
Abstract
In the multi-pass conventional spinning process, roller paths have a significant influence on the forming quality of formed parts. The variations of the cone angle of the curvilinear generatrix part make roller path planning difficult. Current researches mainly focus on the design of the roller path profiles and its influence on the wall thickness uniformity of the parts in the one-pass spinning process. It is still difficult to realize the quantitative design of the roller path for the multi-pass spinning process. In this paper, a parametric roller path design method, which can set the mode of starting point allocation, number of passes, roller path profile, backward pass strategy, and gap between the roller and mandrel flexibly, is put forward. The influences of each factor on the forming quality of the curvilinear generatrix parts are further studied based on spinning experiments and finite simulation analysis. The results show that the parametric roller path design method proposed in this paper is an effective way to realize spinning of the curvilinear generatrix parts. Moreover, the backward pass strategy and gap between the roller and mandrel tend to cause lower reductions of wall thickness and better fittability, which can improve the forming precision of the curvilinear generatrix parts significantly.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
As one of the near-net shape forming processes, metal spinning has the advantages of high material utilization, low cost, high product quality, and lower equipment tonnage. It has become a preferred method in the forming of axisymmetric, thin-walled, and hollow parts in recent years. As an important component of the spinning process, conventional spinning has smaller local forming forces and lower thickness reduction compared with shear spinning, so it is more suitable for curvilinear generatrix parts with great changes in the half-cone angle.
The forming window is limited in the single-pass forming process by flange wrinkling and low forming quality. In this way, multi-pass is widely used to improve the stability of the conventional spinning process and forming precision of spinning parts. As conventional spinning is a kind of a complicated local continuous inhomogeneous plastic deformation forming process with complex boundary conditions and strong nonlinearities of geometry and material, the forming process is affected by coupling effects of multiple factors, such as roller path and process parameters. The design of the roller path in metal spinning is a flexible and open-ended problem; present researches are mainly on quantitative analysis in the single-pass spinning process, regardless of the complex geometry of the forming part and spinning process characteristics. However, the blank formed into a desired shape in conventional spinning involves a deliberate reduction in diameter, which makes the forming stability sensitive to the roller path. Unreasonable roller path design often results in wrinkling, local thinning, or cracking. Therefore, attention really needs to be paid to roller path design in multi-pass conventional spinning.
Various studies on roller path profiles and path planning in conventional spinning have been carried out. Process details of spinning and flow forming were mainly introduced by Wong et al. [1], but the roller path plan and its effect on the spinning quality were reviewed insufficiently. Hua et al. [2] and Jian-Hua and He [3] mainly introduced roller path profiles commonly used and the implement method of forward and backward passes and pointed out that current research based on the experimental method would hardly meet the requirement of the rapid development of the spinning process, and finite element simulation combined with theoretical analysis would be the research trend. Music et al. [4] and Music and Allwood [5] summarized the present researches on roller paths, including linear, concave, convex, and combined ones, and the involute roller path was recommended. However, it was stated that roller path design remained as an art obtained by practice and experience. The researches on the conventional spinning process and the roller path were systematically reviewed by Pan et al. [6]; the forming mechanism of the conventional spinning process, optimization of process parameters, and the roller path design were summarized in detail. Xiao et al. [7, 8] developed an asymmetric multi-pass spinning method, which could enable the formation of an oblique cylinder shape with a planar flange, and compared the rotational pass set with the translational pass set; the difference between the axial distributions on two sides of the wall is much smaller. They pointed out that roller path design methods for multi-pass conventional spinning had become a research hotspot in recent years, which needed attention.
As mentioned above, researches on the roller path planning of curvilinear generatrix parts are limited; it is still difficult to realize the quantitative design of the roller path for the multi-pass spinning process. In this paper, a parameterized method of roller path design for multi-pass spinning is proposed. Experiments are performed to investigate the effects of roller path parameters on the forming quality (wall thickness uniformity and fittability), and finite element simulation analysis is conducted to explain the reasonability of the experimental results.
2 Parameterized method of roller path design
Roller paths in the multi-pass conventional spinning process are quite complex and variable, and the design of the roller paths mainly depends on the operator’s experience, which in a way has great uncertainty. With the development of CNC spinning machines, the quantitative design of roller paths has been applied in practical engineering. A parameterized roller path is beneficial to the quantitative control of the roller, which will surely enhance the controllability of the spinning process. At present, related researches on parametric design of roller paths are rather few. In early years, Liu and Wang [9] took roller path design as a generation problem of the curve function from the metal sheet (0th pass) to the spinning part (nth pass) based on the theory of fuzzy mathematics. A theoretical method, in which the roller path of the spinning passes was described by using cubic spline curves and the curve shape was modified by introducing a shape function, was proposed systematically. However, this theoretical method has not been verified by corresponding experiments.
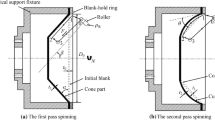
In this paper, a parameterized method for roller path design is proposed considering the complex geometry of the forming parts and spinning process characteristics. The main steps are as follows: geometric parameter definition of the sheet and forming mold, selection of the forming angle, selection of process parameters, generation of control points, roller path profile control, backward pass strategy, gap control between the roller and mandrel, and output of the multi-pass spinning trajectory file, as shown in Fig. 1.

