
Abstract
Nowadays, the adhesive bonding method has a very strong presence in the most varied industries, especially in aeronautics, which strongly boosted the use of adhesively bonded joints. Curved bonded joints are commonly used in the aeronautical industry, where curved panels typically made of carbon fibre-reinforced polymer (CFRP) are joined to fabricate several fuselage parts. This work compares the performance of three adhesives (brittle, moderately ductile and ductile) in curved single-lap joints (SLJ) bonded with CFRP adherends, considering the modifications of the following geometric parameters: overlap length (LO), adherend thickness (tP) and adherends’ radius of curvature (R). For the analysis of these joints, the finite element method (FEM) was used with cohesive zone model (CZM), and the discussions of joint behaviour included the internal stresses of the adhesive, joint strength and energy dissipated at failure (U). Before the numerical analysis, validation with experiments was carried out considering flat SLJ, with positive results. The numerical study on the curved SLJ showed a significant maximum load (Pm) and U improvement by increasing LO for the two ductile adhesives. For the same adhesives, bigger tP reduced Pm. On the other hand, the brittle adhesive revealed to be only minor affected by these parameter variations. Thus, with this work, clear design guidelines are proposed for curved SLJ.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Nowadays, adhesive bonding is a widely used technology in several industries, from the simplest ones like furniture or shoemaking to the high-tech ones such as aerospace and aeronautics. Actually, the aerospace industry was the major driving force for the acceptance of this novel technique. Most revolutionary in the use of composites on commercial liners is the Boeing 787, which contains 50% composite structures by weight and 90% by volume, and the Airbus A350XWB, with similar composite usage. In comparison, the Boeing 777, which entered service in 1995, contains only 10% of composite structures by weight [1]. Adhesively bonded joints present a number of benefits when compared with other joining methods such as riveting and welding [2, 3]. In fact, adhesive joining allows the possibility to join different materials and it preserves their integrity, since it does not require drilling neither it induces a heat-affected zone such as welding. Additionally, this technique provides more uniform stress distributions, good strength-weight and cost-effectiveness ratios, corrosion protection, flexible gap filing, vibration damping and improved aesthetics [4, 5]. Nonetheless, drawbacks of bonded joints include the requirement of a surface treatment prior to adhesive application, disassembly difficulties without damage, low resistance to temperature and humidity and joint design oriented towards the elimination of peel stresses [6]. For a widespread use of adhesively bonded joints, the structural behaviour prediction techniques, in terms of strength and failure modes, have been continuously improved. Nowadays, by applying the FEM, complex structures bonded with high ductile adhesives may be easily characterized. CZM is a powerful tool that, combined with the FEM, proved to be highly accurate for joints’ strength prediction [7]. CZM was proposed 60 years ago [8, 9]. Ever since, several researchers improved and successfully applying this method to describe damage, dealing with the nonlinear zone ahead of the crack tip [10]. This model relies on traction-separation laws between stresses and relative displacements to simulate damage along pre-specified paths. The accuracy of this method requires an exact determination of the cohesive strengths in tension and in shear (tn0 and ts0, respectively), and the fracture toughness in mode I (GIC) and mode II (GIIC) [11].
A number of joint architectures is available for designers to choose the one suitable for the required application and load bearing. On the one hand, the SLJ is the most used, since it is the simplest to manufacture, and it is widely studied and skilled to stress the adhesive in its strongest direction. Even so, this architecture makes the adherends non-collinear, triggering significant through-thickness normal or peel (σy) stresses at the overlap ends [12]. On the other hand, the double-lap joint is slightly more difficult to produce, but it presents a balanced design, providing decreased bending moments, thus reducing σy and shear (τxy) stresses [13]. In addition, the scarf joint also presents manufacture constrains due to the required milling operation to build the taper angle. Nonetheless, it keeps the axis of loading in line with the joint, leading to transfer the loadings more efficiently, providing higher strength than the SLJ [14]. In realistic applications, since longitudinal lap joints in the fuselage structure are curved, but laboratory test specimens are flat, the effect of joint curvature should also be assessed. For example, Boeing’s typical narrow body and wide body aeroplanes have a radius of curvature of 1.88 m and 3.23 m, respectively. It has been shown that the curved geometry plays an important role in the joint strength and damage tolerance, with emphasis to LO, R and adhesive thickness (tA) [15, 16]. The use of flat SLJ to size the curved joints for realistic structures introduces uncertainties, which may result in sub-optimal designs. Therefore, it is of significant importance to investigate the performance of the curved SLJ.
