining accuracy. Although ultrasonic vibration–assisted drilling (UVAD) was considered an effective drilling method to reduce tool wear, most reported studies focused on machining kinematics or mechanics, and very few studies systematically explored the tool wear behaviors in UVAD of CFRP. To fill this gap, this paper aims to investigate tool wear of high-speed steel (HSS) twist drill in UVAD of CFRP and compares these wear behaviors with those in conventional drilling based on the experimental observation of the worn drill morphologies. The effects of cutting parameters on tool wear were discussed with the special focus on the differences in tool wear between conventional drilling (CD) and UVAD. The observed wear behaviors can include abrasion, adhesion, oxidization, or the combination of them. The introduction of UVAD can effectively reduce the average width of tool flank wear with a maximum reduction of 13.0% when compared with CD. Both increased feed rate and decreased spindle speed can lead to decreased tool wear. The findings in this paper might offer guidance on the selection of cutting parameters for extending tool life in UVAD of CFRP.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Carbon fiber–reinforced polymer is one of the most advanced composite materials which offer superior strength-to-weight characteristics, low coefficient of thermal expansion, high-temperature resistance, high corrosion resistance, etc. These excellent properties enable them to be extensively used in various fields, especially in automobiles, aerospace, and the military [1,2,3,4]. In the assembly process of CFRP parts, drilling is one of the most common and indispensable links, and more importantly, the carbon fibers in CFRP can cause rapid tool wear and poor machinability due to its high hardness and abrasiveness [5,6,7,8]. In practice, excessive tool wear is not only an important factor in reducing the drilling quality, but also one of the main reasons for the high cost in CFRP drilling. Hence, to extend tool life and reduce costs, many studies have been carried out on tool wear in CFRP drilling from different aspects mainly encompassing wear mechanism, effects of cutting parameters, and drilling methods.
Generally, abrasive wear, adhesion, and chipping are the main wear forms in CFRP drilling [9]. In practice, due to the difference in tool materials, tool wear always occurs in a combination of one or several types of the above wear forms. Park et al. [10] investigated the wear mechanism of tungsten carbide drills and polycrystalline diamond drills in drilling CFRP/Ti stacks. It was found that abrasive wear and micro chipping were the dominant tool wear mechanisms. Rawat and Attia [11] investigated the wear mechanisms of WC drills in high-speed drilling of CFRP and found that the dominant wear mechanisms were chipping, abrasion, and possibly adhesion of carbon. Besides, the tool coating has a strong protective effect on drills. Pérez et al. [12] analyzed the tool wear mechanisms of CFRP drilling with diamond-coated carbide tools and found that the wear mechanism is a combination of localized detachments of the diamond coating on the rake surface and the subsequent abrasive wear of the carbide substrate.
Apart from studies of tool wear mechanism, researchers further investigated the influence of cutting parameters on tool wear, hoping to reduce tool wear and improve tool life by selecting reasonable cutting parameters. Harris et al. [13] studied the effects of AlCrN-coated tools on the tool wear of CFRP at different spindle speeds. It was found that the wear of AlCrN-coated tools was hardly affected by spindle speed. Base on Harris’ study, Pérez et al. [14] further analyzed the effect of cutting parameters on tool wear and hole quality in CFRP drilling. They found that higher spindle speed and feed rate led to a reduced level of wear, which can delay the appearance of delamination. Iliescu et al. [15] established a mathematical model to relate the feed rate, cutting speed, and the tool wear. The reliability of the model was verified by experimental tests, and it can be well used in tool-wear monitoring. The above studies showed a close connection between tool wear and cutting parameters; however, these findings mainly aim at conventional drilling, which may be unsuitable for other drilling methods. Advanced drilling technology has a great positive effect on reducing tool wear and improving tool life [16,17,18].
UVAD, in which ultrasonic vibration with low-amplitude is superimposed on a movement of the drill bit in the feed direction, is one of the typical representatives of advanced drilling methods. In the past few years, for the excellent drilling performance of UVAD, many researches have been conducted on UVAD. Feng et al. [19] studied the feasibility of ultrasonic-assisted machining of CFRP. They found that most of the wear occurred in the first 5 drilled holes and then the tool wear increased slightly with an increasing number of drilled holes. Shan et al. [20] compared the tool wear of conventional drilling, rotary ultrasonic drilling, and high-speed drilling. The results showed that rotary ultrasonic drilling is a better choice in drilling C/C composites in the range of experimental cutting parameters. Makhdum et al. [21] studied the effects of UVAD on tool wear in CFRP drilling. Compared with conventional drilling, UVAD showed a significant decrease in tool wear after drilling 50 holes. However, tool wear was not the main scope in the above investigation.
