
Abstract
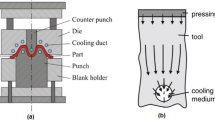
Additive manufacturing (AM) can be used to manufacture tool inserts with cooling channels conforming to the shape of the part to be produced. This results in shorter cycle times and improved quality. In the hot stamping industry, there is need to reduce cycle time and improve quality. The process differs from injection moulding since it involves larger tool inserts, high temperature and forces. In hot stamping tools, the cooling channels are in the form of straight drilled channels. These channels do not have the capacity to cool complex shaped parts consistently due to restrictions in machining. There is need for further studies on the design of hot stamping tools with AM-based cooling channels. The aim of this paper is to propose a method for designing hot stamping tools with conformal cooling channels. The method involves firstly evaluating the part to decide whether it is suitable for AM application, determining conformal cooling parameters and developing alternative layouts. This is followed by selection of the optimum layout and obtaining the cooling system parameters.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The hot stamping process is useful in the production of vehicle parts with high tensile strength and low weight [1, 2]. This guarantees improved safety and reduced fuel consumption, thereby lowering the carbon footprint. During hot stamping process of boron steel, the blanks are initially heated to around 900 °C before they are formed and cooled in closed tools [1, 3, 4]. To allow for cooling of the hot blanks at the required cooling rate of 27 K/ °C, the tool temperature should be maintained below 200 °C [1, 5]. The tools are produced with an internal cooling system in the form of drilled channels in which water circulates to extract heat [5]. There is a growing need to reduce the cooling time of the process through improving the cooling system design [4, 6,7,8]. Most of the studies on hot stamping cooling system were mainly focused on optimizing the cooling system parameters such as the distance between channels and diameter of the channels. Steinbeiss et al. [5] developed an algorithm for optimizing the cooling system of hot stamping tools. Shan et al. [7] designed an optimized coolant buffer structure for a hot stamping tool and validated it using FE analysis. According to their study, the distance from tool surface to the cooling channels has the greatest effect on cooling efficiency. Xian et al. [9] developed a software for designing efficient cooling systems for hot stamping tools. The challenge with the software is that it only provided guidelines on the optimum cooling channel layout and does not give specifications on the dimensions. The studies mentioned above were mainly focused on straight drilled channels which cannot conform to the shape of complex parts due to machining restrictions. Also, the optimization methods developed are difficult to apply in real life due to design issues.
Additive manufacturing (AM) has opened opportunities to produce tool inserts with conformal cooling channels. This has been widely investigated in the injection moulding industry. Mazur et al. [10] conducted a study on the use of selective laser melting (SLM) to produce conformal cooling channels with lattice structures.
Dimitrov et al. [11] developed an evaluation model for determining the most suitable conformal cooling layout of an injection moulding part When the model was applied on a typical part, a cycle time reduction of 31 % was achieved. Based on results from those studies, conformal cooling has the capacity to improve quality and reduce cycle time. However, there is limited information in literature on the design of hot stamping tools with AM-based cooling channels. Mueller et al. [12] developed a hot stamping tool with conformal cooling channels and reduced the cooling time by 50 %. Details regarding the design of the conformal cooling channels were not provided. Similarly, Stoll et al. [13] applied conformal cooling channels to improve the cooling efficiency of a hot stamped part. Also, the procedure for designing the cooling channels was not given There is need for further study on the design of hot stamping tools with conformal cooling channels since the operations, tool inserts, temperature and force loads differ from the injection moulding process. To fill this gap, the aim of this paper is to propose a method of designing hot stamping tools with AM-based conformal cooling channels. In its structure, the paper firstly presents the steps taken to design the cooling system. Secondly, the method is applied on the case study part, and the results are discussed.
2 Materials and methods
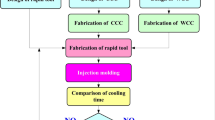
The steps taken to develop the conformal cooling system are shown in Fig. 1. The following section explains each of the steps depicted in the design guidelines in Fig. 1.