The trajectory planning process
Geometric parameters of the sheet and forming mold mainly include the blank thickness t, the mandrel radius r1, and the roller nose radius r3. The forming angle reflects the dimension information of the final spinning parts, as shown in Fig. 2; α0 is the initial forming angle, α1 is the spinning-out angle of the first pass, and α2 is the final part forming angle. Related process parameters mainly include the number of passes n, the spindle speed s, and the feed ratio f.

Schematic diagram of parametric trajectory planning
The parametric method of roller path design is shown in Fig. 2.
The first step is to determine the spinning region the roller could reach.
Usually, we take the center of the roller nose as the reference point of the roller. The point’s motion radius r = r1 + t + r3, where r1 is the radius of the mandrel, t is the blank thickness, and r3 is radius of the roller nose. The initial radius R of the blank can be calculated according to the principle of volume invariability when the initial part forming angle α0 and the final part forming angle α2 are determined. In order to simplify the calculation process, the forming part is taken as a spherical part, and R can be given as follows:
In order to ensure enough size of the sheet, the length of the line segment AF is taken as 1.15 × R, which is slightly larger than the blank radius. With point A as the ellipse center, take AF and AO as the directions of the short axis and long axis; the lengths of the short axis and long axis are AF and 1.23AF, respectively. And the length of the long axis can be changed to adapt to the profile of the mandrel. Then, the elliptical arc can be obtained as the boundary of the roller motion region. With the final part forming angle α2, we could determine the last key point of the region boundary. Draw the line segment OD4 which intersects the arc \( \overset{\frown }{BC} \) at D4, and then let D4E⊥OD4, where E is the intersection of the line segment D4E and the arc \( \overset{\frown }{FE} \). Finally, the polygon region BD4EF is the spinning region.
The second step is to generate the control points of the roller.
The control points of the roller determine the starting point, end point, and the length fitting the mandrel for each pass. Reasonable allocation of the length fitting the mandrel can not only avoid wrinkling caused by excessive circumferential compressive stress in the flange during spinning but also improve the efficiency of the spinning process. Liu and Zhang [10] established a mathematical model to describe the relationship between the control parameters in each spinning pass based on mechanical analysis of the spinning of the vessel head, but there is no corresponding experimental verification. Lin [11] and Lin et al. [12] studied the effects of the deformation allocation on the quality of curvilinear generatrix parts in multi-pass conventional spinning with three different patterns, which are equal max deformation, equal arc length, and equal axial distance.
In this paper, three different kinds of control point allocation for the spinning roller are designed, including equal angle, equal axial length, and equal circumferential compressive strain, as shown in Fig. 3. Different kinds of control point allocation have the same initial part forming angle α0 and final part forming angle α2, but different intermediate control points.