From the abovementioned literature, it is evident that there are a few literatures mainly focusing on the tool wear in UVAD of CFRP, and researches on wear mechanism and the effects of cutting parameters have remained limited. Therefore, this work made efforts to reveal the tool wear mechanism of HSS drills in UVAD of CFRP as well as analyze the effects of spindle speed, feed rate, and ultrasonic vibration on tool wear. A series of comparisons on tool wear between CD and UVAD were made and suggestions on reducing tool wear were given. Research results have practical guidance significance for controlling tool wear in UVAD of CFRP. The following parts are structured as follows. Section 2 describes the experimental setup. The effect of ultrasonic-assisted, feed rate, and spindle speed on tool wear are analyzed in Section 3. Conclusions of this work are drawn in the last section.
2 Experimental procedures
2.1 Workpiece fabrication
Multidirectional woven fabric CFRP laminates were selected for the experiment which consisted of 40 plies with an individual ply orientation of 0° and 90°. CFRP laminates were made of ACTECH®2320 epoxy resin (40% by volume) and carbon fibers. The workpiece was a cuboid with length, width, and height of 100 mm, 80 mm, and 8 mm, respectively. The fabrication process of CFRP laminates is shown as follows [22]: (a) calculate the mass of resin and carbon fabric accurately according to the resin volume fraction of CFRP laminates; (b) melt the resin and evenly coat it on the impregnated paper to make an adhesive film, which is used to glue each layer of the carbon fabrics, so that the resin is sufficiently impregnated into the fiber fabrics to make a prepreg; (c) tailor and laminate the prepreg into the mold; (d) clamp the mold and hot press at 85 °C for 0.5 h and 130 °C for 2 h; (e) demold and trim. The physical properties of the CFRP laminates are summarized in Table 1.
2.2 Experimental setup
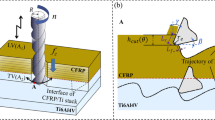
All drilling experiments were performed on a G-VM5 CNC vertical machining center with a maximum spindle speed of 6000 rpm and a maximum feed rate of 3500 mm/min (Guangzhou Machine Tool Works, China). The employed cutting tools were HSS twist drills with a diameter of 6.0 mm and a point angle of 118°. HSS twist drill was chosen based on its good performance, relatively low cost, and widespread use in the industry. More importantly, the introduction of UVAD has the potential to offset the quick tool wear in conventional drilling of CFRP. Therefore, it might be more meaningful if the wear behaviors of HSS twist drills can be studied in UVAD of CFRP. The experimental setup is shown in Fig. 1. An ultrasonic spindle system independently developed by the Wuhan University of Technology was used to replace the machine tool spindle. The ultrasonic spindle system mainly includes a power supply, a piezoelectric ceramics converter, and an ultrasonic horn. The electrical energy provided by the power supply can be transmitted to the ultrasonic spindle by the non-contact electric energy transmission device. Then, the electrical energy was converted into high-frequency mechanical vibration by the piezoelectric ceramics converter. The ultrasonic vibration was amplified by the ultrasonic horn and finally generated micron-level vibration at the end of the cutting tool. The amplitude of ultrasonic vibration can be adjusted by setting different voltages and frequencies of the power supply, and the laser Doppler vibrometer (SDPTOP LV-S01, Sunny Optical Technology, Singapore) was selected to measure the amplitude of ultrasonic vibration. Detailed parameters of the ultrasonic spindle are listed in Table 2.

Experiment setup: (a) the schematics, (b) the photo of the CNC, (c) the HSS twist drill, (d) the ultrasonic spindle system
As illustrated in Table 3, single-factor experiments were designed to analyze the effects of ultrasonic vibration and cutting parameters on tool wear in CFRP drilling. The ranges of spindle speed and feed rate were determined according to the combination of our previous research results and the performance of the machining center. To investigate the variation of tool wear during the drilling, the tool wear was measured every three holes (from 1 to 22) to analyze the influence of spindle speed, feed rate, and ultrasonic vibration on tool wear. Each drill was measured two times to ensure the reliability of the results.