Steps taken to develop the conformal cooling layout
2.1 Evaluation of a part for conformal cooling
The first step is to decide whether it is economical to replace the conventional method with conformal cooling depending on the geometry, quality, cycle time and production volume as explained below.
2.1.1 Geometric complexity
Design freedom is one of the most important advantages of AM which allows for the manufacture of tools with adoptive cooling channels. To fully exploit this characteristic, AM-based conformal cooling channels would be more beneficial for parts with complex geometry. In such cases, it would be difficult or impossible to use drilled cooling channels considering the shape of the part. Typical examples of benchmark parts used in previous studies had intricate geometric features [14,15,16]. In the case of a simple geometry, conformal cooling channels would have almost the same performance as straight drilled channels.
2.1.2 Cycle time and quality characteristics
The quality of hot formed parts depends on the cooling capability of the tools [4, 7, 17]. If a part is not uniformly cooled, it will have dimensional discrepancies [4, 18]. This is because different regions on the part cool in a dissimilar fashion. Conformal cooling allows uniform distribution of cooling channels, thus promoting uniform cooling [19]. Also, the cooling rate of the tools affects the overall cycle time. For conformal cooling, the channels can be positioned closer to the tool surface, thereby increasing the cooling rate [4]. When the cooling rate is increased, the cycle time is reduced.
Consequently, it may be necessary to replace drilled channels with conformal cooling depending on the quality and cycle time requirements.
2.1.3 Production volume
Due to the high costs of metallic AM machines and equipment, it makes business sense to replace straight drilled channels with conformal cooling for a tool which is used to produce many parts [20]. In such cases, the benefits of conformal cooling in terms of quality improvement, cycle time reduction and freed press capacity would overshadow the costs of building the tool.
2.1.4 Hardness distribution requirements
The resultant hardness uniformity of the part depends on the cooling distribution within the tool [1]. Accordingly, conformal cooling guarantees uniform hardness through even distribution of cooling channels at a constant distance from the tool surface. The design freedom of AM allows for varying cooling characteristics within the tools. This creates an opportunity for designing cooling systems for tailored parts whereby different hardness properties are required on a single part. Based on this analysis, conformal cooling can be applied for parts that are required to have uniform or tailored hardness properties.
In summary, straight channels can be replaced with conformal cooling depending on the geometric complexity of part, cycle time, quality characteristics and production volume as shown in Table 1. If the part and tool characteristics are within the shaded region of Table 1, then there is an opportunity to replace straight cooling with conformal cooling.
2.2 Parameters of the cooling system
The cooling system structural parameters include diameter of the channels (d), the distance from the tool surface to the cooling channel centre (Z) and the minimum distance between the channel centres (Y) as shown in Fig. 2.

Cooling channel parameters
Equations 1 and 2 are derived from the layout as shown below
2.2.1 Diameter of the cooling channels (d)
The feasible diameter range for conformal cooling channel ranges from 2 to 7 mm when using AM [21]. This, however, depends on the geometry of product. Smaller diameters (up to 1mm) can be built although it will be necessary to use treated fluids to avoid clogging. When the channels become longer and smaller, it becomes difficult to remove the support material [22]. According to Xu [23], the diameter and length of the channels depend on the ability to remove support material, geometry of part, temperature and pressure variation along the channels. The diameter should allow heat removal and turbulent flow in the channels. If the diameter is small, more cooling channels can be constructed, resulting in a more uniform temperature distribution on the tool surface [3].
Previous experimental studies have indicated that the Reynolds number (Re) should lie between 4 000 and 10 000. This helps to ensure effective heat transfer and allow for turbulent flow [7, 24]. Thus, coolant velocity can be calculated based on the recommended range (4000–10000) using Eq. 3.
2.2.2 Minimum possible distance from tool surface to cooling channel centre (Z)
Reducing the distance from the tool surface to the cooling channels causes an increase in the heat transfer rate, thereby reducing the cycle time [7, 24]. The force per unit area acting on the tool should not exceed the yield strength (σm) to avoid structural failure of the tool as shown in Eq. 4.
The parameter (\( \frac{F}{A} \)) represents the stamping pressure Pm. Therefore, the equation can be expressed as shown below.
According to the model developed by Rao and Schumacher (2004), the stress acting on the tool (σy) is expressed using Eq. 6.
Substituting Eq. 5 in 6 results in the following.
Therefore, Z is expressed using Eq. 8.
Therefore, Eq. 8 is used to determine the minimum distance (Z).
2.2.3 Minimum distance between the centre of consecutive cooling channels (Y)
For ease of calculation, the tool is considered as a loaded rectangular beam as shown in Fig. 3. The allowable stress is shown in Eq. 9.