The roller control point generation. a Equal angle. b Equal axial length. c Equal circumferential compressive strain
Allocation of the starting point is conducted on the arc \( \overset{\frown }{BC} \): As shown in Fig. 3a, the arc segment fitting the mandrel in each pass has the same angle in the equal-angle mode. Similarly, the axial length fitting the mandrel in each pass in the equal–axial length mode is the same, as shown in Fig. 3b. The equal–circumferential compressive strain mode is based on the assumption that the wall thickness is constant and the flange keeps a flat state without a wrinkle in conventional spinning. The corresponding radius of the flange edge at any angle can be calculated based on the equal-area method, as shown in Fig. 3c. The arc \( \overset{\frown }{BA_1} \) corresponding to angle α0 can be used to obtain the corresponding radius BD1 on the blank, and the flange areas got by revolving the line segments D1C and A1C1 are also the same. And then the radius of the corresponding flange length O1C1 can be obtained. Thus, the distance from Ci to the axis OB corresponding to angle αi can be expressed as \( {R}_{Ci}=\sqrt{R^2+{\left(r\times \sin {\alpha}_i\right)}^2-{\left(r\times {\alpha}_i\right)}^2} \). Considering the circumferential compressive strain in each pass is the same, \( \frac{R_C}{R_{C1}}=\frac{R_{C1}}{R_{C2}}=\frac{R_{C2}}{R_{C3}}=\mathrm{const} \). Combining with the number of passes n, the relationship between the radii in each pass under constant circumferential compressive strain can be obtained. Finally, the angle of the starting point in each pass can be calculated.
Correspondingly, allocation of the end point is conducted on the arc \( \overset{\frown }{GE} \): The calculation method is similar to the allocation of the starting point for the three modes mentioned above, except that the arc \( \overset{\frown }{GE} \) should be divided into n + 2 points for the end points. In this way, the sequence of end points [1:n + 2] are obtained, and the sequence of end points [2:n + 1] are selected comparing with the sequence of start points [1:n].
The third step is roller path profile control.
In the multi-pass spinning process, great efforts have been made to research the effects of the tool path profile on the wall thickness variation of the spinning parts. Wang [13], Liu et al. [14], and Hayama et al. [15] reported that the first pass in conventional spinning played a decisive role in the final wall thickness variations [16]. Wei et al. [17] studied the effects of three kinds of path profiles, namely straight-line, arc, and involute, on the forming quality of the cup spinning. Liu et al. [14] studied the effects of three kinds of path profiles, namely straight-line, arc, and involute, on the stress and strain distributions of the cup spinning. For the spinning of cup parts, Wang et al. [18], Wang and Long [19, 20], and Li et al. [21] studied the influence of different path profiles, including straight-line, concave, convex, and combination curves, on forming quality in the first pass of die-less spinning, indicating that concave and convex path profiles have a positive effect on the thickness uniformity, and a convex tool path profile leads to minimal thinning. Polyblank and Allwood [22] proposed a parameterized roller path method based on a quadratic Bezier curve; the roller forces and the wall thickness uniformity of parts in the first pass of spinning were compared. In this paper, a profile-changeable curve design method is proposed based on cubic spline with a not-a-knot boundary condition type.
As shown in Fig. 4, the roller path profiles are determined by the number of intermediate midpoints. When the number of intermediate points is 0, the roller path profile is a straight line, and when the number of intermediate points is 1, the roller path profile would be concave or convex. Calculate the distance from the starting point to the end point Ldis; determine the coordinates of the mpoint, mpoint(x, y) = (1 − e) × startpoint(x, y) + e × endpoint(x, y), where e is an eccentric ratio and the mpoint with e = 0.5 is the middle point between the start and end points. The midpoint can be obtained by offsetting a distance from the mpoint; the offset distance len(i) is related to the pass number i, \( len(i)={L}_{\mathrm{dis}}(i)/\left(\frac{81}{i}+2.5\times i\right) \); and the coordinates of midpoint can be expressed as midpoint(x, y) = mpoint(x, y) ± len(i) × (cosθ, sinθ). Given the coordinates of the starting point, the end point, and the midpoint, the curve function can be expressed by means of the cubic spline interpolation with a not-a-knot boundary condition type. And the spline curve under this condition has a good second-order smoothness. When the number of intermediate points is 2, similarly, determine the coordinates of the mpoints, mpoint(x, y) = (1 − e) × startpoint(x, y) + e × endpoint(x, y), e = e1, e2, wheree1 ande2 are the eccentric ratios of the mpoints, and the offset distance \( len(i)={L}_{\mathrm{dis}}(i)/\left(\frac{100}{i}+8\times i\right) \). Similarly, the offset distance can be adjusted according to the concavity and convexity of the path, which makes the roller path profiles more flexible.