2.3 Wear evaluation method
The level of tool wear needs to be quantified by corresponding evaluation methods; there are two main evaluation methods: (1) fillet radius of the cutting edge and (2) the area or width of tool flank wear. During the drilling process, the main cutting edge of the drill bit will rapidly develop to be rounded due to the wear. Faraz et al. [23] first introduced the cutting edge rounding (CER) as the wear criterion of drills by measuring the fillet radius of the cutting edge before and after the drill wear. They proved that the proposed tool wear criterion is as reliable as the traditional evaluation criterion. This evaluation criterion has been utilized and developed in recent years [24,25,26].
Although cutting edge rounding (CER) can reflect the tool wear level in a way, in fact, for most tool geometries, the wear of flank face is more obvious than that of other areas. Therefore, tool wear is still evaluated by measuring the average area or width of the wear area on the flank face [15, 17, 27,28,29].
In this study, the average width of tool flank wear is used as the tool wear evaluation criterion for the reason that it can reflect the tool wear level more intuitively. The tool flank wear can be observed via images taken at ×80 magnification on an optical microscope (Leica SAPO, Germany), and the wear width was calculated with the utilization of software ImageJ (see Fig. 2). The surface morphology and characteristics of the tool flank wear were characterized by scanning electron microscopy (SEM, JSM-IT300, Japan) and energy dispersive spectroscopy (EDS, X-MaxN20, Britain).

The (a) LEICA stereo microscope SAPO and (b) micrograph of the flank surface after 1 hole
3 Results and discussion
3.1 Effect of ultrasonic vibration–assisted drilling on tool wear
To understand the tool wear process in the UVAD, the comparisons on tool wear between CD and UVAD were performed after drilling 22 holes at the spindle speed of 3000 rpm and the feed rate of 70 mm/min. Micrographs and SEM images were taken as shown in Fig. 3.

Micrographs and SEM images of the flank surface in CD and UVAD after 22 holes drilled: (a) flank surface in CD; (b) flank surface in UVAD; (c) outer corner in CD; (d) outer corner in UVAD; (e) cutting edge in CD; (f) cutting edge in UVAD; (g) non-wear area in CD; (h) non-wear area in UVAD
The wear area can be seen from Fig. 3a and b. Due to the relative motion between the tool surface and workpiece during the drilling process, the relative motion surface friction was in the form of abrasive wear to produce grooves with different depths on the tool surface, and eventually formed flank wear. The shape of the wear area was a trapezoid, which was closely related to the difference in linear cutting speed at different positions of the drill bit. Herein, linear cutting speed is a function of spindle speed and tool radius, and under the same spindle speed, the cutting speed of the drill bit is in proportion to its radius. Therefore, on the side close to the tip of the drill, the low linear cutting speed resulted in a narrow wear area. On the contrary, the wear area was wide due to the high linear cutting speed at the outer corner. Such a phenomenon agrees well with those observed by Romoli and Lutey [30] when drilling CFRP using HSS drills. Enlarging the three areas with red box markers in Fig. 3a and b by SEM, the detailed characters of outer corner, cutting edge, and non-worn area can be obtained from images. It can be seen that the wear at the outer corner in CD was significantly greater than that in UVAD (see Fig. 3c, d). Less adhesion of matrix and chips was observed on cutting edge and non-worn area of the flank face in UVAD when compared with CD (see Fig. 3e, f, g, h). These can be attributed to the excellent ability of material removal and chip evacuation in UVAD. Compared with CD, the employ of ultrasonic vibration could make continuous cutting into interrupted cutting, and the hammer action of ultrasonic vibration was beneficial for the removal of material by crushing the workpiece. Furthermore, under the hammer action, the ability of chip breaking was improved in the cutting process, which enabled the chip to be evacuated smoothly. Beneath the combined effect of ultrasonic vibration and rotation of the tool, the elastic recovery of the machined surface was weakened, and thus effectively reduced the friction between the machined surface and the tool, which had an inhibiting effect on tool wear. It is worth noting that a large extent of the discolored area can be identified on the flank surface in CD which signified the enhancement of the oxidation wear in the CD, while the discolored area was much less in UVAD (see Fig. 3a, b). This observation was occurred because the interrupted cut caused by ultrasonic vibration could significantly reduce the contact time to allow sufficient cooling of the drill, which eventually led to the decrease of oxidation wear. To study more about the oxidation wear of the tools in CD and UVAD, EDS analysis was carried out and the results are shown in Fig. 4.