Tool considered as loaded beam
The maximum bending moment of the rectangular beam is expressed using Eq. 10.
The section modulus, W, is shown below.
Substituting Eq. 10 into 11 results in the following equation.
Equation 12 is further simplified as shown below.
2.3 Design guidelines
The following guidelines are proposed for the design of conformal cooling systems for hot stamping tools.
2.3.1 Design for manufacturability
This involves designing products in a way that is easier and cost-effective to manufacture [25]. Hybrid manufacturing is considered as a cost-effective option considering the size of hot stamping tools which is generally large and the powder and energy costs of building parts with AM.
Hybrid manufacturing involves a combination of AM with subtractive processes such as machining [26]. The cooling system design is regarded as being composed of a section which will be built additively, while the rest of the insert can be machined. The built section should have complex geometry which is difficult or impossible to machine.
2.3.2 Design for cooling effectiveness
To ensure effective cooling, the distance from the tool surface to the cooling channels should be as short as possible [3, 4]. However, the strength of the tool should not be compromised. Also, the channels should not be too long so that the coolant does not gain a lot of heat as it circulates in the insert. This will allow a faster heat transfer process.
2.3.3 Design for coolant pressure
According to previous experimental results, the Reynolds number must lie between 4000 and 10 000 for effective cooling. Accordingly, the pressure difference, diameter of cooling channels and flow rate of the coolant should allow the required range of Reynolds number to be achieved. Pressure losses (Ploss) are affected by the length of cooling channels (L) and surface roughness as shown in Eq. 14. The parameters f, ρc and v represent the friction factor, density of coolant and coolant flow rate, respectively [27]:
2.3.4 Design for ease of tool assembly
Hot stamping tools are often segmented depending on the achievable drilling depth of the cooling channels. The drilled cooling channels are connected between consecutive tool segments using connector plugs to prevent leakage of the coolant. If conformal cooling is incorporated in one of the tool segments, the channels should be designed in a way that they can easily be integrated with other segments. The conformal cooling channels can be arranged longitudinal to the tool surface such that they are connected to the corresponding segment through plugs. Another way is to design the cooling channels with a separate inlet and outlet for each segment. This will allow easier assembly of the tool segments. It may also be necessary to further segment a tool considering the limited build envelopes of most AM machines.
3 Case study part
The case study part is shown in Fig. 4. The part resembles a side sill, which is a critical safety component of an automobile vehicle.

Case study part
3.1 Evaluation of part
The case study part in Fig. 4 has complex features which are difficult to access with straight channels. There is need for reducing cooling time and improving hardness uniformity. Moreover, the part resembles a critical safety component which is produced in large volumes (>100 000 parts per year). Using the selection criteria in Table 1, there is an opportunity to replace the straight drilled channels with additively manufactured conformal cooling channels.
3.2 AM process used
Selective laser melting (SLM), an AM metallic process, was considered for producing the tool. This is because the part to be stamped by the tool has a metallic material (22MnB5). Also, SLM is used to produce fully dense parts with mechanical properties comparable to other conventional processes [28]. Alternative processes that could have been used include electronic beam melting (EBM) and direct metal deposition (DMD) [29]. Another advantage of using SLM for the cooling channels is that the powder can be removed easily. However, with DMD, it is difficult to make inner channels due to the deposition method in the process. Also, the accuracy and surface roughness of SLM are better than DMD [29]. The technical limitations of the SLM process were considered in the design. Based on previous literature, an increase in the built height results in increased residual stresses [30, 31]. It was targeted to reduce the AM portion of the tool as much as possible.
3.3 Parameters of the cooling system
Based on Eqs. 2 and 3, the cooling channels have a diameter of 5mm, the distance from the tool surface to the circumference of the cooling channels (y) is 5 mm, and the distance between the circumferences of consecutive cooling channels (z) is 10 mm.
3.4 Evaluating possible layouts
The basic standard layout types that can be used in the design of a conformal cooling system include longitudinal, parallel, zig-zag and spiral [32]. Using this principle, four possible layouts are obtained as shown in Fig. 5.

