
Abstract
Process dimensioning, as an important component of 3D process design, is the key to realize the high integration of computer-aided process planning(CAPP)and computer-aided design (CAD) in intelligent manufacturing. At present, the product design dimension cannot express the process requirements, and the dimensioning method cannot meet the requirements of the rapid creation of the process model. For this reason, an intelligent generation method of process dimension for 3D process design is proposed. Firstly, the process dimension is divided into two types: the shaping dimension and location dimension. The shaping dimension is created based on removal volume, and the location dimension is generated based on using the constraints of features. Secondly, the association method of “feature-dimension-removal volume” model is created by analyzing the correlation between the feature, dimension, and the removal volume. Then, the constraint relationship between dimension and dimension priority of the process dimension is established to construct intelligent inspection method for process dimension. Finally, a plate part is used as verification object to verify the feasibility and effectiveness of the proposed method.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Nowadays, with the development of computer technology and manufacturing automation, intelligent manufacturing has become the future development direction of manufacturing industry. In the process of product development, product design, manufacturing, and others are gradually transformed to intelligent. Meanwhile, model based definition (MBD) technology is becoming the only efficient and accurate carrier to express the information of product data model parts, which had included dimension, shaping, and position tolerance, roughness, and surface heat treatment. However, in current research of CAD, how to automatically generate dimension in a satisfied way still has not been found and has been a tough problem during the process design. Dimension information is an important part of process information. As we know, dimensioning accounts for 20%~40% of the total engineering drawing work, which is time consuming and error prone [1]. At present, in the MBD model process design, the design dimension has realized the automatic dimensioning, but the design dimension still cannot express the process information accurately, and the existing design dimensioning methods cannot be used into the process of intelligent dimensioning process. Process dimensioning still requires manual interaction by designers, which not only leads to low labeling efficiency, but also cannot ensure the integrity of tagging information. Therefore, it is necessary to realize fast, reasonable, and clear dimensioning method for 3D process.
Since using of computer dimensioning technology has been widely accompanied in products design, automation and intelligence have always been the ultimate goals of the development of advanced manufacturing technology. The shaping dimension and location dimension just only express the final machining dimension in the design model. And it cannot express the removal material volume during the machining process. Besides, due to the lack of process dimension, the worker cannot understood the machining process well. So compared with the design dimension, the material quantity directly can be expressed by the process dimension in the working procedure model, the part processing can be guided, and the process inspection can be realized through the process dimension. In the 3D process design, the dimensioning of the model is associated the process data with the solid model such as dimension information. However, due to the fact that the datum is not uniform and the single feature dimension is associated with multiple steps, the process dimension cannot be directly obtained from the design dimension conversion. Therefore, the intelligent dimensioning of process dimension which contains process information needs to be studied. So recently, we developed a prototype system that is named MPD Processor for the feature-based representation, and it can be seen as the carrier and basis of the manufacturing information. The proposed system would be helpful to create the process dimension in working procedure model.
However when designing the MBD model, a large number of three-dimensional working procedure models need to be constructed, so as to meet the needs of detailed process design and key process inspection. There are strict constraints of process and dimension between three-dimensional working procedure models. For traditional 3D process model, the dimension change cannot be reflected by the overall dimensioning and it is a disadvantage to inspect after processing of a single process. Therefore, the process dimension of the working procedure model can be obtained quickly and accurately by analyzing the constraint relationship between machining feature and working procedure model. In this paper, the entire process dimension can be divided into two types which include the shaping dimension and location dimension. Because of the design model, design dimension cannot express the machining procedure. So we focus on working procedure model that can directly express the machining process. Then the shaping dimension of removal volume in every procedure can represent the shaping dimension of process and the location dimension of machined feature can represent the location dimension of process. After that, the constraint of each geometric element can be qualified by the related geometric elements and constraints. Based on the above steps, an intelligent way of checking the complete, missing, and standardized dimensions is proposed. As a result, process dimension can be automatically and intelligently generated.
The remainders of the paper are organized as follows: In Section 2, we give a brief review of related works about automatic intelligent dimensioning. In Section 3, the process dimension organization and management methods of removal volume are discussed. In Section 4, the intelligent method of creating process dimension is studied based on the association method of “feature-dimension-removal volume” model. In Section 5, a complicated model is used as an example to demonstrate the effectiveness of this method. Section 6 concludes the main contributions and discusses the research issues in the future.
2 Related works
Recently, the intelligent dimensioning technology has become an active research topic and volumes of literature have been done in computer-aided design and computer-aided manufacturing (CAD/CAM) field. Those works surveyed here are very closely related to our research. In this section, the related works on the automatic generate dimension, automatic intelligent generate dimension, and the standardization and completeness of process dimension are reviewed.
2.1 Study on automatically dimensioning in the process design
In order to realize the intelligent dimensioning of process dimension, after about 40 years of research, scholars have carried out a lot of researches for dimensioning.
As for intelligent process planning design, an intelligent method of process planning design was proposed by Liu et al. [2, 3]. Firstly, they proposed an algorithm to map the protrusion feature on the slanting face (PF-SF) to its manufacturing feature volume (MFV) based on the geometric reasoning method and the backward growing method. And then in order to create the working process model (WPM), they also putted an algorithm to mapping machining features to manufacturing feature volumes from B-rep of mechanical part. At the same time, Liu et al. [4,5,6] applied the digital twin technology to the process design and proposed a construction method based on the digital twin process model. Based on the processing feature of knowledge evolution, the knowledge of evolutionary geometric features, the expression method, and the correlation mechanism between them were solved. Based on this, the construction framework of DTPM was elaborated. The processing time was reduced by 7% and the processing stability was improved by 40%. Jing [7] studied the process intelligence generation based on knowledge evolution and proposed the process intelligence generation based on skeleton process, which effectively improved the process planning efficiency. A process dimension tree is created by Youli et al. [8]. In order to create a complete dimension model, they used letters with subscripts to represent each surface of the part during processing, and straight lines were used to represent process dimensions. Then by using the dimension tree, the machining sequences of each surface and the process datum of each process dimension are expressed, and the process route is simplified. A method of process parameter generation based on MBD is proposed by Ding et al. [9]. The feature information of MBD model can be identified with feature recognition algorithm. And the non-geometric information of MBD model also can be extracted by information extraction algorithm. While the feature information is obtained, the processing parameters are organized automatically by using the BP neural network. As for process tolerance annotation, an algorithm rational for 3D manufacture tolerance synthesis is developed by Karim et al. [10], which is based on the TTRS. They developed a manufacturing modeled by a graphical representation called the SPIDERGRAPH. Based on above data, it is possible to identify the location of the functional surfaces in each functional specification, and all active surfaces can be detected. So the tolerances are intelligently generated. Another way is proposed by Zhu [11]. They obtain the assembly tolerance cell and part tolerance cell first. And then these two types of tolerance cell are extracted and expressed in the form of linked list structure in computer. Lastly, assembly dimension chain is searched automatically based on obtained tolerance cell, and the correct assembly dimension chain is extracted.
The above researches only focused on the creation of part of process information in the process, and did not pay attention to the intelligent creation of process dimension. However, their research method provides a good idea for us to create process dimension intelligently.