Comparison of EDS spectrums on the drill flank surfaces between CD and UVAD: (a) discolored area in CD; (b) discolored area in UVAD; (c) outer corner in CD; (d) outer corner in UVAD
From EDS analysis, the weight percent of oxygen in the discolored area indicated that the oxidation wear of the tool in UVAD is much less than that in CD, which proved that UVAD can effectively reduce drilling temperature and oxidation wear. According to the weight percent of oxygen in different points, it can be inferred that the larger oxidation wear of the flank face occurred near the chisel edge of the tool and faded along the length and width direction of the cutting edges in both CD and UVAD (see Fig. 4a and b). In addition, to verify the reliability of the inference, EDS analysis was also carried out at the outer corner, and the same varying trend was found as that in discolored area (see Fig. 4c and d), which is also in good agreement with tool temperature distribution in the earlier work done by Matsumura et al. [31] and Zhao et al. [32]. Such a phenomenon is mainly because the low linear cutting speed at the tip of the drill led to a serious accumulation of chip, which aggravated the friction between the tool and the workpiece and, in turn, caused the heat energy transformed by mechanical energy cannot be released in time. As the drilling process went on, the heat in the drilling area gradually accumulated, eventually resulting in a relatively severe burn on the cutting edge near the tip of the drill.
Overall, the above observations demonstrated that abrasive wear, adhesion, and less oxidation wear constituted the combined wear mode in UVAD of CFRP with the utilization of HSS twist drill.
3.2 Effect of feed rate on tool wear
The micrographs of the flank surface at a feed rate of 30 mm/min and 110 mm/min with a spindle speed of 3000 rpm in UVAD are given in Fig. 5. Seeing from SEM micrographs, the wear at the outer corner of the drill at the feed rate of 30 mm/min was severer than the drill at the feed rate of 110 mm/min (see Fig. 5c, d). This can be attributed to that a lower feed rate led to longer cutting time, which in turn prolonged the friction time between tool, workpiece, and chip, which resulted in larger tool wear. For the same reason, a large area of matrix adhesions can be observed at the feed rate of 30 mm/min while there was no obvious matrix adhesion at the feed rate of 110 mm/min (see Fig. 5e, f). For the case of the non-worn area, there was no discernible difference under two parameters (see Fig. 5 g, h).

Micrographs and SEM images of the flank surface at 30 mm/min and 110 mm/min after 22 holes drilled: (a) flank surface at 30 mm/min; (b) flank surface at 110 mm/min; (c) outer corner at 30 mm/min; (d) outer corner at 110 mm/min; (e) cutting edge at 30 mm/min; (f) cutting edge at 110 mm/min; (g) non-wear area at 30 mm/min; (h) non-wear area at 110 mm/min
Figure 6 shows the comparison of flank wear at different feed rates in UVAD. After drilling the first hole, the flank wear started becoming visible, and the tool wear growth rate of the first hole was significantly higher than that of the later holes. As a rule of thumb, the tool wear could be divided into three stages during the UVAD of CFRP (Ref red curve in Fig. 6). When a new tool was put into drilling, the small contact area between the tool and the workpiece and the tiny defects on the tool surface resulted in a large pressure per unit contact area. In the initial wear stage, these unstable parts wore out quickly while the contact area increased rapidly, so the initial wear curve was steep. In the normal wear stage, the flank surface went from rough to smooth and the contact area between the tool and workpiece increased as well, resulting in lower pressure per unit contact area. Therefore, the tool wear growth rate was slow and steady. After a long period of normal wear, the drill entered the rapid wear stage. There was a sharp rise in cutting force and drilling temperature, and then the comprehensive effect of thermal softening of the workpiece and tool materials and the increase in contact pressure made the tool wear increase sharply with increasing the number of drilled holes, eventually leading to the complete failure of the tool. In this work, the variations of feed rates will have a direct bearing on the cutting time and ultrasonic vibration effect. Thereby, according to the data obtained from experiments, the tool wear curves under different feed rates were intricate. In this case, the effect of feed rate on tool wear was analyzed from the tool wear of the 1st hole and the 22nd hole.