Possible cooling system layout: a layout 1, b layout 2, c layout 3, d layout 4
The criteria used for evaluating the layouts include cooling effectiveness, ease of manufacture, manufacturing costs and ease of tool assembly. Each of the criteria is explained in the following section.
3.4.1 Cooling effectiveness
To evaluate the cooling effectiveness, calculations are made to obtain the amount of heat that can be transferred to the coolant for each layout using Eq. 15 [33]. The parameters Ac, Tc and Tw represent the surface area covered by cooling channels, temperature of cooling channel wall and temperature of coolant, respectively.
The heat transfer coefficient (hc) at the cooling channel wall is estimated using Eq. 16 [3].
Equation 3 is used to obtain the coolant velocity. It is assumed that the coolant (water) is maintained at room temperature (20 °C). The kinematic viscosity (γ) at that temperature is (1.003×10−6 m2/s) [34]. Based on the calculations, a coolant velocity range of 0.8 to 2 m/s is required. The heat transfer efficiency for all the possible cooling system is evaluated based on the total surface area covered by the channels (Ac), using Eq. 15. Based on this evaluation, layout 3 has the highest cooling efficiency followed by layout 2, 3 and 1 respectively. Another parameter used in the evaluation is the cooling path distance moved by the coolant between the inlet and outlet points. Since the coolant tends to gain heat as it moves along the cooling channels, it is desired to reduce the distance as much as possible to lower the tool temperature effectively. Layouts 1 and 4 have a longer cooling path distance when compared to 2 and 3.
3.4.2 Manufacturing costs
To reduce the costs of producing the part, a combination of machining and additive manufacturing (selective laser melting) is proposed. It is desired to reduce the portion manufactured using selective laser melting as much as possible because of the powder and energy costs involved. An increase in the built portion will also cause an increase in the time taken in producing the tool inserts. For layout 3, the curved portion of the cooling channels occupies a significant height of the inserts; thus it will be costly to manufacture. This is different from layout 4 in which the curved portion only occupies a lesser height of the tool.
3.4.3 Ease of manufacture
The geometry of cooling channels should be simplified for the portions to be machined, and only the sections to be built must have complex geometry to allow for easier manufacturing. Layouts 1 and 4 allow for easier manufacturing because fewer channels can be drilled and the top sections with complex channels can be built. This accounts for the high score on the evaluation matrix. A lot of machining is required for layouts 2 and 3 because of the orientation of the channels. An increase in the built height leads to an increase in residual stresses, and this causes the part to have increased distortions [31]. Layout 3 requires a higher built height to cater for the curved channels and this may lead to warping.
3.4.4 Ease of tool assembly
To simplify the tool assembly and setup, it may be necessary for each of the segments to have an individual inlet and outlet pipe. If the cooling channels are connected between inserts, it is desirable to minimize the number of connectors used as much as possible to simplify the assembly and avoid leakages. Layouts 1, 2 and 4 allow easier assembly of tool since there is no need for connectors between the inserts. Layout 2 allows for four connectors between the inserts.
Based on the evaluation made in Table 2, layout 2 is selected because it has the greatest weight and allows easier implementation of hybrid tooling. Only the top section of the insert with curved channels can be built using SLM (selective laser melting), while machining can be done to construct the larger portion of the cooling channels as shown in Fig. 7. Also, the cooling channels occupy more surface area, and there is a shorter cooling path distance as compared to layouts 1 and 4. Thus, a higher cooling uniformity is expected. The layout is further improved to eliminate the use of connecters by increasing the inlet and outlet points. The calculations made using Eq. 15 also show that layout 2 has a high cooling performance.
3.5 Simulation
The next stage was to test the performance of the conformal cooling system using simulation. PAM-STAMP 2020 was used for the analysis. Appendix 1 shows the simulation platform comparing the two layouts. The parameters used for the simulation are given in Table 3.
The hardness map results are presented in Appendix 2. The maximum and minimum hardness profiles are shown in Fig. 6. The profile graphs in Fig. 6 show that the conformal cooling system has a more uniform hardness distribution when compared to the straight cooling system. This demonstrates the potential to increase quality using the conformal cooling system. Based on experience from the industry, the minimum hardness required for the hot formed parts is 400 HV. According to the graphs, the conformal cooling system caused the part to reach a hardness of 400 HV after 4 s, while the straight cooling reached a hardness of 400 HV after 9 s. This shows the potential to reduce cooling time by 55 % using the conformal cooling layout.