Dori et al. [12] put forward the graph theory and grammar on the basis of automatic dimensioning in mechanical engineering drawings, which provided the basic theoretical for the study of automatic dimensioning. They divided the automatic dimensioning problem into logical judgment part and spatial arrangement part, where the logical judgment part is related to the selection of reasonable dimension. Based on the study of dimensioning theory, an “implicit agreement” in dimensioning of geometric features is proposed. At the same time, they also put forward two basic criteria to verify the dimensioning scheme, and solved the problem of checking the rationality of dimensioning. The graph theory algorithm of partial dimension automatic generation is studied based on the dimension-driven model by Serrano et al. [13]. The algorithm use initial constraints as seeds and generate all constraints using the connective information of the constrained network so that the machining process do not need to repeat every time. Another dimensioning method based on product model is proposed by Suzuki et al. [14]. They introduce a dimensional description framework for a solid model. They used the parameters of dimension to constrain the geometric faces in the mentioned model. And the model is described in WFF (well-formed formula in list—order predicate) model species. This model helps to express and manages information throughout product design and manufacturing. Besides, literature [15, 16] summarized the early automatic dimensioning technology and pointed out the difficulties that need to be solved. But the technical details of program implementation were not adequately described, and these methods were unable to cover all kinds of dimension and tolerances in engineering standards. However, most scholars just focus on automatic generation of design dimensions, and the creation process of dimensions does not reflect the intelligent creation process. At the same time, the design dimension is not equal to the process dimension, and the design dimension intelligently reflects the dimension of the design model, which reflects the dimension after the model processing, without combining the creation process of the dimension with the actual processing process. Fortunately, they all create the design dimensions by analyzing the geometric parameters of the design model, which provides a good idea for us to create the process dimensions.
As for the intelligent dimensioning of process dimension research, an algorithm based on feature extraction is proposed by Chen et al. [17, 18]. The dimension of 2D mechanical part drawing is automatically generated from the 3D part model. And the 3D solid model is constructed by using CSG tree and B-Rep data structure. Then they cluster the part faces into planes, cylindrical surfaces, and other surfaces (including sculptural surfaces) to groups. And the dimension feature coding and artificial intelligence technology are used to determine the layout of dimensioning, select the appropriate view to mark the dimension, and display the correct dimension position. Finally, the dimensions of plane and cylinder are dimensioned automatically in engineering drawings, but this method cannot realize the automatic dimensioning in 3D model. A projection of 3D dimension to 2D dimension is studied by AN Heng et al. [19]. A fast projection and automatic updating method are proposed to classify 3D dimension into sketch dimension, feature dimension, and actual dimension. The dimension automatically projects and quickly updates when the 3D model is projected to the 2D view. By matching the relevant elements of the 3D dimension, the system verification is realized on the Caxasolid platform. An algorithm of automatic dimensioning based on case-based reasoning (CBR) is proposed by Sun [20], which used the existing drawings’ dimension information to realize automatic dimensioning of new drawings. The dimension intelligent generation is realized, by defining the features of the graphic outputting elements, creating dimension templates, and finding the most similar cases with the topology, geometry, and expression function of the new figure from the case library. Wang et al. [21] studied the simulation tolerance and the driven dimension skeleton so that they established a space projection method to generate the 3D dimension chain. And the corresponding prototype system is developed on the Pro/E software. Gao et al. [22] studied the generation strategy on the basis theory of the feature attribute set (FAS) concept. Using the transmission network search algorithm, the assembly dimension chains are automatically generated in the assembly drawing. The prototype system integrated is developed based on this method in the CATIA. After the user specifies the closed loop, this system can accurately and automatically generate 3D assembly dimension chains.
Most of the scholars study on automatic intelligence dimensioning 2D dimension in engineering drawing from 3D solid model. However, they only study the intelligent creation of 2D process dimension based on 3D model, which is not conducive to the creation of process intelligence information. In addition, the above scholars only studied the intelligent creation of dimensions, without accounting factors such as dimension completeness.
2.2 Study on geometric constraint solving and missing dimension inspection
In addition to automatically generating all required dimension, intelligential dimensioning also has an important problem in avoiding redundant dimension and accurate dimension. K-Z Chen et al. [17, 18] also established the strategy and method of the position dimension priority, based on the cylindrical surface of the mechanical parts according to the characteristic information. Then they eliminate redundant location dimension, determine the bit dimension scheme, and display the reasonable dimension according to the dimension feature coding and artificial intelligence technology.
A modifiable method to construct a 3D model by 2D engineering drawings is studied by Zou et al. [23]. Then the redundant constraints are detected and eliminated by an optimization algorithm based on quasi-Newton. Finally, the residual constraints are transformed into the full 3D dimension of the model. The triangular decomposition is improved, and the concept of graph deficit is introduced to reflect the state of constraint by Joan et al. [24]. A linear method is proposed to solve a large class of gauge drawing problems by Aoudia et al. [25]. The over-constraints and under-constraints can be found through the method of constraint diagram rules as clusters. Based on the improvement of the decomposition-combination algorithm, the SDR algorithm is proposed by Ait et al. [26]. They make up for the feature that the decomposition-combination algorithm only use the structure information and neglects the numerical information. On the basis of previous research, a new method is proposed to solve the geometric constraints of wide-area parameters by Joan et al. [27]. The problem of combining constraints in narrow-range parameters is solved. Literature [28] studied the parameter interval, which allowed the geometric constraint system to be calculated thorough construction method. On this basis, literature [29] implements the method in the experiment, and all reasonable parameter boundaries can be calculated accurately, by using the construction method and the gauge drawing method. According to geometric constraint solution and constraint dependence analysis, Chen [30] studied the completeness check sequential dimensioning, which transformed into the constraint state decision problem of geometric primitive. The concept of trajectory is proposed so that it reflects the influence of geometric constraints on geometric primitives. Then the rules of trajectory generation and the intersection types of trajectory pairwise intersection are established. A 3D dimensional completeness check method based on rigid body recognition is proposed by Liu [31] . The concept of positioning element is introduced, and the selection mechanism of location tuple based on constant degree intersection is established. Based on locating tuples, a rigid body recognition method based on trajectory intersection method is proposed. After adding the virtual dimension to the rigid body, the combination of the rigid body is realized by using the fixed position of the equivalent tuple. According to the combined state of rigid body and the use state of dimension, four kinds of completeness state of dimension are analyzed.
The above researchers realized dimension completeness check by analyzing mapping matrix, but most of the dimensions in the above studies were design dimensions in the design process, and the dimension completeness check was not placed in the process dimensions. In addition, the mapping matrix of dimensioning can only solve the lack of redundant acquisition in completeness and does not involve the normalization processing of dimensioning.
However, the 3D dimensioning technology has been widely used in some commercial systems, such as the “PMI” module of UG can dimensioned into 3D dimension; besides, the 3D dimension also can be automatically transformed into 2D dimension in engineering drawings. The Pre/E’s 3D annotating module provided a function that can be display the dimension encapsulated in all features. The SolidWorks of DimXpert module offers the solutions of automatic dimensioning for simple parts. Because of the limited functions, it will appear as dimensional omissions and redundancies, then the model is very complex. In conclusion, the automatically intelligent generate dimension are disorderly and unsystematic in these commercial software while designing 3D process.
3 Intelligent method of generating process dimension
3.1 Basic concepts related to process dimension
In order to visualize the dimension of each process model in machining process, the basic concepts of process dimension, dimension completeness and standardization are condensed.
Definition 1:
Process dimension (PD) is used to express the removal dimension and post-processing dimension of each process during processing. It is composed of shaping dimension of machining removal volume (SDR) and location dimension for feature formation the dimension of the feature formed by after the machining (LDF); machining features are also called the predefined machining feature (PMF). Machining removal volume is expressed and reconstructed by predefined processing features. The process dimension is expressed as follows:
where N represents the number of processes and i represents the ith process.
Definition 2:
Process dimensional completeness and standardization (PDCS) is the standardized treatment of SDR and the completeness check of LDF. According to the geometric element priority, the priority of the annotated elements is selected. This process is called process dimension standardization. The way to judge the constraint between features complete is called process dimension completeness. PDCS is expressed as follows:
The differences between process dimension and design dimension are shown in Fig. 1. There are some characteristics as follows: (a) The material removal volume amount cannot be obtained from the design model and needs interactive calculation. (b) The dimension of the design model only reflects the design intention and the process requirements cannot be reflected, so it could not guide the processing process. (c) The dimension of the design model only represents the final machining dimension and cannot guide the inspection requirements of the key processes.