Schematic diagram of roller path profiles
The fourth step is the backward pass strategy.
Hayama et al. [15] analyzed the influence of the roller path on the forming quality of the spinning parts based on 3D finite element model of conventional spinning. Wei et al. [17] studied the spinning quality of the cup based on the numerical simulation model and experimental results. They pointed out that the thickness reduction reduced significantly when the initial spinning point started form the middle part of the blank. The present research studies on the backward pass strategy are few, so further study is needed. In this paper, we propose three different ways of back point allocation, and they are the step-by-step plan, crossover plan, and reciprocating plan, as shown in Fig. 5.

Schematic diagram of backward pass strategy. a Step-by-step. b Crossover. c Reciprocating (the green lines denote the spinning-out path, and the blue lines denote the backward pass)
Step-by-step: The angle βi of the backward pass point is equal to the angle αi of the forward pass point, and the multi-pass spinning process is completed step by step.
Crossover: The angle βi of the backward pass point is related to the angles αi and αi + 1 of the forward pass points.βi is given as βi = αi + ratio × (αi − αi + 1), where ratio represents the repetition part of the backward pass at the fitting mandrel stage. For the step-by-step plan, it is easy to calculate that ratio = 0. In this paper, the situation under ratio ≥ 0 is mainly studied.
Reciprocating: The angle βi of the backward pass point is equal to the initial part forming angle α0; the roller starts from the initial part forming angle α0 in each pass.
The fifth step is gap control between the roller and mandrel.
The gap between the roller and mandrel has a significant effect on the forming quality of the spinning part. Thickness reduction in spinning is a noteworthy problem. Spinning with a constant gap between the roller and the mandrel has a difficulty of meeting the quality requirements of the part. Meantime, it is difficult to realize quantitative control of the variable gap between the roller and the mandrel. Therefore, it is necessary to improve the traditional control algorithm of the gap between the roller and the mandrel.
Figure 6 shows the strain distribution of the spinning part obtained from finite simulation of the conventional spinning process, in which the initial thickness of the sheet is 1.8 mm, the rotating speed of the mandrel is 200 rpm, and the feed rate is 1 mm/r. It can be seen that the radial tensile strain is greater than the circumferential compressive strain in the middle section of the part, which leads to thickness reduction in the middle section of the spinning part. In the end of the forming part, the circumferential compressive strain increases for the radial contraction of the flange, and the radial tensile strain reduces for the narrowed flange. Therefore, the end of the forming part tends to thicken with a large shape deviation.

Strain and wall thickness distribution in multi-pass spinning. a Diagram of strain in multi-pass spinning. b Diagram of wall thickness in multi-pass spinning
The extract wall thicknesses of each node along the generatrix of the spinning part are t(1), t(2), …, t(n); calculate the thickness reduction η of each node, and then calculate the factor \( factor(i)=\left(\frac{\mathit{\operatorname{Min}}(t)}{t(i)}-\eta \right)/\left(1-\eta \right) \), as shown in Fig. 7.