Maximum and minimum hardness profiles
The next step was to conduct the experiments.
3.6 Experimentation
To manufacture the tool, the top section was built additively to a depth of 13.5 mm using tool steel 1.2709; the rest of the inserts were machined using H13 tool steel. The base bodies of the inserts were first machined and sand blasted. This was followed by building, heat treatment, final machining and assembly of the tool [6]. The precipitation heat treatment method was used as the recommended process for SLM parts. This involved heating the tool at a rate of 100°C/s to 540°C, holding it for 6–10 h and cooling it at 100°C/s. After the heat treatment, the tool attained a hardness of 54 HRC which is within the recommended standards for hot stamping tools. Figure 7 gives a summary of the tool manufacturing process. Further details on the manufacturing process were explained by Muvunzi et al. [6].

a Machined base, b base with drilled holes, c built top section, d final machining, e assembled tool
Due to resource constraints, experiments were only done on the tool with conformal cooling channels. A full factorial design allows testing of all possible parameter combinations [35]. In this case, it was used to allow investigation of the best parameters for meeting the minimum hardness requirements. Furthermore, it was important to get adequate information on the effect of hardness on the improved design and the interaction between cooling time and flow rate. Figure 8 shows the experimental setup.

Experimental setup [6]
In total, 18 experiments were conducted using boron-steel blanks (22MnB5). Each experiment had two replicates; Table 4 shows the matrix for the experiments.
According to the calculations, the range for coolant flow rate required to achieve Reynolds numbers between 4 000 and 10 000 is 11 to 26 l/min. However, the Festo flow meter used for the experiments could attain a maximum flow rate of 19 l/min. The coolant flow rates used for the experiments were 11, 15 and 19 l/min indicating the lowest, medium and highest values, respectively. All the parts produced were then cut at the same cross section using a Discotom-100 machine. A total of eight points shown in Fig. 9 were then measured on each part using a Micro Vickers hardness tester. Figure 10 shows the hardness measurement process Figure 11.

Measuring points

Hardness measurement
4 Results and discussion
At a cooling time of 2 s, some of the points on the part were below the required minimum hardness as shown in Fig. 12. Thus, 2 s was not enough for the tool with conformal cooling to attain the required hardness. When the blank cooling time was increased to 5 s, there was an increase in the hardness as shown in Fig. 13. Most of the points attained hardness values above 400 HV except for P2 and part of P5. There was a decrease in the hardness deviation at 5 s cooling time as compared to 2 s. After a cooling time of 8 s, most of the points had attained hardness values above 400 HV as shown in Fig. 14. The point P2 still had low hardness values. A closer analysis showed that there was an inadequate contact between the blank and tool at P2, which caused an offset gap of 0.5 mm. This was because of geometric inaccuracy during machining of the tool. It is expected that an optimized tool would cause higher hardness values at P2. There was not much difference when the cooling time was increased from 5 to 8 s. Accordingly, this shows that a cooling time of 5 s was enough for the conformal cooling tool to attain the required hardness properties. According to the results, as the cooling time was increased from 2 to 5 s, there was a general increase in the hardness at different points. At a cooling time of 5 s, most of the measured points had attained the minimum required hardness of 400 HV. However, as the cooling time increased to 8s, there was no significant increase in the harness. Based on these results, it was concluded that a cooling time of 5 s was enough to attain the required hardness properties. Figure 11 shows a comparison between the simulation and experimental results.