The difference between the design dimension and process diemension
3.2 Overview the method of process dimension generation
The framework of the process dimension intelligent generation system based on feature constraints is shown in Fig. 2, including process dimension organization management based on machining removal volume and intelligent generation method of process dimension. Among them, process dimension management is the theoretical basis of process dimension intelligent generation based on machining removal volume, and process dimension intelligent generation is the ultimate purpose of process dimension inspection.

Process dimension intelligent dimensioning method
The process dimension management method of machining removal volume mainly includes two parts: the rapid modeling method based on dimension-driven removal volume and the classification of machining removal volume and the management of process dimension. According to the relationship between the shaping dimension and machining removal volume, the three-dimensional model of machining removal volume is obtained by parametric modeling. In addition, the process dimension of machining removal volume is organized and managed according to the constraint.
The process dimension intelligent generation method is based on the process dimension management of machining removal volume, A “feature-dimension-removal volume (FD-RV)” model is established by studying the relationships between feature, dimension, and removal volume. Based on FD-RV, the process dimension is converted to SDR and LDF. And then, the intelligent generation of process dimension is studied, after solving the problem of dimension redundancy and missing in LDF, determining the dimensioning element priority specification.
4 Organization and management method of process dimension based on machining removal volume
4.1 Rapid modeling method for machining removal volume by dimension driven
Although the feature of working procedure model is different, the expression forms between the features are consistent in terms of attributes. They all use the dimension as expression carriers. During machining process, working procedure model geometry has been changing all the time. After each process is completed, the formed feature are matched with the removal volume features in real time. The removal of material thickness is directly processed by remove volumes. Besides, the complicated features are split into simple features which include the features of hole, cavity groove, plane, slanting face, arc, and bulge, and processed one by one. So the complicated features are regarded as a combination of simple features. So the complex features are regarded as a combination of the features in the above 6. According to the type of process dimension, the associated dimension can be divided into six categories: radius(R), diameter(D), angle(θ), taper(γ), length(L), depth(H).
If a factor changes, the removal volume dimension will produce a corresponding change. The feature surface perpendicular to the feed direction is defined as the main feature surface. When the main feature surface corresponding to arc feature, convex platform feature, hole feature, and cavity groove feature is changed (R, D, θ, γ, L, or H), the changed dimension is the feature dimension. So the removal volume dimension is directly related to the feature dimension. There is no change during processing of the main feature surface of plane and slope features; the dimension needs to be obtained by simple calculation, so it is indirectly related. The correlation between the demineralized removal volume dimension and the feature dimension is shown in Fig. 3.