Variation of the drill flank wear against the number of holes drilled at different feed rates
The comparison of flank wear between CD and UVAD at different feed rates under 1 and 22 holes is shown in Fig. 7. It can be observed from this figure that the feed rates of the experimental group with the largest flank wear of 1 hole in CD and UVAD were both 30 mm/min, which were 0.190 mm and 0.147 mm, respectively. The lowest flank wear was observed to be 0.102 mm and 0.103 mm at the feed rate of 90 mm/min, respectively. The reason for this tendency has been mentioned in the previous paragraph: in the initial wear stage, although the low feed rate reduced the cutting force of the tool, it caused a longer friction time as well as longer friction distance at the tool-workpiece interface. Therefore, the flank wear of the tool showed a diminishing tendency in the range of 30 mm/min to 90 mm/min in both CD and UVAD. The variation trend shows similarity with those observed by Fernández et al. [14] and Karpat et al. [33], except for 110 mm/min. The possible reason for the exception was that, with the utilization of HSS twist drill, the higher feed rate (>90 mm/min) can to a large extent increase cutting force, which had a dominant effect on tool wear under this condition and eventually led to relatively large tool wear in the 1st hole.

The comparison of the drill flank wear between CD and UVAD at different feed rates
The differences in flank wear for various feed rates became more obvious after drilling 22 holes. The maximum measured flank wear in UVAD was 0.686 mm whereas in CD it was 0.738 mm at the feed rate of 50 mm/min, and the minimum value was 0.566 mm and 0.586 mm respectively at the feed rate of 110 mm/min. The drill at the feed rate of 110 mm/min underwent a decrease of 17.5% and 20.6% in tool wear for UVAD and CD respectively when compared with the feed rate of 50 mm/min. The variation trend of 22 holes was different from that of 1 hole. It can be seen that the flank wear of 22 holes decreased with the increase of feed rate in the range above 50 mm/min. It is noteworthy that the flank wear at the feed rate of 30 mm/min was lower than that at the feed rate of 50 mm/min. The reason for this difference could be that the tool wear reached the peak value in the combined effect of cutting force and cutting time at the feed rate of 50 mm/min. Additionally, it can be found that the differences in the flank wear of the 22nd hole under the two drilling methods showed a slow downward trend with the increase of the feed rate. When the feed rate was 30 mm/min, the maximum difference in flank wear was 77 μm, which was a relative decrease of 11.2%. When the feed rate was 110 mm/min, the minimum difference in flank wear was 20 μm, i.e., a slight difference of 3.4%. The reason is that the interaction time between the tool and the workpiece in UVAD slightly increased with an increase in the feed rate, which inevitably led to the weakening of the ultrasonic vibration effect. Once the critical feed rate was exceeded, the tool will not separate from the workpiece and there will be no remarkable difference between CD and UVAD.
3.3 Effect of spindle speed on tool wear
Figure 8 shows the micrographs of the flank surface at the spindle speed of 1000 rpm (22 holes) and 5000 rpm (13 holes) with a feed rate of 70 mm/min in UVAD. When the spindle speed was 5000 rpm, the tool was seriously worn after drilling 10 holes, and burns occurred to the tool matrix. After drilling 13 holes, the wear and burn were aggravated and the discolored area signifying the oxidation wear can be distinctly observed from the micrographs (see Fig. 8b). Eventually, the drilling experiment was terminated after 13 holes were drilled. Compared with 5000 rpm, the tool wear at 1000 rpm was less and there was no observable discolored area (see Fig. 8a). Similarly, there was slight oxidation wear on the outer corner and cutting edge at 1000 rpm, whereas it was more at 5000 rpm (see Fig. 8c, d, e, f). The reasonable explanation for this phenomenon was that the cutting speed, as well as the cutting distance at 5000 rpm, was much larger than that at 1000 rpm, so that the drill at 5000 rpm experienced larger thermal shock and more friction, resulting in premature failure of the drill.

Micrograph and SEM images of the flank surface at 1000 rpm (22 holes) and 5000 rpm (13 holes): (a) flank surface at 1000 rpm; (b) flank surface at 5000 rpm; (c) outer corner at 1000 rpm; (d) outer corner at 5000 rpm; (e) cutting edge at 1000 rpm; (f) cutting edge at 5000 rpm; (g) non-wear area at 1000 rpm; (h) non-wear area at 5000 rpm
Figure 9 compares flank wear at different levels of spindle speed in UVAD. Almost at all numbers of drilled holes, flank wear at high spindle speed was larger than that at low spindle speed, because severe tool wear was resulted from long cutting distance at high spindle speed for the same amount of time. Under the condition of 4000 rpm, the tool wear increased smoothly and there was no white smoke until in the process of drilling 22nd holes. However, when the spindle speed reached 5000 rpm, there was a harsh noise in drilling 13th holes. Meanwhile, the red-hot chips accumulated on the workpiece surface and white smoke rose from the hole. The tool wear increased dramatically in the process of drilling 11–13 holes, and based on this, the tool was deemed to enter the rapid wear stage. Consequently, the drill was considered unsuitable for the next drilling, and the experiments at 5000 rpm were stopped.