Scaling factor along the angle with x axis
Combining with the scaling factor along the angle, we can use the method of cubic spline interpolation to establish the variable gap compensation function f(α) with the range of [0, 1]. Then, the reference point of the roller with a variable roller gap can be expressed as
while the reference point of the roller with a constant roller gap is expressed as
In the variable–roller gap expression, 0.75t is the minimum gap and 0.75t + 0.35t is the maximum gap. These values can be adjusted according to the forming quality requirements.
In summary, the program of the parametric roller path design of multi-pass spinning including allocation of roller control points, roller path profile control, backward pass strategy, and gap control between the roller and the mandrel is completed with MATLAB R2014b. Finally, the coordinates of the points in each pass and ordered multi-pass point sets can be exported to Excel, which will be helpful for the conversion of the roller path to the machining code. The roller path coordinates with time in each pass can also be obtained when the feed ratio f and spindle speed n are chosen, which provides a great convenience for the subsequent finite element simulation. Figure 8 shows two roller path planning diagrams with different parameters. It can be seen that the multi-pass spinning path with various path parameters can be well controlled by the proposed method mentioned above.

Examples of parameterized method of roller path design. a Five-pass concave-crossover-equal roller gap. b Seven-pass combination curve-reciprocating-variable roller gap (the green lines denote the spinning-out path, and the blue lines denote the backward pass)
3 Experimental investigations and results
In order to study the effect of the parameterization factors on the forming quality in multi-pass spinning, experiments are performed on an Okay-800 CNC spinning machine. The blank is made of aluminum alloy 2024-O with thickness 1.8 mm. The corresponding process parameters are as follows: the feed ratio f is 1 mm/r, the spindle speed n is 200 rpm, and the roller installation angle is 40°.
The hemispherical part has a curvilinear generatrix and a high depth-diameter ratio, which demands higher requirements for path planning. Therefore, a hemispherical part is selected as the research object in this paper. As shown in Fig. 9, the initial part forming angle α0 = 18°, the final part forming angle α2 = 90°, the depth-diameter ratio is 0.47, and the thickness is 1.8 mm. The dimensions of the mandrel are as follows: the radius of the part R1 = 69.69 mm, the radius of the platform R2 = 21.5 mm, and the height of the mandrel H = 65.87 mm.

The dimension parameters of hemispherical part and mandrel
Based on the principle of volume invariability before and after deformation, the radius of the initial blank can be deduced by the volume of the forming part V and the blank thickness t, R = 100 mm. Considering thickness reduction during the spinning process, the blank radius is modified to 95 mm in order to obtain the hemispherical part without a straight edge.
Parameterization factors including allocation of roller control points, number of passes, roller path profile control, backward pass strategy, and gap control between the roller and the mandrel have significant effects on the forming quality of the spinning part. Spinning experiments are designed with the single-variable method. In order to develop a comprehensive understanding on the effects of the parameterization factors on the forming quality of the parts, the experimental plan is as follows: 3 groups of experiments, namely equal angle, equal axial length, and equal circumferential compressive strain, are performed at the aspect of the allocation of the roller control points. Four groups of experiments on the number of passes, which are 6, 7, 8, and 9 passes, are carried out. At the aspect of roller path profile control, 5 groups of experiments are carried out to compare the straight line, the concave curve, the convex curve, the concave-convex curve, and the convex-concave curve. And for 3 kinds of backward pass strategies and 2 kinds of gap control methods, 2 × 3 group orthogonal experiments are carried out, as shown in Table 1.
Five groups of multi-pass spinning experiments are performed under the same spinning process parameters. And there are 3 repetitions for each test to ensure the reliability of the conclusion, and the average value of 3 repetitions are used as the experiment results. A laser scanning 3D measurement system named FARO is used to perform the scanning of the curvilinear generatrix parts, and geometric surface construction and precision analysis are completed by Geomagic Qualify 2013; the wall thickness uniformity and the fittability are the main concerns, as shown in Fig. 10.