Relation between the dimension of the demineralized body and the feature dimension
From the point view of 3D modeling, the cavity groove feature removal volume is constructed by stretching, and the dimensions are determined by the two parameters of the tensile section and length, but only the outer dimensions are dimensioned. According to the length of the drawing, the slot cavity is divided into two types: the open slot and the blind slot. Meanwhile, it can be further divided into right groove and ordinary groove whether there is a non-straight angle at the tensile interface. The right angle groove is the simplest cavity groove feature. Its dimension only constitute by one L factor and one H factor. A θ factor is added to the influence factor when there is a non-straight angle in the tensile section. In order to annotate the removal volume in the minimum number of dimension, dimension from the previous process is not annotated. For example, the length (L) corresponding to the blind slot feature does not need to be annotated and the right angle slot does not need to be annotated with the machining angle. The ordinary slot needs to be annotated with the angle, but only one angle is marked when the two angles are consistent. For type’s features of keyway, the dimension of removal volume is mainly determined by R and H factors. The common cavity groove feature-driven factors are shown in Fig. 4.

Decreased body-driven factor cavity groove feature
From the point view of 3D modeling, the hole feature removal volume is constructed by stretching or rotating. Therefore, the hole feature is determined by the tensile section circle and the rotating rectangular section. The dimension is determined by the diameter, and only the outer dimension is marked. The hole feature can be divided into through hole, blind hole, cone hole, and common hole, according to whether the tensile length is through and there is an angle in the rotating section. When the hole feature does not contain the cone, the demineralized volume can be regarded as the result of stretching circle, so the influenced factor is only diameter and length. On the contrary, when the removal volume is obtained by rotation, it does not need to be marked if the taper was a standard value. But only when the taper is a special value, it needs to be specifically marked out. The common hole feature-driven factors are shown in Fig. 5.