Few works are available in the literature addressing curved adhesive joints’ behaviour. Ascione and Mancusi [17] evaluated the strength up to failure of curved joints as a function of R. An analytical model was proposed that accounts for the variable R, shear deformability and coupling effects between the axial and shear/flexure loadings. A numerical (FEM) approximation was also tested to study the effect of different joint parameters. The adherends of the studied joints were made of CFRP and carbon fibre-reinforced polymer (GFRP) embedded in a concrete/masonry matrix. The chosen R values were 1000, 2000 and 5000 mm, and infinite i.e. flat SLJ. It was concluded that R benefits the joint strength by delaying the energy absorption as the curvature radius decreases. Temiz et al. [18] experimentally studied the effect of arc length and R variations on the SLJ strength. Flat specimens (i.e. conventional SLJ) were used for benchmark purposes and curved joints with R = 105, 132 and 150 mm with steel adherends were manufactured. The authors concluded that the load bearing capacity of SLJ is enhanced when a curved overlap area is applied. In addition, it was observed that as R increases, the joints’ load-carrying and displacement capabilities decrease, although presenting better performances than the flat SLJ. The study of Parida and Pradhan [19] numerically addressed the effects of induced delamination length and adherends’ curvature on the strain energy release rates of SLJ. The joints were made with CFRP, and the width (B) was kept constant at 25 mm. The authors found that all modes of the strain energy release rates (GI, GII and GIII for tension, shear and tearing) of a curved joint with a previously embedded delamination at the interface between the first and second plies increase with the reduction of R. Moreover, the joints made with flatter adherends have higher resistance to delamination damage growth than those with higher adherends’ curvature. This outcome contradicts other available studies. However, one may point as probable cause the pre-induced delamination that grows faster in a curved joint, rather than in a flat joint. Sato [20] analytically predicted the residual stresses of curved joints bonded with viscoelastic adhesives using the Dillard’s models [21]. The disadvantage of the method is the limitation of applicability, since it can only be applied to long joints. The authors proposed a governing equation of a model in which the adherends are beams and the adhesive is a viscoelastic material, providing the distribution of a normal stress perpendicular to the interface between the adhesive and the adherends. Recently, Liu et al. [16] performed a CZM parametric study focused on the effect of the size, curvature and free edges on the strength prediction of CFRP joints bonded with the Araldite® 2015, representative of longitudinal joints in a commercial aircraft fuselage skin. The CZM approach was validated against typical SLJ found in the literature [15, 22]. Different architectures were modelled, namely, a curved SLJ with free long edges, a SLJ with joggle detail, a wide curved SLJ with constrained long edges and a narrow and wide SLJ with initial damage. For the curvature effect, the study included three R (1000, 2000 and 3000 mm). The joggle design was implemented on the lower adherend in order to keep the adherends’ axes collinear. The wide-curved SLJ, representative of an aircraft fuselage panel, was modelled with 2000 mm diameter and 500 mm width. The joggle architecture presented lower σy stresses and crack front strain energy release rate at the concave end of the overlap than the SLJ. Though, if the crack initiates in the joggle convex end, higher σy stresses and crack front strain energy release rate are found. Thus, in the joggle joints, the convex end is more susceptible to present adhesive failure than in conventional SLJ. In addition, the free edge approach in FEM studies proved to be important to predict the strength of real joints. The SLJ architecture with free edges (such as used for conventional test coupons) provides a conservative design to realistic joints with constrained edges. The evaluation of initial damage effect showed that the small initial crack in a wide joint will propagate towards the two free edges to develop the same crack path as a narrow SLJ.
The mentioned studies mainly discussed the differences between curved joints and flat joints, but rare research has investigated the effect of geometric parameters on the curved joint behaviours. This work compares the performance of three adhesives (brittle, moderately ductile and ductile) in curved SLJ with CFRP adherends, considering the modification of the following geometric parameters: LO, tP and R. For the analysis of these joints, the FEM was used with CZM and included the internal stresses of the adhesive, joint strength and U. Before the numerical analysis, validation with experiments was carried out considering flat SLJ, with positive results. Thus, in this work, novel data is provided for curved CFRP SLJ, to assist in the design of curved structures.
2 Experimental details
2.1 Materials
The adherends were composed of unidirectional CFRP pre-preg (SEAL® Texipreg HS 160 RM; Legnano, Italy), with 0.15 mm of ply thickness. The flat SLJ CFRP adherends were fabricated by hand lay-up of 20 plies along the joints’ longitudinal direction, and then cured for 1 h at 130 °C and 2 bar of pressure in a hot-plates press. The fibre volume fraction for the mentioned curing conditions, including the pressure, temperature and ply thickness is 64%, as specified by the manufacturer. Under these conditions, the porosity content is negligible. Table 1 presents the elastic properties of a unidirectional lamina, modelled as elastic orthotropic in the FEM analysis [24].
Both validation and subsequent numerical study on the curved joints were undertaken using three adhesives: the epoxy Araldite® AV138 (brittle), the epoxy Araldite® 2015 (moderately ductile) and the polyurethane Sikaforce® 7888 (ductile). These adhesives were tested in previous works to obtain the estimated mechanical and fracture properties relevant for the application of the CZM technique [22, 25, 26], and they were selected because have been used widely in the aerospace and automotive commercial industries. Moreover, a wide range of material behaviours can be tested. The tensile mechanical properties were estimated by bulk tests, enabling the assessment of the Young’s modulus (E), tensile yield stress (σyie), tensile strength (σf) and tensile failure strain (εf). The bulk specimens were manufactured following the NF T 76–142 French standard, to prevent the creation of voids. Typical tensile stress-tensile strain (σ-ε) curves of the adhesives tested in bulk are available in a former work [27]. The equivalent shear properties were estimated from Thick-Adherend Shear Tests (TAST) using steel adherends. The Double-Cantilever Beam (DCB) test was considered for GIC and the End-Notched Flexure (ENF) test for GIIC. All collected data is presented in Table 2.
2.2 Joint geometry
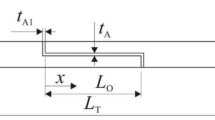
Figure 1 shows the geometry and dimensions of the flat SLJ (a), used for the CZM validation study, and curved SLJ (b), considered in the numerical parametric analysis. The joint dimensions are (expressed in mm): LO = 10–80, width B = 15 (flat SLJ) or 25 (curved SLJ), length between grips LT = 200, tP = 2.4 (flat SLJ) or 1.2, 2.4 and 3.6 (curved SLJ), tA = 0.2 and R = 1000, 2000 and 3000 (curved SLJ only). Eight different values of LO were evaluated (10, 20, 30, 40, 50, 60, 70 and 80 mm).