Multi-pass spinning experiment and its post-processing. a Okay-800 CNC spinning machine. b Experimental spinning part. c Wall thickness distribution
3.1 Allocation of roller control points
Experimental results are shown in Fig. 11a; the control point allocation with the equal-angle method has better wall thickness uniformity, and the minimum wall thickness is 0.949 mm and the maximum thinning rate is 47.3%. And the wall thickness uniformity of the part with the equal–axial length method is the second; the minimum wall thickness is 0.776 mm, and the maximum thinning rate is 56.8%. The wall thickness uniformity of the part with the equal circumferential strain is the worst, and the minimum wall thickness is 0.603 mm. The reason is that the calculation of control point allocation for equal circumferential compressive strain is based on the assumption that the wall thickness is constant and the flange keeps a flat state without a wrinkle during the process of conventional spinning. However, the wall thickness reduction and the slight wrinkling of the flange during the forming process lead to the result of inaccurate calculation of circumferential compressive strain; more control points are allocated in the late spinning stage. Meanwhile, the material hardening in the late spinning stage leads to an increase in the roller force, which enhances wall thickness reduction. Figure 11b shows that the fittability of parts with three kinds of control point allocation is consistent, which indicates that the fittability is not sensitive to the control point allocation.

Effect of roller control points on forming quality. a Wall thickness uniformity. b Fittability
3.2 Number of passes
As shown in Fig. 12a, the part with 6 passes has the best wall thickness uniformity, and the minimum wall thickness is 0.884 mm. With the increasing of the pass number, the thinning reduction of the parts shows an increasing trend. When the part is finished with 9 passes, the minimum wall thickness is 0.699 mm; the wall thickness is reduced by approximately 10%. This is due to the repeated loading of the roller leading to material hardening in the flange, and the radial tensile stress on the flange increases, which enhances the thinning effect of the part. Figure 12b shows that the increase in pass number enhances the mandrel-fitting effect of the spinning parts, but the overall length of mandrel fitting increases slightly. As a result, the increase in pass number improves the fittability of the parts slightly, but increases the thinning reduction of the parts.

Effect of pass number on forming quality. a Wall thickness uniformity. b Fittability
3.3 Control of roller path profiles
As shown in Fig. 13, the roller path profiles have no significant effects on the forming quality of spinning parts. The forming parts with the concave and concave-convex curves show the best wall thickness uniformity, and the minimum wall thickness are 0.859 mm and 0.862 mm, respectively. The forming parts with the convex and convex-concave curves show the second wall thickness uniformity, and the minimum wall thickness are 0.802 mm and 0.793 mm, respectively. The part spinning with the line profile shows the largest thickness reduction, and the minimum wall thickness is 0.74 mm. Figure 13b shows that the fittability of the spinning parts with five kinds of roller path profiles has little difference, which means that the fittability is not sensitive to the roller path profiles.

Effect of path profile on forming quality. a Wall thickness uniformity. b Fittability
3.4 Backward pass strategy
Three different backward pass strategies are introduced in this paper. Figure 14 shows the wall thickness uniformity and the fittability of the spinning parts in the experiments. It can be seen that the forming quality of parts under the conditions of both the equal roller gap and the variable roller gap follow the same trend. Compared with the control point allocation, the pass number, and the roller path profile control, the backward pass strategy shows the greatest improvement on fittability. The backward pass strategy increases the overall length of mandrel fitting significantly, which leads to better fittability of the spinning parts.