Hole feature removal dimension driven
For convex feature and arc feature removal volume, it cannot be obtained directly by simple stretching or rotation and only label the inner dimension. The features of the platform are mainly determined by diameter, taper, and length. And rectangular convex table are mainly determined by length. Common convex platform features and arc features removing volume-driven factors are shown in Fig. 6.

Protruding features removing volume dimension driven
The ordinary plane and slope feature removal body cannot be directly obtained from the feature dimension. Dimensions determined by length and angle need to be obtained by simple calculations. In order to dimension the removal volume with the least number of dimensions, the dimension obtained by the previous process does not need to be marked out, such as the thickness of the part material. The common plane feature removal volume-driven factors are shown in Fig. 7.

Plane feature removal volume dimension driven
Based on the analysis of the driven dimension of machining removal volume, the machining removal volume is mainly driven by these six dimension types.
4.2 Machining removal volume classification and its associated dimension management
Six modeling parameters and driven dimension types are obtained, based on the research of the fast modeling method of simple removal volume features. In order to annotate process dimension quickly and accurately, removal volume classification is required. Figure 8 shows the skeleton for feature classification. For cavity and hole features, geometric model is constructed by stretching or rationing. And in machining direction, the features of cavity groove and hole are consistent with the feed direction of tool. Therefore, the features of hole and cavity groove are classified as depression feature. However, the arc feature and convex platform feature cannot be obtained directly by simple feature operation. At the same time, it reflects the material removal on the outside. The machining direction is opposite to the feed direction of the tool. Therefore, the arc features and convex platform features are classified as convex features. For plane features and slope features, it cannot be obtained directly from the feature dimension. Besides, there is a certain angle between machining direction and tool feed direction. Therefore, plane features and slope features are collectively referred to as plane feature.

Feature classification process
The dimension is constraint essentially. The geometric features are determined by constraining the relative position relationship between the geometric elements. For the diameter and radius, they are generally used to constraint the shaping dimension of arc and cylindrical feature. So they are classified as arc dimension (Arc). Length and depth are usually used to constrain the linear distance between geometric elements, such as limiting the position relationship between the plane, the straight edge, and the center of the circle. So the two dimension types are called distance dimension (DIS). Angle and taper are used to constrain the relationship between the angles of geometric elements, hence they are classified as angle dimension (ANG). Finally, the three shaping dimension types for removal volumes are managed in Table 1.
5 Intelligent generating method for process dimension
5.1 The method of FD-RV model creation
For the correlation between dimension and removal volume, the driven dimension of the machining removal volume is composed of three types of dimension (DIS, ANG, Arc), which constrain to form the removal volume feature (RVF). The PMF also absolutely consists of three major dimension types. The feature is formed by constraining each geometric element’s dimensional value. So the driven dimension of the RVF corresponds to the driven dimension of the PMF.
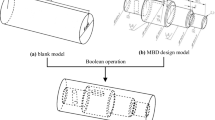
For the correlation between feature and removal volume, the process of machining parts is continuously changing feature and removing blank materials. Therefore, the features of different processes are continuously combined of PMF and RVF. For example, the N-th working procedure model is obtained though number N-1 working procedure remove number N removal volume. But for blank model (BM), it can be obtained from PMF of the initial working procedure and removal volume by Boolean operation. For the feature of working procedure model, it can be regarded as a set of PMF in Formula (3). From chapter 4, we can know that RVF can be divided into three types, including depression, convex, and plane feature. So PMF also can be divided into three types, such as PMF is a convex feature when RVF was a depress feature in the same procedure. By the above analysis, the relationship between PMF and RVF is shown in Formula (3) and the FD-RV model is shown in Fig. 9.

FD-RV model creation process
5.2 The method for creating process dimension based on FD-RV
FD-RV process dimension creation mainly includes the shaping and location dimension. Creating process dimension steps based on FD-RV is shown in Fig. 10. For the shaping dimension of feature, the shaping dimension of working procedure model is the shaping dimension of removal volume, based on the relationship between the feature and the removal body. The shaping dimension of the removal volume is created by limiting the dimension of arc, distance, and angle through the process dimension method of removal volume. So in order to create SDR, we need firstly to obtain the current removal body of working procedure model. From the process of creating the FD-RV model, it will be obtained all of process information, including dimension information when machining features were matched in predefined feature libraries.

FD-RV model process dimensions
The feature information of removal volume is acquired immediately by the RVF and PMF directly related. The feature recognition technology is used to identify and generate the processing features under the previous working procedure. Then the machining removal volume is processed, so that the shaping dimension of the machining removal volume is obtained after the processing is completed.
The relationship between the acquisition removal volume and the working procedure model is shown in Formula 4, where WM represents the working procedure model and RV represents the removal volume.
The method of creating shaping dimension is shown in Fig. 11. Firstly, the feature is recognized in the process model (the depression features of F1, F2). Then the removal volume is obtained and created (the removal body of RV1, RV2). Finally, the shaping dimension is created in the process model.