Geometry and dimensions of the flat SLJ (a) and curved SLJ (b)
2.3 Joint manufacturing and testing
Validation of the CZM technique for strength prediction was undertaken by the flat SLJ geometry (Fig. 1a). Initially, the CFRP plates with 300 × 300 mm2 were manually stacked with the [0]16 lay-up and cured in a hot-plates press. Following, adherends were cut with the proper dimensions. Surface preparation prior to bonding was accomplished by manual abrasion with fine mesh sandpaper and cleaning with acetone [28]. The joints were assembled and cured in a fabricated two-plate steel jig that assured the correct tA by using a set of dummy blocks and 0.2 mm thick spacers. During this process, alignment tabs were also bonded at the specimens’ ends for a correct load application during the tensile tests. After closing the upper jig plate, the set was kept under controlled humidity and temperature conditions for curing over a one-week period. As the final step towards testing, the excess adhesive at the overlap was trimmed in a milling machine to approximate the specimens to the theoretical shape depicted in Fig. 1(a) [29]. Finally, the tests were undertaken at room temperature in an electro-mechanical static testing machine (Shimadzu AG-X 100), at a displacement rate of 1 mm/min. The load data was acquired by a 100 kN load cell. The displacement of the grips holding the specimens was considered for the P-δ curves. For each value of LO, five specimens were tested, with at least four valid results.
2.4 Numerical details
2.4.1 Model settings
Two-dimensional FEM analyses were performed in the software Abaqus®, evaluating the stress distributions and for CZM strength prediction. All analyses were carried out under the assumption of geometrical non-linearities, which was considered necessary to model the significant joint rotations and deformations of the SLJ. Two types of models were built. The models for the stress analysis used plane-strain quadrilateral elements (CPE4) in the adherends and in the adhesive layer, and stresses were captured at the mid-thickness of the adhesive. The models for the CZM analysis considered CPE4 elements for the adherends. For the adhesive, a single layer in the thickness direction of four-node cohesive elements (COH2D4) was considered. Equally, a CZM layer was inserted in both adherends between the 1st and 2nd plies closest to the adhesive, to emulate the interlaminar failure at this region, as it was observed in some experiments. A triangular traction-separation law was used for both materials. For the stress evaluation, a more refined mesh mainly in the adhesive layer was applied than the one used for the strength prediction, in order to obtain more precise results. The number of elements and bias ratio (i.e. mesh grading effects) largely depend on the need to obtain accurate stress estimations. Thus, the solid elements used for the adhesive layer in the thickness direction were ten times smaller than the ones used for strength analysis (i.e. side dimensions of 0.02 mm compared with 0.2 mm). Consequently, the overlap zone presented a higher mesh refinement. This mesh fine tuning was reduced towards the edges of the joint, although not affecting the accuracy of the results. Figure 2 shows a mesh example and overlap edge detail for a strength analysis model. To faithfully simulate the experimental setup, the boundary conditions for the flat SLJ were defined in a way that one of the joint edges was clamped and the other was subjected to a vertical restriction and a tensile displacement (Fig. 1a). On the other hand, for the curved lap joints, the direction of the applied displacement needs to be tangent to the axis of curvature of the substrate. To achieve this goal, a tensile displacement was applied perpendicularly to one of the edge butt faces of the model (Fig. 1b).

Mesh example and overlap edge detail for a curved joint with LO = 10 mm, R = 2000 mm and tP = 1.2 mm (strength analysis)
2.5 CZM formulation
CZM are based on relationships between stresses and relative displacements connecting homologous nodes of the cohesive elements, usually addressed as CZM laws. These laws simulate the elastic behaviour up to a peak load and subsequent softening, to model the gradual degradation of material properties up to complete failure. The areas under the traction-separation laws in tension or shear are equalled to GIC or GIIC, respectively. Under pure mode, damage propagation occurs at a specific integration point when the stresses are released in the respective traction-separation law. Under mixed mode, energetic criteria are often used to combine tension and shear [30]. In this work, triangular pure and mixed-mode laws, i.e. with linear softening, were considered. The elastic behaviour of the cohesive elements up to the tipping tractions is defined by an elastic constitutive matrix relating stresses and strains across the interface, containing E and the Poisson’s coefficient (ν) as main parameters. Damage initiation under mixed-mode can be specified by different criteria. In this work, the quadratic nominal stress criterion was considered for the initiation of damage. After the cohesive strength in mixed-mode (tm0) is attained, the material stiffness is degraded. Complete separation is predicted by a linear power law form of the required energies for failure in the pure modes. For full details of the presented model, the reader can refer to reference [26]. The CZM properties of the adhesives for the simulations were taken from Table 2. The CZM laws for the interlaminar CFRP failure were obtained from a previous work using the same base material [25].
3 Results and discussion
3.1 Model validation
Validation of the CZM technique for static strength prediction is first performed using flat SLJ bonded with the three adhesives, for further application to the curved SLJ and respective parametric analysis.
3.1.1 Failure modes
This section details the flat SLJ failure modes. Experimentally, the specimens bonded with the Araldite® AV138, for LO = 10 and 20 mm, presented a cohesive failure of the adhesive layer, while for LO ranging from 30 to 80 mm, an interlaminar failure was observed along the full extent of the cohesive layer, with a small region of cohesive failure of the adhesive layer in some specimens. This different behaviour was associated to higher gradients of σy and τxy stresses for higher LO, which triggered premature interlaminar for LO ≥ 30 mm. Figure 3(a) shows, as an example, the fracture surfaces of a specimen bonded with the Araldite® AV138 and LO = 40 mm, in which it is clear the interlaminar failure and small spots of cohesive failure of the adhesive at the overlap edges.

Experimental interlaminar failure for a joint bonded with Araldite® AV138 and LO = 40 mm (a) and cohesive failure of the adhesive for a joint bonded with the Araldite® 2015 and LO = 80 mm (b)
The joints bonded with the Araldite® 2015 always presented a cohesive failure regardless of LO, since both failure surfaces showed a thin adhesive layer (Fig. 3(b) shows the failed surfaces of a specimen with LO = 80 mm). A cohesive failure was also found for the specimens bonded with the adhesive Sikaforce® 7888.
3.2 Joint strength
Fig. 4 shows the experimental and numerical Pm curves as function of LO for the three studied adhesives. In addition, the experimental standard deviations were also included.

Experimental and numerical Pm vs. LO curves for the joints bonded with the Araldite® AV138 (a), Araldite® 2015 (b) and Sikaforce® 7888 (c).