Experimental and simulation results

Hardness at different points after 2 s

Hardness at different points after 5 s

Hardness at different points after 8 s
Figure 11 shows that the experimental results fall within the range for simulation results from 2 to 4 s. However, above 4 s, the experimental results are lower than the simulation results. This could be caused by the single point hardness measurements which did not provide enough data on the hardness of the whole profile. Both the simulation and experimental results show that the proposed design method can lead to improved quality through a more uniform hardness distribution and reduced cooling time. A similar study by Mueller et al. [12] showed that conformal cooling can lead to a 50 % reduction in cooling time and a more even cooling. However, there was not enough clarity on the design method used. Another study by Stoll et al. [13] revealed that a 70 % reduction in cycle time was achieved using conformal cooling channels. In the study, only a FE analysis was used to evaluate the performance of the cooling system.
5 Conclusion
The aim of this paper was to propose a method for designing a conformal cooling system for hot stamping tools. In the first section of the paper, a tool for qualifying parts for conformal cooling in the form of an evaluation table is proposed. The aim of the evaluation tool is to identify cases in which it is economically viable to apply conformal cooling depending on the geometric complexity, quality requirements, cycle time and production volume of part. Secondly, a method for obtaining conformal cooling parameters was proposed.
Thirdly, a set of design rules are presented. The proposed rules were used to design and manufacture a hot stamping tool with conformal cooling channels. The steps involved in the manufacture of the tool were presented. The tool was tested using simulation and experiments. Hot stamped parts were produced at different cooling times and coolant flow rates. The hardness of parts was measured to evaluate the performance of the tool. According to the simulation, conformal cooling has the potential to reduce cooling time by 55 %. The experimental results showed that a cooling time of 5 s was enough to produce parts with the required hardness distribution. The proposed conformal cooling design method can be applied for hot stamping tools. It is important to consider using an alternative hardness measurement process to capture as much information for a fair comparison. The manufactured tool was able to withstand all the forming trials without any cracks or damages. The work is unique because it is focused on the design guidelines for AM-based conformal cooling channels. This is different from most of the studies in literature which are mainly focused on injection moulding tools. Further studies could be focused on the design of hot stamping tool inserts with both conformal cooling and heating channels to produce parts with tailored hardness properties.
References
Karbasian H, Tekkaya AE (2010) A review on hot stamping. J Mater Process Technol 210(15):2103–2118
M. F. Li, T. S. Chiang, J. H. Tseng, and C. N. Tsai, “Hot stamping of door impact beam,” Procedia Eng, vol. 81, no. October, pp. 1786–1791, 2014.
Lim WS, Choi HS, Ahn SY, Kim BM (2014) Cooling channel design of hot stamping tools for uniform high-strength components in hot stamping process. Int J Adv Manuf Technol 70(5–8):1189–1203
Lv M, Gu Z, Li X, Xu H (2016) Optimal design for cooling system of hot stamping dies. ISIJ Int:1–9
Steinbeiss H, So H, Michelitsch T, Hoffmann H (2007) Method for optimizing the cooling design of hot stamping tools. Prod Eng 1(2):149–155
Muvunzi R, Hagedorn-Hansen D, Matope S, Madyibi X, Swart CB, Nagel M (2020) Industry case study: process chain for manufacturing of a large hybrid hot stamping tool with conformal cooling channels. Int J Adv Manuf Technol 110(7–8):1723–1730
De Shan Z, Ye YS, Zhang ML, Wang BY (2013) Hot-stamping die-cooling system for vehicle door beams. Int J Precis Eng Manuf 14(7):1251–1255
Zhong-de S, Mi-Ian Z, Chao J, Ying X, Wem-juan R (2010) Basic study on die cooling system of hot stamping process. Int Conf Adv Technol Des Manuf 67(0 2):5–8
Xian XD, Wang YL (2014) The parametric design of cooling system of hot stamping die. Adv Mater Res 1063:276–279
Mazur M, Brincat P, Leary M, Brandt M (2017) Numerical and experimental evaluation of a conformally cooled H13 steel injection mould manufactured with selective laser melting. Int J Adv Manuf Technol 93(1–4):881–900
Dimitrov D, and Moammer A (2010) “Investigating the impact of conformal cooling on the performance of injection moulds for the packaging industry,” 32:226–238