Schematic illustration of the generation of the located dimension
By limiting the relative position between features and dimension which is combined of DIS and ANG, the process model is guided to machine. They are used to constrain the location relationships of depression, convex, and plane features. The center line, axis, and center point constituted the LDF dimensioning elements. In order to create the location dimension between features, the location relationships between rotary center and axis are needed to be ascertained when the removal volume feature is recognized and created.
The generation process for location dimension is shown in Fig. 12. Firstly, the process constraints are obtained from the working procedure model. Secondly, the positioning constraints of the N-1 process machining features are obtained by generating reversing order process. So LDFN-1 can be created. Then, in order to create LDFN-2, the positioning constraints should be delivered to the previous one working procedure model (number N-2). Based on above steps, the LDFN-i is generated one by one and all of location dimension is generated lastly.

FD-RV process dimension generation schema
5.3 Method for inspection of process dimension completeness
The dimension completeness aims to check the redundant and missing location dimension. The completeness chick can be described in Formula (5), where FC represents the constraint of the feature, FF represents the degrees of the feature freedom, and PDC represents the dimensional completeness.
If the feature is overly constrained in the process model, the location dimension is redundant. While the dimension is missing, it is characterized by insufficient constraint or under constraint in the model. Only when the constraint of the feature is right in the model, the location dimension of the feature is complete.
The center point, axis, and center line usually are researched objects of the location features which constrain each positions so that it limit the features in the model. References [31] point out that several groups of fixed position primitives are selected as positioning element and positioning reference. When the internal primitives of a rigid body are fixed, the rigid body is completely constrained. It can be seen from the design model that the positioning element has been determined during the design process. So the constraints are limited in the design model too. The completeness of positioning dimension is analyzed by checking the constraint state between positioning elements.
Figure 13 shows the selection of positioning elements, according to the constraint of the design model. O1, O2, and O3 are the location center of these three circular holes. O2 location is confirmed through O1 by formed \( \overrightarrow{O1,O2} \), then O3 location is confirmed through O2 by formed \( \overrightarrow{O2,O3} \). Lastly, the constraint chain S1 is formed through O3 by formed \( \overrightarrow{O3,O1} \). So the cyclic constraint chain S2, S3 is formed in turn. Based on the above data, the dimension completeness is checked by using constraint chains.

Transfer of constrained chain
5.4 Method for standardized process dimension
In order to make the process dimension meet the requirements of 3D dimensioning, the process dimension of the model is normalized without changing the dimension value. Based on Definition 2, we know that the standardized process dimension is standardizing the shaping dimension of removal volumes. In this situation, the dimensional element collection of Arc, DIS, and ANG are shown in Formula (6).
For the dimensioning of distance dimension 150 in the convex feature in Fig. 14, based on Formula (6), we know it can be constrained by dimensional elements such as (O1,O2), (L1,L2), and (F1,F2). For R55, it also can be constrained by dimensional elements L3 and F3. The surface of the parts is mainly machined when the parts are processed, in order for the precision of the edges and points to be guaranteed by the precision of the surface. We can know that the face should be the first dimensional element, then edge, at last, should be the point. M(x) is defined as the level of dimensional elements. So the priority of the dimensional elements is shown in Formula (7).

Selection of dimensioning elements
Based on above analysis, the standardized regular of dimensioning process is purposed in the Table 2.
6 Application example
In order to verify the reliability and robustness of the intelligent process dimension generation method based on feature constraints, this paper takes the process dimension dimensioning of plate cavity parts as an example. Plate cavity parts generally contain all the mentioned features which were very complicated in this paper. Beside, this part contains many processes. Therefore, taking this part as an example can fully verify the correctness of the mentioned method.
Figure 15 shows the process card for the verified part and describes the processing procedures of the part in detail. From that part, we know that the model has 9 processes through blank model machining to design part. So according to the reverse sequence of the process model, we gradually return the design model to the blank state before processing. Process dimensions of the part are intelligently dimensioned in this process. The design dimensions in the design model are shown in Fig. 16 a, but the design dimensions cannot directly reflect the machining process of the part. So we dimensioned the process dimension in this model, firstly, by obtaining the parameterized modeling factors of the removal volume by using the feature recognition. At the same time, the geometric boundary of the de body is identified when the removal volume is obtained. Then the shaping dimension of the volume is generated. At last, by using the constraints between features, the information of the constraints are obtained, meanwhile the location dimensions also are generated.