It is notorious that Pm increases with LO for all adhesives, in particular for the Sikaforce® 7888. In fact, increasing LO from 10 to 80 mm origins a strength increment of 13.1, 16.6 and 25.8 kN, for the AV138, 2015 and 7888, respectively. For LO = 10 mm, the Araldite® 2015 showed the lowest resistance (2.5 kN), whereas Pm for the Araldite® AV138 and Sikaforce® 7888 was higher by 18.3 and 85.3%, respectively. For LO = 40 mm (representative example of an intermediate LO) one can notice that the Araldite® AV138 presents the lowest Pm (8.8 kN). Actually, the Araldite® 2015 and the Sikaforce® 7888 resistance is higher by 5.9 and 97.3%, in the same order. For LO = 80 mm, sharper differences were attained. The Araldite® AV138 continues to perform worst (16.0 kN), while the Araldite® 2015 and the Sikaforce® 7888 strength is higher by 19.3 and 90.4%, respectively. This behaviour occurs due the marked ductility of the Sikaforce® 7888. Actually, its inherent high degree of plasticity allows the joint to continuously withstand the loads until adhesive yielding is achieved in all bondline. On one hand, the brittle Araldite® AV138 fails soon after reaching its elastic limit, and thus it shows lower Pm by increasing LO. On the other hand, the Araldite® 2015, which presents an intermediate degree of ductility, showed a slightly better performance than the Araldite® AV138 by increasing LO.
Comparing the experimental and numerical data for the Araldite® AV138 depicted in Fig. 4(a), close results were found, especially for low LO. Actually, the higher deviation was −9.1%, fond for LO = 80 mm. Regarding the Araldite® 2015, whose results are shown in Fig. 4(b), the highest deviation was −7.0%, found for LO = 70 mm. Higher deviations were found in Fig. 4(c) for the adhesive Sikaforce® 7888. In fact, the lowest deviation for this adhesive was −10.0% found for LO = 20 mm, while the higher deviation was −21.7% found for LO = 70 mm. The main objective of the experimental tests in SLJ was to verify if the numerical method that will be applied in the parametric study of the curved joints constitutes a reliable approximation to real situations. Analysing the data of Fig. 4, one can stress that the chosen numerical methods were successful in the strength predicting of the JSS bonded with the Araldite® AV138 and 2015, despite a non-negligible difference for higher LO. Oppositely, for the Sikaforce® 7888 a non-negligible discrepancy was found between the numerical and experimental results. Therefore, the triangular cohesive law used to simulate the adhesive’s behaviour is not the most suitable for the Sikaforce® 7888, although it enables to achieve rough predictions. A solution to overcome these discrepancies is the use of a trapezoidal CZM law.
3.3 Parametric study of various curved joints
A purely numerical study is performed in this Section, after the validation presented in Section 4.1 regarding flat SLJ, to study the effect of different geometrical parameters on the performance of curved SLJ.
3.4 Stress analysis
In this stress analysis study, both σy and τxy stresses are normalized by the average shear stress registered along the adhesive layer (τavg) for the respective LO. It should be mentioned that only one adhesive is analysed, due to the similarities of stress distributions between adhesives, in which the main difference is the increase of normalized peak stresses with the adhesive’s stiffness. On account of the data of Table 2, the Araldite® AV138 clearly has the highest peak stresses and respective gradients.
Figure 5 relates to the tP study. Figure 5(a) represents σy stresses along the adhesive layer for different values of LO, considering the Araldite® 2015, R = 2000 mm, LO = 10 mm and 80 mm, and all evaluated tP. It is shown that σy stresses are essentially nil in the majority of the overlap, with a minor peak at x/LO ≈ 0 and major peak stresses approaching x/LO = 1, which thus constitutes the critical location in which regards σy stresses and possible composite delaminations. This asymmetry counteracts the typical SLJ behaviour, in which σy stresses are symmetrical with respect to x/LO = 0.5 [31, 32], and it arises due to the joints’ curvature. For LO = 10 mm, σy/τavg attained peaks of 6.83, 3.51 and 2.59 (tP = 1.2, 2,4 and 3.6 mm, respectively), thus showing a drop of 62.1% between limit tP. For LO = 80 mm, maximum σy/τavg peak stresses of 27.73, 19.67 and 13.72 were found for increasing tP between 1.2 and 3.6 mm (50.5% reduction between limit values). Thus, a clear σy reduction effect takes place by increasing tP, which is caused by the higher joint stiffness promoted by bigger tP, preventing localized peel deformations at the overlap ends. Actually, by increasing tP, the induced curvature of the adherends is decreased, resulting in smaller σy stresses at the overlap edges, theoretically leading to an improved joint performance. Apart from this, increasing LO tends to aggravate σy/τavg peak stresses by a large amount, although higher LO cause the appearance of compressive σy stresses adjacent to the peel σy peak stresses. As the inner portion of the adhesive layer has practically no σy stresses, higher LO tend to intensify the normalized σy/τavg. Figure 5(b) depicts τxy stresses in the adhesive layer the same LO (10 and 80 mm) and all tP, under fixed conditions (Araldite® 2015 and R = 2000 mm). The obtained stress plots also show that τxy stresses are much smaller in magnitude at the inner overlap (although not nil), peaking at both overlap edges. Due to the joint curvature, τxy peak stresses are more significant near to x/LO = 1 rather than x/LO = 0. As a result, it can be concluded that x/LO = 1 is the stress critical location for both σy and τxy stresses, thus where damage is prone to initiate. Performing a comparison with flat SLJ, the typical stress symmetry is thus cancelled [31, 32]. The maximum τxy/τavg peak stresses for LO = 10 mm were 4.45, 2.32 and 1.77 for increasing tP between 1.2 to 3.6 mm (the reduction between limit values was 58.9%). Considering the joints with LO = 80 mm, τxy/τavg peak stresses attained 19.93, 13.98 and 9.55 for tP = 1.2, 2.4 and 3.6 mm, in this order (corresponding reduction of 52.1%). Similarly to σy stresses, higher tP tend to reduce τxy peak stresses due to the increase of axial stiffening of the adherends, and consequent reduction of the shear-lag effect. This behaviour should be linked to higher joint strength as the normalized τxy peak stresses reduce. Oppositely, bigger LO increase τxy/τavg peak stresses. In fact, higher LO are naturally associated to a more pronounced shear-lag effect and more lightly stressed inner overlap, which overloads the overlap ends. Thus, despite the larger area to resist separation, τxy stresses distributions are more prone to localized failures.