Effect of backward pass strategy on forming quality. a Wall thickness uniformity. b Fittability. c Wall thickness uniformity. d Fittability
3.5 Gap control between roller and mandrel
As shown in Fig. 15, when the scaling factor of the variable roller gap obtained by the conventional spinning thinning rule is introduced into the roller path calculation, the thickness uniformity and fittability of the formed part are improved obviously. The negative gap deviation in the early stage of spinning can make the material flow into the thinner region of the component’s waist, and the positive gap deviation in the middle stage of spinning can weaken the thickness reduction in the roller loading area. In the late stage of spinning, the negative gap deviation can not only counteract the blank thickening effect due to radial shrinkage but also make the blank fit mandrel better, namely increase the fittability of the spinning parts.

Effect of roller gap on forming quality. a Wall thickness uniformity. b Fittability. c Wall thickness uniformity. d Fittability. e Wall thickness uniformity. f Fittability
4 Finite element simulation analysis
In order to analyze and validate the effect of parametric factors on the forming quality of multi-pass spinning, a finite element model with three-pass conventional spinning is established based on Abaqus/Explicit. The multi-pass parametric roller path design method is used to generate the corresponding multi-pass roller path. The material of the blank is 2024-O aluminum alloy; the radius and thickness of the blank are 81 mm and 2 mm, respectively. The wall thickness variation of the spinning part in the spinning process has been obtained, as shown in Fig. 16. The blank thickness in each pass changed significantly before and after the mandrel-fitting stage, while the wall thickness of the blank changed slightly before and after the forward pass. The spinning force in the spinning process is further extracted, as shown in Fig. 17. The spinning force was kept at a high level during the mandrel-fitting stage and initial stage of the forward pass, when the wall thickness of the blank changed greatly. Therefore, the spinning force can also be regarded as an important reference index for the degree of deformation and the degree of wall thickness thinning. This can explain the phenomenon that the path profile in the first half of the spinning process is more important for the spinning quality. Both the backward pass strategy and variable roller gap change the spinning force in the multi-pass conventional spinning, which further affects the wall thickness uniformity and the fittability and agrees with the results of other authors who have studied this problem [16].