Variation of the drill flank wear against the number of holes drilled at different spindle speeds
The comparisons of flank wear between CD and UVAD at different spindle speeds under 1 and 22 holes are shown in Fig. 10. The initial wear of CD and UVAD had the same change trend, i.e. slightly increased as the spindle speed increased. The findings of the variation trend at different spindle speeds of the tool wear agree well with the previous work done by Merino-Pérez et al. [34]. The reason for this trend is that increasing spindle speed resulted in a larger cutting speed as well as cutting distance at the same feed rate (as explained before), which eventually led to severe flank wear. According to the value of flank wear, the initial wear showed an indistinguishable difference in CD and UVAD, which indicated that it was hardly affected by drilling methods.

The comparison of the drill flank wear between CD and UVAD at different spindle speeds
Obviously, for 22 holes drilled, tool wear in UVAD was less than CD at all levels of spindle speed, and the tool wears increased with the increase of spindle speed in both CD and UVAD. The maximum measured flank wear in UVAD was observed to be 0.673 mm whereas the corresponding value for CD being 0.708 mm at the spindle speed of 4000 rpm, and the minimum value was 0.487 mm and 0.560 mm respectively at the minimum spindle speed of 1000 rpm. The drill underwent an increase of 38.2% and 26.4% in tool wear for UVAD and CD respectively from the spindle speed of 1000 rpm to 4000 rpm. The reason behind these phenomena was entirely discussed in the foregoing paragraphs, which was associated with larger cutting speed and cutting distance. Here, too, the differences in tool wear between CD and UVAD were similar to feed rate, i.e., gradually narrowed with increasing the spindle speed. The difference in flank wear between CD and UVAD reached the maximum value of 73 μm at the spindle speed of 1000 rpm, which was a relative decrease of 13.0%. The minimum value of flank wear was 35 μm at the spindle speed of 4000 rpm, about a decline of 4.9%. The explanation of this can be as follows: when the spindle speed of UVAD was low, the hammering times on the workpiece surface became more at the same cutting distance, which was conducive to the generation and expansion of cracks on the workpiece surface. In this case, the material was easier to be removed, resulting in the reduction of tool wear. Conversely, increasing the spindle speed tends to make a smooth cutting path and reduce the machinability of UVAD. Hence, the mitigation effect of UVAD on tool wear decreased with the increase of spindle speed.
4 Conclusions
In this paper, the wear mechanism and the effects of feed rate and spindle speed on tool wear in UVAD of CFRP were experimentally investigated. The main findings can include:
-
1.
The wear mode of the HSS twist drill in the UVAD of CFRP was a combination of abrasive wear, adhesion, and partial oxidation. Compared with CD, UVAD can effectively reduce the average width of tool flank wear on the drill with a maximum reduction of 13.0% after drilling 22 holes, and this improvement is more obvious when using a low feed rate and low spindle speed. Furthermore, the oxidation wear of the drill in UVAD was much less than that in CD, and these oxidation marks gradually faded along the length and width direction of the cutting edges.
-
2.
The tool wear firstly increased and then decreased with the increase in feed rate for UVAD. Increasing the feed rate from 50 mm/min to 110 mm/min decreased the average width of tool flank wear by 17.5% in UVAD.
-
3.
The tool wear increased with the increase in spindle speed for UVAD. Increasing the spindle speed from 1000 rpm to 4000 rpm increased the average width of tool flank wear by 38.2% in UVAD. A phenomenon concerning to spindle speed was observed that a high spindle speed of 5000 rpm easily resulted in premature failure of the drill.
-
4.
In UVAD of CFRP with the utilization of HSS twist drill, a significant reduction of tool wear can be produced by selecting a higher feed rate and lower spindle speed.
The above findings might be meaningful to provide a reference for the selection of cutting parameters in UVAD of CFRP.