Normalized σy (a) and τxy (b) stresses for the joints bonded with the Araldite® 2015, R = 2000 mm, LO = 10 and 80 mm, and all evaluated tP
Figure 6 pertains to the R study. Figure 6(a) shows σy/τavg stress distributions for fixed LO and tP (10 mm and 3.6 mm, respectively) and R between 1000 mm and 3000 mm. The previously described behaviour for σy stresses with fixed R at 2000 mm is valid for all tested R, i.e. with higher σy stress concentrations near to x/LO = 1 than at the opposite overlap edge. The highest σy/τavg peak stresses were 3.60, 2.59 and 2.22 for R = 1000, 2000 and 3000 mm, respectively. These results indicate a reduction of σy peak stresses with the increase of R (percentile reduction of 28.3% between limit R). This variation takes place because of the progressive flattening of the adherends, which in a limit scenario would be perfectly flat (for R = ∞) and, in these conditions, σy stresses would be symmetric as it occurs in common SLJ. Thus, on account of σy stresses, bigger R should clearly benefit the joint strength. Figure 6(b) reports to τxy/τavg stresses for the same geometrical conditions. Here, an identical behaviour was found between all R, as it was found in the tP study, with higher stress concentrations close to x/LO = 1. For τxy/τavg stresses, the highest peak stresses at this location were 2.11, 1.77 and 1.64 for R between 1000 and 2000 mm, giving a maximum percentile reduction of 22.2%. The improved joint behaviour for larger R is also visible in this τxy stress analysis, being natural to achieve a symmetric stress distribution for R = ∞. It is thus confirmed that the bigger R is, the higher should the joint strength be.

Normalized σy (a) and τxy (b) stresses for the joints bonded with the Araldite® 2015, considering R = 1000, 2000 and 3000 mm, LO = 10 mm and tP = 3.6 mm
3.5 Numerical failure modes
The failure modes are assessed by the variable SDEG, which represents the stiffness degradation of the cohesive elements and spans between 0 (undamaged cohesive elements) and 1 (failed cohesive elements). Although the scale itself is not presented, to simplify the figures, SDEG = 0 corresponds to light grey and SDEG = 1 to black, with the respective gradation between these two limits. The numerical failure modes were mostly identical individually for each adhesive. The joints bonded with the Araldite® AV138 essentially showed a concurrent interlaminar and cohesive failure of the adhesive layer, starting from x/LO = 1 and propagating towards the other adhesive edge. Figure 7(a) shows the failure process for the joint with tP = 2.4 mm and LO = 40 mm, as an example. It is visible that failure grows simultaneously at the adhesive layer and between plies in the composite adherend. Only for two joint geometries (LO = 10 mm and both tP = 2.4 and 3.6 mm) the failure process was different: in these two geometries, failure was mostly interlaminar, starting at x/LO = 1, and small or none damage in the adhesive layer (Fig. 7(b) shows failure for the joint with LO = 10 mm and tP = 2.4 mm). On the other hand, all joints bonded with the Araldite® 2015 and Sikaforce® 7888 experienced full cohesive failure of the adhesive layer, although with minor interlaminar damage. Figure 8 shows examples for the Araldite® 2015, tP = 2.4 mm and LO = 20 mm (a) and for the Sikaforce® 7888, tP = 2.4 mm and LO = 60 mm (b). The reported differences between adhesives are caused by caused by the higher magnitude of peak stresses for the Araldite® AV138, due to its higher stiffness, which triggers interlaminar failure of the composite. Oppositely, the smaller peak stresses and respective gradients for the other adhesives lead to minor interlaminar damage but no failure, while the adhesive layer undergoes broader degradation and failure.

Numerical concurrent and interlaminar failure for the joint bonded with Araldite® AV138, tP = 2.4 mm and LO = 40 mm (a) and interlaminar failure for the joint bonded with Araldite® AV138, tP = 2.4 mm and LO = 10 mm (b)

Numerical cohesive failure of the adhesive for the joint bonded with Araldite® 2015, tP = 2.4 mm and LO = 20 mm (a) and bonded with the Sikaforce® 7888, tP = 2.4 mm and LO = 60 mm (b)
3.6 Strength prediction
Figure 9 represents the Pm vs. LO curves for all adhesives considering tP = 1.2 (a), 2.4 (b) and 3.6 mm (c) and a fixed R of 2000 mm.

Pm as a function of LO for the joints bonded with the three adhesives and tP = 1.2 (a), 2.4 (b) and 3.6 mm (c)
Analysis of the results for tP = 1.2 mm (Fig. 9a) shows a large discrepancy between adhesives. Actually, the Araldite® AV138 is much below the other two adhesives, despite its high strength. However, it is a brittle adhesive that cannot accommodate the peak stresses generated in the adhesive layer. As a result, Pm for this adhesive is below the Araldite® 2015 and Sikaforce® 7888 up to 73.4% and 78.4%, respectively, in both cases for LO = 80 mm. The Araldite® 2015, despite being less strong than the Araldite® AV138, has moderate ductility which, in the context of a bonded joint, gives it a significant advantage. The best results, disregarding LO, were attained by the Sikaforce® 7888, since this polyurethane adhesive combines high strength and ductility. The maximum relative difference of this adhesive over the Araldite® 2015 was 23.4% for LO = 80 mm. The Pm evolution with LO is differing between adhesives. Between LO = 10 and 80 mm, the percentile Pm improvement was 127.4% for the Araldite® AV138, 584.0% for the Araldite® 2015 and 641.1% for the Sikaforce® 7888. Thus, the Araldite® AV138 presented the worst results, which is intrinsically associated with its brittleness and increasing peak stresses with LO. Actually, despite the increase in bonded area resisting separation, the adhesive cannot cope with the peak stresses and the joints end up by failing prematurely. On the other hand, ductile adhesives manage to absorb these peak stresses after yielding, keeping the overlap edges under loads while the inner overlap gets progressively loaded. As a result, τavg at failure is much higher than that when the limiting stresses of the adhesive are reached at the overlap edges. This occurs to a bigger extent for the Sikaforce® 7888 than for the Araldite® 2015, which justifies the practically linear Pm-LO plot for the former adhesive.