Mueller B, Hund R, Malek R, Gebauer M, Polster S, Kotzian M, Volkswagen AG (2013) Added value in tooling for sheet metal forming through additive manufacturing. In International Conference on Competitive Manufacturing pp 1-7
Stoll P, Spierings A, Gebauer M, Müller B, Polster S, Feld T and Zurbrügg A (2016) High performance sheet metal forming tooling by additive manufacturing. In iCAT 2016: Proceedings of the 6th International Conference on Additive Technologies pp. 354-361
Mueller B, Gebauer M, Polster S, Neugebauer R, Malek R, Kotzian M and Hund R (2013) “Ressource-efficient hot sheet metal forming by innovative die cooling with laser beam melted tooling components”. In High Value Manufacturing: Advanced Research in Virtual and Rapid Prototyping: Proceedings of the 6th International Conference on Advanced Research in Virtual and Rapid Prototyping, Leiria, Portugal, pp. 321. CRC Press.
Kanbur BB, Suping S, Duan F (2020) Design and optimization of conformal cooling channels for injection molding: a review. Int J Adv Manuf Technol 106(7):3253–3271
Cortina M, Arrizubieta JI, Calleja A, Ukar E, and Alberdi A (2018) “Case study to illustrate the potential of conformal cooling channels for hot stamping dies manufactured using hybrid process of laser metal deposition (LMD) and milling,” Metals (Basel), 8:2
Liu HS, Xing ZW, Bao J, Song BY (2010) Investigation of the hot-stamping process for advanced high-strength steel sheet by numerical simulation. J Mater Eng Perform 19(3):325–334
Lim WS, Choi HS, Ahn SY, and Kim BM (2014)“Cooling channel design of hot stamping tools for uniform high-strength components in hot stamping process,” Int J Adv Manuf Technol, vol. 70is the i, no. 5–8, pp. 1189–1203
Yun S, Kwon J, Cho W, Lee D, Kim Y (2020) Performance improvement of hot stamping die for patchwork blank using mixed cooling channel designs with straight and conformal channels. Appl Therm Eng 165:114562
A. Moammer, “Thermal management of moulds and dies: a contribution to improved design and manufacture of tooling for injection moulding, (Doctoral dissertation, University of Stellenbosch). 2011.
Xiaorong and Xu (1999)“Conformal cooling and rapid thermal cycling in injection molding with 3D printed tools,”
Hall M, Krystofik M (2015) Conformal cooling. Doctoral dissertation, Massachusetts Institute of Technology
Xu X, Sachs E, Allen S (2001) The design of conformal cooling channels in injection molding tooling. Polym Eng Sci 41(7):1265–1279
Lv M, Gu Z, Li X, and Xu H (2016) “Optimal design for cooling system of hot stamping dies,” vol. 56, no. 12, pp. 2250–2258
Anderson, David M (2020) Design for manufacturability: how to use concurrent engineering to rapidly develop low-cost, high-quality products for lean production. CRC press
Boivie K, Sørby K, Brøtan V, Ystgaard P (2011) Development of a hybrid manufacturing cell; integration of additive manufacturing with CNC machining background: industrial case studies Case 1: insert for a bracket to an office chair. 22nd Annu Int Solid Free Fabr Symp - An Addit Manuf Conf SFF 2011:153–163
Valiantzas JD (2008) Explicit power formula for the Darcy–Weisbach pipe flow equation: application in optimal pipeline design. J Irrig Drain Eng 134(4):454–461
Becker TH, DImitrov D (2016) The achievable mechanical properties of SLM produced Maraging Steel 300 components. Rapid Prototyp J 22(3):487–494
Schmidt M, Merklein M, Bourell D, Dimitrov D, Hausotte T, Wegener K, Levy GN (2017) Laser based additive manufacturing in industry and academia. CIRP Ann 66(2):561–583
Mugwagwa L, Dimitrov D, Matope S, Yadroitsev I (Jan. 2018) Influence of process parameters on residual stress related distortions in selective laser melting. Procedia Manuf 21:92–99
Zaeh MF, Branner G (2010) Investigations on residual stresses and deformations in selective laser melting. Prod Eng 4(1):35–45
Park HS and Pham NH (2007) “Automatically generating conformal cooling channel design for plastic injection molding,” in Annals of DAAAM and Proceedings of the International DAAAM Symposium, pp. 539–540.
Muvunzi R, Dimitrov DM and S. Matope, “Heat transfer in a hot stamping process: a review,” R D J. South African Inst. Mech. Eng. 2, vol. 33, no. September 2016, pp. 75–84, 2017.
Bahrami M (2011) Forced convection heat transfer mechanism of forced convection. ENSC 388:1–11
Montgomery DC (2012) Design and Analysis of Experiments, Eight edn
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendices
Appendix 1

Simulation platform
Appendix 2

Hardness map results
Rights and permissions
About this article

Cite this article
Muvunzi, R., Dimitrov, D.M., Matope, S. et al. A case study on the design of a hot stamping tool with conformal cooling channels. Int J Adv Manuf Technol 114, 1833–1846 (2021). https://doi.org/10.1007/s00170-021-06973-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-06973-z