References
Krishnaraj V, Prabukarthi A, Ramanathan A, Elanghovan N, Kumar MS, Zitoune R, Davim JP (2012) Optimization of machining parameters at high speed drilling of carbon fiber reinforced plastic (CFRP) laminates. Composites Part B 43(4):1791–1799
Alessandra C (2018) Machining of fibre reinforced plastic composite materials. Materials 11(3):442
Gara S, Fredj R, Naimi S, Tsoumarev O (2017) Prediction of cutting forces in slotting of multidirectional CFRP laminate. Int J Adv Manuf Technol 89:3379–3391. https://doi.org/10.1007/s00170-016-9161-8
Uriya Y, Yanagimoto J (2016) Suitable structure of thermosetting CFRP sheet for cold/warm forming. Int J Mater Form 9(2):243–252
Che D, Saxena I, Han P, Guo P, Ehmann KF (2014) Machining of carbon fiber reinforced plastics/polymers: a literature review. J Manuf Sci Eng 136(3):034001
Ameur MF, Habak M, Kenane M, Aouici H, Cheikh M (2017) Machinability analysis of dry drilling of carbon/epoxy composites: cases of exit delamination and cylindricity error. Int J Adv Manuf Technol 88(9-12):1–15
Raj DS, Karunamoorthy L (2016) Study of the effect of tool wear on hole quality in drilling CFRP to select a suitable drill for multi-criteria hole quality. Mater Manuf Process 31(5):587–592. https://doi.org/10.1080/10426914.2015.1004713
Karpat Y, Değer B, Bahtiyar O (2014) Experimental evaluation of polycrystalline diamond tool geometries while drilling carbon fiber-reinforced plastics. Int J Adv Manuf Technol 71(5-8):1295–1307. https://doi.org/10.1007/s00170-013-5592-7
Gaugel S, Sripathy P, Haeger A, Meinhard D, Bernthaler T, Lissek F, Kaufeld M, Knoblauch V, Schneider G (2016) A comparative study on tool wear and laminate damage in drilling of carbon-fiber reinforced polymers (CFRP). Compos Struct 155:173–183. https://doi.org/10.1016/j.compstruct.2016.08.004
Park KH, Beal A, Kim D, Kwon P, Lantrip J (2011) Tool wear in drilling of composite/titanium stacks using carbide and polycrystalline diamond tools. Wear 271(11):2826–2835
Rawat S, Attia H (2009) Wear mechanisms and tool life management of WC–Co drills during dry high speed drilling of woven carbon fibre composites. Wear 267(5-8):1022–1030. https://doi.org/10.1016/j.wear.2009.01.031
Fernández-Pérez J, Diaz-Alvarez J, Miguelez MH, Cantero JL (2020) Combined analysis of wear mechanisms and delamination in CFRP drilling. Compos Struct 255:112774. https://doi.org/10.1016/j.compstruct.2020.112774
Harris M, Qureshi MAM, Saleem MQ, Khan SA, Bhutta MMA (2017) Carbon fiber-reinforced polymer composite drilling via aluminum chromium nitride-coated tools: Hole quality and tool wear assessment. J Reinf Plast Compos 36(19):1403–1420. https://doi.org/10.1177/0731684417709359
Fernández-Pérez J, Cantero JL, Díaz-Álvarez J, Miguélez MH (2017) Influence of cutting parameters on tool wear and hole quality in composite aerospace components drilling. Compos Struct 178:157–161. https://doi.org/10.1016/j.compstruct.2017.06.043
Iliescu D, Gehin D, Gutierrez ME, Girot F (2010) Modeling and tool wear in drilling of CFRP. Int J Mach Tools Manuf 50(2):204–213. https://doi.org/10.1016/j.ijmachtools.2009.10.004
Xu J, Li C, Chen M, Ren F (2019) A comparison between vibration assisted and conventional drilling of CFRP/Ti6Al4V stacks. Mater Manuf Process 34(10):1182–1193. https://doi.org/10.1080/10426914.2019.1615085
Li C, Xu J, Chen M, An Q, El Mansori M, Ren F (2019) Tool wear processes in low frequency vibration assisted drilling of CFRP/Ti6Al4V stacks with forced air-cooling. Wear 426-427:1616–1623. https://doi.org/10.1016/j.wear.2019.01.005
Geng D, Zhang D, Xu Y, He F, Liu F (2014) Comparison of drill wear mechanism between rotary ultrasonic elliptical machining and conventional drilling of CFRP. J Reinf Plast Compos 33(9):797–809
Feng Q, Cong WL, Pei ZJ, Ren CZ (2012) Rotary ultrasonic machining of carbon fiber-reinforced polymer: feasibility study. Mach Sci Technol 16(3):380–398. https://doi.org/10.1080/10910344.2012.698962