The relative behaviour between adhesives is kept for both tP = 2.4 mm (Fig. 9b) and tP = 3.6 mm (Fig. 9c), although with different absolute magnitudes for Pm. Actually, between tP = 1.2 and 2.4 mm for the Araldite® AV138, Pm slightly increased by 26.0% for LO = 10 mm but then it reduced for all LO up to 16.0% (LO = 50 mm). A marginal Pm increase was also found for the Araldite® 2015 and Sikaforce® 7888 with LO = 10 mm (2.5 and 1.6%, respectively), but then reductions were also found, especially for the bigger LO (up to 36.4% for the Araldite® 2015 and LO = 70 mm and 26.3% for the Sikaforce® 7888 and LO = 80 mm). Comparing the joints with tP = 2.4 and 3.6 mm, for the Araldite® AV138, a small Pm improvement was found for all LO, up to 17.7% for LO = 20 mm. For the other two adhesives, Pm marginally improved for the shortest LO, but then it reduced by an increasing amount with LO. The highest Pm reductions were 16.7% for the Araldite® 2015 and 22.3% for the Sikaforce® 7888, always for LO = 80 mm. Thus, the typical behaviour, apart from few exceptions, consists of Pm reduction for higher tP. This tendency somehow contradicts the stress analysis results in the elastic domain, especially for the ductile Araldite® 2015 and Sikaforce® 7888, in which both σy and τxy peak stresses diminish by increasing tP. However, this effect can be explained by the curvature of the adherends, since their base geometry negatively affects the joints’ overall ability of deforming themselves, which in turn induces premature failures. This effect is more prevalent for higher values of LO.
Figure 10 represents the evolution of Pm with LO between R = 1000, 2000 and 3000 mm, considering joints bonded with the Araldite® 2015 and tP = 2.4 mm. The Pm evolution is similar between all R values, with a moderate increase with R, only varying the magnitude of Pm. Moreover, the Pm differences tend to be smaller or even almost nil for the smaller LO and gradually increase with increasing LO. Compared with the joints with R = 2000 mm, which is the base geometry, for LO = 10 mm the relative differences were − 1.7% for R = 1000 mm and + 7.7% for R = 3000 mm. For LO = 80 mm, these differences increased to −27.9% (R = 1000 mm) and + 30.1% (R = 3000 mm). It is clear that the joints with the higher R have an improved performance, and this can be viewed as a consequence of more symmetrical stress distributions, as previously discussed. Actually, increasing R decreases the relative σy and τxy peak stresses at x/LO = 1, whilst at the same time the less loaded edge at x/LO = 0 becomes loaded, leading to a more efficient load transfer through the adhesive. Additionally, by increasing R, the induced deformation on the curved joints is less prevalent, which means that the joint is able to maintain a similar configuration to the traditional SLJ. In this manner the adhesive itself has a bigger margin to deform and resist more than the joints with the lower values of R.

Pm as function of LO for the joints bonded with the Araldite® 2015 and tP = 2.4 mm, considering different R
3.7 Dissipated energy prediction
Figure 11 shows the values of U until failure as a function of LO, considering tP = 1.2 (a), 2.4 (b) and 3.6 mm (c) and a fixed R of 2000 mm. Each figure directly compares the three addressed adhesives. For tP = 1.2 mm (Fig. 11a), large amounts of energy are dissipated for the Araldite® 2015 and Sikaforce® 7888, especially for large LO, oppositely to the Araldite® AV138. For LO = 10 mm, the values of U = 0.53, 1.10 and 2.08 J were registered by order of increasing ductility of the adhesives. Over this condition, the U improvements were 303.0%, 2228.0% and 1746.4%, in all cases attained for LO = 80 mm. As the obtained results show, there are clear differences between the Araldite® AV138 and the Araldite® 2015 and Sikaforce® 7888, in line of what was previously observed in the Pm analysis. It is clear that the high stiffness and brittleness of the Araldite® AV138 negatively affects U, since this adhesive achieves failure very early in the tests due its low deformability. As a result, failure of the adhesive prevents the joint from storing U before failure and the measured U is much lower than for the other adhesives. On the other hand, the higher deformation capacity of the Sikaforce® 7888 allows it to store more energy during the tests than the Araldite® 2015 and, as a result, it presents the best results. Equally to the strength study, U tends to increase in direct proportion with LO because of the higher P and failure displacements attained by the joints.

U as function of LO for the joints bonded with the three adhesives and tP = 1.2 (a), 2.4 (b) and 3.6 mm (c)
A significant tP effect is also depicted in Fig. 11, by comparing the aforementioned results (a) with those of tP = 2.4 (b) and 3.6 mm (c). Actually, U significantly reduced, but always keeping the U-increasing tendency with LO. Over tP = 1.2 mm, the joints with tP = 2.4 mm showed a reduction in U that reached a maximum of 48.6% (LO = 50 mm), 73.4% (LO = 70 mm) and 67.4% (LO = 80 mm) for the Araldite® AV138, Araldite® 2015 and Sikaforce® 7888, respectively. On the other hand, between tP = 2.4 and 3.6 mm, the maximum percentile reductions were, by the same order of adhesives, 5.0% (LO = 10 mm), 36.7% (LO = 80 mm) and 39.0% (LO = 80 mm). In both cases, the effect of LO is also much smaller than for tP = 1.2 mm. It is thus evident that, for joints with higher tP (2.4 and 3.6), U tends to suffer a massive drop. This phenomenon ultimately means that the inner deformations on the adhesive layer are much smaller and, therefore, the value of U at the moment of the joint failure is very small for bigger tP.