Wall thickness variations after each pass

Spinning force variations with the forming process
5 Conclusions
In this paper, a parameterized method of roller path design is put forward for multi-pass conventional spinning. Experiments are performed to study the effects of corresponding parameterized factors on the forming quality of curvilinear generatrix parts. Numerical simulation is further carried out to analyze and explain the effect of parametric factors. The conclusions of this study can be summarized as follows:
-
1.
Through experiments, the effect of parameterization factors on the forming quality of spinning part is contrasted. Among the parameterization factors, the control point allocation, the backward pass strategy, and the roller gap control have obvious influence on the wall thickness uniformity. The wall thickness uniformity is not sensitive to the pass number and the roller path profile. For the improvement of the spinning fittability, the backward pass strategy and the roller gap control can play active roles.
-
2.
The parameterized method proposed in this paper is a general way with good scalability to realize the roller path design in multi-pass spinning. The method can control the whole multi-pass spinning paths through specific path parameters, which can reduce the disturbance of human factors and realize accurate roller path control and forming process.
-
3.
The backward pass strategy and the control method of the variable roller gap put forward in this paper provide a new idea for precision forming of multi-pass spinning. Based on the parameterized method of multi-pass roller path, a database model which includes the geometrical dimensions of the blank and mandrel, roller path, and process parameters can be established. In this way, it is possible to explore the optimization of the whole multi-pass spinning process and achieve scientific management and systematic research of spinning.
Data availability
Not applicable
References
Wong CC, Dean TA, Lin J (2003) A review of spinning, shear forming and flow forming processes. Int J Mach Tool Manu 43(14):1419–1435
Hua LJ, He Y, Qiang LY (2002) State of the art and trend of metal spinning technique. Heavy Machinery 3(1):1–12
Jian-Hua L, He Y (2003) Development of multi-process conventional spinning and research on roller-trace. Mech Sci Technol 22(5):805–807
Music O, Allwood JM, Kawai K (2010) A review of the mechanics of metal spinning. J Mater Process Technol 210(1):3–23
Music O, Allwood JM (2011) Tool-path design for metal spinning //Special Edition: 10th International Conference on Technology of Plasticity, ICTP 2011. 542-547
Guo-jun PAN, Yong LI, Jin WANG, Guo-dong LU (2015) Review of conventional spinning process and its roller path design development. J Zhejiang Univ (ENGINEERING SCIENCE) 49(4):644–654
Xiao Y, Han Z, Fan Z, Jia Z (2018) A study of asymmetric multi-pass spinning for angled-flange cylinder. J Mater Process Technol 256:202–215
Xiao Y, Han Z, Zhou S, Jia Z (2020) Experimental study of asymmetric multi-pass spinning. Int J Adv Manuf Technol 110(2–3):667–679
Liu F, Wang A (1994) The application of B spline curve in spinning manufacture process. Forging & Stamping Technology 2:36–40
Xing-jia LIU, Yi-huang ZHANG (1997) How to select the moving passes of the spinning roller. J Plast Eng 4(4):84–90
Lin XJ (2014) The effects and optimization of key parameters in multi-pass conventional spinning of curvilinear generatrix parts. ZheJiang University
Lin XJ, Ge T, Wang J, Lu GD (2015) Numerical investigation of effects of deformation allocation on multi-pass conventional spinning process of curvilinear generatrix parts. ARCHIVE Proceedings of the Institution of Mechanical Engineers Part C Journal of Mechanical Engineering Science 1989-1996 (vols 203-210), 229(18):0954406215570384
Wang MZH (1999) Study on the deformation mode of conventional spinning of plates. J Mater Process Technol 91:226–230
Liu JH, Yang H, Li YQ (2002) A study of the stress and strain distributions of first-pass conventional spinning under different roller-traces. J Mater Process Technol 129(1-3):326–329
Hayama M, Kudo H, Shinokura T (2008) Study of the pass schedule in conventional simple spinning. Bull JSME 73(65):1358–1365
Sugar P, Sugarova J, Petrovic J (2016) Analysis of the effect of process parameters on part wall thickness variation in conventional metal spinning of Cr-Mn austenitic stainless steels/Analiza vpliva procesnih parametrov na variabilnost debeline sten izdelka pri konvencionalnem vrtilnem preoblikovanju avstenitnega nerjavnega jekla Cr-Mn 62(3):171+
Wei ZC, Li WD, Wan M, Xu CX, Liu J (2010) Influence of roller-trace on multi-pass conventional spinning process. Journal of Plasticity Engineering 17(3):108–112
Wang L, Long H (2011) A study of effects of roller path profiles on tool forces and part wall thickness variation in conventional metal spinning. J Mater Process Technol 211(12):2140–2151
Wang L, Long H (2011) Investigation of material deformation in multi-pass conventional metal spinning. Mater Des 32(5):2891–2899
Wang L, Long H (2013) Roller path design by tool compensation in multi-pass conventional spinning. Mater Des 46(4):645–653
Li Y, Wang J, Lu GD, Pan GJ (2014) A numerical study of the effects of roller paths on dimensional precision in die-less spinning of sheet metal. Journal of Zhejiang University-SCIENCE A 15(6):432–446
Polyblank JA, Allwood JM (2015) Parametric toolpath design in metal spinning. CIRP Ann Manuf Technol 64(1):301–304
Funding
This research was supported by the National Natural Science Foundation of China (No. 51875352, No. 51675333).
Author information
Authors and Affiliations
Contributions
Not applicable
Corresponding author
Ethics declarations
Competing interests
Not applicable
Ethical approval
Not applicable
Consent to participate
Not applicable
Consent to publish
Not applicable
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Gao, L., Song, J., Zhao, Y. et al. Parametric roller path design in multi-pass conventional spinning of curvilinear generatrix parts. Int J Adv Manuf Technol 113, 1637–1648 (2021). https://doi.org/10.1007/s00170-020-06556-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-06556-4