Machining technological card

Intelligent generation of process dimensions
Such as Fig. 16 b, for the dimensioning of the shaping dimension of the drilling φ230X2 in the process 7, we know that the main parameters that need to construct the removal volume are depth and diameter. We then create the removal volume by using the modeling factors and the shaping dimension in this model. The location dimension is created by using the constraints between the holes. One of the location relationship between two holes φ230 is constrained by using the distance of 390. And the distance of 431.3 constrained other location relationship. From Fig. 16 b, we know that those two holes are unconstrained. So it will remind us that we need to increase the constraint in order to limit the position of two holes as shown in Fig. 16 b and the complete constraints of this working procedure model is shown in Fig. 15 c. And Fig. 16 d shows the process dimension in the first process.
7 Conclusion and feature work
3D dimensioning is one of the hot spots in the field of 3D process design, which has an important guidance significance in practical processing and production. In this paper, an intelligent method is proposed to realize the intelligent generation process dimension of the working procedure model. The process dimension can be obtained by the working procedure model and machining removal volume. Specifically, the relationship between feature dimension and process dimension of removal volume is analyzed. By analyzing the process model of the removal body, the dimension of removal body is organized and classified. Then the relationship between features and dimensions are analyzed so as to establish FD-RV model. Through this model, the process dimension is decomposed into the shaping dimension and the location dimension, and the process dimension is generated based on the feature recognition. Finally, the integrity state of the dimensions is determined according to the using state of the dimension-constrained geometric elements.
The proposed method proved to be stable and reliable by performing typical cases of the example. The main advantages of this study are as follows: (a) It greatly promotes process design and product processing and lays an important foundation for the high integration of CAPP and CAD. (b) It could improve the process design efficiency, saving manpower cost and reducing production cycle. (c) The approach with a good generality is developed based on the research of the B-Rep model and CSG model. It can deal with complex parts for generating process dimension. Therefore, the automaticity of dimension design can be improved when the approaches are applied in commercial systems. (d) In the future work, we will study on the basis of automatically dimensioning; the next problem will be investigated in the future work. Because of the variety of machined parts and the complexity of the features, how to generate the suitable and comprehensive dimension is the first one that needs to be solved. This will be the next important research direction.
Data availability
In this submission, all the data are transparent.
References
Li CL, Yu KM, Lee YH (2006) Automatic datum dimensioning for plastic injection mould design and manufacturing. Int J Adv Manuf Technol 28(3-4):370–378. https://doi.org/10.1007/s00170-004-2374-2
Liu JF, Liu XJ, Cheng YL (2015) An algorithm of mapping the protrusion feature on the slanting face to its manufacturing feature volume in the process planning. Int J Adv Manuf Technol 79(1-4):361–376. https://doi.org/10.1007/s00170-015-6810-2
Liu JF, Liu XJ, Cheng YL (2017) An approach to mapping machining feature to manufacturing feature volume based on geometric reasoning for process planning. Proc Inst Mech Eng B J Eng Manuf 231(7):1204–1216. https://doi.org/10.1177/0954405415585377
Liu JF, Zhao P, Jing XW, Cao XW, Sheng SS, Zhou HG, Liu XJ, Feng F (2021) Dynamic design method of digital twin machining process driven by knowledge-evolving machining features. Int J Prod Res, 1366-588X https://doi.org/10.1080/00207543.2021.1887531
Liu JF, Zhou HG, Liu XJ, Tian GZ, Wu MF, Cao LP, Wang W (2019) Dynamic evaluation method of machining process planning based on digital twin. IEEE Access 7:19312–19323. https://doi.org/10.1109/ACCESS.2019.2893309
Zhao P, Liu JF, Jing XW, Tang MM, Sheng SS, Zhou HG, Liu XJ (2020) The Modeling and Using Strategy for the Digital Twin in Process Planning. IEEE Access 8:41229–41245. https://doi.org/10.1109/ACCESS.2020.2974241.
Jing XW, Zhu YP, Liu JF, Zhou HG, Zhao P, Liu XJ, Tian GZ, Ye H, Li Q (2019) Intelligent generation method of 3D machining process based on process knowledge. Int J Comput Integr Manuf 33(1):38–61. https://doi.org/10.1080/0951192X.2019.1690687
Wang YL, Wang XH, Zhang XL (2016) Establishment and application of a process dimension tree. Int J Prod Res 54(15):4658–4668. https://doi.org/10.1080/00207543.2015.1098788
Ding PP, Zheng XH, Zhang J, Liu SM, Ren CW (2018) The method of machining process parameter generation based on MBD. IOP Conference Series(MSE) 435(1). https://doi.org/10.1088/1757-899X/435/1/012048
Karim J, Alain B, Jamel L (2011) Rational method for 3D manufacturing tolerancing synthesis based on the TTRS approach “R3DMTSyn”. Comput Ind 62(5):541–554. https://doi.org/10.1016/j.compind.2011.02.003
Zhu XL, Li YG, Wang W, Liu H (2012) Automatic generation of assembly dimension chain based on tolerance cell. CADDM 22(01):77–83. https://doi.org/10.19583/j.1003-4951.2012.01.014