Figure 12 represents U in joints with R = 1000 mm, 2000 mm and 3000 mm, considering as fixed parameters the adhesive Araldite® 2015 and tP = 2.4 mm. Following the aforementioned study, U increases steadily with LO for all R. Between LO = 10 and 80 mm, the percentile increases for this specific adhesive were 475.4%, 530.4% and 901.7% for R = 1000, 2000 and 3000 mm, respectively. It is clear that the joints with large R have the best mechanical performance, as shown by the higher U. Moreover, this difference enlarges by increasing LO. Over R = 1000 mm, the U performance improvements reached 48.1% for R = 2000 mm (LO = 70 mm) and 85.7% for R = 3000 mm (LO = 80 mm). This is due to the fact that higher R tend to turn stresses symmetric (Fig. 6), thus removing the large discrepancy in the σy and τxy stress distributions that triggers premature failures. As depicted in Fig. 10, this modification increases Pm, which causes an improved energy absorption to failure.

U as function of LO for the joints bonded with the Araldite® 2015 and tP = 2.4 mm, considering different R
4 Conclusions
The present work aimed to experimentally and numerically compare the tensile behaviour of curved CFRP joints bonded with three adhesives, considering the variation of three geometrical parameters that highly impact the joints’ performance: LO, tP and R. Former joint validation was undertaken with the same adhesives, considering flat, i.e. R = ∞ joints. The validation study, by considering only the variation of LO, showed a strong dependence on Pm by this variable and a major difference between adhesives. The CZM technique, by employing a triangular-based cohesive law, showed accurate Pm predictions for the brittle and moderately ductile adhesives, but Pm under predictions for the ductile adhesive. However, this CZM formulation was chosen due to ease of application and ready application in commercial software. The parametric CZM study that followed based the analysis on elastic stress distributions, which were used to enable a detailed discussion on the joints’ performance with the aforementioned tested parameters and on Pm and U. The stress analysis revealed a major σy and τxy peak stresses’ asymmetry induced by the adherends’ curvature, which would be responsible for smaller Pm and U performance with lower R. On the other hand, peak stresses highly increased with LO, as expected by the existing literature data for flat joints, and they reduced by increasing tP. The Pm comparison showed major improvements with LO for the moderately ductile and ductile adhesives and smaller differences for the brittle adhesive. Between adhesives, the ductile adhesive performed best and the brittle worst. Opposing to the expected by a purely elastic stress analysis, tP negatively affected Pm by a significant amount. Increasing R tends to provide higher Pm, as the joints approach the flat SLJ geometry. The tendency of U followed that of Pm, with a major reduction for higher tP, although increasing with Pm due to the higher transmitted loads.
As a result of this work, it can be concluded that large curvatures (R ≤ 2000 mm) have a significant effect on the stress distribution and load capacity of the joint, while the traditional method of using laboratory flat joints to predict the curved joints’ behaviour will predict in less-conservative results. It can be also suggested that, for realistic joint applications with curved geometries, moderately ductile and ductile adhesives would be more beneficial as their high degree of plasticity could support a larger joint deformation and withstand the loads until adhesive yielding. Based on the above observations, material and geometrical guidelines on the design of curved bonded joints were provided.
Data availability
The raw/processed data required to reproduce these findings cannot be shared at this time due to technical or time limitations.
References
Tenney DR, Davis Jr JG, Pipes RB, Johnston N (2009) NASA composite materials development: lessons learned and future challenges. Paper presented at the NATO RTO AVT-164 workshop on support of composite systems, Bonn, Germany
Adams RD, Comyn J, Wake WC (1997) Structural adhesive joints in engineering, 2nd edn. Chapman & Hall, London
Valenza A, Fiore V, Fratini L (2011) Mechanical behaviour and failure modes of metal to composite adhesive joints for nautical applications. Int J Adv Manuf Technol 53(5):593–600. https://doi.org/10.1007/s00170-010-2866-1
Kinloch AJ (1987) Adhesion and adhesives: science and technology. Springer, Heidelberg
Peng D, Liu Q, Li G, Cui J (2019) Investigation on hybrid joining of aluminum alloy sheets: magnetic pulse weld bonding. Int J Adv Manuf Technol 104(9):4255–4264. https://doi.org/10.1007/s00170-019-04215-x
Petrie EW (1999) Handbook of adhesives and sealants, 2nd edn. McGraw-hill, New York
Alfano G (2006) On the influence of the shape of the interface law on the application of cohesive-zone models. Compos Sci Technol 66(6):723–730. https://doi.org/10.1016/j.compscitech.2004.12.024
Barenblatt GI (1959) The formation of equilibrium cracks during brittle fracture. General ideas and hypotheses. Axially-symmetric cracks. J Appl Math Mech 23(3):622–636. https://doi.org/10.1016/0021-8928(59)90157-1
Dugdale DS (1960) Yielding of steel sheets containing slits. J Mech Phys Solids 8(2):100–104. https://doi.org/10.1016/0022-5096(60)90013-2
Elices M, Guinea GV, Gómez J, Planas J (2002) The cohesive zone model: advantages, limitations and challenges. Eng Fract Mech 69(2):137–163. https://doi.org/10.1016/S0013-7944(01)00083-2