Shan C, Zhang X, Dang J, Yang Y (2017) Rotary ultrasonic drilling of needle-punched carbon/carbon composites: comparisons with conventional twist drilling and high-speed drilling. Int J Adv Manuf Technol 98(1-4):189–200. https://doi.org/10.1007/s00170-017-1228-7
Makhdum F, Phadnis VA, Roy A, Silberschmidt VV (2014) Effect of ultrasonically-assisted drilling on carbon-fibre-reinforced plastics. J Sound Vib 333(23):5939–5952. https://doi.org/10.1016/j.jsv.2014.05.042
Wu CQ, Gao GL, Li HN, Luo H (2019) Effects of machining conditions on the hole wall delamination in both conventional and ultrasonic-assisted CFRP drilling. Int J Adv Manuf Technol 104:2301–2315
Faraz A, Biermann D, Weinert K (2009) Cutting edge rounding: an innovative tool wear criterion in drilling CFRP composite laminates. Int J Mach Tools Manuf 49(15):1185–1196. https://doi.org/10.1016/j.ijmachtools.2009.08.002
Madhavan V, Lipczynski G, Lane BM, Whitenton EP (2015) Fiber orientation angle effects in machining of unidirectional CFRP laminated composites. J Manuf Process 20:431–442
Ramirez C, Poulachon G, Rossi F, Msaoubi R (2014) Tool wear monitoring and hole surface quality during CFRP drilling. Procedia CIRP 13:163–168
Wang X, Kwon PY, Sturtevant C, Kim D, Lantrip J (2013) Tool wear of coated drills in drilling CFRP. J Manuf Process 15(1):127–135. https://doi.org/10.1016/j.jmapro.2012.09.019
Celik A, Lazoglu I, Kara A, Kara F (2015) Wear on SiAlON ceramic tools in drilling of aerospace grade CFRP composites. Wear 338:11–21
Liu D, Tang Y, Cong WL (2012) A review of mechanical drilling for composite laminates. Compos Struct 94(4):1265–1279. https://doi.org/10.1016/j.compstruct.2011.11.024
Henerichs M, Vos R, Harsch D, Kuster F, Wegener K (2014) Tool life time extension with nano-crystalline diamond coatings for drilling carbon-fibre reinforced plastics (CFRP). Procedia CIRP 24:125–129
Romoli L, Lutey AHA (2019) Quality monitoring and control for drilling of CFRP laminates. J Manuf Process 40:16–26. https://doi.org/10.1016/j.jmapro.2019.02.028
Matsumura T, Tamura S (2016) Temperature analysis in CFRP drilling. AIP Conference Proceedings 1769(1):080005. https://doi.org/10.1063/1.4963480
Zhu Z, He B, Chen J (2020) Evaluation of tool temperature distribution in MQL drilling of aluminum 2024-T351. J Manuf Process 56(1):757–765
Karpat YI, Değer B, Bahtiyar O (2012) Drilling thick fabric woven CFRP laminates with double point angle drills. J Mater Process Technol 212(10):2117–2127
Merino-Perez JL, Merson E, Ayvar-Soberanis S, Hodzic A (2014) The applicability of Taylor’s Model to the drilling of CFRP using uncoated WC-Co tools: the influence of cutting speed on tool wear. Int J Mach Mach Mater 16(2):95–112
Availability of data and material
All data generated or analyzed during this study are included in this article and its additional files.
Code availability
Not applicable.
Funding
The work described in this paper is supported by the Fundamental Research Funds for the Central Universities (Grant No: 2020-YB-025) and State Key Lab of Digital Manufacturing Equipment and Technology (Grant No: DMETKF2020026).
Author information
Authors and Affiliations
Contributions
Wenjian Huang: writing-original draft preparation, methodology. Shiyu Cao: investigation, formal analysis, resources. Hao Nan Li: investigation, reviewing and editing. Qi Zhou: investigation, validation. Chaoqun Wu: reviewing and editing, funding acquisition, conceptualization, supervision. Dahu Zhu: investigation, data curation. Kejia Zhuang: reviewing and editing.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Huang, W., Cao, S., Li, H.N. et al. Tool wear in ultrasonic vibration–assisted drilling of CFRP: a comparison with conventional drilling. Int J Adv Manuf Technol 115, 1809–1820 (2021). https://doi.org/10.1007/s00170-021-07198-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-07198-w