Dori D, Amir P (1990) The grammar of dimensions in machine drawings. Int J Robot Autom 5(3):124–130. https://doi.org/10.1145/125215.11896
David S (1991) Automatic dimensioning in design for manufacturing. In: Proceedings of the first ACM symposium on solid modeling foundations and CAD/CAM applications. Austin TX ACM Press: 379-86. https://doi.org/10.1145/112515.112568
Suzuki H, Ando H, Kimura F (1990) Geometric constraints and reasoning for geometrical CAD systems. Comput Graph 14(2):211–224. https://doi.org/10.1016/0097-8493(90)90033-T
Roy U, Liu CR, Woo TC (1991) Review of dimensioning and tolerancing: representation and processing. Comput Aided Des 23(7):466–483. https://doi.org/10.1016/0010-4485(91)90045-X
Yu KM, Tan ST, Yuen MF (1994) A review of automatic dimensioning and tolerancing schemes. Eng Comput 10(2):63–68. https://doi.org/10.1007/BF01200178
Chen KZ, Feng XA, Lu QS (2001) Intelligent dimensioning for mechanical parts based on feature extraction. Comput Aided Des 33(13):949–965. https://doi.org/10.1016/S0010-4485(00)00132-9
Chen KZ, Feng XA, Lu QS (2002) Intelligent location-dimensioning of cylindrical surfaces in mechanical parts. Comput Aided Des 34(3):185–194. https://doi.org/10.1016/S0010-4485(01)00076-8
An H, Li FF, An GG, Lei Y (2009) Research on 3D dimension automatic projection and quick update. Proceedings of 2009 2nd IEEE International Conference on Computer Science and Information Technology 1:627-631.
Sun DY, Hu YP (2019) Research on automatic dimensioning of the engineering drawing based on CBR. IOP Conference Series(EES) 252(5):608–612. https://doi.org/10.1088/1755-1315/252/5/052118
Wang H, Ning RX, Yan Y (2006) Simulated toleranced CAD geometrical model and automatic generation of 3D dimension chains. Int J Adv Manuf Technol 29(9-10):1019–1025. https://doi.org/10.1007/s00170-005-2617-x
Gao ZB, Wang J, Cao YL, Yang JX (2016) Automatic generation of 3D assembly dimension chain based on feature model. Procedia CIRP 43:70–75. https://doi.org/10.1016/j.procir.2016.02.012
Zou HL, Lee YT (2007) Constraint-based beautification and dimensioning of 3D polyhedral models reconstructed from 2D sketches. Comput Aided Des 39(11):1025–1036. https://doi.org/10.1016/j.cad.2007.08.002
Joan AR, Soto A, Vila S, Vilaplana PJ (2004) Revisiting decomposition analysis of geometric constraint graphs. Comput Aided Des 36(2):123–140. https://doi.org/10.1016/S0010-4485(03)00057-5
Ait-Aoudia S, Mana I (2002) Numerical solving of geometric constraints by bisection: a distributed approach. Int J Comput Inform Sci 2:66–73. https://doi.org/10.1109/iv.2002.1028766
Ait-Aoudia S, Foufou S (2010) A 2D geometric constraint solver using a graph reduction method. Adv Eng Softw 41(10):1187–1194. https://doi.org/10.1016/j.advengsoft.2010.07.008
Joan-Arinyo R, Mata N, Soto-Riera A (2001) A constraint solving-based approach to analyze 2D geometric problems with interval parameters. J Comput Inf Sci Eng 1(4):341–346. https://doi.org/10.1115/1.1429641
Van der Meiden HA, Bronsvoort WF (2006) A constructive approach to calculate parameter ranges for systems of geometric constraints. Comput Aided Des 38(4):275–283. https://doi.org/10.1016/j.cad.2006.01.006
Hidalgo M, Joan-Arinyo R (2012) Computing parameter ranges in constructive geometric constraint solving: implementation and correctness proof. Comput Aided Des 44(7):709–720. https://doi.org/10.1016/j.cad.2012.02.012
Cheng YL, Ni ZH, Liu TY, Liu XJ (2014) An intelligent approach for dimensioning completeness inspection in 3D based on transient geometric elements. Comput Aided Des 53:14–27. https://doi.org/10.1016/j.cad.2014.03.004
Liu XJ, Xing JL, Cheng YL, Ni ZH (2017) An inspecting method of 3D dimensioning completeness based on the recognition of RBs. J Manuf Syst 42:271–288. https://doi.org/10.1016/j.jmsy.2017.01.001
Funding
This work was supported by the National Natural Science Foundation of China under grant number 52075229 and the Natural Science foundation of the Higher Education Institutions of Jiangsu Province, China, under grant number 20KJA460009.
Author information
Authors and Affiliations
Contributions
Honggen Zhou: methodology, writing, supervision, and validation–original draft preparation.
Sushan Sheng: investigation and methodology.
Jinfeng Liu: supervision, writing–reviewing, and editing.
Peng Zhao: validation.
Jianwei Dong: supervision.
Xuwu Cao: supervision.
Xiaojun Liu: supervision.
Corresponding author
Ethics declarations
Ethics approval
The authors state that this paper is an original work, it has not been published in any journals, and this research does not involve any ethical issues of humans or animals.
Consent to participate
The authors declare that this research involves no human participants and/or animals.
Informed consent
Consent was obtained from all individual participants included in the work.
Consent for publication
This work described has not been published before and has not been under consideration for publication anywhere else. Authors are responsible for the correctness of the statements provided in the manuscript and consent to be published.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Zhou, H., Sheng, S., Liu, J. et al. Research on intelligent generation method of process dimension based on feature constraint. Int J Adv Manuf Technol 116, 1003–1021 (2021). https://doi.org/10.1007/s00170-021-07045-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-07045-y