da Silva LFM, Campilho RDSG (2012) Advances in numerical modelling of adhesive joints. In: Advances in Numerical Modeling of Adhesive Joints. Springer Berlin Heidelberg, pp 1–93. doi:citeulike-article-id:11791960. https://doi.org/10.1007/978-3-642-23608-2_1
Ojalvo IU, Eidinoff HL (1978) Bond thickness effects upon stresses in single-lap adhesive joints. AIAA J 16(3):204–211. https://doi.org/10.2514/3.60878
Adams R, Atkins R, Harris J, Kinloch A (1986) Stress analysis and failure properties of carbon-fibre-reinforced-plastic/steel double-lap joints. J Adhes 20(1):29–53
Liao L, Huang C, Sawa T (2013) Effect of adhesive thickness, adhesive type and scarf angle on the mechanical properties of scarf adhesive joints. Int J Solids Struct 50(25):4333–4340. https://doi.org/10.1016/j.ijsolstr.2013.09.005
Taib AA, Boukhili R, Achiou S, Boukehili H (2006) Bonded joints with composite adherends. Part II Finite element analysis of joggle lap joints. Int J Adhes Adhes 26(4):237–248. https://doi.org/10.1016/j.ijadhadh.2005.03.014
Liu Y, Lemanski S, Zhang X (2018) Parametric study of size, curvature and free edge effects on the predicted strength of bonded composite joints. Compos Struct 202:364–373. https://doi.org/10.1016/j.compstruct.2018.02.017
Ascione F, Mancusi G (2012) Curve adhesive joints. Compos Struct 94(8):2657–2664. https://doi.org/10.1016/j.compstruct.2012.03.024
Temiz Ş, Akpinar S, Aydın MD, Sancaktar E (2013) Increasing single-lap joint strength by adherend curvature-induced residual stresses. J Adhes Sci Technol 27(3):244–251. https://doi.org/10.1080/01694243.2012.705509
Parida SK, Pradhan AK (2014) Influence of curvature geometry of laminated FRP composite panels on delamination damage in adhesively bonded lap shear joints. Int J Adhes Adhes 54:57–66. https://doi.org/10.1016/j.ijadhadh.2014.05.003
Sato C (2011) Stress estimation of joints having adherends with different curvatures bonded with viscoelastic adhesives. Int J Adhes Adhes 31(5):315–321. https://doi.org/10.1016/j.ijadhadh.2011.01.007
Dillard DA (1988) Stresses between Adherends with different curvatures. J Adhes 26(1):59–69. https://doi.org/10.1080/00218468808071274
Campilho RDSG, Banea MD, Neto JABP, da Silva LFM (2013) Modelling adhesive joints with cohesive zone models: effect of the cohesive law shape of the adhesive layer. Int J Adhes Adhes 44:48–56. https://doi.org/10.1016/j.ijadhadh.2013.02.006
Oliveira JJG, Campilho RDSG, Silva FJG, Marques EAS, Machado JJM, da Silva LFM (2020) Adhesive thickness effects on the mixed-mode fracture toughness of bonded joints. J Adhes 96(1–4):300–320. https://doi.org/10.1080/00218464.2019.1681269
Campilho RDSG, de Moura MFSF, Domingues JJMS (2005) Modelling single and double-lap repairs on composite materials. Compos Sci Technol 65(13):1948–1958. https://doi.org/10.1016/j.compscitech.2005.04.007
Neto JABP, Campilho RDSG, da Silva LFM (2012) Parametric study of adhesive joints with composites. Int J Adhes Adhes 37 (0):96–101. https://doi.org/10.1016/j.ijadhadh.2012.01.019
Campilho RDSG, Banea MD, Pinto AMG, da Silva LFM, de Jesus AMP (2011) Strength prediction of single- and double-lap joints by standard and extended finite element modelling. Int J Adhes Adhes 31(5):363–372. https://doi.org/10.1016/j.ijadhadh.2010.09.008
Nunes SLS, Campilho RDSG, da Silva FJG, de Sousa CCRG, Fernandes TAB, Banea MD, da Silva LFM (2016) Comparative failure assessment of single and double-lap joints with varying adhesive systems. J Adhes 92:610–634. https://doi.org/10.1080/00218464.2015.1103227
Wang S, Liang W, Duan L, Li G, Cui J (2020) Effects of loading rates on mechanical property and failure behavior of single-lap adhesive joints with carbon fiber reinforced plastics and aluminum alloys. Int J Adv Manuf Technol 106(5):2569–2581. https://doi.org/10.1007/s00170-019-04804-w
Pizzorni M, Lertora E, Gambaro C, Mandolfino C, Salerno M, Prato M (2019) Low-pressure plasma treatment of CFRP substrates for epoxy-adhesive bonding: an investigation of the effect of various process gases. Int J Adv Manuf Technol 102(9):3021–3035. https://doi.org/10.1007/s00170-019-03350-9
Kim K (2015) Softening behaviour modelling of aluminium alloy 6082 using a non-linear cohesive zone law. P I Mech Eng L-J Mat 229 (5):431–435. https://doi.org/10.1177/1464420714525134
Ye J, Yan Y, Li J, Hong Y, Tian Z (2018) 3D explicit finite element analysis of tensile failure behavior in adhesive-bonded composite single-lap joints. Compos Struct 201:261–275. https://doi.org/10.1016/j.compstruct.2018.05.134
Jiang W, Qiao P (2015) An improved four-parameter model with consideration of Poisson’s effect on stress analysis of adhesive joints. Eng Struct 88:203–215. https://doi.org/10.1016/j.engstruct.2015.01.027
Funding
This work received no funding.
Author information
Authors and Affiliations
Contributions
J.M.C. Correia carried out the numerical analysis and respective data analysis, R.D.S.G. Campilho and R.J.B. Rocha performed the validation study and sketched the paper. Y. Liu and L.D.C. Ramalho built and revised the paper until final form.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Code availability
Not applicable.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Correia, J.M.C., Campilho, R.D.S.G., Rocha, R.J.B. et al. Parametric study of composite curved adhesive joints. Int J Adv Manuf Technol 111, 2957–2970 (2020). https://doi.org/10.1007/s00170-020-06314-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-06314-6